Результат интеллектуальной деятельности: МНОГОЭЛЕКТРОДНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к многоэлектродной электродуговой сварке под флюсом для толстых стальных листов, а также относится к многоэлектродной электродуговой сварке под флюсом, подходящей не только для плоских толстых стальных листов, но также и к шовной сварки для стальных труб большого диаметра, таких как стальная труба UOE (технология предварительное формование-окончательное формование - экспандирование), или спиральная стальная труба, изготовленная с помощью формования толстого стального листа в трубчатую форму.
Уровень техники
В стыковой контактной сварке плоских толстых стальных листов или шовной сварке для стальных труб большого диаметра, таких как стальная труба UOE, или спиральная стальная труба, в которой края толстого стального листа, которые формовались в виде открытой трубы, приводятся в контакт друг с другом, обычно выполняется как электродуговая сварка под флюсом, в которой процесс сварки выполняется с двумя или более электродов, расположенных в линию в направлении продвижения сварки (в дальнейшем определяемую как многоэлектродная электродуговая сварка под флюсом). Кроме того, чтобы увеличить продуктивность при изготовлении стальных труб большого диаметра, на практике была использована технология для увеличения скорости сварки с помощью подачи большого тока, превышающего 1000 А в качестве сварочного тока с использованием трёх или четырёх электродов.
Кроме того, в процессе изучения находится технология для дальнейшего увеличения скорости сварки с дополнительным увеличением количества электродов. Например, JP 4828488 и JP 2014073523 раскрывают технологию для выполнения многоэлектродной электродуговой сварки под флюсом с использованием пяти электродов, а JP H0550235 раскрывают технологию для выполнения многоэлектродной электродуговой сварки под флюсом с использованием шести электродов.
С другой стороны, в шовной сварке для стальных труб большого диаметра существует проблема, заключающаяся в том, что стойкость на излом сварной зоны, в частности, зоны, подвергаемой нагреванию, ухудшает свои характеристики. Таким образом, для того чтобы увеличивать стойкость на излом сварной зоны, необходимо уменьшать приток тепла от сварки. Однако уменьшенный приток тепла от сварки увеличивает риск недостаточного проплавления или недостаточного количества накладываемого металла. Таким образом, с высокой вероятностью будет создаваться нерасплавленная часть, которая приводит к проблеме создания сварочного дефекта в сварных валиках (например, недостаточное заполнение сварных валиков).
Кроме того, в многоэлектродной электродуговой сварке под флюсом сварочные токи, подаваемые к соответствующим сварочным проводам большого количества электродов, генерируют магнитные поля. Эти магнитные поля создают взаимное вредное воздействие, в результате которого создаётся явление, когда электрические дуги становятся нестабильными (так называемое явление магнитного сдувания дуги). Такое влияние магнитных полей вызывает возникновение сварочных дефектов, таких как неравномерность сварного валика и шлаковина. Соответственно, в процессе изучения находится технология для подавления магнитного вредного воздействия посредством управления подачей переменных токов, используемых в качестве сварочных токов соответствующих электродов.
Однако в многоэлектродной электродуговой сварке под флюсом электроды располагаются близко друг к другу, в результате чего нет разделения между расплавленными металлами, образованными с помощью электродов. Таким образом, особенно в сварке большим током, неизбежно происходит увеличение взаимного вредного воздействия магнитных полей сопредельных электродов, даже если сварочный ток, который должен подаваться к электродам, является регулируемым. Кроме того, при увеличении количества электродов, магнитные поля множества электродов, в добавление к магнитным полям сопредельных электродов, оказывают друг на друга и комплексное взаимное воздействие. Кроме того, трудно контролировать форму проплавления сварного металла во время многоэлектродной электродуговой сварке под флюсом с использованием пяти или более электродов. В частности, ширина проплавления может быть более узкой около центра проплавления. Такая форма проплавления возможно вызовет грушевидное растрескивание сварного металла и поэтому её желательно избегать.
В случае многоэлектродной электродуговой сварки под флюсом с использованием трёх или четырёх электродов, для того чтобы получить условия сварки, при которых может подавляться комплексное магнитное взаимное воздействие, к настоящему времени были произведены различные исследования.
Однако в многоэлектродной электродуговой сварке под флюсом с использованием пяти или шести электродов, магнитное взаимное воздействие является более сложным. Соответственно, исследование сварочной технологии для подавления магнитного взаимного воздействия ещё не проработано.
Раскрытие сущности изобретения
Техническая проблема
Задачей настоящего изобретения является обеспечение способа многоэлектродной электродуговой сварки под флюсом, который решает проблемы технологии предшествующего уровня техники. Способ многоэлектродной электродуговой сварки под флюсом, использующий пять или шесть электродов, позволяет обеспечивать глубокое проплавление и большое количество накладываемого металла, которое должно получаться при подаче большого тока, а также позволяет обеспечивать стабильные электрические дуги, которые должны генерироваться соответствующими электродами с помощью подавления магнитного воздействия. Таким образом, могут предотвращаться сварочные дефекты и могут получаться валики сварного шва хорошей формы. Кроме того, может быть увеличена скорость сварки.
Решение проблемы
Авторы настоящего изобретения произвели многоэлектродную электродуговую сварку под флюсом толстого стального листа с использованием пяти или шести электродов, чтобы исследовать форму полученных валиков сварного шва и определить, появился или нет сварочный дефект. Авторы настоящего изобретения выяснили, что с помощью надлежащего регулирования расположения электродов и подаваемых сварочных токов, и предпочтительно, с помощью надлежащего регулирования прикладываемых напряжений электродуговой сварки, электрические дуги становятся стабильными, чтобы предотвращать сварочный дефект и получать валики сварного шва с хорошей формой.
Настоящее изобретение было сделано, основываясь на описанных выше результатах исследований.
То есть, настоящее изобретение обеспечивает способ многоэлектродной электродуговой сварки под флюсом для стыковой контактной сварки толстого стального листа с толщиной 15-45 мм с использованием множества электродов, включающий в себя: расположение в направлении продвижения сварки, первого электрода в передней части, второго электрода позади и рядом с первым электродом, третьего электрода позади и рядом со вторым электродом, четвёртого электрода позади и рядом с третьим электродом, и пятого электрода позади и рядом с четвёртым электродом. Расстояние L12 (мм), расстояние L23 (мм), расстояние L34 (мм), и расстояние L45 (мм) удовлетворяют следующим далее формулам (1) - (4). Расстояние L12 является расстоянием между положением, где сварочный провод первого электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод второго электрода находится в контакте с поверхностью толстого стального листа, расстояние L23 является расстоянием между положением, где сварочный провод второго электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод третьего электрода находится в контакте с поверхностью толстого стального листа, расстояние L34 является расстоянием между положением, где сварочный провод третьего электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод четвёртого электрода находится в контакте с поверхностью толстого стального листа, и расстояние L45 является расстоянием между положением, где сварочный провод четвёртого электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод пятого электрода находится в контакте с поверхностью толстого стального листа. Плотность J1 (A/мм2) тока первого электрода, плотность J2 (A/мм2) тока второго электрода, плотность J3 (A/мм2) тока третьего электрода, плотность J4 (A/мм2) тока четвёртого электрода, и плотность J5 (A/мм2) тока пятого электрода удовлетворяют следующим далее формулам с (6) по (9); а общий сварочный ток с первого по пятый электродов составляет 4000-6000 А. Сварочный провод первого электрода обеспечивается перпендикулярно и с наклоном на угол прямой стреловидности по отношению к толстому стальному листу; при этом переменные токи подаются в качестве сварочных токов к электродам со второго по пятый.
12 мм ≤ L12 ≤ 25 мм (1)
12 мм ≤ L23 ≤ 25 мм (2)
12 мм ≤ L34 ≤ 25 мм (3)
12 мм ≤ L45 ≤ 25 мм (4)
0,40 ≤ J2/J1 ≤ 0,95 (6)
0,60 ≤ J3/J2 ≤ 0,95 (7)
0,60 ≤ J4/J3 ≤ 1,00 (8)
0,60 ≤ J5/J4 ≤ 1,00 (9)
В способе многоэлектродной электродуговой сварки под флюсом, в соответствии с настоящим изобретением, также возможно располагать, в дополнение к электродам с первого по пятый, шестой электрод в направлении продвижения сварки за пятым электродом и сопредельно к нему. Расстояние L56 (мм) между положением, где сварочный провод пятого электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод шестого электрода находится в контакте с поверхностью толстого стального листа, предпочтительно удовлетворяет следующей далее формуле (5). Плотность J6 (A/мм2) тока шестого электрода предпочтительно удовлетворяет следующей далее формуле (10), а общий сварочный ток с первого по шестой электродов предпочтительно составляет 4000-6000 А, причём в качестве сварочного тока к шестому электроду подаётся переменный ток. Кроме того, постоянный ток, предпочтительно подаваемый к первому электроду, подаётся с обратной полярностью. Кроме того, напряжение E1 (V) электрической дуги первого электрода и напряжение E2 (V) электрической дуги второго электрода, предпочтительно, удовлетворяют следующей далее формуле (12).
12 мм ≤ L56 ≤ 25 мм (5)
0,60 ≤ J6/J5 ≤ 1,00 (10)
0 ≤ E2 - E1 ≤ 3 (12)
Благоприятные эффекты изобретения
В соответствии с настоящим изобретением, в многоэлектродной электродуговой сварке под флюсом с использованием пяти или шести электродов возможно получать глубокое проплавление и большое количество накладываемого металла, с помощью подачи большого тока, а также генерировать стабильные электрические дуги от соответствующих электродов с помощью подавления магнитного вредного воздействия. Таким образом, сварочные дефекты могут быть предотвращены и могут быть получены валики сварного шва с хорошей формой. Кроме того, может быть увеличена скорость сварки. Таким образом, обеспечиваются особые промышленные эффекты.
Краткое описание чертежей
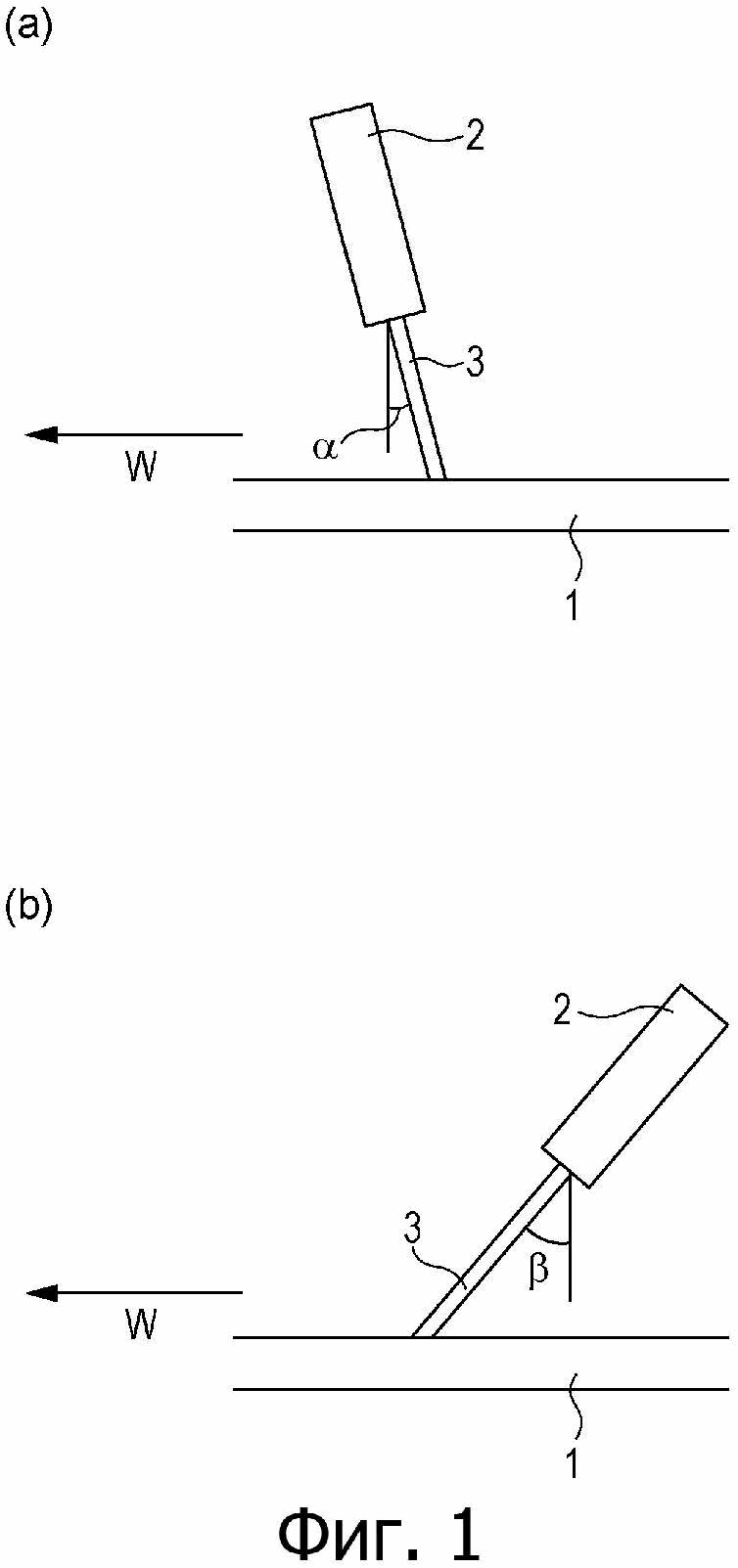
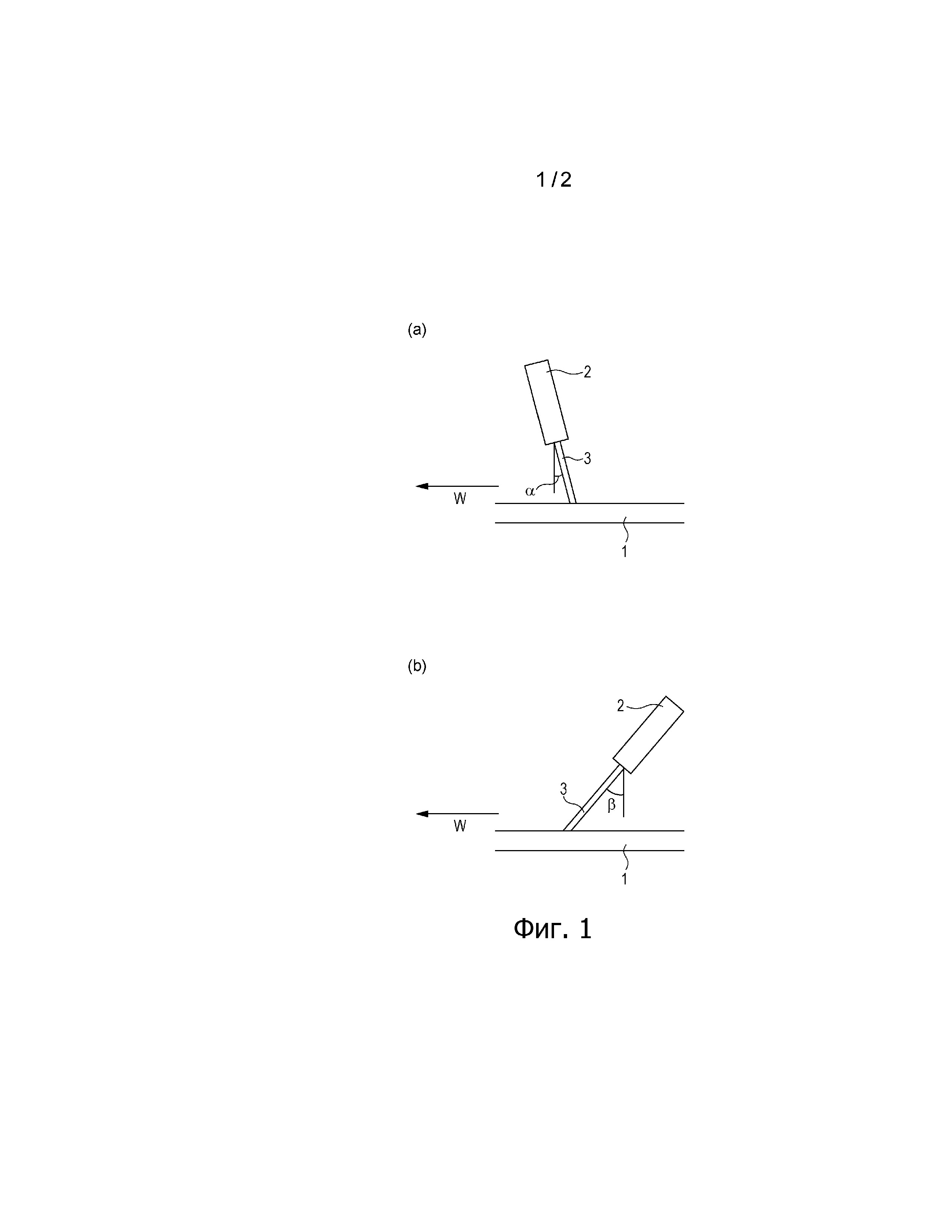
Фиг. 1 является видом сбоку, схематически иллюстрирующим пример, в котором сварочный провод позиционируется наклонно.
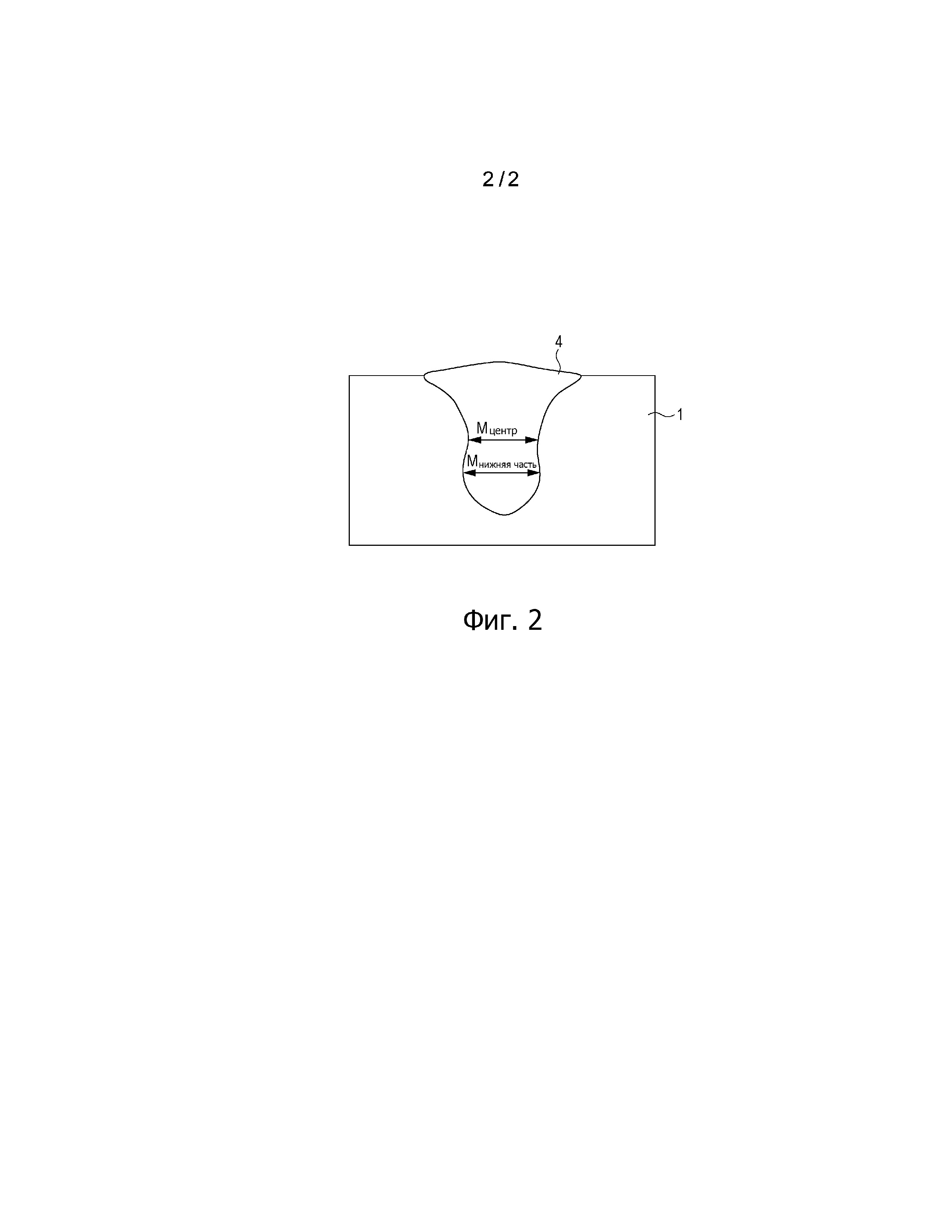
Фиг. 2 является видом с разрезом сварочной зоны, схематически иллюстрирующим пример сужения зоны проплавления.
Осуществление изобретения
Способ многоэлектродной электродуговой сварки под флюсом, в соответствии с настоящим изобретением, является технологией для выполнения электродуговой сварки под флюсом с использованием пяти или шести электродов, расположенных в линию в направлении продвижения сварки. В случае использования пяти электродов, первым электродом является электрод, расположенный спереди по отношению к направлению продвижения сварки; электроды, расположенные позади него, являются последовательно один за другим: вторым электродом, третьим электродом и четвёртым электродом; и электрод на конце является пятым электродом. В случае использования шести электродов, другой электрод располагается позади пятого электрода и этот электрод на конце является шестым электродом.
В приведённом выше способе возможно получение большей скорости сварки, чем в традиционном уровне техники посредством использования увеличенного количества электродов.
Для предотвращения недостаточного проплавления и недостаточного количества накладываемого металла, которые сопутствуют увеличению скорости сварки, общий сварочный ток, который должен подаваться к электродам, устанавливается на значение, более высокое или равное 4000 А. Кроме того, для предотвращения ухудшения формы валиков сварного шва в результате подачи чрезмерного сварочного тока, общий сварочный ток, который должен подаваться к электродам, устанавливается на значение, которое меньше или равно 6000 А. То есть, в случае использования пяти электродов общий сварочный ток, который должен подаваться к электродам с первого по пятый, устанавливается в диапазоне 4000 – 6000 А; в случае использования шести электродов общий сварочный ток, который должен подаваться к электродам с первого по шестой, также устанавливается в диапазоне 4000 – 6000 А.
Хотя пять или шесть электродов располагаются в линию, если интервал между сопредельными электродами (интервал между электродами, которые располагаются рядом друг к другу) является слишком маленьким, электроды, особенно контактные наконечники входят в контакт друг с другом, что приводит к возмущению дуги. Соответственно, возникают различные проблемы, включая образование сварочного дефекта и ухудшение формы валиков сварного шва. С другой стороны, если интервал между сопредельными электродами слишком большой, расплавленный металл, образующийся с помощью электродов, становится разделённым, и сварка становится нестабильной.
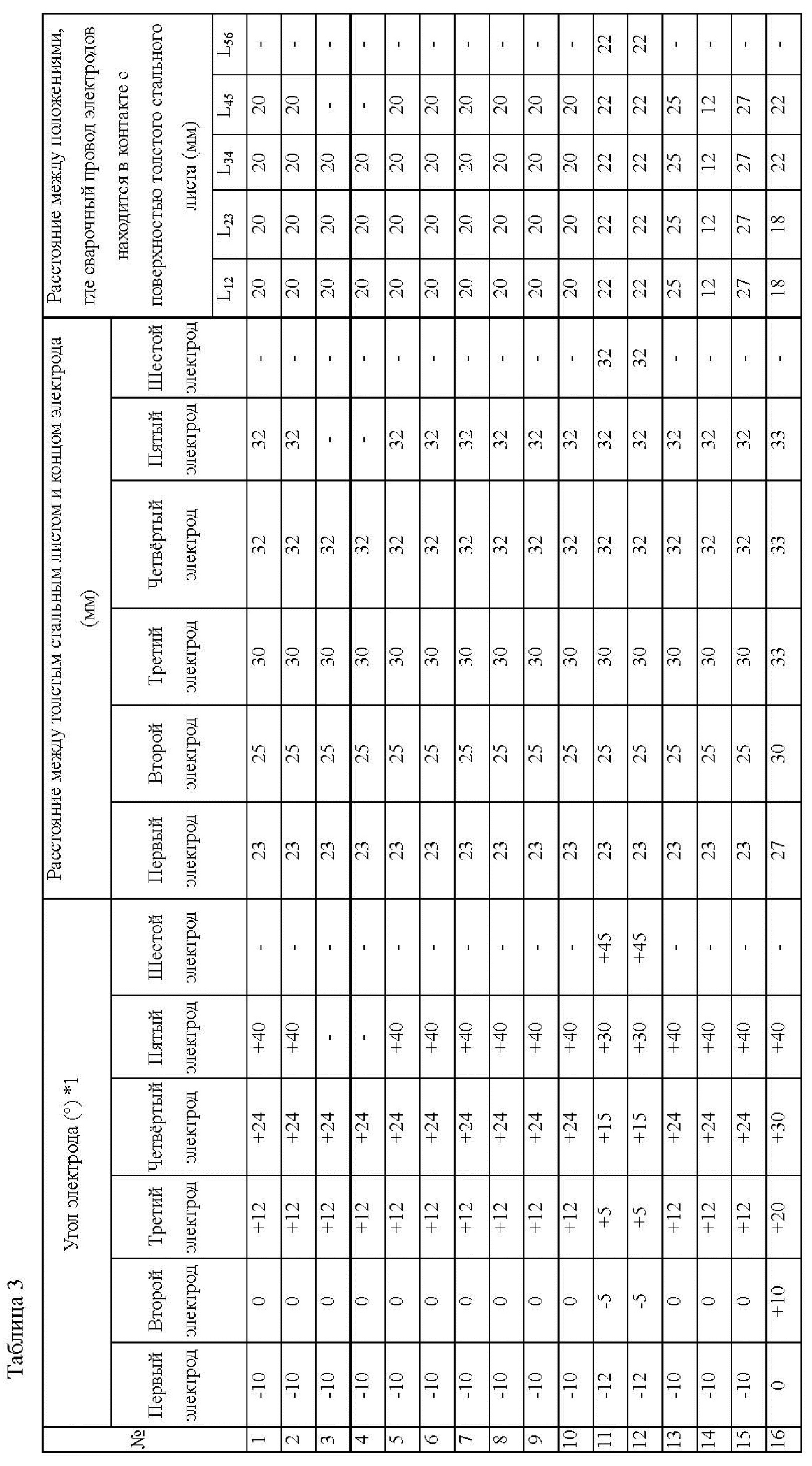
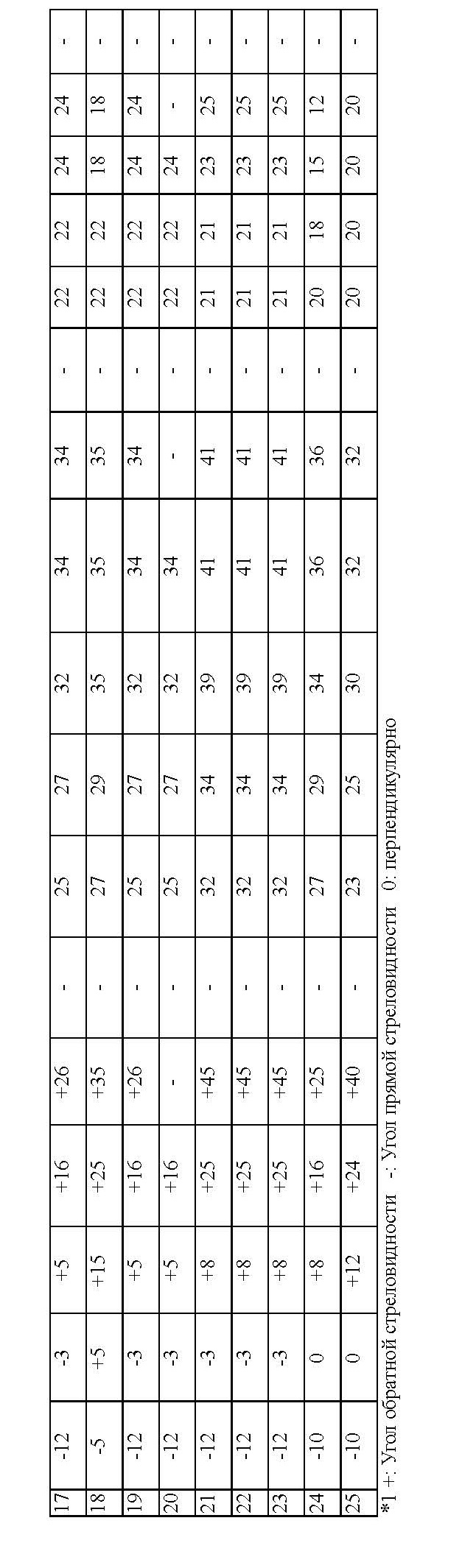
Соответственно электроды с первого по шестой располагаются таким образом, что расстояние L12 (мм), расстояние L23 (мм), расстояние L34 (мм), расстояние L45 (мм) и расстояние L56 (мм) удовлетворяют следующим далее формулам (1) - (5). Расстояние L12 является расстоянием между положением, где сварочный провод первого электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод второго электрода находится в контакте с поверхностью толстого стального листа, расстояние L23 является расстоянием между положением, где сварочный провод второго электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод третьего электрода находится в контакте с поверхностью толстого стального листа, расстояние L34 является расстоянием между положением, где сварочный провод третьего электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод четвёртого электрода находится в контакте с поверхностью толстого стального листа, и расстояние L45 является расстоянием между положением, где сварочный провод четвёртого электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод пятого электрода находится в контакте с поверхностью толстого стального листа, и расстояние L56 является расстоянием между положением, где сварочный провод пятого электрода находится в контакте с поверхностью толстого стального листа и положением, где сварочный провод шестого электрода находится в контакте с поверхностью толстого стального листа.
12 мм ≤ L12 ≤ 25 мм (1)
12 мм ≤ L23 ≤ 25 мм (2)
12 мм ≤ L34 ≤ 25 мм (3)
12 мм ≤ L45 ≤ 25 мм (4)
12 мм ≤ L56 ≤ 25 мм (5)
То есть, в случае использования пяти электродов, эти электроды располагаются таким образом, чтобы удовлетворять формулам (1) - (4); в случае использования шести электродов, электроды располагаются таким образом, чтобы удовлетворять формулам (1) - (5).
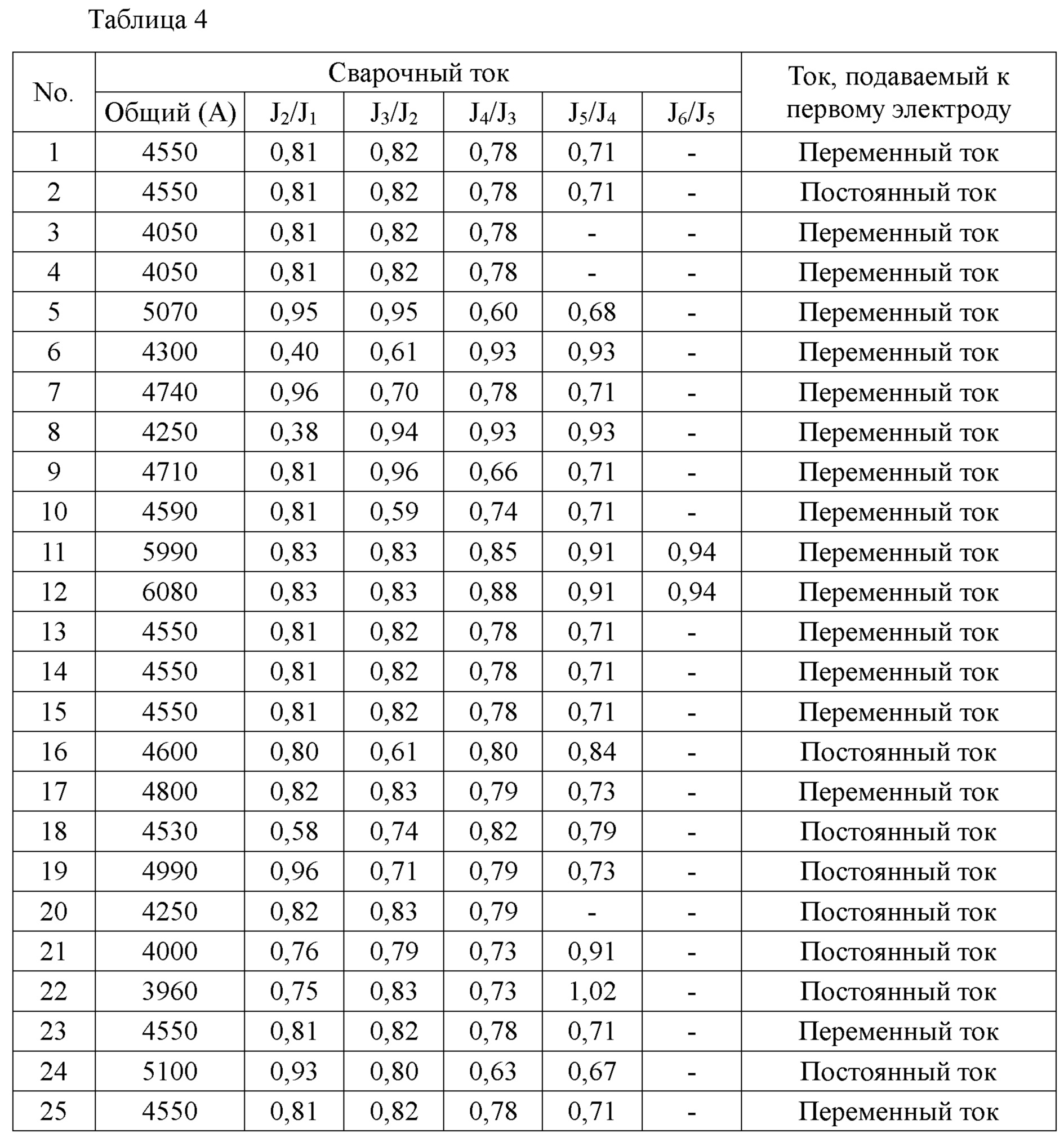
Плотности токов для сварочных токов, которые должны подаваться к электродам, воздействуют на давления электрической дуги. Соответственно, для того чтобы поддерживать давления электрической дуги на подходящих значениях, соотношения плотности тока между сопредельными электродами поддерживаются на надлежащих значениях. В частности, сварочные токи подаются таким образом, что плотность J1 (A/мм2) тока первого электрода, плотность J2 (A/мм2) тока второго электрода, плотность J3 (A/мм2) тока третьего электрода, плотность J4 (A/мм2) тока четвёртого электрода, плотность J5 (A/мм2) тока пятого электрода и плотность J6 (A/мм2) тока шестого электрода удовлетворяют следующим далее формулам с (6) по (10).
0,40 ≤ J2/J1 ≤ 0,95 (6)
0,60 ≤ J3/J2 ≤ 0,95 (7)
0,60 ≤ J4/J3 ≤ 1,00 (8)
0,60 ≤ J5/J4 ≤ 1,00 (9)
0,60 ≤ J6/J5 ≤ 1,00 (10)
То есть, в случае использования пяти электродов сварочные токи подаются таким образом, чтобы удовлетворять формулам (6) - (9); в случае использования шести электродов сварочные токи подаются таким образом, чтобы удовлетворять формулам (6) - (10). Соответственно, давления электрической дуги могут поддерживаться на надлежащих значениях, в результате чего возможно предотвращать сварочный дефект и формировать валики сварного шва с хорошей формой. Следует отметить, что плотность Jn (A/мм2) тока n-го электрода составляет значение, вычисленное из следующей формулы (11).
Jn = In ÷ [π × (Dn2 ÷ 4)] (11)
In: сварочный ток (A), подаваемый к n-ному электроду,
Dn: диаметр (мм) сварочного провода n-ного электрода,
n: целое число от 1 до 6.
Хотя в качестве сварочного тока к первому электроду из числа пяти или шести электродов может использоваться любой из видов тока, т.е. постоянный ток и переменный ток, с точки зрения увеличения глубины проплавления, предпочтительно подавать постоянный ток в качестве сварочного тока (постоянный сварочный ток). Кроме того, предпочтительно подавать сварочный ток с использованием сварочного провода в качестве положительного (+) электрода, а толстый стальной лист - в качестве отрицательного электрода (-) (так называемая обратная полярность). Посредством подачи постоянного тока в качестве сварочного тока в обратной полярности обеспечивается расплавление толстого стального листа, таким образом дополнительно увеличивается эффект от увеличения глубины проплавления.
Вместе с увеличением глубины проплавления от первого электрода, большой сварочный ток усиливает обратный поток расплавленного металла, при этом электрическая дуга на втором и последующих электродах с большой вероятностью будет приводиться в возмущённое состояние. Однако с помощью подачи сварочного тока таким образом, чтобы удовлетворять приведённым выше формулам (6) – (10), электрические дуги могут быть стабилизированы.
Кроме того, на второй и последующих электроды в качестве сварочного тока подаётся переменный ток, таким образом предотвращая вредное магнитное воздействие. Таким образом, возможно предотвращать сварочный дефект и формировать валики сварного шва с хорошей формой. Следует отметить, что в случае использования переменного тока слово «ток» означает «действующее значение переменного тока», а слово «напряжение» означает «действующее напряжение».
Кроме того, если напряжение электрической дуги второго электрода меньше, чем напряжение электрической дуги первого электрода, напряжение электрической дуги второго электрода становится нестабильным. Однако, если напряжение электрической дуги второго электрода является слишком высоким, проплавление, сформированное с помощью первого электрода и проплавление, сформированное с помощью второго электрода и последующих электродов, отделяются друг от друга, образуя сужение около центра проплавления. Для того чтобы избежать возникновение этого явления, напряжение E1 (V) электрической дуги первого электрода и напряжение E2 (V) электрической дуги второго электрода предпочтительно устанавливаются таким образом, чтобы удовлетворять следующей формуле (12), более предпочтительно, формуле (13).
0 ≤ E2 - E1 ≤ 3 (12)
0 ≤ E2 - E1 ≤ 2 (13)
Как иллюстрируется на фиг. 1, сварочный провод первого электрода предпочтительно обеспечивается таким образом, чтобы он был перпендикулярным или наклонным на угол α прямой стреловидности по отношению к толстому стальному листу. В результате этого может быть получено глубокое расплавление. Следует отметить, что угол α прямой стреловидности первого электрода предпочтительно устанавливается в диапазоне 0-15°.
Сварочные провода второго электрода и последующих электродов могут обеспечиваться перпендикулярно или наклонно по отношению к толстому стальному листу.
Фиг. 1(а) является примером, в котором сварочный провод 3 является наклонным таким образом, что его конец может располагаться за наконечником 2 электрода в направлении продвижения сварки, а угол α, образованный линией, перпендикулярной толстому стальному листу 1, и сварочным проводом 3, называется углом прямой стреловидности. Фиг. 1(b) является примером, в котором сварочный провод 3 является наклонным таким образом, что его конец может располагаться спереди от наконечника 2 электрода в направлении продвижения сварки, а угол β, образованный линией, перпендикулярной толстому стальному листу 1 и сварочным проводом 3, называется углом обратной стреловидности. Каждая стрелка W на фиг. 1 представляет направление продвижения сварки.
В соответствии с настоящим изобретением, даже если используется толстый стальной лист с толщиной 15 мм и более, возможно предотвращение образования сварочного дефекта и получение валиков сварочного шва с хорошей формой. Кроме того, сварка может выполняться на высокой скорости сваривания. Однако, поскольку ширина канавки очень большая при использовании толстого стального листа с толщиной, превышающей 45 мм, расплавленный металл не растекается в значительной степени, и канавка с большой вероятностью остаётся в прежнем состоянии. Поэтому настоящее изобретение может применяться для толстого стального листа с толщиной 15-45 мм.
Настоящее изобретение имеет высокую эффективность, когда используется для толстого стального листа с толщиной 30 мм или более, при сварке которой возникают наибольшие проблемы в отношении увеличения скорости сварки.
Диаметр провода (диаметр сварочного провода) при использовании в качестве сварочного провода для каждого электрода, предпочтительно находится в диапазоне 3,2 – 4,8 мм. Кроме того, в качестве сварочного флюса может использоваться как расплавляемый флюс, так и керамический флюс.
Кроме того, настоящее изобретение является способом сварки, который надлежащим образом используется для стыковой контактной сварки плоских толстых стальных листов в дополнение к шовной сварке стальной трубы большого диаметра, такой как стальная труба UOE, или спиральной стальной трубы, в которой края толстого стального листа, которые формовались в виде открытой трубы, приводятся в контакт друг с другом. Кроме того, настоящее изобретение может применяться для канавок различных форм, а также применимо к односторонней сварке и двухсторонней сварке.
Пример
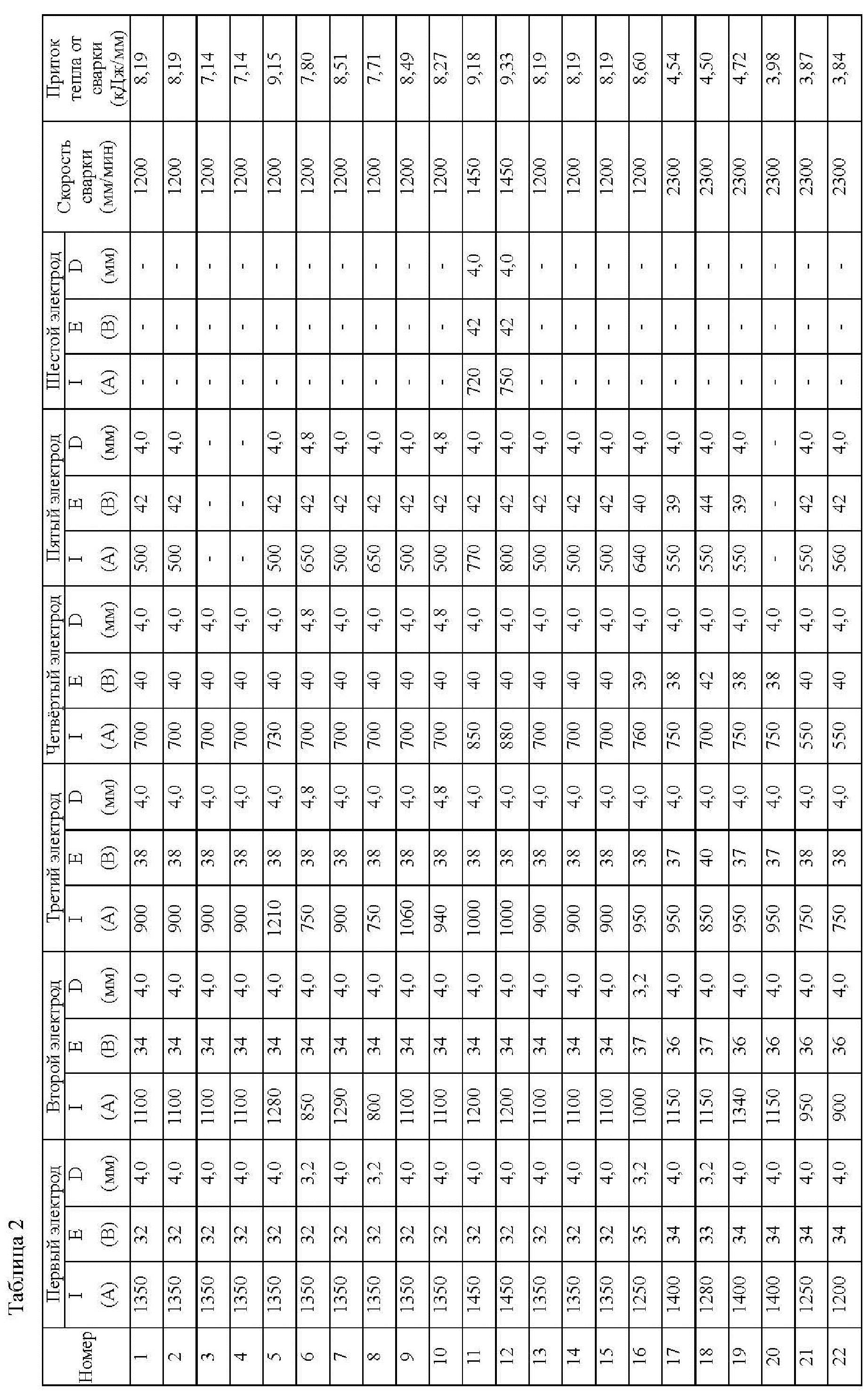
Односторонние канавки Y были сформированы на толстых стальных листах с толщинами 19,1 - 38,1 мм, и была выполнена многоэлектродная электродуговая сварка под флюсом (1 проход), чтобы сформировать сварные соединения. Толщины и формы канавок соответствующих толстых стальных листов показаны в таблице 1. Условия сварки показаны в таблицах 2, 3 и 4. Что касается электродов, то электрод, расположенный в передней части в направлении продвижения сварки, является первым электродом; электроды, расположенные позади него, являются последовательно один за другим: вторым электродом, третьим электродом, четвёртым электродом, пятым электродом и шестым электродом. Следует отметить, что типы сварочного тока, подаваемого к первому электроду, показаны в таблице 4, а переменные токи, в качестве сварочных токов подавались к другим электродам, за исключением первого. Каждое значение количества подводимого тепла при сварке в таблице 2 было получено при делении общего значения «сварочный ток × напряжение электрической дуги», полученного для соответствующих электродов, на «скорость сварки».
Таблица 1
|

Равномерная область каждого из полученных сварных соединений исследовалась визуально для определения наличия сварочного дефекта. Кроме того, ширина сварного валика была измерена на длине 1000 мм равномерной области сварного соединения и была получена разница между максимальной шириной сварного валика и минимальной шириной.
Далее из равномерной области каждого сварного соединения были взяты три макроскопических образца поперечного сечения для исследования. Затем было измерено расстояние от поверхности толстого стального листа до конца области проплавления, и средние значения из числа значений трёх поперечных сечений оценивались как глубина проплавления. Аналогичным образом были исследованы макроскопические образцы поперечного сечения для исследования, чтобы определить, имело ли место сужение области проплавления. Сужение области проплавления здесь означает, как показано на фиг. 2, что ширина Мцентр проплавления около центральной части области проплавления меньше, чем ширина Мнижняя проплавления на стороне конца области проплавления.
Результаты показаны в таблице 5. В таблице 5 обозначение *3 представляет сварное соединение, для которого разница между максимальной шириной сварного валика и минимальной шириной сварного валика превышает 2,5 мм, в результате чего выяснилось, что сварка была нестабильной. Кроме того, обозначение *2 в таблице 5 представляет сварное соединение, для которого проплавление было неглубоким, и для которого глубина проплавления составляет менее чем 0,65 от толщины листа.
Таблица 5
|
Как можно увидеть из таблицы 5, в каждом из примеров, в отношении которых применялось настоящее изобретение (с номерами 1, 2, 5, 6, 11, 13, 14, 16, 17, 18, 21, 23, 24, и 25), были получены глубокое проплавление и высокая степень отложения металла, в результате чего получались валики сварного шва с хорошей формой или внешним видом, в то же время предотвращался сварочный дефект при высокой скорости сварки, составляющей 1200 мм/мин или выше.
В каждом из примеров, номера которых отличаются от 18 и 25, напряжение E1 (V) электрической дуги первого электрода и напряжение E2 (V) электрической дуги второго электрода удовлетворяют формуле (12), и, соответственно, сужение проплавления не образовывалось.
В каждом из примеров, с номерами 6 и 16 сварное соединение толстого стального листа с толщиной 38,1 мм было сформировано с использованием сварочного провода маленького диаметра (3,2 мм) для первого электрода. В примере с номером 18 сварное соединение толстого стального листа с толщиной 19,1 мм было сформировано с использованием сварочного провода маленького диаметра (3,2 мм) для первого электрода. В этих примерах плотность тока была увеличена с помощью использования сварочного провода маленького диаметра, и в результате было получено более глубокое проплавление, чем в других примерах, использующих лист с такой же толщиной.
Номера 2 и 16 являются примерами, в каждом из которых в качестве сварочного тока к первому электроду подавался постоянный ток для формирования сварного соединения толстого стального листа с толщиной 38,1 мм, а номера 18, 21 и 24 являются примерами, в каждом из которых в качестве сварочного тока к первому электроду подавался постоянный ток для формирования сварного соединения толстого стального листа с толщиной 19,1 мм. В этих примерах с помощью подачи в качестве сварочного тока к первому электроду постоянного тока, проплавление было более глубоким, чем в других примерах, использующих лист с такой же толщиной.
С другой стороны, в каждом из сравнительных примеров с номерами 3, 4 и 20 сварное соединение было сформировано с использованием четырёх электродов. Таким образом, сварка была выполнена при той же самой скорости сварки, как и в примерах, результатом чего явилось недостаточное заполнение и недостаточное проплавление.
В каждом из номеров 7, 8, 9, 10 и 19 плотности тока для сварочных токов не удовлетворяют формулам (6) – (10), в результате чего электрическая дуга была с возмущениями, и ширина валика сварного шва в значительной степени варьировалась.
В примере с номером 12 общий сварочный ток превышал 6000 А, в результате чего ширина валика сварного шва в значительной степени варьировалась.
В примере с номером 22 общий сварочный ток был меньше, чем 4000 А, в результате чего получилось недостаточное проплавление. Кроме того, плотности тока не удовлетворяют формуле (9), в результате чего ширина валика сварного шва в значительной степени варьировалась.
Список обозначений для ссылок
1. толстый стальной лист,
2. наконечник электрода,
3. сварочный провод,
4. свариваемый металл.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Способ дуговой сварки под флюсом для стальной пластины
Способ дуговой сварки под флюсом для стальной пластины
Способ дуговой сварки под флюсом, сварное соединение, полученное таким способом, и стальной трубопровод или труба с таким сварным соединением
Способ сварки встык стальных листов и стыковое сварное соединение стальных листов
Способ сварки прихваточными швами при производстве сварной стальной трубы большого диаметра
Способ многоэлектродной дуговой сварки под флюсом, сварное соединение и способ получения сварного соединения

