Результат интеллектуальной деятельности: ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА, ПОЛУЧЕННАЯ ЭЛЕКТРОСВАРКОЙ МЕТОДОМ СОПРОТИВЛЕНИЯ, И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
1711113
ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА, ПОЛУЧЕННАЯ ЭЛЕКТРОСВАРКОЙ МЕТОДОМ СОПРОТИВЛЕНИЯ, И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ
Область техники, к которой относится изобретение
Настоящее изобретение относится к стальной трубе, полученной электросваркой методом сопротивления, для труб магистрального трубопровода, по которым транспортируются нефть и природный газ. В частности, настоящее изобретение относится к высокопрочной стальной трубе, полученной электросваркой методом сопротивления, которая подходит для прокладки с баржи с барабаном, имеет высокую прочность марки X60 (предел текучести YS: 415 МПа или более) или более и имеет подходящую сгибаемость, и способу изготовления высокопрочной стальной трубе, полученной электросваркой методом сопротивления
Уровень техники
В последние годы способ прокладки с баржи с барабаном часто использовался в качестве способа прокладки морских трубопроводов. Способ прокладки с баржи с барабаном представляет собой способ, при котором сварку труб кольцевым швом, осмотр, покрытие и т. п. выполняют на суше заранее и наматывают на барабан баржи, и полученную длинную трубу разматывают с барабана в заданном месте в море, чтобы проложить трубопровод на дне моря. Посредством этого способа с использованием баржи с барабаном можно очень эффективно прокладывать морские трубопроводы. Однако в этом способе с баржей с барабаном растягивающее напряжение и напряжение сжатия из-за изгиба и разгибания действуют на часть трубы, когда труба наматывается и укладывается. Следовательно, местный разрыв и выпучивание происходят в используемой трубе, что может вызвать разрушение трубы. Поэтому стальные трубы для трубопроводов, прокладываемые способом с баржи с барабаном, должны иметь подходящую сгибаемость, то есть высокое сопротивление короблению на стороне сжатия и высокое сопротивление разрыву на стороне растяжения при деформации изгиба. Сопротивление короблению в значительной степени зависит от однородности формы трубы. Для сопротивления разрыву важно иметь высокое равномерное относительное удлинение и предотвращать пластичное разрушение.
С точки зрения предотвращения такого локального разрыва и выпучивания бесшовные стальные трубы в основном используются для трубопроводов, прокладываемых способом с баржи с барабаном.
Однако в последние годы используются стальные трубы, полученные электросваркой методом сопротивления, по экономическим соображениям. Стальные трубы, полученные электросваркой методом сопротивления, имеют лучше отклонение по толщине и округлость, чем бесшовные стальные трубы. Сопротивление короблению, сильно зависящее от коэффициента формы, выше, чем у бесшовных стальных труб. Однако, поскольку стальные трубы, полученные электросваркой методом сопротивления, получают путём непрерывной холодной прокатки горячекатаного стального листа, чтобы иметь по существу цилиндрическую форму, по осевому направлению трубы вводится значительная пластическая деформация, что ухудшает равномерное относительное удлинение по осевому направлению трубы. Следовательно, равномерное относительное удлинение стальных труб, полученных электросваркой методом сопротивления, обычно ниже, чем у бесшовных стальных труб. Таким образом, даже низкая деформация легко вызывает разрыв, и сопротивление разрыву ухудшается по сравнению с бесшовными стальными трубами.
Соответственно, когда стальные трубы, полученные электросваркой методом сопротивления, используются в качестве труб трубопровода, проложенных способом с баржи с барабаном, отжиг обычно выполняется после изготовления трубы, чтобы улучшить равномерное относительное удлинение, что снижает эффективность и увеличивает себестоимость.
Одним из способов улучшения равномерного относительного удлинения стальных материалов (стальных листов) является способ, который использует явление TRIP (пластичность, обусловленная превращением) остаточного аустенита за счёт увеличения содержания Si. Чтобы использовать это явление, содержание Si в стальном листе обычно повышается. Однако, если содержание Si в стальном листе для стальных труб, полученных электросваркой методом сопротивления, увеличивается, оксид с высокой температурой плавления, образующийся при электросварке, остаётся в детали, полученной электросваркой методом сопротивления, что ухудшает качество части, полученной электросваркой методом сопротивления.
JP 3749704 предлагает способ изготовления высокопрочной стальной трубы, имеющей высокое сопротивление короблению. В способе, описанном в JP 3749704, сляб, состава, содержащего в % масс. C: 0,02 - 0,15%, Si: 0,1 - 2,0%, Mn: 0,5 - 2,0%, Al: 0,01 - 0,1%, N: 0,01% или менее, P: 0,02% или менее, S: 0,005% или менее по меньшей мере один элемент из Nb: 0,1% или менее, V: 0,1% или менее и Ti: 0,1% или менее и по меньшей мере один элемент из Mo: 1,0% или менее, Cu: 2,0% или менее, Ni: 2,0% или менее и Cr: 1,0% или менее и содержание Si в котором является относительно низким, нагревают до 1050°C или выше, затем подвергают горячей прокатке при температуре выше или равной температуре рекристаллизации, и затем конечной прокатке при суммарном обжатии 65% или более при температуре Ar3 температуры превращения [oC] или выше и 900°C или ниже. Полученный стальной лист охлаждают со скоростью охлаждения 5°С/с или более от температуры трансформации Ar3 [°C] или выше, выдерживают при (Ts-50°C) - (Ts + 100°C) в течение 30 - 300 секунд, затем охлаждают до 350 - 450°С со скоростью охлаждения 20°С/с или более и затем медленно охлаждают для получения стального листа, содержащего остаточный аустенит, находящийся в нём. После деформирования вхолодную так, чтобы получить полую форму стального листа, выполняется сварка продольным швом для получения стальной трубы UOE, которая имеет микроструктуру, содержащую феррит со средним размером зерна 10 мкм или менее и долю площади 70 - 90%, остальное является остаточным аустенитом, бейнитом и мартенситом, и имеет толщину 10 мм и более и внешний диаметр 100 мм или более, в которой количество остаточного аустенита, измеренное рентгеновским анализом, составляет 5 - 15% по объёму. Здесь Ts представлена формулой (1) ниже.
Ts [°C] = 780 - 270 × C - 90 × Mn - 37 × Ni - 70 × Cr - 83 × Mo ⋅⋅⋅ (1)
Раскрытие сущности изобретения
Техническая проблема.
Однако, в способе, описанном в JP 3749704, температура должна поддерживаться постоянной в середине охлаждения. На линии горячей прокатки, на которой стальной лист охлаждается при подаче в одном направлении в фиксированных зонах охлаждения, необходимо значительно увеличить длину установки. В способе, описанном в JP 3749704, температура окончания охлаждения составляет 350 - 450°С. Это увеличивает сопротивление деформации, что затрудняет намотку стального листа. Кроме того, в JP 3749704 не описывается улучшение равномерного относительного удлинения стальной трубы.
Целью настоящего изобретения является создание высокопрочной стальной трубы, полученной электросваркой методом сопротивления, чьё равномерное относительное удлинение в осевом направлении трубы улучшается без проведения термообработки всей трубы и имеет подходящую сгибаемость, и способа получения высокопрочной стальной трубы, полученной электросваркой методом сопротивления, путём решения вышеперечисленных проблем известного уровня техники.
Термин «высокопрочный» в описании относится к пределу текучести YS 415 МПа или более в осевом направлении трубы. Термин «подходящая сгибаемость» в описании, в частности, относится к сопротивлению разрыву и относится к равномерному относительному удлинению Elu, равному 8% или более в осевом направлении трубы.
Решение проблемы.
Для достижения вышеуказанной цели авторы настоящего изобретения тщательно изучили различные факторы, которые влияют на равномерное относительное удлинение горячекатаного стального листа, служащего материалом трубы для стальных труб, полученных электросваркой методом сопротивления. В результате они установили возможность использования Cr, служащего в качестве ферритообразующего элемента, для улучшения равномерного относительного удлинения без проведения термообработки всей трубы. Они обнаружили, что путём приготовления композиции, в которой Cr, служащий в качестве ферритообразующего элемента, целенаправленно добавляется в соответствующем количестве, и контроля охлаждения после горячей прокатки в соответствующем диапазоне, может быть сформирована микроструктура, в основном содержащая высокотемпературный полигональный феррит с небольшим соотношением сторон, выделение С в непревращённый аустенит облегчается и искомое количество остаточного аустенита может быть получено после стадии намотки. Они также обнаружили, что эффективным является увеличение содержания элементов для улучшения прокаливаемости, таких как Mn и Mo, в дополнение к Cr. Было установлено, что когда такой горячекатаный стальной лист используется в качестве материала трубы, может быть изготовлена стальная труба, полученная электросваркой методом сопротивления, имеющая высокое равномерное относительное удлинение, равное 8% или более в осевом направлении трубы, и стальная труба, полученная электросваркой методом сопротивления, подходящая для баржи с барабаном.
Настоящее изобретение было завершено на основе вышеуказанных результатов и дальнейших исследований. То есть суть настоящего изобретения заключается в следующем.
(1) Высокопрочная стальная труба, полученная электросваркой методом сопротивления, с составом в % масс., C: 0,04 - 0,15%, Si: 0,10 - 0,50%, Mn: 1,0 - 2,2%, P: 0,050 % или менее, S: 0,005% или менее, Cr: 0,2 - 1,0%, Ti: 0,005 - 0,030% и Al: 0,010 - 0,050%, остальное Fe и неизбежные примеси, и микроструктурой, включающей полигональный феррит с объёмной долей 70% и более и остаточный аустенит с объёмной долей 3 - 20%, причём остаток представляет собой по меньшей мере одну фазу, выбранную из мартенсита, бейнита и перлита, причём полигональный феррит имеет средний размер зерна 5 мкм или более и соотношение сторон 1,40 или менее.
(2) В высокопрочной стальной трубе, полученной электросваркой методом сопротивления, согласно (1) состав дополнительно содержит в % масс. по меньшей мере один элемент, выбранный из Mo: 0,5% или менее, Cu: 0,5% или менее, Ni : 1,0% или менее, и Co: 1,0% или менее.
(3) В высокопрочной стальной трубе, полученной электросваркой методом сопротивления, согласно (1) или (2) состав дополнительно содержит в % масс. по меньшей мере один элемент, выбранный из Nb: 0,10% или менее и V: 0,10% или менее.
(4) В высокопрочной стальной трубе, полученной электросваркой методом сопротивления, согласно любому из (1) - (3) состав дополнительно содержит Ca: 0,0005 - 0,0050% масс.
(5) Способ изготовления высокопрочной стальной трубы, полученной электросваркой методом сопротивления, согласно любому из (1) - (4) включает стадию изготовления материала трубы, включающую нагрев, горячую прокатку и затем охлаждение стального материала для получения горячекатаной полосовой стали и намотки горячекатаной стальной полосы; стадию изготовления трубы, включающую формование горячекатаной стальной полосы в открытую трубу, имеющую по существу круглое сечение, и затем торцевые поверхности открытой трубы соединяют встык друг к другу в направлении ширины, нагрев торцевых поверхностей открытой трубы в направлении ширины до температуры, большей или равной её температуры плавления, и проведения сварки давлением торцевых поверхностей открытой трубы в направлении ширины для получения стальной трубы, полученной электросваркой методом сопротивления; и стадию поточной термообработки термической обработкой части, подвергнутой электросварке методом сопротивления, стальной трубы, полученной электросваркой методом сопротивления, в поточном режиме.
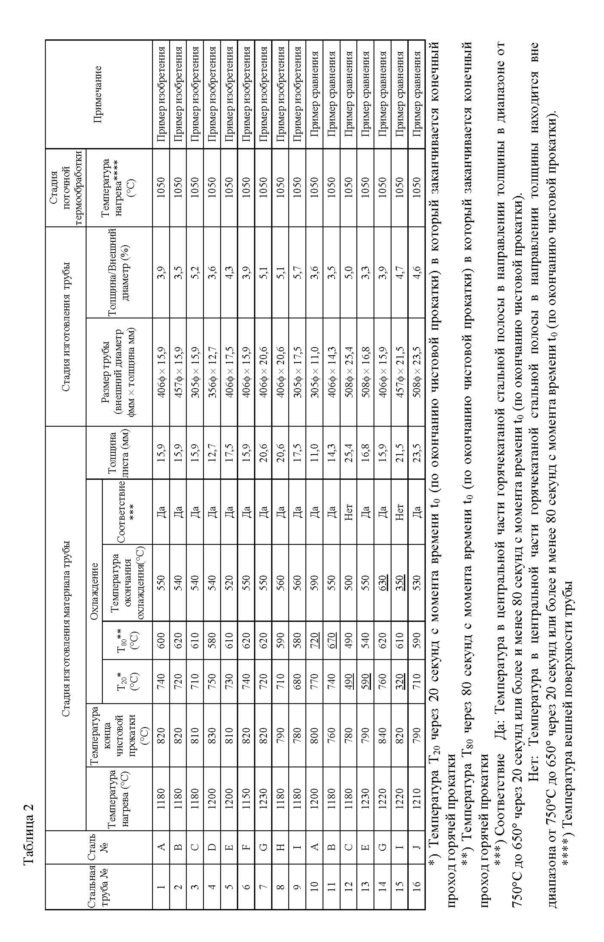
В этом способе нагрев на стадии изготовления материала трубы осуществляют при температуре нагрева 1100 - 1250°С. Охлаждение после горячей прокатки на стадии изготовления материала трубы непрерывно выполняется до температуры прекращения охлаждения от 600°С до 450°С, при этом охлаждение контролируется так, что в центральном положении стальной полосы в направлении толщины температура T20 через 20 секунд с момента времени t0, в который заканчивается конечный проход горячей прокатки, выше 650°C, и температура T80 через 80 секунд с момента времени t0 ниже 650°C. Термическая обработка на стадии поточной термообработки включает нагрев части, подвергнутой электросварке методом сопротивления, так что минимальная температура участка части, подвергнутой электросварке методом сопротивления, в направлении толщины имеет температуру 800°С или выше, и максимальная температура нагрева составляет 1150°С или ниже, и затем проведение водяного охлаждения или охлаждения части, подвергнутой электросварке методом сопротивления,, так что максимальная температура части, подвергнутой электросварке методом сопротивления в направлении толщины, составляет 500°C или ниже.
(6) В способе изготовления высокопрочной стальной трубы, полученной электросваркой методом сопротивления, согласно (5) на стадии изготовления трубы горячекатаная стальная полоса разматывается и непрерывно формуется с использованием нескольких валков для получения открытой трубы, имеющей по существу круглое сечение, затем торцевые поверхности открытой трубы в направлении ширины совмещают друг с другом и нагреваются до температуры, превышающей или равной её температуре плавления, и выполняют сваркой давлением соединённых встык и нагретых торцевых поверхностей открытой трубы в направлении ширины, чтобы получить стальную трубу, полученную электросваркой методом сопротивления.
Положительные эффекты изобретения
Настоящее изобретение создаёт следующий промышленно значимый эффект. То есть высокопрочная стальная труба, полученная электросваркой методом сопротивления, которая подходит для трубопроводных труб морских трубопроводов, проложенных способом прокладки, таким как способ с баржи с барабаном, способ горизонтальной укладки трубопровода на дно или способ укладки подводного трубопровода с вертикальным наращиванием и трубопроводов, проложенные в тектонических районах, таких как сейсмические районы, которые имеют высокую прочность марки X60 или выше, и которые имеют подходящую сгибаемость, могут быть изготовлены по более низкой цене, чем бесшовные стальные трубы без проведения термообработки всей трубы. Настоящее изобретение также эффективно обеспечивает использование, требующее высокую деформируемость, например, использование в гражданском строительстве, в дополнение к магистральным трубопроводам.
Осуществление изобретения
Стальная труба, полученная электросваркой методом сопротивления, в соответствии с настоящим изобретением имеет состав, содержащий в % масс. С: 0,04 - 0,15%, Si: 0,10 - 0,50%, Mn: 1,0 - 2,2%, P: 0,050% или менее, S: 0,005% или менее, Cr: 0,2 - 1,0%, Ti: 0,005 - 0,030% и Al: 0,010 - 0,050%, остальное Fe и неизбежные примеси и имеет микроструктуру, включающую полигональный феррит с объёмной долей 70% или более и остаточный аустенит с объёмной долей 3 - 20%, причём остаток представляет по меньшей мере одну фазу, выбранную из мартенсита, бейнита и перлита, причём полигональный феррит имеет средний размер зерна 5 мкм или более, и отношение сторон 1,40 или менее. Предел текучести YS в осевом направлении трубы составляет 415 МПа или более, и равномерное относительное удлинение Elu в осевом направлении трубы составляет 8% или более.
Во-первых будут описаны причины ограничения состава стальной трубы, полученной электросваркой методом сопротивления, в соответствии с настоящим изобретением. В дальнейшем «% масс.» в составе выражается просто как «%».
С: 0,04 - 0,15%
C является элементом, который способствует стабилизации фазы аустенита. В настоящем изобретении С является важным элементом для обеспечения искомого количества остаточного аустенита. Для получения такого эффекта содержание С должно составлять 0,04% или более. Если содержание С превышает 0,15%, свариваемость ухудшается. Поэтому содержание С ограничивается диапазоном 0,04 - 0,15%. Содержание С предпочтительно составляет 0,06% или более, а также предпочтительно 0,12% или менее. Содержание С более предпочтительно составляет 0,08 - 0,12%.
Si: 0,10 - 0,50%
Si является элементом, который служит в качестве раскислителя и значительно способствует образованию остаточного аустенита путём подавления выделения цементита. Si также снижает отслаивание окалины при горячей прокатке. Для получения таких эффектов содержание Si должно составлять 0,10% или более. Если содержание Si превышает 0,50%, свариваемость электросваркой методом сопротивления ухудшается. Поэтому содержание Si ограничено диапазоном 0,10 - 0,50%. Содержание Si предпочтительно составляет 0,10 - 0,30%.
Mn: 1,0 - 2,2%
Mn является элементом, который улучшает стабильность аустенитной фазы и подавляет разложение на перлит и бейнит. Для получения такого эффекта содержание Mn должно составлять 1,0% или более. При избыточном содержании Mn более 2,2% образование высокотемпературного превращённого феррита подавляется, что предотвращает выделение и концентрирование С в непревращённом аустените. Поэтому содержание Mn ограничено диапазоном 1,0 - 2,2%. Содержание Mn предпочтительно составляет 1,2% или более и предпочтительно составляет 1,6% или менее.
P: 0,050% или менее
Р является элементом, который сегрегируется на границах зёрен и оказывает неблагоприятное воздействие, такое как ухудшение ударной вязкости. В настоящем изобретении Р рассматривается как примесь, и содержание Р желательно снижать насколько возможно. Однако допустимо содержание Р до 0,050%. Поэтому содержание Р ограничено 0,050% или менее. Содержание Р предпочтительно составляет 0,030% или менее. Чрезмерное снижение содержания Р увеличивает стоимость доводки и, поэтому содержание Р предпочтительно составляет 0,002% или более.
S: 0,005% или менее
S присутствует в стали в виде включения на основе сульфида (MnS). В частности, MnS уплощается в процессе горячей прокатки и отрицательно влияет на пластичность и ударную вязкость. Поэтому в настоящем изобретении содержание S предпочтительно снижают насколько возможно. Однако допустимо содержание S до 0,005%. Поэтому содержание S ограничено 0,005% или менее. Содержание S предпочтительно составляет 0,003% или менее. Чрезмерное снижение содержания S увеличивает стоимость доводки, и, следовательно, содержание S предпочтительно составляет 0,0002% или более.
Cr: 0,2 - 1,0%
В настоящем изобретении Cr является важным элементом, который способствует образованию остаточного аустенита путём подавления выделения цементита в непревращённом аустените. Для получения такого эффекта содержание Cr должно составлять 0,2% или более. При избыточном содержании Cr более 1,0% свариваемость электросваркой методом сопротивления ухудшается. Поэтому содержание Cr ограничено диапазоном 0,2 - 1,0%. Содержание Cr предпочтительно составляет 0,2 - 0,8% и более предпочтительно 0,2 - 0,5%.
Ti: 0,005 - 0,030%
Ti является элементом, который фиксирует N в форме TiN для подавления ухудшения ударной вязкости стали, вызванного N. Такой эффект получается при содержании Ti 0,005% или более. Если содержание Ti превышает 0,030%, количество карбонитрида титана, который увеличивает количество выделений вдоль плоскостей отдельности Fe, что ухудшает вязкость стали. Поэтому содержание Ti ограничено диапазоном 0,005 - 0,030%. Содержание Ti предпочтительно составляет 0,005 - 0,025%.
Al: 0,010 - 0,050%
Al является элементом, который служит в качестве сильного раскислителя и значительно способствует образованию остаточного аустенита путём подавления выделения цементита. Для получения таких эффектов содержание Al должно составлять 0,010% или более. Если содержание Al превышает 0,050%, оксид на основе алюминия беспрепятственно остаётся в стали, что ухудшает чистоту стали. Поэтому содержание Al ограничено диапазоном 0,010 - 0,050%. Содержание Al предпочтительно составляет 0,010 - 0,045%.
Остаток, отличный от описанных выше компонентов, представляет собой Fe и неизбежные примеси. При этом N: 0,005% или менее и O (кислород): 0,005% или менее допустимы в качестве неизбежных примесей.
В настоящем изобретении вышеописанная основная композиция может дополнительно необязательно содержать по меньшей мере один элемент, выбранный из Mo: 0,5% или менее, Cu: 0,5% или менее, Ni: 1,0% или менее и Co: 1,0% или менее по меньшей мере один элемент, выбранный из Nb: 0,10% или менее и V: 0,10% или менее и/или Ca: 0,0005 - 0,0050%.
По меньшей мере, один элемент, выбранный из Mo: 0,5% или менее, Cu: 0,5% или менее, Ni: 1,0% или менее и Co: 1,0% или менее
Все Mo, Cu, Ni и Co являются элементами, которые улучшают стабильность фазы аустенита и способствуют образованию остаточного аустенита. Для получения такого эффекта предпочтительно, чтобы содержание соответствовало Mo: 0,05% или более, Cu: 0,05% или более, Ni: 0,05% или более, и Co: 0,05% или более. Если содержание превышает Mo: 0,5%, Cu: 0,5%, Ni: 1,0% и Co: 1,0%, вышеуказанный эффект насыщается и свариваемость ухудшается. Поэтому, если эти элементы присутствуют, содержание предпочтительно ограничено диапазонами Mo: 0,5% или менее, Cu: 0,5% или менее, Ni: 1,0% или менее, и Co: 1,0% или менее и более предпочтительно ограничено диапазонами Mo: 0,4% или менее, Cu: 0,4% или менее, Ni: 0,4% или менее и Co: 0,4% или менее.
По меньшей мере, один элемент из Nb: 0,10% или менее и V: 0,10% или менее
Оба Nb и V представляют собой элементы, которые образуют карбонитрид или карбид, и способствуют улучшению прочности горячекатаной стальной полосы за счёт дисперсионного упрочнения. Для получения такого эффекта содержание предпочтительно составляет Nb: 0,01% или более и V: 0,01% или более. Если содержание превышает Nb: 0,10% и V: 0,10%, формируются крупные выделения, что ухудшает ударную вязкость основного материала или ухудшает свариваемость. Поэтому, если эти элементы присутствуют, содержимое ограничено диапазонами Nb: 0,10% или менее и V: 0,10% или менее.
Ca: 0,0005 - 0,0050%
Са является элементом, который способствует эффективному контролю формы включений на основе сульфида. Ca делает сульфид, такой как MnS, безвредным, и повышает ударную вязкость горячекатаной стальной полосы. Для получения такого эффекта содержание Ca должно составлять 0,0005% или более. Если содержание Са превышает 0,0050%, образуется оксидный кластер на основе Са, который ухудшает ударную вязкость горячекатаной стальной полосы. Поэтому если присутствует Ca, содержание Ca предпочтительно ограничено диапазоном 0,0005 - 0,0050%. Содержание Ca более предпочтительно составляет 0,0010% или более и 0,0040% или менее.
Далее будут описаны причины ограничения микроструктуры стальной трубы, полученной электросваркой методом сопротивления, по настоящему изобретению.
Стальная труба, полученная электросваркой методом сопротивления, по настоящему изобретению имеет вышеуказанный состав и также имеет микроструктуру, включающую полигональный феррит (с объёмной долей 70% или более) в качестве основной микроструктуры и остаточный аустенит с объёмной долей 3 - 20%, причём остаток представляет собой по меньшей мере одну фазу, выбранную из мартенсита, бейнита и перлита. Полигональный феррит имеет средний размер зёрен 5 мкм или более и отношение сторон 1,40 или менее.
Полигональный феррит: 70% или более в единицах объёмных долей
Термин «полигональный феррит» в описании относится к высокотемпературному превращённому ферриту, который претерпевает диффузионное превращение. В высокотемпературном превращённом феррите С переходит в непревращённый аустенит, когда происходит превращение. Таким образом, непревращённый аустенит стабилизируется, что позволяет легко генерировать искомое количество остаточного аустенита. Поэтому в настоящем изобретении, которое предлагает высокопрочную горячекатаную стальную полосу, имеющую подходящее равномерное относительное удлинение, используя явление TRIP остаточного аустенита, такой полигональный феррит является основной микроструктурой. Здесь термин «основная микроструктура» в настоящем изобретении относится к микроструктуре с объёмной долей 70% или более.
Если основной микроструктурой является бейнитный феррит или бейнит, количество С, выделяемое при превращении, невелико или почти равно нулю, что приводит к недостаточной концентрации С в непревращённом аустените. Следовательно, непревращённый аустенит не стабилизируется и после охлаждения превращается в перлит или бейнит, что затрудняет формирование фазы остаточного аустенита с объёмной долей 3 - 20%. Поэтому основной микроструктурой является полигональный феррит.
Чтобы избежать двусмысленности при определении микроструктуры, термин «полигональный феррит» определяется как микроструктура, имеющая отношение сторон 1,40 или менее, которое определяется (диаметр кристаллического зерна в направлении прокатки)/(диаметр кристаллического зерна в направлении толщины листа) и средний размер зерна 5 мкм или более в настоящем изобретении.
Остаточный аустенит: 3 - 20% в единицах объёмных долей
Остаточный аустенит способствует улучшению равномерного удлинения стальной трубы, полученной электросваркой методом сопротивления, за счёт пластичности, наведённой превращением (явление TRIP). Для получения такого эффекта фаза остаточного аустенита должна иметь объёмную долю 3% или более. При избыточной объёмной доле более 20% концентрация углерода, содержащегося в остаточном аустените, уменьшается, и остаточный аустенит становится неустойчивым к деформации, что приводит к ухудшению равномерного удлинения. Поэтому объёмная доля остаточного аустенита ограничена диапазоном 3 - 20%. Объёмная доля остаточного аустенита составляет предпочтительно 3 - 15% и более предпочтительно 5 - 15%.
Остальное: по меньшей мере, одна фаза, выбранная из мартенсита, бейнита и перлита
Остальное, отличное от полигонального феррита, служащего основной микроструктурой и остаточного аустенита, предпочтительно является по меньшей мере одной фазой, выбранной из мартенсита, бейнита и перлита с объёмной долей 10% или менее (включая 0%). Если объёмная доля остального в общем, то есть по меньшей мере одна фаза, выбранная из мартенсита, бейнита и перлита, превышает 10%, прочность чрезмерно увеличивается и равномерное относительное удлинение ухудшается. Отмечается, что феррит, отличный от полигонального феррита, относится к бейниту.
Когда стальная труба, полученная электросваркой методом сопротивления, имеет вышеуказанный состав и микроструктуру, отношение предела текучести к пределу прочности (YR) в осевом направлении трубы 93% или менее может быть достигнуто при формате (толщина трубы/наружный диаметр трубы)×100 = 2,5% - 7,0%.
Вышеописанная микроструктура, включающая полигональный феррит с объёмной долей 70% или более, и остаточный аустенит с объёмной долей 3 - 20%, остальное по меньшей мере одна фаза, выбранная из мартенсита, бейнита и перлита, анализируется следующим образом. Во-первых, образец для анализа микроструктуры отбирается из стальной трубы, полученной электросваркой методом сопротивления, так что сечение в направлении прокатки (L сечение) служит в качестве наблюдаемой поверхности. Испытуемый образец для анализа микроструктуры полируют и травят (реактив для травления: ниталь). Микроструктура в положении 1/2t толщины листа наблюдается с помощью оптического микроскопа (увеличение: 400 раз) и сканирующего электронного микроскопа SEM (увеличение: 2000 раз), и две или более области просмотра фотографируют в каждом из образцов. Из полученных снимков микроструктур определяют тип микроструктуры, площадь каждой фазы и соотношение сторон кристаллических зёрен полигонального феррита с использованием анализатора изображений. Кроме того, средний размер зерна полигонального феррита может быть определён методом секущих в соответствии с JIS G 0551. При анализе микроструктуры расчёт выполняют с использованием среднего арифметического. Кроме того, определяют долю площади остаточного аустенита методом SEM/EBSD (дифракция обратного рассеяния электронов). Полагая, что микроструктура является трёхмерно однородной, определяемая доля площади определяется как объёмная доля.
Далее будет описан способ изготовления сварной стальной трубы, полученной электросваркой методом сопротивления, согласно настоящему изобретению.
Выполняют стадию изготовления материала трубы нагревом, горячей прокаткой и затем охлаждением стального материала, имеющего вышеуказанный состав, для получения горячекатаной стальной полосы и намоткой горячекатаной стальной полосы.
На стадии изготовления материала трубы стальной материал, имеющий вышеуказанный состав, нагревают при температуре нагрева 1100 - 1250°С и затем подвергают горячей прокатке для получения горячекатаной стальной полосы, служащей материалом трубы.
Температура нагрева стального материала: 1100 - 1250°С
Если температура нагрева стального материала ниже 1100°С, не может быть предотвращено формирование крупных карбонитридов и зон сегрегации, образующихся на стадии литья. Следовательно, пластичность и ударная вязкость горячекатаного стального листа ухудшаются, и, кроме того, ухудшается прочность. Если стальной материал нагревают при температуре выше 1250°С, кристаллические зёрна имеют тенденцию к укрупнению, что может ухудшить пластичность и ударную вязкость горячекатаного стального листа. Кроме того, удельный расход энергии увеличивается, что приводит к низкой экономической эффективности. Температура нагрева относится к заданной температуре нагревательной печи.
Нагретый стальной материал подвергают горячей прокатке, чтобы получить горячекатаную стальную полосу, имеющую заданный размер и форму. Условия горячей прокатки особо не ограничены, при условии, что горячекатаная стальная полоса имеет заданный размер и форму. Однако, принимая во внимание последующее охлаждение, температура после конечного прохода горячей прокатки, то есть конечная температура конечной прокатки, предпочтительно задают равной 750°С или выше.
Охлаждение после горячей прокатки горячекатаной стальной полосы выполняют непрерывно до температуры прекращения охлаждения от 600°С до 450°С, в то время как охлаждение контролируется так, что в центральной части стальной полосы в направлении толщины температура T20 через 20 секунд с момента времени t0, в который заканчивается конечный проход горячей прокатки, составляет выше 650°C, и температура T80 через 80 секунд с момента времени t0 составляет менее 650°C. «Охлаждение» в настоящем изобретении предпочтительно выполняют путём распыления охлаждающей воды на верхнюю и нижнюю поверхности горячекатаной стальной полосы из зоны водяного охлаждения, размещённой непосредственно на выходном рольганге, расположенном на выходной стороне чистового прокатного стана. Регулировка интервалов, расход воды и т.п. в зоне водяного охлаждения особо не ограничены. Температура в центральной части горячекатаной стальной полосы в направлении толщины представляет собой температуру, определяемую расчётом теплопередачи, исходя из температуры, измеренной с помощью поверхностного термометра.
Охлаждение после горячей прокатки: в центральной части стальной полосы в направлении толщины температура T20 через 20 секунд от момента времени t0, в который завершается конечный проход горячей прокатки, составляет выше 650°C, и температура T80 через 80 секунд с момента времени t0 составляет ниже 650°C.
Когда состав горячекатаной стальной полосы находится в диапазоне в соответствии с настоящим изобретением, превращение полигонального феррита обусловлено регулированием охлаждения, так что в центральной части стальной полосы в направлении толщины температура T20 после 20 секунд с момента времени t0, в который завершается конечный проход горячей прокатки, составляет выше 650°C, и температура T80 через 80 секунд после времени t0 составляет ниже 650°C. Таким образом, микроструктуру стальной полосы можно поддерживать в виде микроструктуры, в основном содержащей полигональный феррит.
Более конкретно, когда температура в центральной части стальной полосы в направлении толщины составляет 750 - 650°С через 20 секунд или более и менее 80 секунд с момента времени t0, в который заканчивается конечный проход горячей прокатки (после чистовой прокатки), происходит превращение полигонального феррита. Таким образом, микроструктуру можно поддерживать в виде микроструктуры, в основном содержащей полигональный феррит.
Если охлаждение выполняется так, что температура T20 в центральной части стальной полосы в направлении толщины составляет 650°С или ниже, в основном образуется бейнитный феррит или бейнит, и поэтому не может быть получена микроструктура, в основном содержащая полигональный феррит. Если температура Т80 в центральной части стальной полосы в направлении толщины составляет 650°С или выше, выделение карбонитрида и цементита легко происходит вместе с превращением феррита, что затрудняет концентрирование С в непревращённом аустените.
Соответственно, в настоящем изобретении охлаждение после горячей прокатки контролируется так, что в центральной части стальной полосы в направлении толщины температура T20 через 20 секунд после времени t0, в который заканчивается последний проход горячей прокатки, составляет выше 650°C, и температура T80 через 80 секунд с момента времени t0 составляет менее 650°C.
Температура окончания охлаждения: 600 - 450°С
Если температура окончания охлаждения выше 600°С, непревращённый аустенит превращается в перлит или бейнит после намотки, и поэтому не может быть получено искомое количество остаточного аустенита. Если температура окончания охлаждения составляет ниже 450°С, часть непревращённого аустенита превращается в мартенсит, и поэтому не может быть получено искомое количество остаточного аустенита. Поэтому температура окончания охлаждения после горячей прокатки ограничена диапазоном 600 - 450°С.
Соответственно в настоящем изобретении охлаждение после горячей прокатки ограничивается охлаждением, при котором охлаждение контролируется так, что в центральной части стальной полосы в направлении толщины температура T20 через 20 секунд после момента времени t0, в который заканчивается конечный проход горячей прокатки, составляет выше 650°C, и температура T80 через 80 секунд после момента времени t0 составляет ниже 650°C, и охлаждение выполняют непрерывно до температуры окончания охлаждения 600 - 450°С.
Затем полученную намотанную горячекатаную стальную полосу используют в качестве материала трубы и выполняют стадию изготовления трубы. На стадии изготовления трубы намотанная горячекатаная стальная полоса, служащая в качестве материала трубы, разматывается и непрерывно формируется вхолодную с использованием нескольких валков для получения открытой трубы, имеющей по существу круглое поперечное сечение. Затем торцевые поверхности открытой трубы в направлении ширины соединяются друг с другом и нагреваются до температуры выше или равной её температуры плавления высокочастотным индукционным нагревом или высокочастотным нагревом сопротивлением, и выполняют сварку давлением соединённых встык и нагретых торцевых поверхностей открытой трубы в направлении ширины прижимным роликом. Таким образом, получается стальная труба, полученная электросваркой методом сопротивления. Стадия изготовления трубы в настоящем изобретении особо не ограничивается, если на стадии изготовления трубы может быть получена стальная труба, полученная электросваркой методом сопротивления, имеющая искомый размер и форму. Может быть использована любая обычная стадия изготовления трубы, которая использует обычную установку для производства стальной трубы, полученной электросваркой методом сопротивления.
Стальная труба, полученная электросваркой методом сопротивления, полученная на стадии изготовления трубы, затем подвергается стадии термической обработки, в которой часть, полученная электросваркой методом сопротивления, подвергается термической обработке поточным способом.
Когда горячекатаная стальная полоса, имеющая состав в пределах диапазона настоящего изобретения, подвергается электросварке методом сопротивления, часть, полученная электросваркой методом сопротивления, имеет микроструктуру, в основном содержащую мартенсит и/или верхний бейнит из-за быстрого нагрева и быстрого охлаждения во время сварка. Эти микроструктуры представляют собой микроструктуры с низкой ударной вязкостью. В настоящем изобретении такая микроструктура модифицируется в микроструктуру, имеющую высокую ударную вязкость, посредством выполнения поточной стадии термообработки. «Высокая ударная вязкость» в описании указывается в том случае, когда поглощённая энергия в испытании на ударную вязкость по Шарпи vE0 (Дж), в окружном направлении составляет 150 Дж или более при температуре испытания 0°С.
Для выполнения термообработки поточным способом предпочтительно используют ряд обычных устройств, которые включают одно или несколько устройств индукционного нагрева и охлаждающих устройств, которые используют водяное охлаждение, или т.п., которые способны нагревать и охлаждать часть, полученную электросваркой методом сопротивления, последовательно расположенных поточным способом после прижимного ролика в технологической схеме изготовления стальных труб, полученных электросваркой, полученных методом сопротивления.
Поточная термообработка включает нагрев части, подвергнутой электросварке методом сопротивления, так что минимальная температура части, подвергнутой электросварке методом сопротивления, в направлении толщины имеет температуру 800°С или выше и максимальная температура нагрева составляет 1150°С или ниже и затем осуществление охлаждения водой или охлаждение части, подвергнутой электросварке методом сопротивления, так что максимальная температура части, подвергнутой электросварке методом сопротивления, в направлении толщины составляет 500°С или ниже. В описании термин «поточный» относится к последовательному расположению устройств. Термин «поточная термообработка» относится, например, к термической обработке, которая использует нагревательные устройства, расположенные последовательно вдоль сварной детали. Нагревательные устройства особо не ограничены, и, например, вместо индукционного нагрева можно использовать прямой электрический нагрев.
Температура нагрева при поточной термообработке: 800 - 1150°С
Если температура нагрева в области минимальной температуры ниже 800°С, микроструктура в части, полученной электросваркой методом сопротивления не может ограничиваться бейнитным ферритом и/или бейнитом с высокой ударной вязкостью во всей области в направлении толщины листа. Если температура нагрева в максимальной части нагрева составляет выше 1150°С, зёрна аустенита заметно укрупняются, а прокаливаемость повышается, что приводит к формированию мартенсита после охлаждения. Поэтому температура нагрева части, полученной электросваркой методом сопротивления в поточной термообработке ограничивается диапазоном 800 - 1150°С между областью минимальной температуры и областью максимальной температуры. Температура нагрева предпочтительно составляет 850 - 1100°С. Охлаждение после нагрева может быть выполнено охлаждением или охлаждением водой в соответствии с требуемой прочностью и ударной вязкостью, но для достижения как прочности, так и ударной вязкости предпочтительно использовать охлаждение водой. После охлаждения водой может быть необязательно проведён отпуск в поточном режиме при температуре нагрева (температура отпуска) 400 - 700°С. Поточную обработку отпуском предпочтительно выполняют с использованием ряда устройств индукционного нагрева и т.п., расположенных после устройства поточной термообработки в технологической схеме. Продолжительность поточной термообработки в течение предпочтительно составляет 5 секунд или более при 800°С или выше.
Далее настоящее изобретение будет дополнительно описано на основе примеров.
Примеры
Расплавленную сталь, имеющую состав, приведённый в таблице 1, доводят в конвертере и получают сляб (стальной материал: толщина 220 мм) методом непрерывной разливки. Сляб (стальной материал) подвергают стадии изготовления материала трубы в условиях, перечисленных в таблице 2, чтобы получить горячекатаную стальную полосу, имеющую толщину листа, указанную в таблице 2. Затем проводят намотку горячекатаной стальной полосы для получения материала трубы. Затем намотанную горячекатаную стальную полосу, служащую в качестве материала трубы, разматывают и непрерывно формуют вхолодную с использованием нескольких валков для получения открытой трубы, имеющей по существу круглое сечение. Затем совмещённые торцевые поверхности открытой трубы в направлении ширины соединяют встык друг к другу и нагревают до температуры, превышающей или равной её температуре плавления, с использованием высокочастотного индукционного нагревательного устройства, и выполняют сварку давлением соединённых встык торцевых поверхностей открытой трубы в направлении ширины прижимным роликом. Таким образом, получают стальную трубу, полученную электросваркой методом сопротивления, имеющую размер (толщина/наружный диаметр), приведённый в таблице 2. Затем часть, подвергнутую электросварке методом сопротивления, полученной стальной трубы, полученной электросваркой методом сопротивления, подвергают поточной термообработке, при которой нагрев проводят до температуры поверхности 1050°С с использованием индукционного нагревательного устройства, расположенный после прижимного ролика в установке для производства стальных труб, полученных электросваркой методом сопротивления, и охлаждают так, чтобы максимальная температура в направлении толщины составляла 500°С или ниже. Также удостоверяются, что температура в части минимальной температуры составляет 850°С или выше. В этом случае средняя скорость охлаждения внешней поверхности трубы в части, подвергнутой электросварке методом сопротивления, составляет около 2°С/с.
Испытуемый образец отбирают из полученной стальной трубы, полученной электросваркой методом сопротивления, а также проводят анализ микроструктуры, испытание на растяжение и ударные испытания. Методы испытаний заключаются в следующем.
(1) Анализ микроструктуры
Испытуемый образец для анализа микроструктуры отбирают из полученной стальной трубы, полученной электросваркой методом сопротивления, так чтобы сечение в направлении прокатки (L сечение) служил наблюдаемой поверхностью. Отобранный испытуемый образец для анализа микроструктуры полируют и травят (реактив для травления: ниталь). Микроструктура в положении 1/2t толщины листа наблюдается с помощью оптического микроскопа (увеличение: 400 раз) и сканирующего электронного микроскопа SEM (увеличение: 2000 раз), и две или более зоны просмотра фотографируют в каждом из образцов. Из полученных снимков микроструктур определяют тип микроструктуры, площадь каждой фазы и соотношение сторон кристаллических зёрен основной фазы с использованием анализатора изображений. Кроме того, средний размер зерна основной фазы определяют методом секущих в соответствии с JIS G 0551. Среднее арифметическое полученных значений используют в качестве значения для стальной трубы. Кроме того, долю площади остаточного аустенита определяют методом SEM/EBSD (дифракцией обратного рассеяния электронов), поскольку трудно визуально различать остаточный аустенит. В предположении, что микроструктура является трёхмерно однородной, получаемая доля площади фракции определяется как объёмная доля.
(2) Испытание на растяжение
Образец для испытания на растяжение отбирают из полученной стальной трубы, полученной электросваркой методом сопротивления, в положении 90° по часовой стрелке в направлении по окружности от части, подвергнутой электросварке методом сопротивления, если смотреть с переднего конца трубы. Образец для испытания на растяжение отбирают в соответствии с ASTM A 370, так чтобы направление растяжения было осевым направлением трубы. Испытание на растяжение проводят для определения характеристик прочности при растяжении (предел текучести YS, предел прочности при растяжении TS и равномерное относительное удлинение Elu).
(3) Ударные испытания
Испытуемый образец с V-образным вырезом отбирают из части, подвергнутой электросварке методом сопротивления, полученной сварной стальной трубы, полученной электросваркой методом сопротивления, в положении 1/2 толщины, так что окружное направление было продольным направлением испытываемого образца. Испытание на ударную вязкость по Шарпи проводят в соответствии с ASTM A 370 для определения поглощённой энергии удара по Шарпи vE0 (Дж) при температуре испытания 0°C. Для испытания используют три испытуемых образца и среднее арифметическое значение считается поглощённой энергией стальной трубы.
Таблица 3 показывает результаты
Таблица 1
|
⋅ Остальное, отличное от вышеуказанных компонентов, является Fe и посторонними примесями.
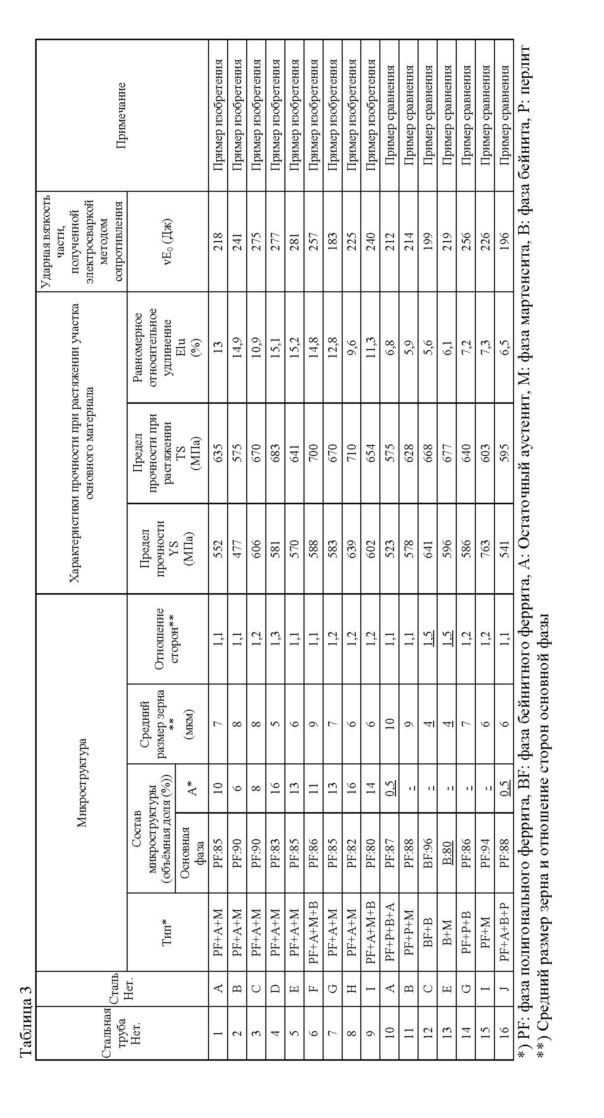
Во всех примерах изобретения приготовлена высокопрочная стальная труба, полученная электросваркой методом сопротивления, которая включает участок основного материала, имеющий высокую прочность с пределом текучести YS в осевом направлении трубы 415 МПа или более и «подходящую сгибаемость» с равномерным относительным удлинением Elu в осевом направлении трубы 8% или более, и часть, полученная электросваркой методом сопротивления, имеющая подходящую ударную вязкость с поглощённой энергией в ударных испытаниях по Шарпи vE0, равной 150 Дж или более при 0°С. Напротив, в сравнительных примерах, выходящих за рамки настоящего изобретения, равномерное относительное удлинение Elu в осевом направлении трубы составляет менее 8% и сгибаемость ухудшается.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Труба из высокоуглеродистой стали с превосходными обрабатываемостью в холодном состоянии, технологичностью и прокаливаемостью и способ ее изготовления
Высокопрочные толстостенные стальные трубы, сваренные электрической контактной сваркой, с высокой ударной вязкостью и способ их изготовления
Высокопрочная стальная труба, сваренная электросваркой сопротивлением, обладающая исключительной стойкостью к разупрочнению в течение продолжительного времени в интервалах промежуточных температур, и способ изготовления такой трубы
Свариваемая электрической контактной сваркой стальная труба, обладающая превосходным сопротивлением водородному растрескиванию (hic) и низкотемпературной ударной вязкостью получаемого электрической контактной сваркой сварного соединения, и способ ее производства
Стальная труба, плакированная нержавеющей сталью и полученная контактной сваркой, и способ ее получения
Горячекатаный стальной лист для толстостенного высокопрочного магистрального трубопровода, сварные стальные трубы для толстостенного высокопрочного магистрального трубопровода и способ изготовления сварной стальной трубы

