Результат интеллектуальной деятельности: СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при холодной многопроходной прокатке полос из углеродистой, динамной и трансформаторной сталей на реверсивных станах. Особенно значительно проявляются все преимущества данного изобретения при прокатке сложных высокопрочных и высокопроницаемых трансформаторных сталей.
Технический результат - повышение стабильности прокатки тонких полос во всем диапазоне скоростей и качества регулирования толщины полосы.
Реверсивный стан холодной прокатки полосы имеет реверсивную клеть, две реверсивных моталки и разматыватель. Наличие разматывателя объясняется различием внутренних диаметров исходных (750 мм) и прокатанных (600 мм) рулонов. Процесс прокатки ведется в несколько проходов. На каждом последующем проходе меняется направление прокатки. На первом проходе прокатка идет с разматывателя на левую моталку, перед вторым проходом полоса перезаправляется на правую моталку. В дальнейшем полоса остается заправленной на обеих моталках. Регулирование толщины ведется тремя регуляторами, работающими независимо друг от друга: регулятором толщины по возмущению (РТВ), регулятором толщины по отклонению (РТО) и регулятором потока масс (РПМ). У каждого регулятора свое назначение: РТВ исправляет ошибки толщины подката, и потому используется только на первом проходе, РПМ исправляет ошибки собственного процесса прокатки, и используется на всех проходах, кроме первого. Назначение регулятора толщины по отклонению - исправлять неточность выбора начальной точки на характеристике растяжения клети в зависимости от усилия прокатки, совмещенной с характеристикой пластической деформации прокатываемого металла. Эта неточность обусловлена многими факторами, такими как жесткость валковой системы, жесткость полосы, условия смазки и охлаждения в очаге деформации, скорость прокатки и т.п., которые невозможно однозначно учесть. Другими словами, главная задача РТО - компенсация больших отклонений толщины от заданной на выходе из клети. РТО работает во всем диапазоне скоростей прокатки и на всех проходах, и поэтому от качества его работы в большой степени зависит качество полосы.
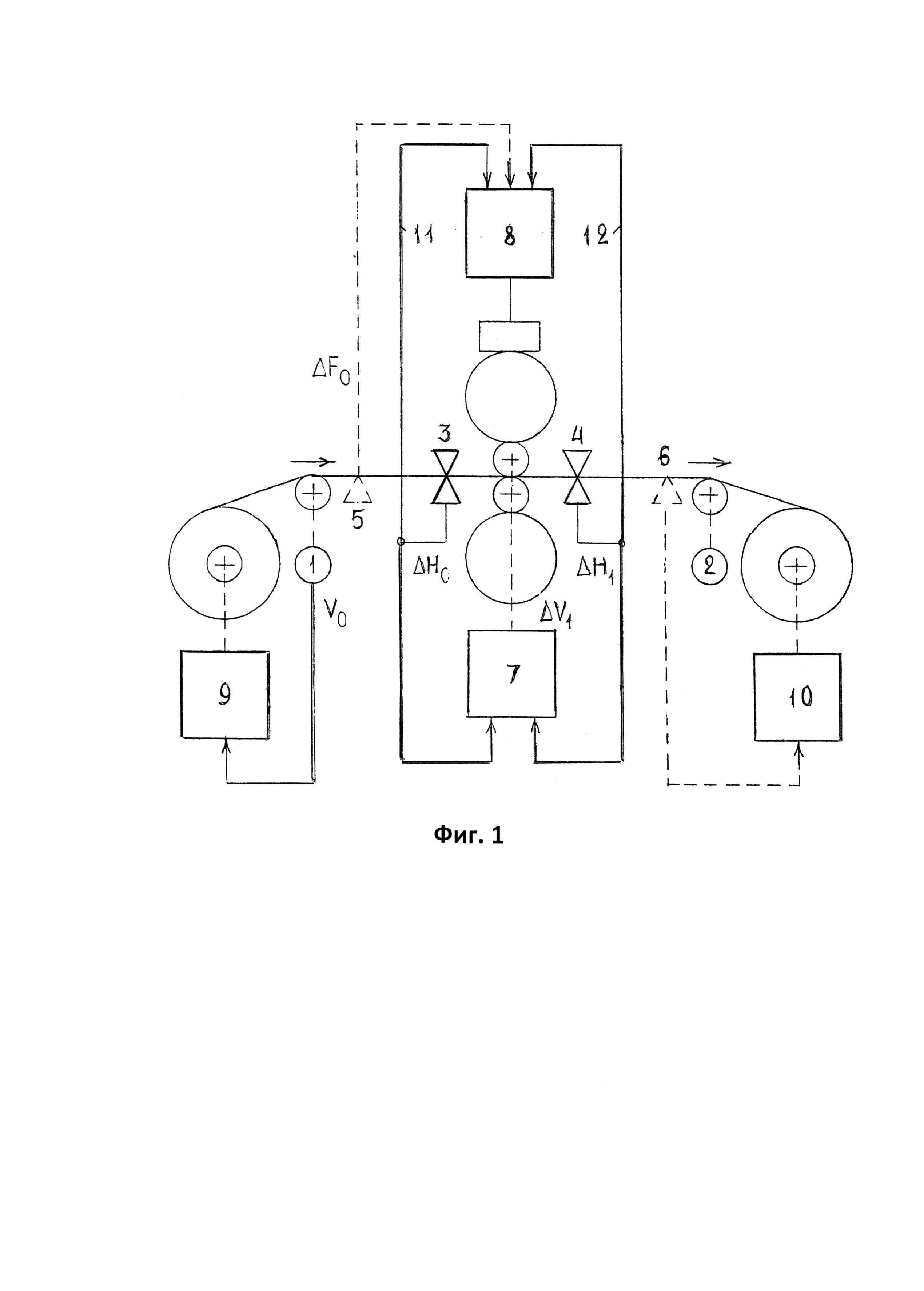
Известна система автоматического регулирования толщины полосы на реверсивном стане холодной прокатки (фиг. 1 - прототип, патент №2156667, В21В 37/16).
Прототип (фиг. 1) содержит измерители скорости полосы до и после клети 1, 2; измерители отклонения толщины полосы от заданного значения до и после клети (непосредственное измерение отклонения толщины на входе и выходе) 3, 4; измерители натяжения полосы до и после клети 5, 6 (непосредственно или вычислением), а также регулятор скорости вращения валков 7, регулятор положения (или давления) нажимных устройств 8, регулятор управления разматывающей моталкой 9, регулятор управления наматывающей моталкой 10. При этом оба измерителя толщины связаны как с регулятором положения (давления) 8, так и с регулятором скорости клети 7. В качестве главных обратных связей выбраны: для регулятора управления разматывающей моталкой 9 - сигнал 17 измерителя скорости перед клетью 1; для регулятора положения нажимного устройства 8 - сигнал 18 измерителя натяжения перед клетью 5. Таким образом, в варианте прототипа регулирование толщины производится воздействием на скорость клети, регулирование натяжения перед клетью - воздействием на позицию нажимного устройства, а разматывающая моталка поддерживает заданную скорость полосы перед клетью. Такая схема позволяет поддерживать постоянство секундного объема полосы в стане.
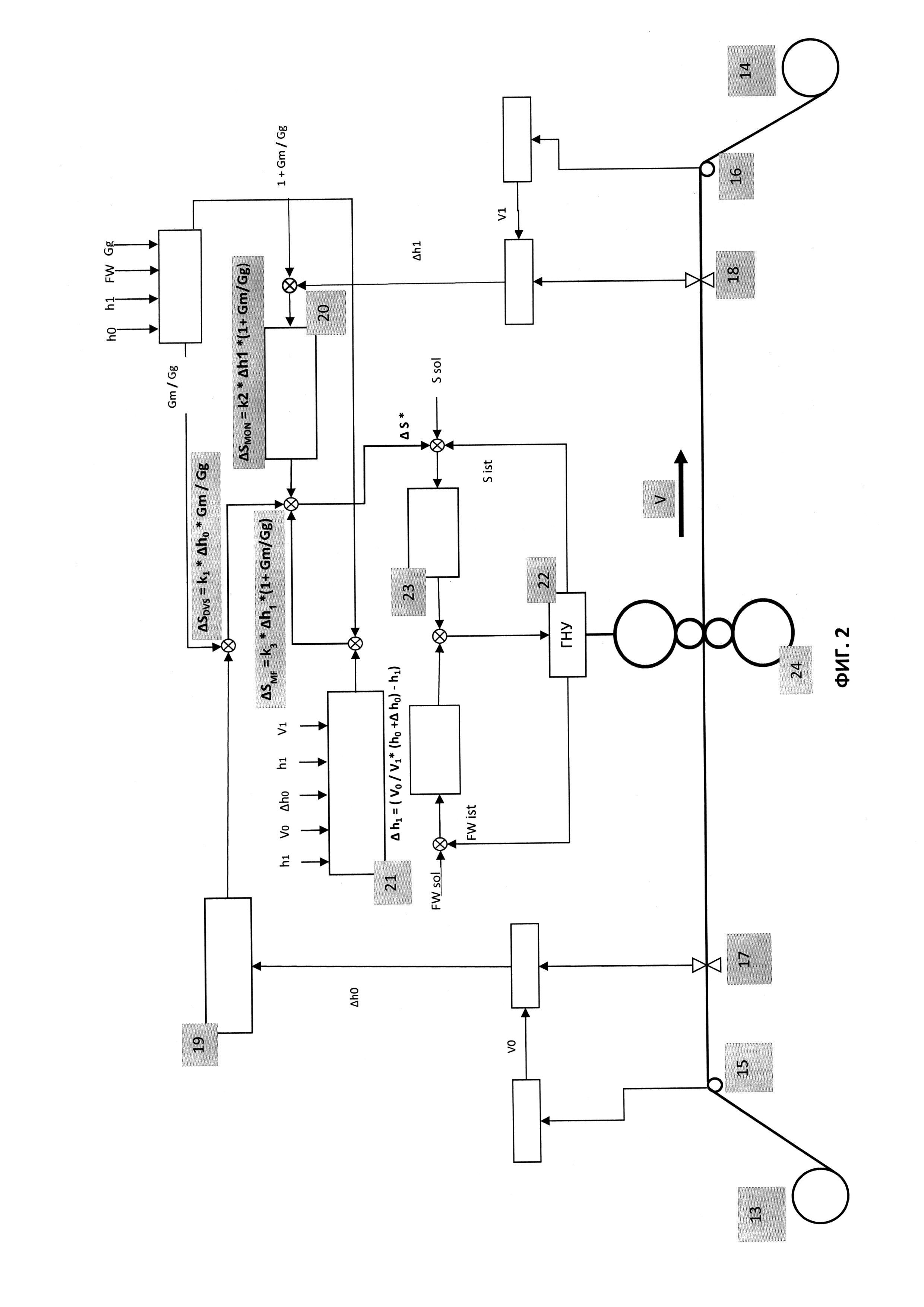
Проектный вариант (фиг. 2) содержит: входную, выходную моталки (в зависимости от направления прокатки) 19, 20; входной, выходной измерители отклонения толщины (в зависимости от направления прокатки) 21, 22; входной, выходной измеритель скорости полосы (в зависимости от направления прокатки) 23, 24; регулятор толщины по возмущению (РТВ) 25; регулятор толщины по отклонению (РТО) 26; регулятор потока масс (РПМ) 27; регулятор позиции нажимного устройства 28; нажимное устройство 29; реверсивную клеть 30.
В проектном варианте регулирование толщины через скорость клети не предусмотрено.
Система должна работать следующим образом:
- моталки поддерживают натяжения по их отклонению от заданного значения;
- нажимные устройства регулируют толщину полосы с упреждением по результатам ее измерения до клети (по возмущению), с запаздыванием по результату ее измерения после клети (по отклонению) и по равенству потока масс полосы на входе и выходе клети (регулятор потока масс) (фиг. 2). При прокатке высокопроницаемых сталей предъявляются повышенные требования к точности поддержания выходной толщины: среднеквадратичное отклонение (2а) должно составлять 0,7% от заданной выходной толщины.
Высокопроницаемая трансформаторная сталь содержит большое количество кремния (до 4,5%), что определяет высокий предел текучести, близкий к пределу прочности (свыше 1200 МПа). Это определяет и другие свойства этой стали - хрупкость и высокую обрывистость при холодной прокатке. Технология прокатки этой стали такова, что температура полосы на промежуточных проходах (исключая первый и последний) должна быть в пределах 180°÷220°C. Такой нагрев полосы возможен лишь при больших обжатиях и высоких скоростях в каждом проходе, что предъявляет повышенные требования к системе регулирования толщины.
Проектный вариант не отвечал этим требованиям, вследствие чего была полностью пересмотрена внутренняя структура всех регуляторов толщины. Одним из решений является использование в качестве обратной связи для регулятора толщины по отклонению сигнала расчетного отклонения толщины на выходе вместо сигнала выходного толщиномера, которое и предлагается к рассмотрению.
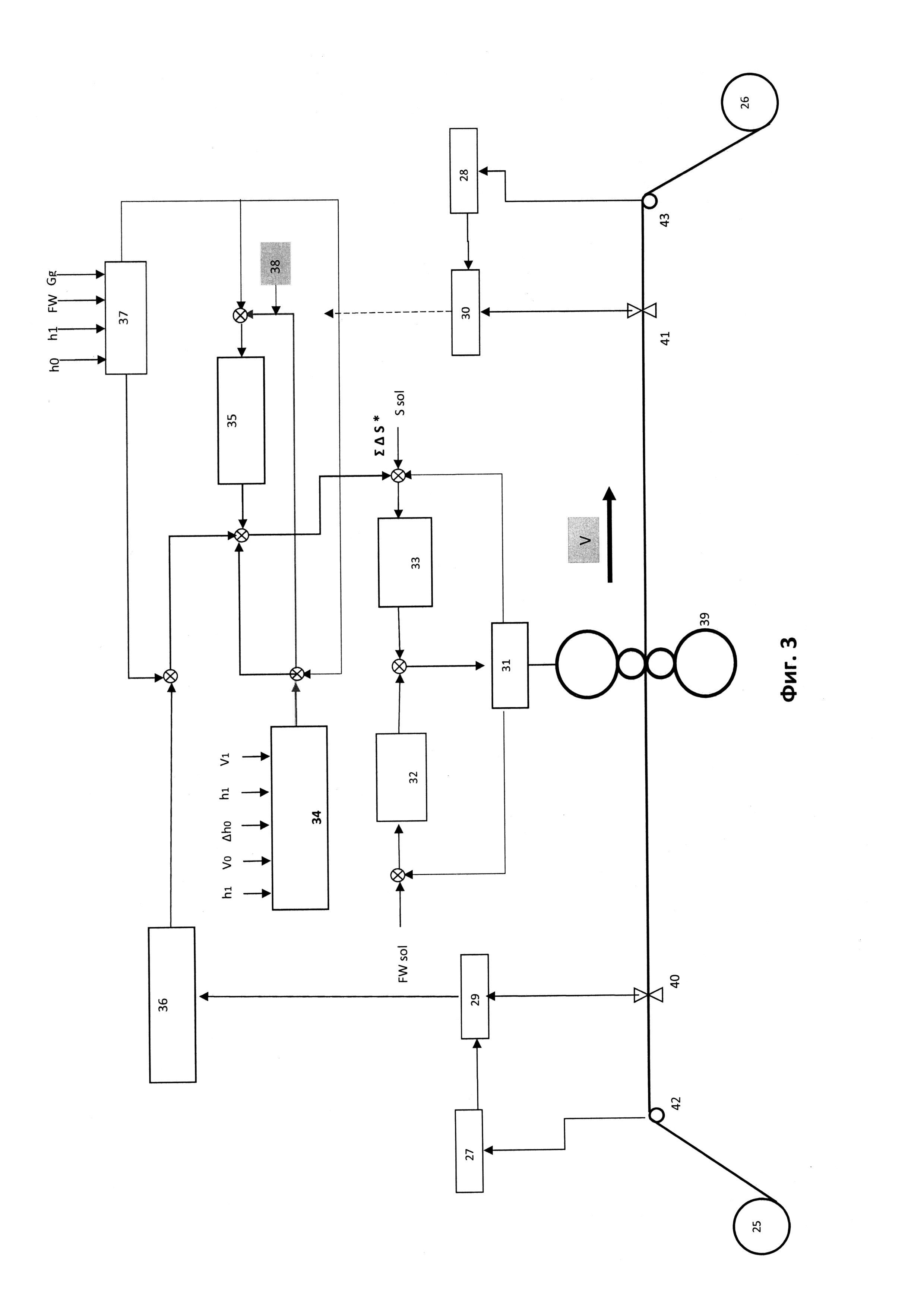
На чертеже (фиг. 3) изображена функциональная схема предлагаемой системы регулирования толщины полосы на реверсивном стане холодной прокатки. Система регулирования толщины полосы на реверсивном стане содержит все те же элементы, что и проектная: моталки 31, 32; измерители отклонения толщины полосы на входе, на выходе 33, 34; измерители линейной скорости полосы входа, выхода 35, 36; регулятор толщины по возмущению (РТВ) 37; регулятор толщины по отклонению (РТО) 38; регулятор потока масс (РПМ) 39; регулятор позиции нажимного устройства 40; нажимное устройство 41; реверсивную клеть 42.
Сущность предлагаемой схемы регулирования толщины по отклонению заключается в том, что:
- определяют линейную скорость (V0) полосы и отклонение толщины (Δh0) полосы от заданного значения на входе стана и воздействуют с помощью регулятора толщины полосы по отклонению на регулятор позиции нажимного устройства,
- дополнительно определяют линейную скорость (V1) полосы на выходе стана, а в качестве регулятора толщины по отклонению используют интегральный регулятор, в котором, в отличие от существующей схемы РТО, в качестве обратной связи используют расчетный сигнал, прогнозирующий отклонение выходной толщины Δh1 непосредственно в очаге деформации, рассчитываемое по математическому выражению:
Δh1=V0/V1*(h0+Δh0)-h1,
где: Δh1 - расчетная величина отклонения толщины полосы на выходе стана,
h0 - заданная толщина полосы на входе стана,
h1 - заданная толщина полосы на выходе стана.
Этот расчет производится в системе регулирования, и результат (Δh1) принимается за расчетную величину Δh1 расч.. Такое формирование обратной связи по отклонению толщины на выходе позволяет исключить из регулирования транспортное запаздывание, которое ранее имело место при измерении отклонения толщины выходным толщиномером. Транспортное опережение, возникающее при использовании сигнала от входного толщиномера Δh0, компенсируется известным способом - с помощью сдвиговых регистров (43). В итоге был сформирован теоретический датчик отклонения выходной толщины в очаге деформации (Δh1 расч.) (44), который обеспечивает высокое качество регулирования для регулятора толщины полосы по отклонению.
Для стабильной и качественной работы РТО была проведена его адаптация к различным режимам работы и условиям, но эта тема выходит за рамки предложения. Предложенная система реализована на реверсивном стане 1400 в Производстве динамной стали Новолипецкого металлургического комбината в августе 2013 года и работает по настоящее время. Она позволила увеличить скорость прокатки, а значит, и производительность; выдерживать температурные режимы при прокатке высокопроницаемой стали; выдерживать точность поддержания отклонения выходной толщины в заданных пределах (2σ≤0,7% от hвых.).
Способ регулирования выходной толщины при холодной прокатке полос из углеродистой, трансформаторной и динамной стали на одноклетьевом реверсивном стане, включающий определение линейной скорости (V) полосы и отклонения толщины (Δh) полосы от заданного значения на входе стана и воздействие с помощью регулятора толщины полосы по отклонению на регулятор позиции нажимного устройства, отличающийся тем, что дополнительно определяют линейную скорость (V) полосы на выходе стана, а в качестве регулятора толщины полосы по отклонению используют интегральный регулятор, в котором в качестве обратной связи используют расчетный сигнал, прогнозирующий отклонение выходной толщины Δh полосы непосредственно в очаге деформации, рассчитываемое по математическому выражению:Δh=V/V*(h+Δh)-h,где: Δh - расчетная величина отклонения толщины полосы на выходе стана,h - заданная толщина полосы на входе стана,h - заданная толщина полосы на выходе стана.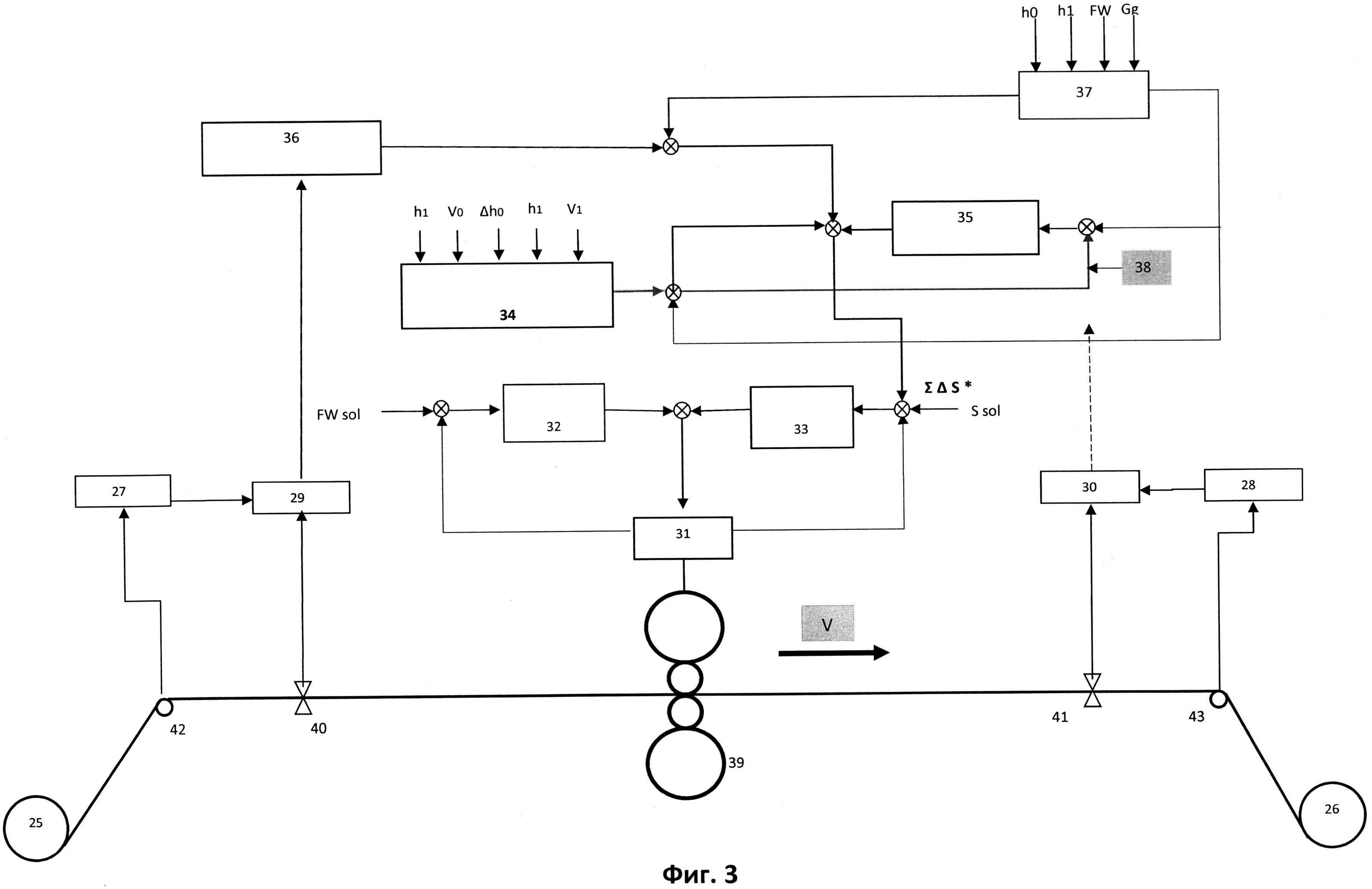
Способ эксплуатации сборного кристаллизатора для непрерывной разливки стали
Способ подготовки рабочих валков клетей с осевой сдвижкой
Способ утилизации отработанных моторных масел
Способ утилизации мелкой замасленной окалины
Способ утилизации замасленной окалины
Устройство для измерения и регулирования плоскостности полос в процессе прокатки
Ленточный конвейер
Способ работы доменной печи
Способ производства полосового проката
Способ очистки доменного газа при повышенном давлении газа на колошнике доменной печи
Арматурная сталь
Экономнолегированная конструкционная сталь
Способ прокатки полос из трансформаторной стали и стан для холодной прокатки
Способ производства электротехнической анизотропной стали с высоким комплексом магнитных свойств
Способ подготовки к работе воздушной фурмы доменной печи
Способ производства окрашенной экологически безопасной мишени для стендовой стрельбы
Сталь
Способ и устройство для выравнивания моментов на рабочих валках прокатной клети с индивидуальным электроприводом

