Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при холодной многопроходной прокатке полос из трансформаторной и высокопрочной стали.
Трансформаторная сталь содержит большое количество кремния (до 4,5%), что определяет высокий предел текучести (свыше 1200 МПа), низкую дуктильность этой стали - хрупкость и высокую обрывность при холодной прокатке из-за близости величин предела текучести и предела прочности. В то же время для получения требуемой текстуры металла, в котором зерна после вторичной рекристаллизации должны быть максимально ориентированы в направлении {110} <001>, суммарное обжатие при холодной прокатке должно быть равно 80÷90%, а температура полосы в двух-трех последних проходах -150÷250С° (см. например, патенты РФ №2193603, B21D 8/12, 2009 г., №2407809, B21D 8/12, 1997 г. ). В связи с тем, что в последнем проходе полоса из трансформаторной стали достаточно тонкая (готовая толщина 0,23÷0,27 мм) и ее охлаждение на воздухе, а также от СОЖ (смазочно-охлаждающая жидкость) и от контакта с валками идет очень интенсивно, достижение требуемой температуры полосы (порядка 200С°) в последнем проходе является сложной технической задачей. В известных способах производства трансформаторной стали решение этой задачи не раскрывается.
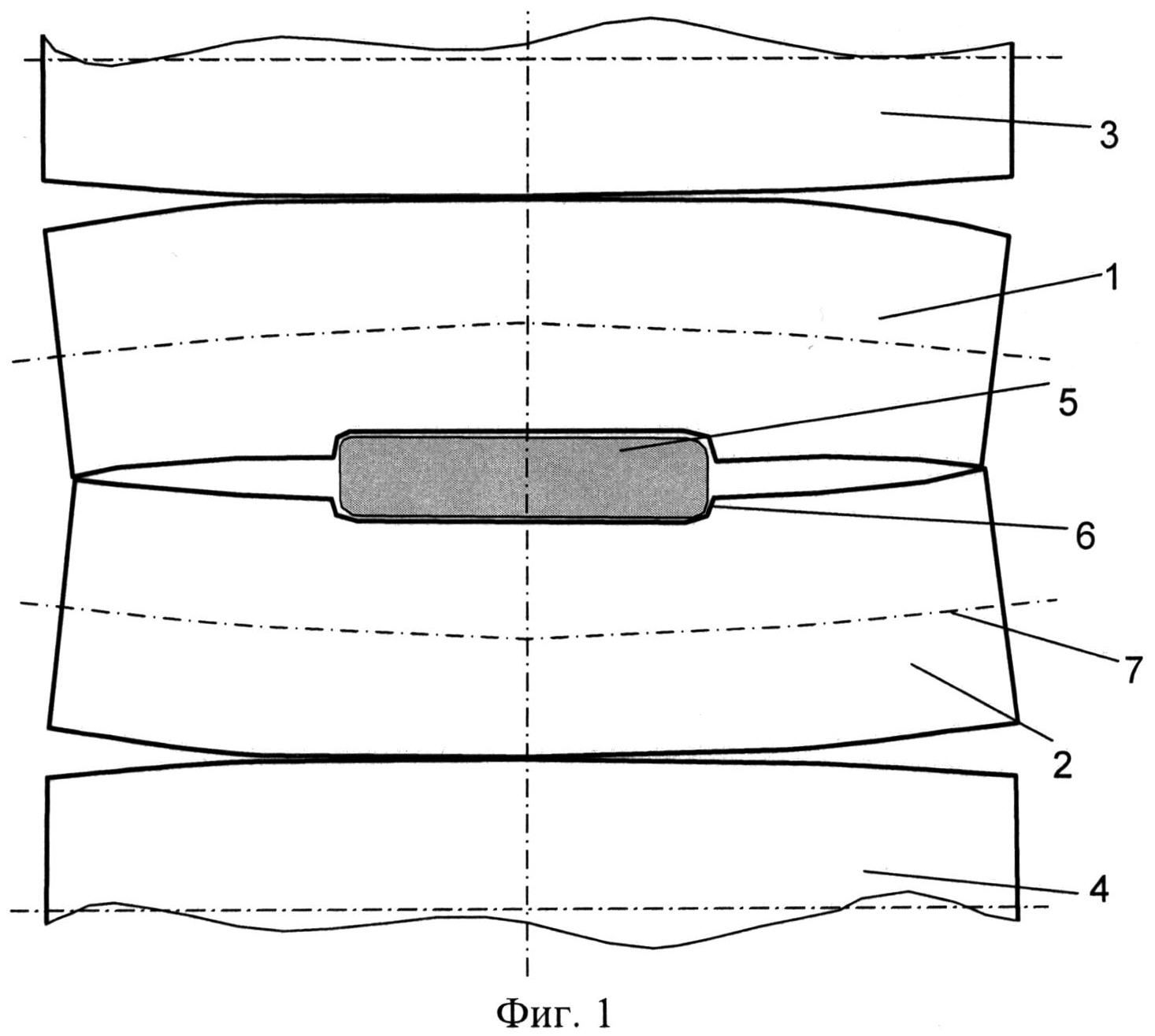
Известен способ многопроходной холодной прокатки изотропной электротехнической стали (см. патент РФ №2164451, В21В 1/28, 1999 г. ), в котором обжатие в последнем проходе равно 15-25%. Так же известен способ производства низкоуглеродистой листовой нагартованной стали на реверсивном стане холодной прокатки с относительным суммарным обжатием в пределах 69-79% и обжатием в последнем проходе равным 56-60% от обжатия в первом проходе (см. патент РФ №2369456, В21В 1/36, 2008 г. ). Хотя оба эти известные способа не предназначены для прокатки именно трансформаторной стали, но в них приведена регламентация величины обжатия полосы в последнем проходе, что позволяет считать эти технические решения аналогами предлагаемому решению. Недостатками этих обоих известных способов является то, что при большом суммарном обжатии трансформаторной стали (около 89%: из подката толщиной 2,3 мм в готовую полосу толщиной 0,265 мм) обжатие в последнем проходе равно порядка 15-25% (из толщины 0,34 мм в 0,265 мм). Деформационного тепла, выделяющегося при таком маленьком обжатии, недостаточно для поддержания или повышения температуры, интенсивно охлаждающейся в последнем проходе, тонкой полосы. Температура полосы, по сравнению с предыдущими проходами, снижается, опускаясь ниже 100°С, и сопротивление деформации стали увеличивается на 15-30%, а пластичность падает (см. Дубров Н.Ф., Лапкин Н.И. «Электротехнические стали», Металлургиздат, 1963). Кроме того, при этом возрастает усилие прокатки, следовательно, и изгиб рабочих валков, а также сплющивание бочек валков под жесткой тонкой полосой. Из-за этих изгиба и сплющивания валков под полосой образуется калибр, который замыкается свободными от полосы участками валков - фиг. 1. На фиг. 1 обозначено: 1 и 2 - верхний и нижний рабочие валки, 3 и 4 - верхний и нижний опорные валки, 5 - прокатываемая полоса, 6 - сплющивание рабочих валков под полосой, 7 - изгиб рабочих валков. Из-за возможного упругого краевого контакта валков друг с другом (см. фиг. 1) прокатка становится неустойчивой - процесс пластической деформации полосы в последнем проходе срывается (валки «пробуксовывают») или вообще не начинается (моменты и токи на электродвигателях валков клети близки к нулю). При этом обычно происходит обрыв тонкой полосы и выход валков из строя.
Известен способ производства трансформаторной стали, в котором холодная прокатка с суммарным обжатием порядка 90% проводится на реверсивном стане с разъемным корпусом, что позволяет использовать валки разного диаметра по проходам, причем в последних проходах применяют валки малого диаметра. Температура полосы 100÷350°C (патент РФ №2411092, В21В 3/02, 2008 г. ). Недостатком этого способа является сложность реализации, а именно наличие прокатного стана с достаточно дорогой конструктивной особенностью - разъемным корпусом клети стана, а также возможностью постоянной ротации по ходу прокаток рабочих валков разного диаметра в станине клети стана. Величина обжатия в последнем проходе на валках малого диаметра явным образом в известном техническом решении не определена, но очевидно, что на валках большого диаметра (больше 105 мм) прокатка трансформаторной стали в последних проходах проблематична.
Известно устройство узлов прокатной клети листового стана со средствами осевого перемещения и способ прокатки, реализуемый этим устройством (см. патент РФ №2146973, В21В 1/22, 13/02, 2000 г. ). В известном техническом решении бочки обоих рабочих валков имеют S-образный профиль по полиному 3-й степени и повернуты друг относительно друга на 180°, т.е. например, верхний валок имеет постоянно вогнуто-выпуклый контур, а нижний - осесимметричный ему, выпукло-вогнутый контур. Опорные валки имеют цилиндрический или выпуклый контур и в осевом направлении неподвижны. Эта конструкция стана и способ прокатки позволяют регулировать профиль и планшетность полосы за счет одновременного перемещения в осевом направлении верхнего и нижнего рабочих валков симметрично в противоположные стороны, причем, например, для увеличения профиля полосы, верхний валок всегда сдвигают в строго определенном осевом направлении, для уменьшения профиля - в противоположном. Считаем, что это техническое решение может быть прототипом для предлагаемого способа холодной прокатки из трансформаторной стали и стана, реализующего предлагаемый способ прокатки.
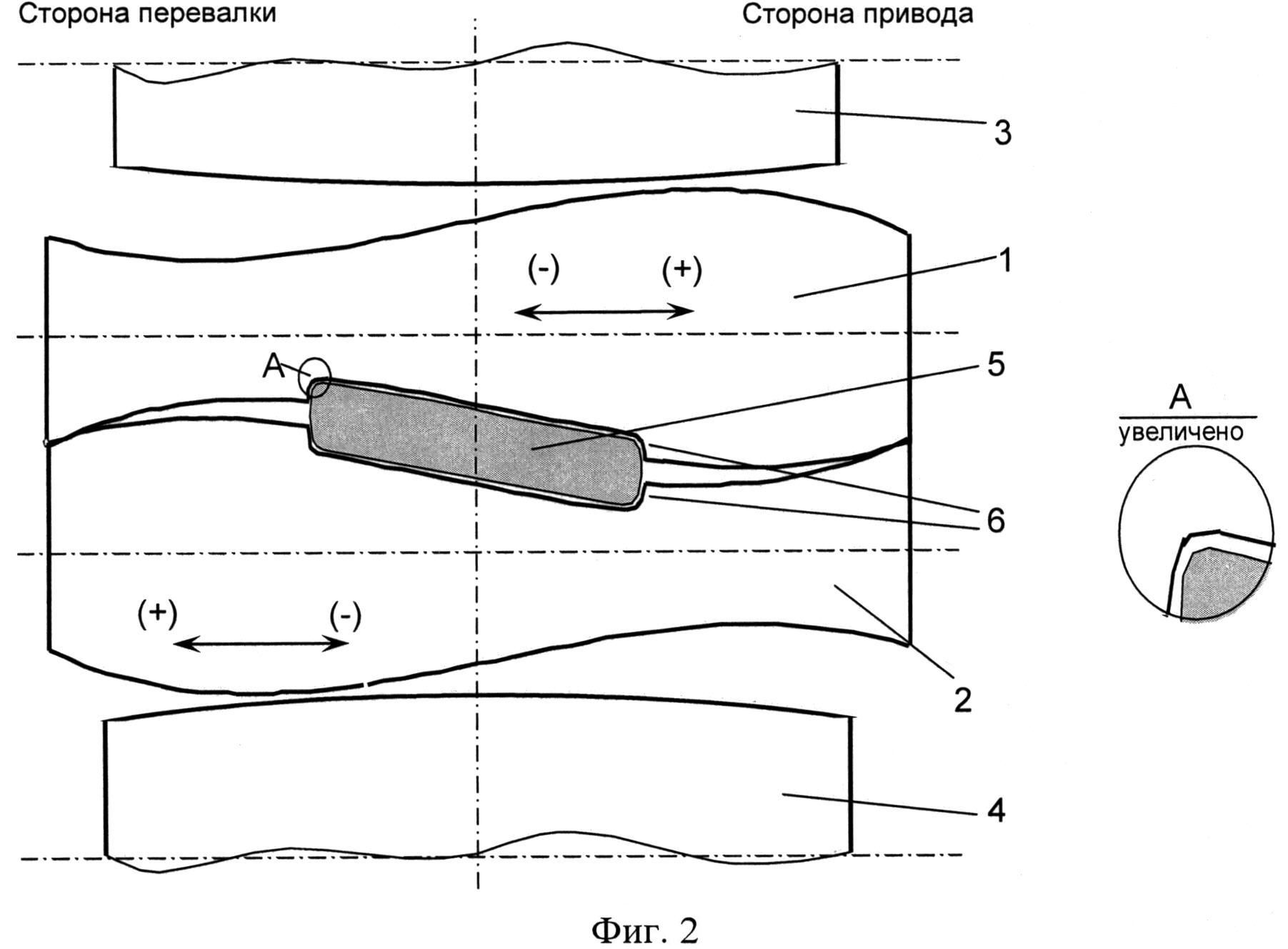
Известные способ холодной прокатки и стан, его реализующий, позволяют получать необходимую для стабильной прокатки трансформаторной стали планшетность полосы с толщиной более 0,4÷0,5 мм - величиной, равной удвоенному сплющиванию и изгибу рабочих валков под полосой. Недостатком данного технического решения является то, что при толщине прокатываемой полосы тоньше 0,4÷0,5 мм (а толщина готовой полосы из трансформаторной стали имеет толщину 0,265 мм и тоньше), из-за сплющивания валков под воздействием жесткой полосы образуется калибр, который замыкается свободными от полосы участками валков - фиг. 2. На фиг. 2 обозначения аналогичны обозначению фиг. 1: 1 и 2 - верхний и нижний S-образные рабочие валки, 3 и 4 - верхний и нижний выпуклые опорные валки, 5 - прокатываемая полоса, 6 - сплющивание рабочих валков под и над полосой. Величина осевого смещения рабочих валков на фиг. 2 равна нулю. Также краевому контакту валков способствует естественный изгиб валков от воздействия усилия прокатки - на фиг. 2 не показан. При краевом контакте верхнего и нижнего рабочих валков друг с другом (фиг. 2) регулирование профиля и планшетности полосы нарушается и тонкая неплоская полоса обрывается. Кроме того, сплющивание валков неравномерно по ширине полосы. На краевых участках сплющивания величина сплющивания валков меньше из-за воздействия жестких, свободных от полосы зон валков, не сплющенных полосой. Поэтому прикромочные участки полосы деформируются сильнее, чем центральные участки (на фиг. 2 выделено на виде А). Такая неравномерная по ширине деформация полосы приводит к ее неплоскостности - мелкой краевой волнистости, так называемой «рюшке» и, в дальнейшем, к обрыву полосы.
В заявленных способе холодной прокатки полос из трансформаторной стали и стане для его реализации решается задача устойчивой многопроходной холодной прокатки тонких полос из хрупкой трансформаторной стали высокой жесткости с возможностью достижения повышенной температуры полосы (свыше 200 C°) в последних проходах.
Данная задача решается за счет того, что в способе холодной прокатки полос из трансформаторной стали, включающем многопроходную прокатку полос в стане холодной прокатки с рабочими валками S-образного профиля, развернутыми один относительно другого на 180°, с взаимным осевым перемещением валков и их противоизгибом гидроцилиндрами, прокатку производят в рабочих валках с краевыми скосами, выполненными на их бочках, с суммарным обжатием 85÷90% и с повышенной температурой полосы в последних проходах, при этом обжатие в последнем проходе составляет не менее 85÷95% от среднего обжатия в предыдущих проходах. Кроме того, положение рабочих валков при их осевом перемещении от прохода к проходу постепенно изменяют, обеспечивая наиболее выпуклый профиль валков в комплекта в 1-м проходе и наименее выпуклый или вогнутый - в последнем проходе для уменьшения нагрузки гидроцилиндров противоизгиба до 10÷30% от максимального значения и поддержания равномерного распределения натяжения по ширине полосы. При этом в установившемся режиме прокатки осевое положение рабочих валков корректируют со скоростью осевого перемещения, составляющей 0,01÷0,02% величины линейной скорости вращения этих валков. Этот способ прокатки возможно реализовать на стане холодной прокатки полос из трансформаторной стали, содержащий верхний и нижний рабочие валки с S-образным профилем, развернутые один относительно другого на 180°, средства осевого перемещения и системы регулирования профиля и планшетности прокатываемых полос за счет взаимного осевого перемещения валков и их противоизгиба гидроцилиндрами, отличающийся тем, что бочки рабочих валков выполнены с краевыми скосами, глубина которых равна 50÷200% величины максимального сплющивания валков при прокатке, а длина Lc определяется по выражению:

где Lp - длина бочки рабочего валка,
В - ширина прокатываемой полосы,
смакс - максимальная величина осевого перемещения валков в процессе прокатки, заданная при установке валков.
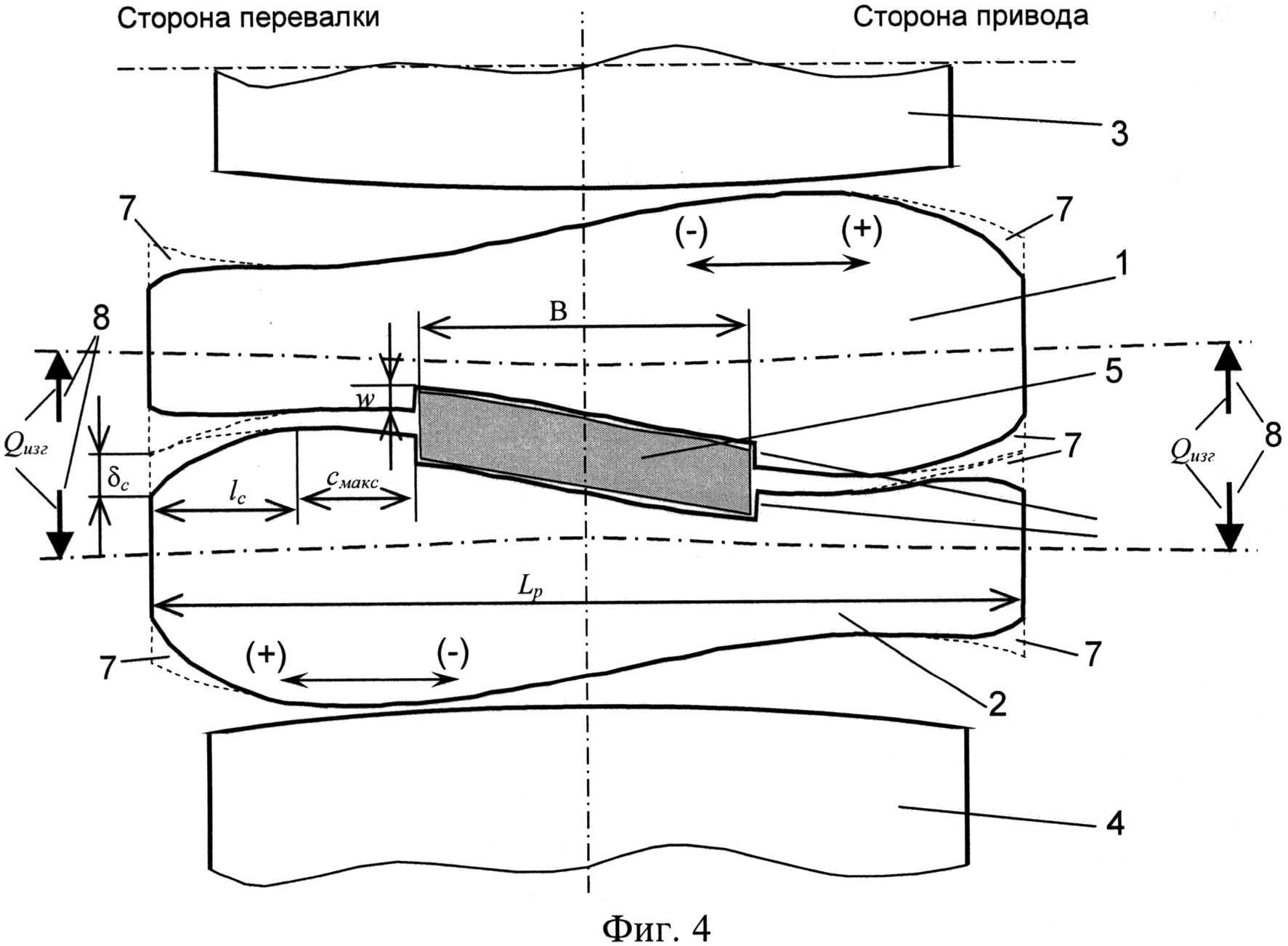
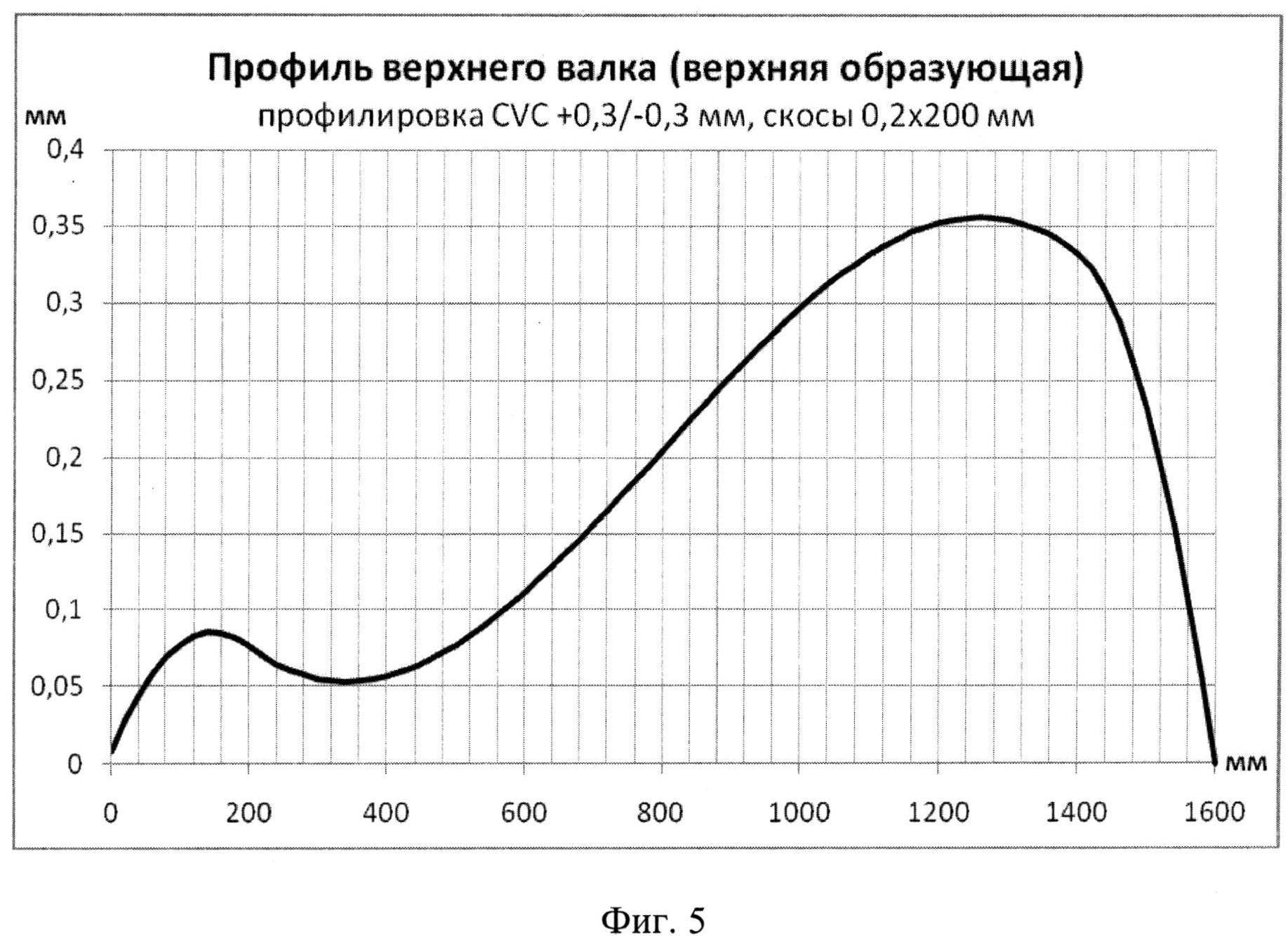
На фиг. 3 схематично показан процесс прокатки полосы с малым, как у аналогов (показано штриховыми линиями), и с предлагаемым большим обжатием (показано сплошными линиями) в последнем проходе. На фиг. 4 схематично показана прокатка полосы на стане холодной прокатки с комплектом S-образных рабочих валков со скосами и работа гидроцилиндров противоизгиба валков для поддержания равномерного распределения натяжений по ширине полосы. На фиг. 5 показан пример исполнения профилировки S-образного валка со скосами.
На фиг. 3 обозначено: 1 - полоса из трансформаторной стали, прокатываемая с малым обжатием в последнем проходе, как у аналогов, с толщины H1 на заданную толщину h рабочими валками 2 (обозначено штриховыми линиями), 3 - полоса, прокатываемая с предлагаемым большим обжатием в последнем проходе (не меньше 85÷95% от среднего обжатия в предыдущих проходах) с толщины Н2 на ту же толщину h валками 4 (обозначено сплошными линиями). На фиг. 4 обозначено: 1 и 2 - верхний и нижний S-образные рабочие валки, 3 и 4 - верхний и нижний выпуклые опорные валки, 5 - прокатываемая полоса, 6 - сплющивание рабочих валков под и над полосой, 7 - краевые скосы бочек рабочих валков, 8 - усилия от гидроцилиндров противоизгиба рабочих валков. Величина осевого смещения рабочих валков на фиг. 4 равна нулю.
Предлагаемый способ холодной прокатки полос из трансформаторной стали на предлагаемом стане холодной прокатки осуществляется следующим образом.
В связи с тем, что суммарное обжатие в предыдущих проходах при предлагаемом обжатии в последнем проходе не меньше 85÷95% от среднего обжатия в предыдущих проходах меньше, чем в аналогах, то, во-первых, предел текучести полосы в этом случае перед последним проходом ниже - металл менее наклепан, во-вторых, из-за большего выделения тепла от пластической деформации в этом проходе (рост примерно на 40%) выше, температура полосы Т2 по сравнению с Т1, что также снижает предел текучести металла, а значит и сопротивление деформации. Следовательно, и среднее удельное давление при прокатке с большим обжатием в последнем проходе рср_2 меньше, чем в случае с малым обжатием в последнем проходе - pcp_1 (аналоги). Величина упругого сплющивания валков под полосой w, по представлению Г.Герца (например, Теория продольной прокатки, Целиков А.И. и др., М., Металлургия, 1980 г. ), в большей степени зависит от среднего удельного давления - прямо пропорционально, а от величины абсолютного обжатия в меньшей степени - величина обжатия под знаком квадратного корня. Отсюда, например, при увеличении обжатия в последнем проходе на 10% и уменьшении предела текучести металла перед этим проходом рср_2 на 10%, сплющивание валков при прокатке w2 снизится примерно на 7% - см. фиг. 3. В результате, для получения требуемой выходной толщины h валки надо развести на величину 25, что снизит вероятность краевого контакта валков. Предлагаемая величина обжатия в последнем проходе (не меньше 85÷95% от среднего обжатия в предыдущих проходах) была найдена экспериментальным путем, снизу ограничена техническим эффектом по прекращению упругого краевого контакта валков друг с другом, сверху - ростом величины усилия прокатки.
Описанный выше механизм работает при установившемся процессе прокатки. В переходных режимах - при прокатке с пониженной (заправочной) скоростью переднего и заднего концов полосы, когда температура полосы опускается ниже 100°C, и усилие прокатки возрастает до 18-20 Мн. Это усилие больше, чем у аналогов, так как температура полосы остается низкой, а площадь контакта полосы с валками возросла из-за увеличения обжатия. При этом начнутся, как описывалось выше, краевые контакты бочек рабочих валков - фиг. 1 и фиг. 2. Для устранения этого явления и реализации предлагаемого способа прокатки на стане холодной прокатки рабочие валки с S-образными профилировками изготавливают со скосами на краях бочек глубиной, равной 50÷200% величины максимального сплющивания валков под полосой, и длиной
 где Lp - длина бочки рабочего валка, В - ширина прокатываемой полосы, смакс - планируемая максимальная величина осевого перемещения валков при прокатке полос в монтаже валков - фиг. 4. Это техническое решение снижает вероятность краевого контакта рабочих валков друг с другом при прокатке тонкой жесткой полосы из трансформаторной стали и позволяет прокатывать полосу с большими обжатиями в последнем проходе. Глубина скосов δс выбрана с учетом гарантированной компенсации сплющивания и изгиба валков от усилия прокатки. Длина скосов lc выбрана из условия, что полоса не должна прокатываться участками валков, на которых изготовлены скосы - фиг. 4.
где Lp - длина бочки рабочего валка, В - ширина прокатываемой полосы, смакс - планируемая максимальная величина осевого перемещения валков при прокатке полос в монтаже валков - фиг. 4. Это техническое решение снижает вероятность краевого контакта рабочих валков друг с другом при прокатке тонкой жесткой полосы из трансформаторной стали и позволяет прокатывать полосу с большими обжатиями в последнем проходе. Глубина скосов δс выбрана с учетом гарантированной компенсации сплющивания и изгиба валков от усилия прокатки. Длина скосов lc выбрана из условия, что полоса не должна прокатываться участками валков, на которых изготовлены скосы - фиг. 4.
Как правило, поперечный профиль горячекатаной полосы выпуклый - середина полосы толще кромок. При холодной прокатке для создания равномерного распределения натяжений по ширине полосы, а значит отсутствия непланшетности полосы, профиль полосы на выходе из клетей должен повторять профиль на входе. В предлагаемом стане холодной прокатки перед первым проходом S-образные рабочие валки с осевой сдвижкой выставляют в осевом положении так, чтобы с учетом всех влияющих факторов (изгиб, сплющивание, тепловая выпуклость, станочный профиль и осевая сдвижка), прокатка не вызывала бы изменения профиля полосы и неравномерность распределения натяжения по ширине полосы отсутствует. Перед следующим вторым проходом рабочие валки перемещают в осевом направлении на 5-10 мм так, чтобы комплект валков стал менее выпуклым. Для компенсации новой более выпуклой прокатной щели и сохранения равномерности распределения натяжений по ширине полосы гидроцилиндрами противоизгиба изгибают рабочие валки усилием порядка 10÷30% от максимального значения (8 на фиг. 4) и этим, кроме выравнивания распределение натяжений, отрывают сплющенные участки валков от кромок полосы, устраняя дефект «рюшка» (см. фиг. 2). Перед следующим проходом осевым перемещением S-образных рабочих валков еще увеличивают вогнутость (уменьшают выпуклость) комплекта валков и также изгибают валки при прокатке примерно тем же усилием противоизгиба - 10÷30% от максимального значения. И так во всех проходах прокатки полосы. В том случае, если при прокатке выясняется, что осевое перемещение валков перед прокатным проходом было установлено не совсем верно (нет равномерности распределения натяжений по ширине полосы или не устанавливается величина противоизгиба в 10÷30% от максимального значения), то осевое положение валков корректируют при прокатке полосы в установившемся режиме (скорость прокатки постоянна) с пониженной скоростью осевого перемещения порядка 0,01÷0,02% величины линейной скорости вращения этих валков. Этим добиваются целевых параметров: равномерное распределение натяжений по ширине при действии противоизгиба в 10÷30% от максимального значения, когда не образуется кромочная «рюшка» полосы. Ограничение скорости осевого перемещения валков при прокатке вызвано ростом сил трения рабочих валков о полосу и об опорные валки, которые зависят от линейной скорости валков.
Предлагаемый способ холодной прокатки полос из трансформаторной стали и стан для его реализация был опробован на одноклетьевом 4-валковом реверсивном стане производства динамных сталей ОАО «НЛМК», оборудованном механизмами осевой сдвижки рабочих валков и системой автоматического управления гидроизгиба валков.
В соответствии с предлагаемым изобретением на реверсивном стане были установлены выпуклые опорные валки с профилировкой +0,3 мм, завалены S-образные выпукло-вогнутые рабочие валки с профилировкой +0,3 мм при осевой сдвижке -100 мм и -0,3 мм при сдвижке +100 мм. На рабочих валках длиной бочки Lp=1600 мм были изготовлены скосы длиной lc=200 мм и глубиной δс=0,2 мм - фиг. 5. Перед 1-м прокатным проходом осевая сдвижка валков была установлена в положение -40 мм (по верхнему валку), что соответствует эквивалентной выпуклой профилировке валков +0,12 мм.
Прокатывалась полоса из трансформаторной стали шириной В=1050 мм в пять проходов с толщины 2,3 мм до конечной толщины 0,265 мм. Расчетное максимальное сплющивание валков w=0,1 мм. Максимальная планируемая осевая сдвижка валков |смакс|=40 мм. В таблице приведены основные технологические параметры прокатки трансформаторной полосы по предлагаемому изобретению.
В соответствии с предлагаемым изобретением величина обжатия в последнем пятом проходе (32%) равна 89% среднего обжатия предыдущих четырех проходов. Перед каждым проходом изменением осевого положения валков примерно на 10 мм уменьшали выпуклость комплекта валков так, чтобы автоматическая система управления работой цилиндров гидроизгиба валков для поддержания равномерности распределения натяжения по ширине полосы (по информации стрессометрического ролика) включала гидроцилиндры в режиме противоизгиба в интервале 10÷30% от максимального значения - см. таблицу. Установленное осевое положение валков 0 мм перед 5-м проходом оказалось недостаточным, так как в начале прокатки полосы в этом проходе величина гидроизгиба равнялась -5% (дополнительный изгиб). Тогда в процессе

прокатки полосы при скорости 550 м/мин (9,2 м/с) провели корректирующее перемещение валков в осевом направлении со скоростью 1 мм/с до позиции сдвижки +5 мм. После этого изгиб валков стал равен +15% - значение соответствующее предлагаемому изобретению. Прокатка полосы из трансформаторной стали прошла устойчиво во всех пяти проходах, после прокатки полоса не имела дефектов по планшетности.
Использование предлагаемых способа холодной прокатки полос из трансформаторной стали и стана для их прокатки позволяет производить высокопроницаемую трансформаторную сталь соответствующего качества по геометрии, структуре и текстуре.
Способ производства холоднокатаной электротехнической изотропной стали с улучшенной плоскостностью
Брикет экструзионный (брэкс) промывочный
Брикет экструзионный (брэкс) коксовый
Брикет экструзионный (брэкс)-компонент шихты для выплавки металла в электропечах
Способ получения брикета экструзионного (брэкса) для выплавки металла
Брикет экструзионный (брэкс) - компонент доменной шихты
Брикет экструзионный (брэкс) шламовый
Способ производства ферросилиция
Способ производства особонизкоуглеродистой холоднокатаной изотропной электротехнической стали
Способ производства высокопроницаемой электротехнической изотропной стали
Способ производства холоднокатаной электротехнической изотропной стали с улучшенной плоскостностью
Брикет экструзионный (брэкс) промывочный
Брикет экструзионный (брэкс) коксовый
Брикет экструзионный (брэкс)-компонент шихты для выплавки металла в электропечах
Способ получения брикета экструзионного (брэкса) для выплавки металла
Брикет экструзионный (брэкс) - компонент доменной шихты
Брикет экструзионный (брэкс) шламовый
Способ производства ферросилиция
Способ производства особонизкоуглеродистой холоднокатаной изотропной электротехнической стали
Способ производства высокопроницаемой электротехнической изотропной стали

