Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ НЕКОМПАКТНЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к обработке металлов давлением методом непрерывной экструзии, и может использоваться для получения длинномерных заготовок из некомпактного материала, таких как металлический порошок, стружка, гранулы, что позволяет снизить потери металла при обработке и повысить его физико-механические свойства. Данное устройство позволяет также получать композиционные материалы.
Известны устройства для прессования («Устройство для непрерывного углового прессования», патент РФ №2345861, МПК B21J 5/06, B21J 13/00, В21С 25/08, опубл. 10.02.2009). Изобретение относится к деформационной обработке металлов и может быть использовано для получения длинномерных ультрамелкозернистых металлических заготовок с улучшенными физико-механическими свойствами. Устройство содержит приводное рабочее колесо с калибром, колодку со вставкой и упор. Указанные элементы имеют рабочие поверхности, совокупность которых образует канал прессования. Упор установлен на площадке, которая перемещается посредством упорного винта для плавного регулирования высоты канала прессования. Недостатками данного устройства является низкое качество изделия, обусловленное его неоднородной плотностью, а также узкие технологические возможности.
Известно также устройство для непрерывной экструзии (прототип) («Устройство непрерывной экструзии», патент РФ №2164832, МПК В21С 23/00, В21С 25/00, опубл. 10.04.2001). Настоящее изобретение относится к устройствам для обработки металлов методом непрерывной экструзии, при которой подаваемый материал вводится в кольцевую канавку вращающегося колеса и в дальнейшем направляется в канал, образуемый канавкой и дугообразным приспособлением. Недостатками прототипа являются низкое качество изделия, обусловленное его неоднородной структурой и плотностью, а также узкие технологические возможности.
Технический эффект, который достигается от использования предлагаемого изобретения, - повышение качества изделия путем обеспечения однородной и более высокой плотности и расширение технологических возможностей устройства.
Указанный технический эффект достигается тем, что устройство содержит два рабочих и один силовой ролики, а также замкнутую ленту, которая связывает своей внутренней поверхностью периферийные поверхности роликов, а наружной поверхностью контактирует с деформируемым материалом по дуге, эквидистантной периферийной поверхности колеса. Рабочие ролики жестко установлены на неподвижных осях, отстоящих от центра колеса на расстоянии, превышающем радиус периферийной цилиндрической поверхности колеса. Силовой ролик жестко установлен на подвижной оси, отстоящей от центра колеса на большем расстоянии, чем центры рабочих роликов, и снабжен упругим элементом для создания давления ленты на деформируемый материал. Технический эффект достигается также тем, что один из силовых роликов соединен с приводом и обеспечивает движение ленты со скоростью, превышающей линейную скорость периферийных точек колеса.
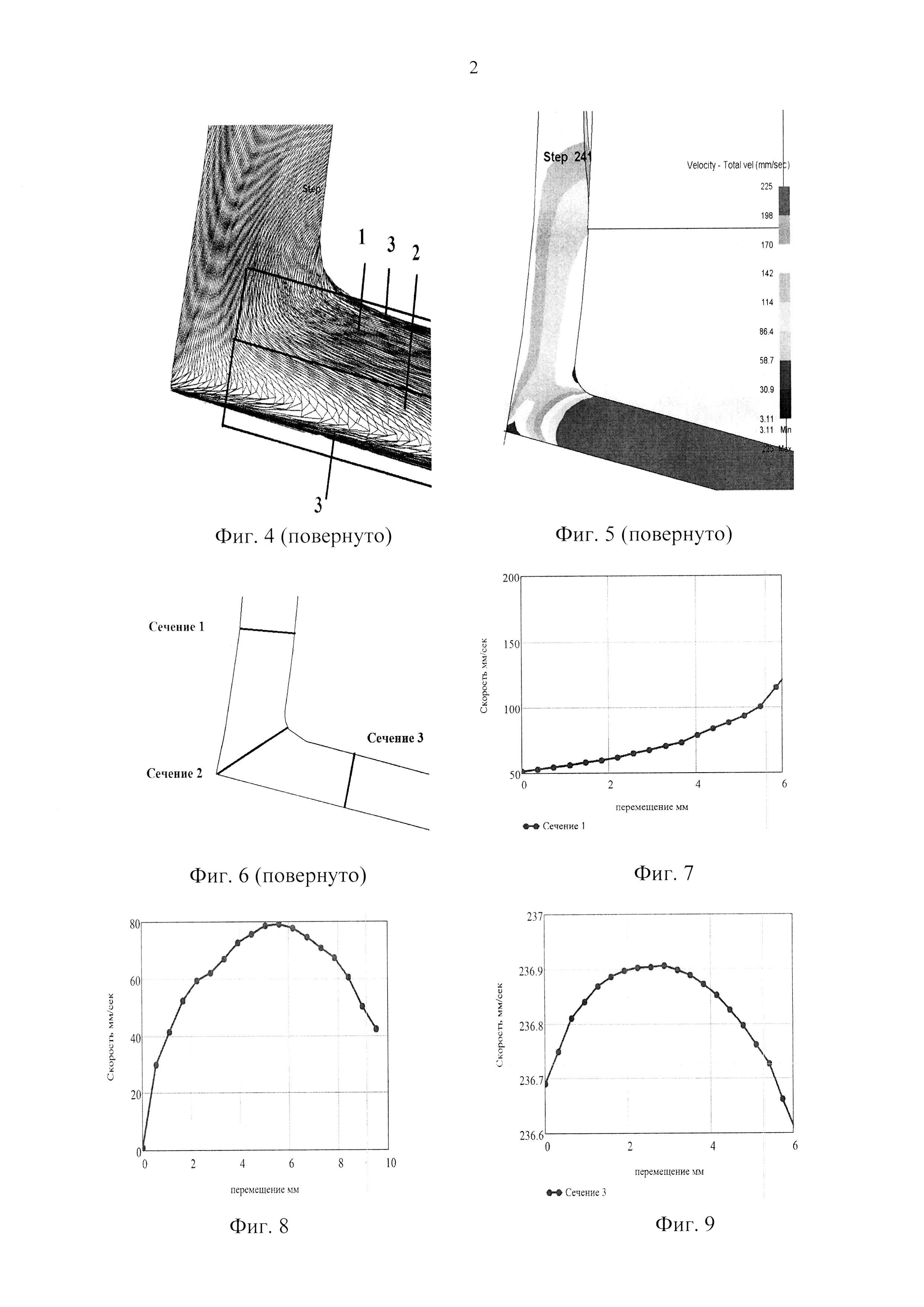
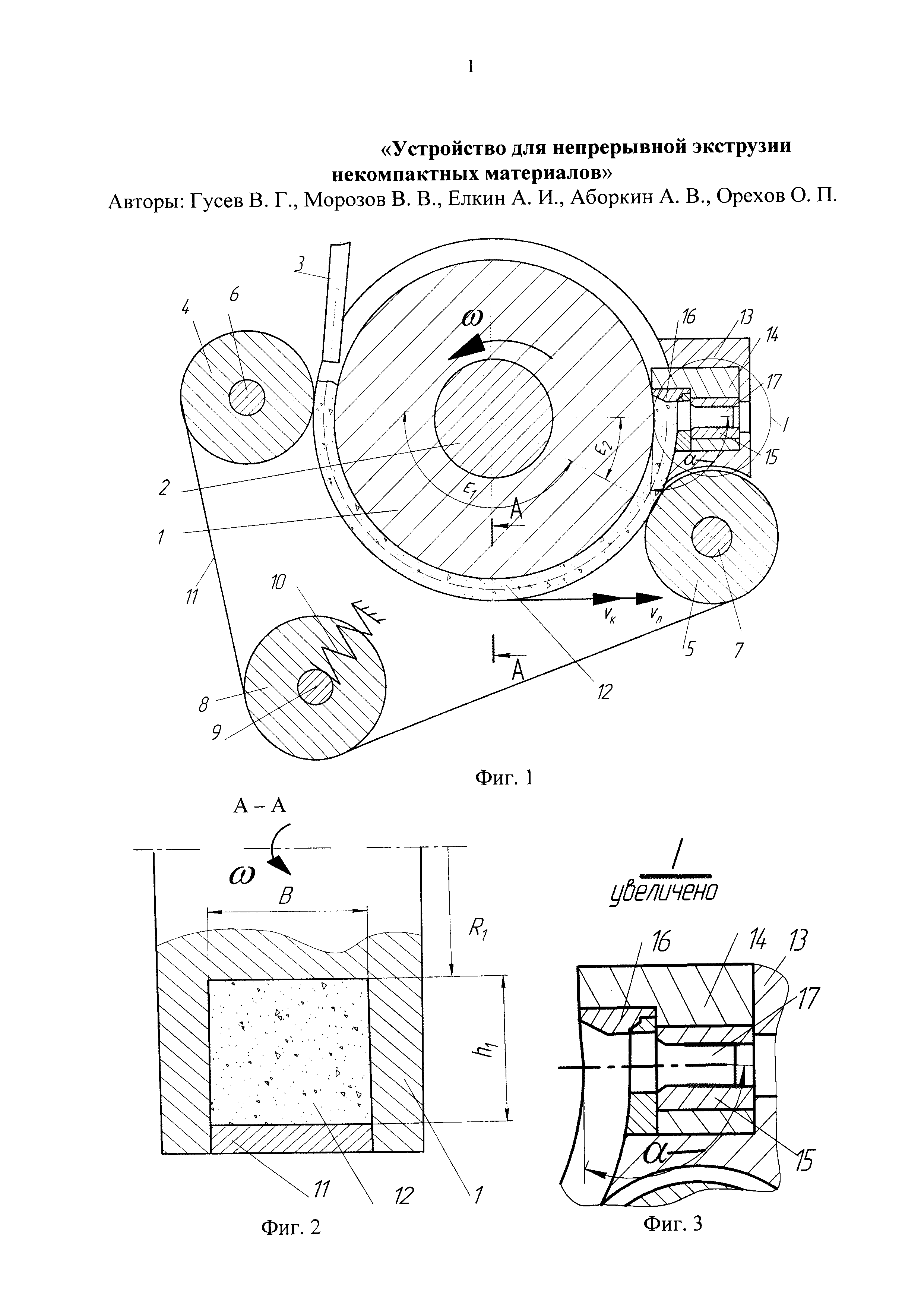
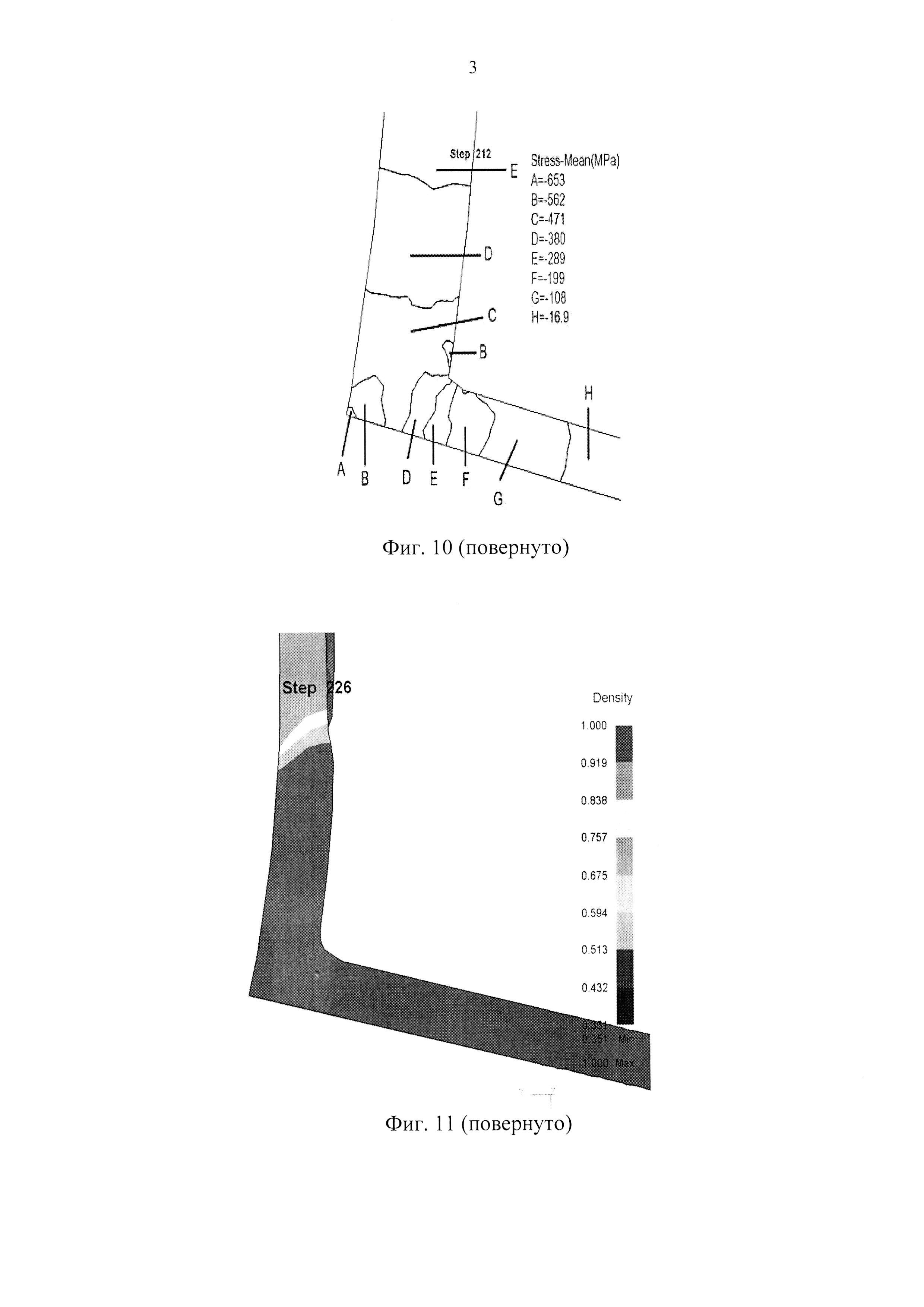
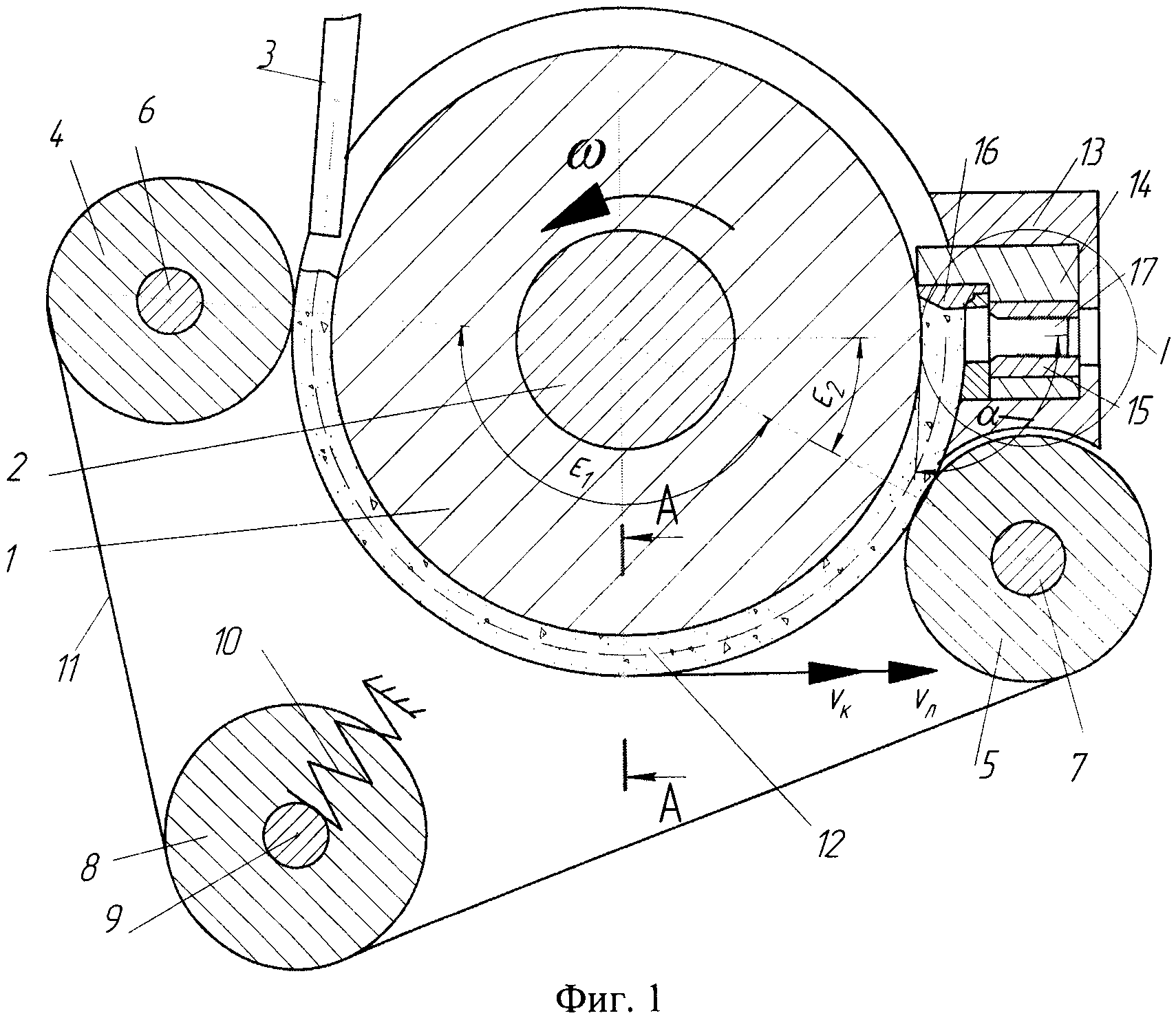
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 изображено поперечное сечение устройства для непрерывной экструзии некомпактных материалов; на фиг. 2 - поперечное сечение А-А кольцевой канавки на фиг. 1; на фиг. 3 - увеличенное изображение зоны I деформации металла на фиг. 1; на фиг. 4 - деформация металла по сечению канала матрицы; на фиг. 5 - скорости течения деформируемого материала по сечению канала матрицы; на фиг. 6 - местоположение поперечных сечений 1, 2 и 3 канала матрицы; на фиг. 7 - изменение скорости течения металла в поперечном сечении 1 на фиг. 6; на фиг. 8 - изменение скорости течения металла в поперечном сечении 2 на фиг. 6; на фиг. 9 - изменение скорости течения металла в поперечном сечении 3 на фиг. 6; на фиг. 10 - распределение гидростатического давления в окрестности матрицы и ее канале; на фиг. 11 - изменение плотности материала в окрестности матрицы и ее канале.
Устройство для непрерывной экструзии содержит рабочее колесо 1 с кольцевой канавкой (фиг. 1), жестко закрепленное на приводном валу 2 (например, с помощью шлицев или шпонки, на фиг. 1 не показано). Для подачи в кольцевую канавку некомпактного материала (стружки, гранул, порошка) предназначена трубка 3. Рабочие ролики 4 и 5 установлены соответственно на ведущем валу 6 и оси 7, центры которых расположены на расстоянии, превышающем радиус окружности периферии колеса 1.
Устройство содержит также силовой ролик 8, установленный на оси 9, поджатой упругим элементом, например винтовой пружиной 10. Вал 6 и ось 7 занимают неподвижное положение относительно колеса 1, а ось 9 может смещаться относительно колеса при сжатии пружины 10. Замкнутая лента 11 выполнена из металла или другого прочного материала, контактирует своей внутренней поверхностью с периферийными цилиндрическими поверхностями роликов 4, 5, 8, наружной поверхностью - с деформируемым металлом 12 по дуге, эквидистантной периферийной цилиндрической поверхности колеса. Сжатием пружины 10 обеспечивается изменение пространственного положения силового ролика 8, а следовательно, требуемое значение усилия прижатия ее к деформируемому материалу.
Размеры кольцевой канавки колеса 1: В - ширина, h1 - высота (фиг. 2, сечение А-А). В колодке 13 расположены держатель 14 матрицы 15 и упор 16 (фиг. 3 ). На выходе матрицы 15 в канале 17 получаем компактное (сплошное) изделие, сформированное из некомпактного (сыпучего) материала.
Устройство для непрерывной экструзии некомпактных материалов работает следующим образом. По трубке 3 некомпактный материал подается в кольцевую канавку рабочего колеса 1, вращающегося с угловой скоростью ω. Рабочим колесом 1 и металлической лентой 11 некомпактный материал транспортируется по дуге окружности. Регулирование давления ленты 11 на деформируемый материал 12 осуществляется сжатием винтовой пружины 10 (возможны и другие способы регулирования давления).
За счет активных сил трения между поверхностями контакта некомпактного материала с поверхностями кольцевой канавки колеса 1 и ленты 11 в районе упора 16 создается гидростатическое давление, достаточное для непрерывной экструзии металла через выходной канал 17 матрицы 15. Линейная скорость νл ленты 11 больше линейной периферийной скорости νк колеса 1 на (1-2)%, что способствует сжатию и продвижению деформируемого материала к матрице 15. Совокупное действие вращающейся кольцевой канавки и ленты на деформируемый материал вызывает его непрерывную экструзию через выходной канал 17 матрицы 15.
Ранее отмечалось, что экструзия материала с использованием прототипа не обеспечивает высокого качества изделия по причине различных скоростей течения материала через матрицу. Различие скоростей течения приводит к неравномерной плотности изделия и снижению других физико-механических характеристик.
Для подтверждения этого факта авторы провели моделирование процесса непрерывного канально-углового прессования некомпактного материала (алюминиевого порошка Din-AL-99,5(550950F(300-500C)) в программном комплексе Deform 3D при значении угловой скорости колеса 1 ω=1,046 рад/с, коэффициенте вытяжки (λ=2,0-2,5), диаметре выходного канала матрицы - 6 мм и коэффициенте трения деформируемого материала с материалом рабочих элементов устройства (µ=0,1 и 0,7).
На фиг. 4 видна зона 1 с ярко выраженной деформацией металла и вытянутой структурной сеткой; зона 2 - с менее выраженной деформацией; зона 3 - с интенсивной деформацией, образовавшейся на стенках канала матрицы. Волокна металла, прилегающие к стенкам канала матрицы, испытывают интенсивные деформации чистого сдвига, вследствие чего образуются жесткие зоны деформированного материала.
В результате моделирования установлено, что доминирующее влияние на процесс формирования структуры, плотности металла и на распределение давления в зоне деформации оказывает разность скоростей течения различных его слоев, угол α (фиг. 1 и 3) между направлением движения металла в кольцевой канавке колеса перед матрицей и в канале матрицы, а также коэффициент трения µ деформируемого металла с материалом колеса и матрицы.
При использовании устройства-прототипа под действием активных сил трения между деформируемым материалом и рабочим колесом слои металла, прилегающие к поверхностям кольцевой канавки, имеют большую скорость течения, чем слои, на которые действует реактивные силы трения, создаваемые неподвижными элементами оснастки. В процессе непрерывной экструзии алюминиевого материала через канал матрицы наблюдался разброс скоростей течения от 3,11 до 225,0 миллиметров в секунду (фиг. 5).
Столь значительный градиент скоростей по границам деформационной зоны приводит к разбросу физико-механических свойств и снижению качества пресс-изделия (к неравномерной плотности и др.). Для повышения плотности и равномерного распределения ее по объему пресс-изделия необходимо увеличивать активные силы трения, способствующие возрастанию сил и напряжений сжатия в деформируемом материале, находящемся в кольцевой канавке колеса и в канале самой матрицы.
Под действием силы трения со стороны колеса движение металла ускоряется, при достижении упора 16 металл тормозится, образуя так называемые жесткие зоны (зоны с минимальными скоростями движения). Жесткие зоны, в свою очередь, тормозят центральные слои металла, движущиеся с более высокой скоростью.
В поперечном сечении 1 (фиг. 6) скорость металла максимальна в окрестности, прилегающей к колесу (фиг. 7); в поперечном сечении 2 и 3 скорость максимальна в центре (фиг. 8 и 9).
При угле наклона α=120° и 150° значения гидростатического давления меньше, чем при угле α=90° (фиг. 10). Разница давления составляет от 80 до 200 МПа, то есть 12-30%. Моделированием установлено, что значение гидростатического давления -352 МПа является недостаточным для качественного процесса консолидации порошкового материала.
Гидростатическое давление снижается при уменьшении силы трения и увеличении угла наклона матрицы. Использование материалов для экструзии с коэффициентом трения µ=0,1 не рекомендуется ввиду значительного ухудшения процесса консолидации порошка из-за недостаточного уровня гидростатического давления. Удовлетворительное протекание процесса консолидации порошка наблюдается при коэффициенте трения µ≥0,35.
В предложенном устройстве предусмотрены два источника продвижения деформируемого материала через матрицу, один из которых реализуется вращением рабочего колеса 1, а второй - движением замкнутой ленты 11, что позволяет увеличить активные силы трения и обеспечить напряжения сжатия по всему каналу матрицы.
Моделирование процесса канально-углового прессования некомпактного материала показало, что при использовании предложенного устройства плотность деформируемого материала становится равной единице уже на входе в зону полного контакта с рабочими поверхностями матрицы, что позволяет получать на выходе из канала компактный материал изделия с постоянной плотностью (фиг. 11).
Таким образом, применение предложенного устройства для непрерывной экструзии по сравнению с прототипом расширяет технологические возможности устройства (позволяет получать изделия как из цельных прутковых заготовок, так и из некомпактного, т.е. сыпучего материала) и обеспечивает выход материала с более однородной плотностью.
Установим аналитические зависимости, на основании которых можно объяснить факт повышения качества пресс-изделия при работе предложенного устройства.
Активная сила трения в прототипе создается благодаря сцеплению металла с кольцевой канавкой колеса и определяется по формуле:

где В - ширина кольцевой канавки;
R1 - радиус дуги окружности, по которой очерчено дно кольцевой канавки (фиг. 2);
h1 - высота кольцевой канавки;
ε1 - центральный угол контакта прессуемого материала с колесом (фиг. 1);
σm1 - давление деформируемого металла на стенки кольцевой канавки;
µ1 - коэффициент трения деформируемого материала о материал кольцевой канавки колеса.
Сила трения торможения (сила сопротивления), возникающая при работе прототипа,

где ε2 - центральный угол, соответствующий дуге контакта деформируемого материала с элементами неподвижной оснастки;
Fтр.м - сила трения деформируемого металла при его прохождении относительно неподвижной матрицы.
Усилие прессования материала при работе прототипа

Активная сила трения при работе предлагаемого устройства

µ2 - коэффициент трения деформируемого материала о материал ленты 11 (фиг. 1).
Сила трения торможения, возникающая при работе предлагаемого устройства

Сила прессования материала при работе предлагаемого устройства

Сравнение выражений (3) и (6) показывает, что сила прессования при использовании предлагаемого устройства выше, чем у прототипа, что положительно сказывается на уплотнении деформируемого материала, а следовательно, и на выравнивании плотности пресс-изделия по объему. Факт выравнивания плотности по объему пресс-изделия подтверждается фиг. 11.
Ввиду того, что линейная скорость ленты незначительно больше скорости приводного колеса, возникает дополнительное усилие сжатия деформируемого материала по периферии, что также способствует его уплотнению. Создание больших напряжений сжатия в поперечном сечении деформируемого материала путем использовании предлагаемого устройства позволяет получать цельные изделия из некомпактного материала и обеспечить более однородную плотность готового изделия, то есть обеспечить более высокое его качество.
Способ модификации полупроводниковой пленки лазерным излучением
Инструмент для очистки поверхностей
Способ изготовления армированной клееной деревянной балки
Дымовой пожарный извещатель
Карусельный ветродвигатель
Устройство для изготовления поршней двигателя внутреннего сгорания.
Способ получения графена
Система подачи топлива в камеру сгорания газодизеля
Способ определения реакции восстановления организма человека после снятия физической нагрузки
Способ осаждения полупроводниковых наночастиц халькогенидов свинца из коллоидных растворов
Автономная система пожарной сигнализации
Способ диагностики высоковольтного оборудования по параметрам частичных разрядов
Протекторный сплав на основе алюминия
Роторный подложкодержатель
Устройство для очистки потока жидкости от твердых частиц загрязнений
Способ модификации полупроводниковой пленки лазерным излучением
Инструмент для очистки поверхностей
Способ изготовления армированной клееной деревянной балки
Дымовой пожарный извещатель
Карусельный ветродвигатель

