Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ КАЧЕСТВА АДГЕЗИОННОГО СОЕДИНЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области ракетной и измерительной техники и может быть использовано при выходном контроле на предприятии-изготовителе корпуса ракетного двигателя и входном контроле на предприятии-изготовителе твердотопливного заряда.
Актуальность изобретения обусловлена необходимостью гарантированного обеспечения структурной целостности границы скрепления теплозащитного покрытия с корпусом ракетного двигателя на твердом топливе (РДТТ) на всех этапах его эксплуатации и штатной работы.
Отсутствие отслоений в зоне скрепления "пустого" корпуса с теплозащитным покрытием не гарантирует обеспечение целостности указанной границы после его заполнения топливной массой и завершения изготовления скрепленного с ним заряда. Опыт отработки РДТТ показывает, что в ряде случаев отслоения по границе теплозащитное покрытие (ТЗП) - герметизирующий слой (ГС) - силовая оболочка днища корпуса (СОД) появляются и обнаруживаются средствами дефектоскопии только после изготовления и штатной эксплуатации (в пределах гарантийных сроков) скрепленных с корпусом зарядов. Такие корпусные дефекты (отслоения) относятся к категории "скрытых". Зоны появления и раскрытия указанных отслоений локализуются в области, прилегающей к вершине замка манжетного раскрепления (ЗМР). Причины раскрытия этих дефектов связаны с силовым воздействием заряда на ТЗП корпуса в процессе эксплуатации РДТТ. Технология изготовления корпуса должна гарантировать обеспечение целостности границы ТЗП - силовая оболочка корпуса на всех этапах штатной эксплуатации РДТТ.
Качество скрепления ТЗП с СОД корпуса обеспечивается выбранной рецептурой клея и оптимальными параметрами технологии изготовления ТЗП, ГС и органопластикового корпуса. Контроль прочностных адгезионных характеристик в зоне границ ТЗП - ГС и ГС - СОД корпуса базируется на использовании образцов-грибков [ОСТ 3-4587-80. Методы определения предела прочности сцепления теплозащитных материалов при отрыве], изготавливаемых из специальных модельных изделий (спутников). Однако количественные оценки этих контрольных испытаний не отражают реальный прочностной ресурс натурного изделия в указанных зонах вследствие неадекватности технологии изготовления спутников технологическим режимам изготовления корпуса. Результаты указанных испытаний "спутников" позволяют контролировать влияние только рецептурных и сырьевых факторов, не отражая особенности технологии намотки органопластикового волокна на технологическую оправку, которая оказывает существенное влияние на прочностные характеристики в зоне скрепления ТЗП с СОД.
Проводимый в настоящее время на натурных корпусах и принятый в качестве прототипа способ контроля качества скрепления и структурной целостности зоны ТЗП - ГС и ГС - СОД [В.А. Барынин, О.Н. Будадин, А.А. Кульков. Современные технологии неразрушающего контроля конструкций из полимерных композиционных материалов. М., Издательский дом "СПЕКТР", РАЗДЕЛ 3.3, СТР. 101-103, РИС. 3.18, 3.20, 2013 г.] включает зондирование контролируемой зоны сигналами ультразвуковых колебаний, регистрацию прошедших через указанную зону ультразвуковых колебаний, по параметрам которых судят о состоянии контролируемой зоны.
Известный способ обладает недостаточной эффективностью, так как не гарантирует выявления "скрытых" корпусных отслоений, которые могут проявиться после формования заряда в "бездефектные" корпуса, что связано с отсутствием при контроле корпусов нагрузок, моделирующих силовое воздействие заряда, не обеспечивает эксплуатационной работоспособности РДТТ на всех этапах жизненного цикла, снижает параметры надежности и не исключает появления брака при изготовлении зарядов, скрепленных с корпусом РДТТ.
Задачей настоящего изобретения является разработка эффективного, надежного, ресурсосберегающего способа контроля качества адгезионного соединения теплозащитного покрытия с герметизирующим слоем и силовой оболочкой днища корпуса ракетного двигателя на твердом топливе в зоне торцевых манжетных раскреплений, обеспечивающего гарантированно достоверное определение состояния контролируемой зоны, позволяющее исключить появление непрогнозируемых отслоений после формования заряда за счет создания условий, моделирующих силовое воздействие заряда при контроле корпуса перед формованием заряда.
Поставленная задача решается предлагаемым способом контроля качества адгезионного соединения теплозащитного покрытия с герметизирующим слоем и силовой оболочкой днища корпуса ракетного двигателя на твердом топливе в наиболее нагруженной зоне, примыкающей к вершине торцевого манжетного раскрепления заряда, включающим зондирование контролируемой зоны сигналами ультразвуковых колебаний, регистрацию прошедших через указанную зону ультразвуковых колебаний, по параметрам которых судят о качестве адгезионного соединения в контролируемой зоне. Особенность заключается в том, что предварительно последовательно в каждую из зон манжетного раскрепления, смещенных относительно друг друга на 45-60°, вводят силовой элемент, посредством которого осуществляют перемещение каждой зоны раскрепляющей манжеты, примыкающей к вершине замка манжетного раскрепления, путем приложения нагрузки, обеспечивающей моделирование силового воздействия заряда на контролируемую зону, при этом используют силовой элемент, выполненный в виде криволинейного клинообразного неравноплечего рычага с трапециевидным расширением на конце большего плеча и неподвижной относительно фланца днища точкой опоры, придавливают раскрепляющую манжету к трапециевидному расширению и осуществляют осевое смещение короткого плеча рычага силового элемента или используют силовой элемент, выполненный в виде криволинейной жесткой пластины, верхняя часть которой, со стороны раскрепляющей манжеты, оснащена эластичной оболочкой со шлангом, а нижняя часть зафиксирована относительно фланца днища, придавливают раскрепляющую манжету к пластине ниже оболочки и осуществляют наддув оболочки давлением газа или жидкости.
Для создания в контролируемой зоне условий, моделирующих воздействие заряда на ТЗП, в зону манжетного раскрепления с зазором по отношению к замку манжетного раскрепления вводят силовой элемент, что обеспечивает возможность "оттягивания" ТЗП от СОД механическим воздействием силового элемента на верхнюю часть манжеты, примыкающую к вершине ЗМР. Усилие механического воздействия силового элемента на вершину манжеты в области ЗМР позволяет реализовать в контролируемой зоне отрывные контактные напряжения  , которые в случае наличия пониженных (относительно требований конструкторской документации) адгезионных характеристик или наличия расслоения приведут к его раскрытию, обеспечивая условия для обнаружения при УЗ-контроле "схлопнутого" отслоения.
, которые в случае наличия пониженных (относительно требований конструкторской документации) адгезионных характеристик или наличия расслоения приведут к его раскрытию, обеспечивая условия для обнаружения при УЗ-контроле "схлопнутого" отслоения.
Уровень параметра  в зоне УЗ-контроля оценивается численными методами механики [Аликин В.Н., Милехин Ю.М., Пак З.П. Пороха, топлива, заряды. Т. 1. Методы математического моделирования для исследования зарядов твердого топлива. М.: Химия, 2003, 216 с.] из условия формирования в области вершины ЗМР торца заряда максимальных контактных напряжений
в зоне УЗ-контроля оценивается численными методами механики [Аликин В.Н., Милехин Ю.М., Пак З.П. Пороха, топлива, заряды. Т. 1. Методы математического моделирования для исследования зарядов твердого топлива. М.: Химия, 2003, 216 с.] из условия формирования в области вершины ЗМР торца заряда максимальных контактных напряжений  , реализуемых в зоне границы заряд - ТЗП при эксплуатации РДТТ.
, реализуемых в зоне границы заряд - ТЗП при эксплуатации РДТТ.
Прочностные и адгезионные характеристики материалов ТЗП значительно (в 10-15 раз) превышают соответствующие характеристики материала заряда. Поэтому реализуемые при предлагаемой схеме контроля напряжения являются безопасными для изготавливаемых по штатной технологии материалов системы ТЗП - СОД и их можно рекомендовать для практической реализации. Количественные значения напряжений
при контроле должны регламентироваться конструкторской документацией на конкретный изготавливаемый корпус.
Предлагаемый способ контроля иллюстрируется следующими графическими изображениями:
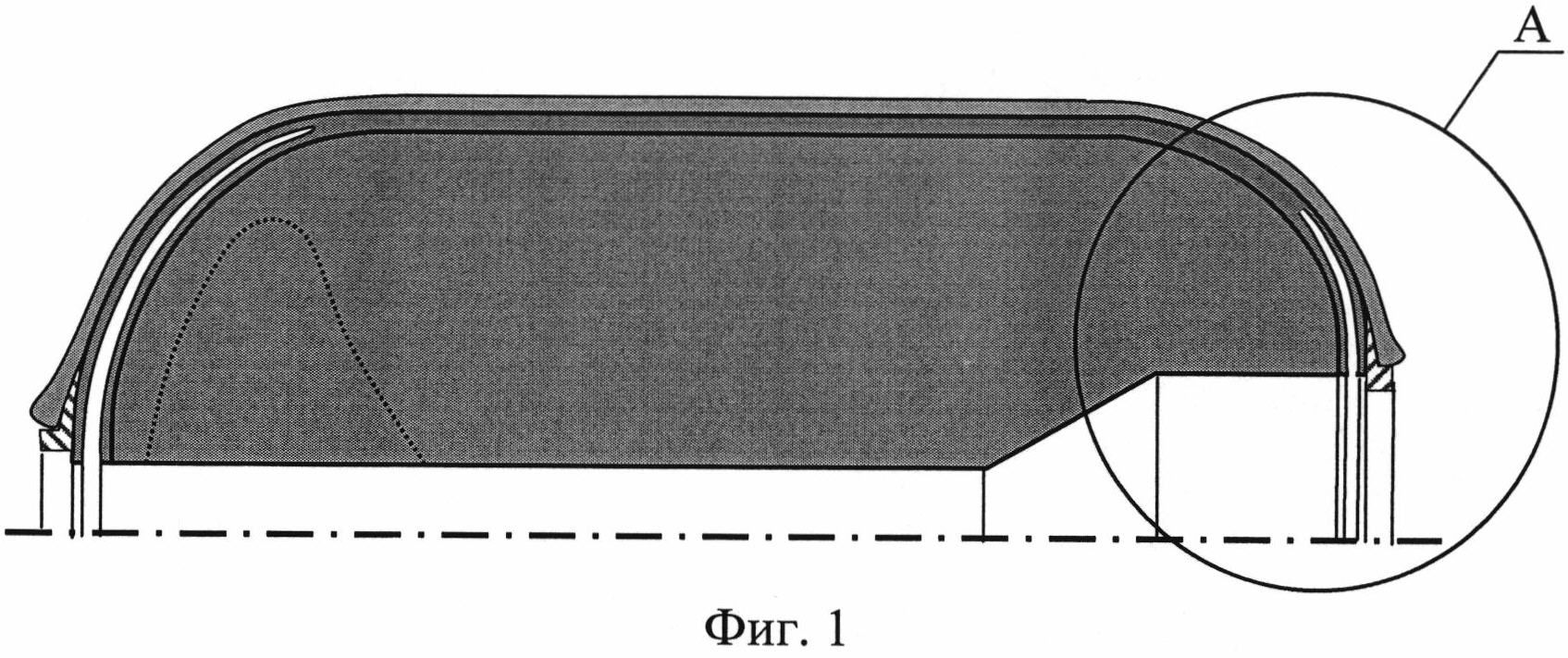
Фиг. 1 - схематичный продольный разрез ракетного двигателя на твердом топливе;
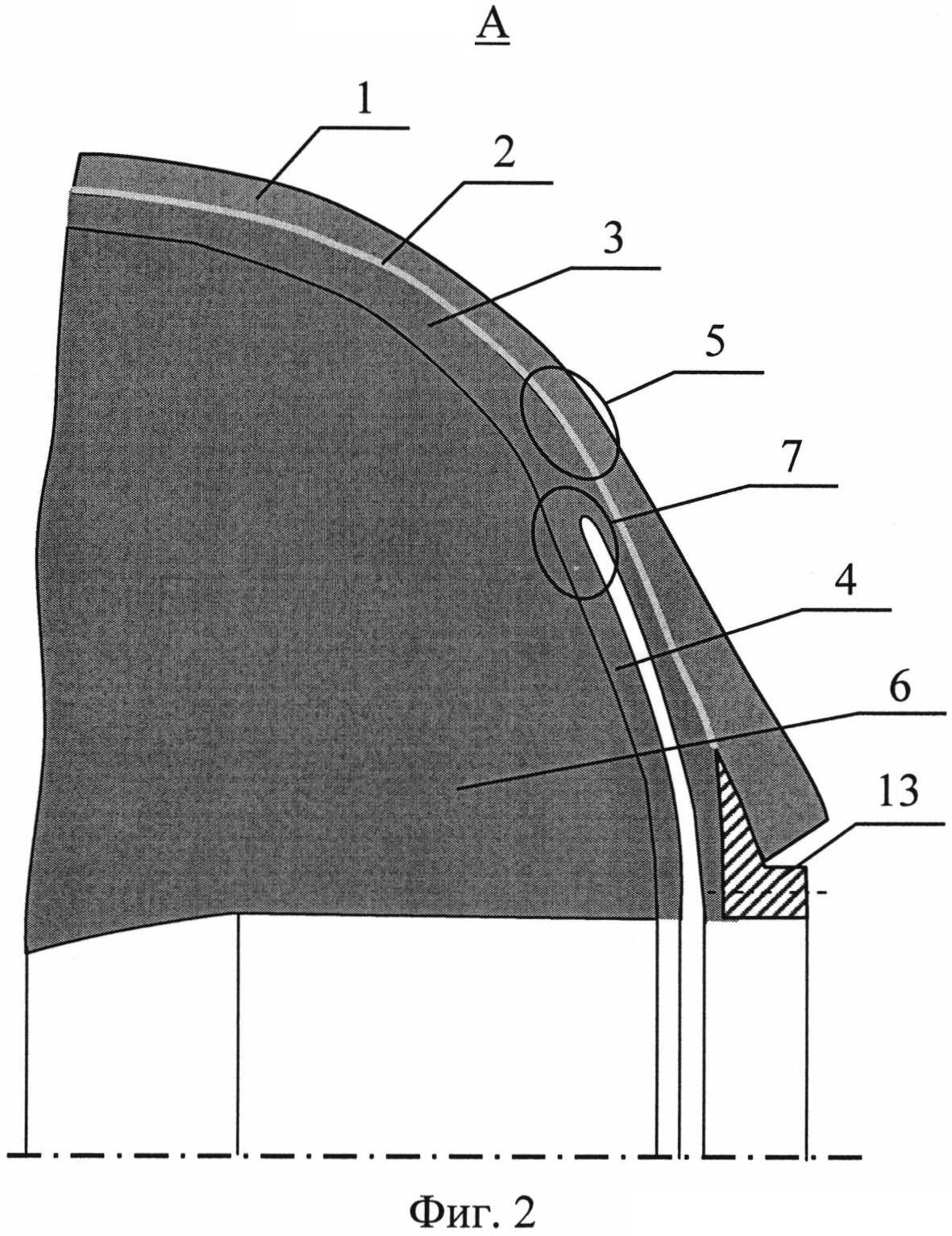
Фиг. 2 - узел A на Фиг. 1 с контролируемой зоной;
Фиг. 3 - схема расположения силового элемента, выполненного в виде криволинейного клинообразного неравноплечего рычага с трапециевидным расширением на конце большего плеча и неподвижной относительно фланца днища точкой опоры;
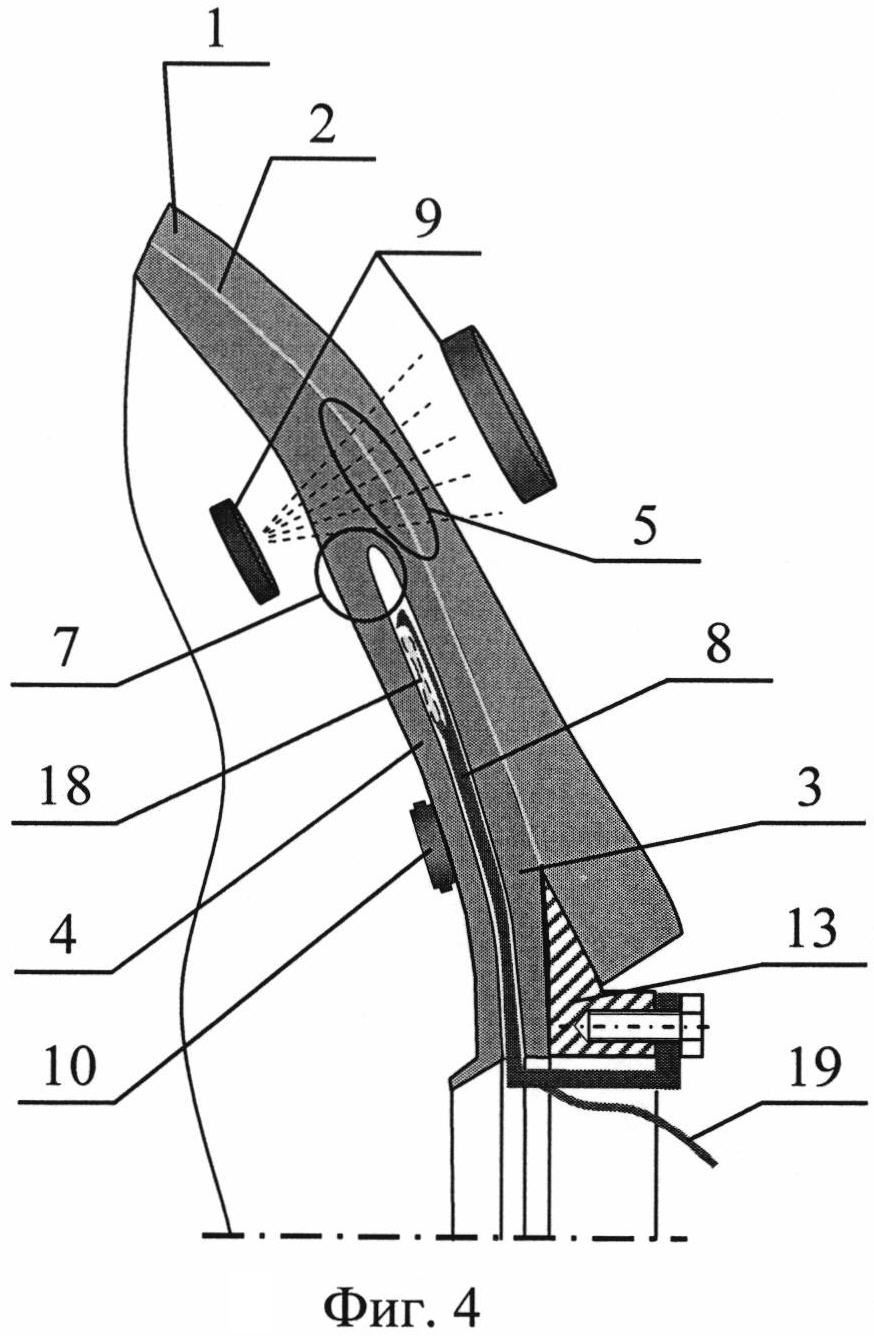
Фиг. 4 - схема расположения силового элемента, выполненного в виде криволинейной жесткой пластины, верхняя часть которой, со стороны раскрепляющей манжеты, оснащена эластичной оболочкой (в первоначальном сдутом состоянии) со шлангом, а нижняя часть зафиксирована относительно фланца днища;
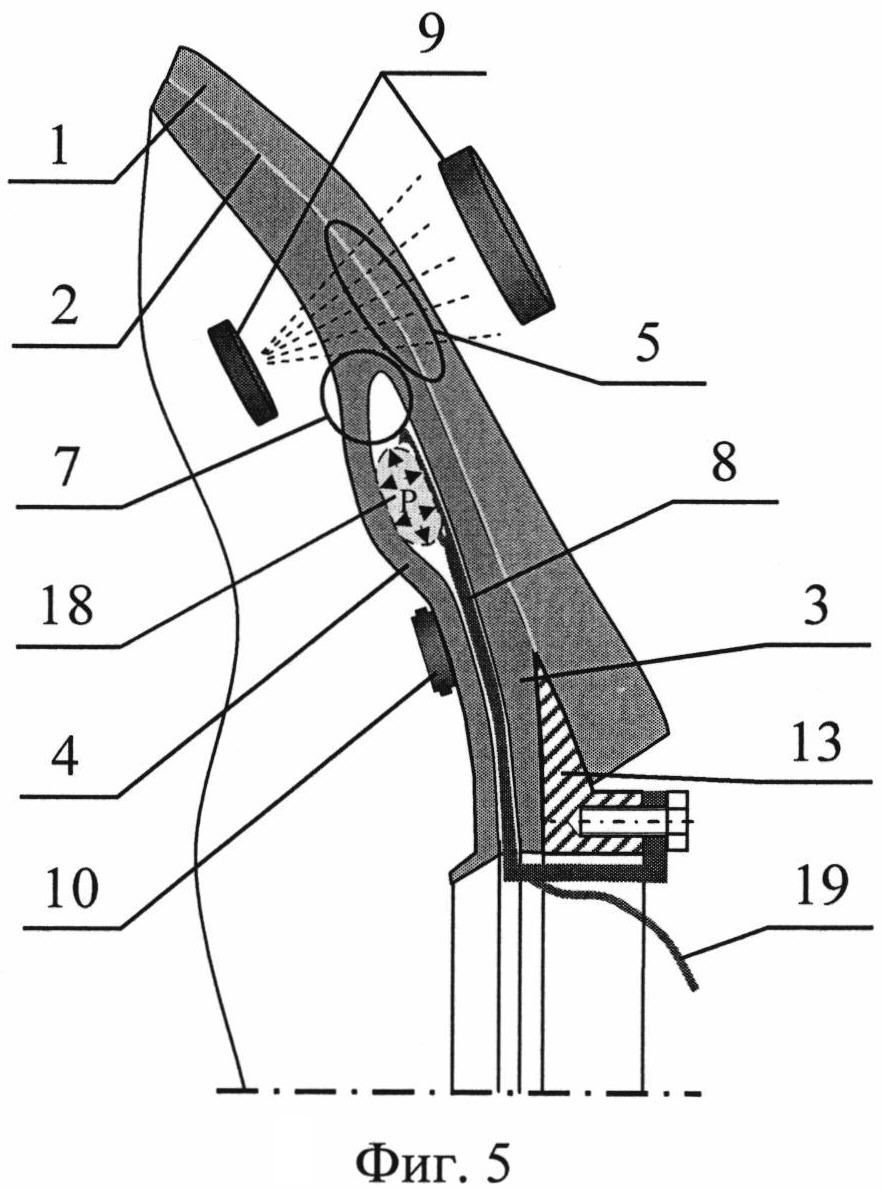
Фиг. 5 - схема расположения силового элемента, выполненного в виде криволинейной жесткой пластины, верхняя часть которой, со стороны раскрепляющей манжеты, оснащена эластичной оболочкой (в рабочем надутом состоянии) со шлангом, а нижняя часть зафиксирована относительно фланца днища.
При практической реализации предлагаемого способа контроля корпус 1 с герметизирующим слоем 2, теплозащитным покрытием 3 и манжетой 4 устанавливают на поворотные ложементы (не показаны) с размещением продольной плоскости контролируемой зоны 5 в верхней плоскости стабилизации (Фиг. 1 и Фиг. 2).
По регламентированным техническим заданием нагрузкам от заряда 6 рассчитывают максимальный уровень отрывных контактных напряжений в зоне вершины манжетного раскрепления 7  и в контролируемой зоне 5
и в контролируемой зоне 5  . Контактные напряжения
. Контактные напряжения  действуют на границе заряд - ТЗП, напряжения
действуют на границе заряд - ТЗП, напряжения  действуют на границе ТЗП - ГС.
действуют на границе ТЗП - ГС.
Устанавливают силовой элемент 8 и приемо-передающую аппаратуру ультразвукового контроля 9. Осуществляют нагружение силового элемента 8. Проводят ультразвуковой контроль с помощью, например, универсального низкочастотного ультразвукового дефектоскопа УСД-60Н (ТУ 4276-010-33044610-09). Корпус 1 поворачивают на 45-60° и действия повторяют. Таким образом проводят контроль до полного оборота корпуса 1 вокруг его оси. Указанная угловая дискретность контролируемых зон обусловлена (экспериментально и расчетным путем) установленными особенностями распределения отслоений в РДТТ со скрепленным с корпусом зарядом.
При разработке реальной конструкции РДТТ расчетными методами, например методом конечных элементов (МКЭ), установлено, что максимальное значение эксплуатационных контактных напряжений на границе заряд - ТЗП в зоне вершины манжетного раскрепления 7 в период длительной (до 20 лет) эксплуатации составляет  , контактное напряжение в зоне границы ТЗП - ГС, соответствующее этому расчетному случаю, равно
, контактное напряжение в зоне границы ТЗП - ГС, соответствующее этому расчетному случаю, равно  .
.
Пример 1. При проведении контроля качества адгезионного соединения в зоне ТЗП - ГС - СОД силовой элемент 8 вводят в зону манжетного раскрепления, с помощью механического прижимного элемента 10 (показан условно, например, может быть использовано коромысло) осуществляют придавливание раскрепляющей манжеты 4 к трапециевидному расширению 11 силового элемента 8 (Фиг. 3).
Требуемое усилие воздействия на манжету 4 силового элемента 8 (например, из стали марки 20 ГОСТ 1050-88), выполненного в виде неравноплечего рычага с трапециевидным расширением 11, обеспечивают осевым перемещением нижнего конца силового элемента 8 (короткое плечо). Неподвижность точки 12 опоры рычага относительно фланца днища 13 обеспечивают, например, с помощью кронштейна 14, один закругленный торец которого взаимодействует с выемкой в зоне точки 12 опоры рычага, а другой - с тягой 15, контактирующей с концом короткого плеча рычага. Вращением гайки 16 на тяге 15 задают усилие, обеспечивающее через силовой элемент 8 требуемую нагрузку, отжимающую манжету 4 от ТЗП 3 корпуса 1 и создающую на границе ТЗП - ГС контактное напряжение  . Для регистрации уровня усилия, действующего на силовой элемент 8, в тяге 15 устанавливают динамометр 17 (например, ДПУ-02-2).
. Для регистрации уровня усилия, действующего на силовой элемент 8, в тяге 15 устанавливают динамометр 17 (например, ДПУ-02-2).
Специалисту в данной области техники понятно, что осевое перемещение нижнего конца силового элемента 8 можно осуществить с помощью любого другого приемлемого для практического применения конструктивного оформления данного приема предлагаемого способа.
Расчетное значение усилия на динамометре 17, обеспечивающее реализацию вышеуказанных напряжений, составляет 1,8 кН.
Результаты УЗ-контроля показали, что отслоение по границам ТЗП - ГС - СОД отсутствует. Корпус был допущен для заполнения заряда.
Положительные результаты УЗ-контроля системы заряд - ТЗП - СОД корпуса после завершения изготовления заряда подтвердили достоверность предложенного метода контроля качества адгезионного соединения ТЗП - ГС - СОД.
С целью удобства установки силового элемента 8 в зоне манжетного раскрепления 7 вводят ограничение на ширину (Δ) силового элемента 8 из условия Δ=(0,05-0,06)·DЗМР, где DЗМР - диаметр размещения ЗМР.
Пример 2. При проведении контроля качества адгезионного соединения в зоне ТЗП - ГС - СОД силовой элемент 8 вводят в зону манжетного раскрепления, с помощью механического прижимного элемента 10 (показан условно, например, может быть использована струбцина) осуществляют придавливание раскрепляющей манжеты 4 к силовому элементу 8 ниже эластичной оболочки 18 (выполненной, например, из армированной резины, поливинилхлоридного материала) (Фиг. 4).
Требуемое усилие воздействия на манжету 4 силового элемента 8 (например, из стали марки 20 ГОСТ 1050-88), выполненного в виде криволинейной жесткой пластины, верхняя часть которой, со стороны раскрепляющей манжеты 4, оснащена эластичной оболочкой 18 со шлангом 19, размещенным во внутреннем канале силового элемента 8, и имеет выборку металла, а нижняя часть зафиксирована любым конструктивно возможным образом относительно фланца 13 днища, обеспечивают подачей через шланг 19 в оболочку 18 под давлением, в частности, газа (например, воздуха) (Фиг. 5).
Данное воплощение изобретения не является исчерпывающим. Наддув эластичной оболочки 18 может быть осуществлен с помощью жидкости, например воды, а сама оболочка 18 и шланг 19 могут быть зафиксированы на силовом элементе любым технологически приемлемым образом (например, приклеены), при этом силовой элемент выполняют с постоянным поперечным сечением при отсутствии выборки металла в его верхней части.
Расчетное значение давления оболочки 18, обеспечивающее реализацию напряжений  в контролируемой зоне 5, составляет 0,8 МПа.
в контролируемой зоне 5, составляет 0,8 МПа.
Результаты УЗ-контроля показали, что отслоение по границам ТЗП - ГС - СОД отсутствует. Корпус был допущен для заполнения заряда.
Испытания по ОСТ 3-4587-80 образцов-грибков, изготовленных после препарации (разрезки на куски) днища корпуса, показали, что уровень предельных адгезионных характеристик в зоне границы ТЗП - ГС составляет 1,5-2,3 МПа. Уровень предельных прочностных характеристик ТЗП составляет 6,4 МПа, что значительно выше реализованных при контроле напряжений, соответствующих воздействию заряда на корпус в зоне границы ТЗП - ГС  .
.
Полученные результаты расчетов и экспериментов подтверждают безопасность (для границы ТЗП - СОД) контрольных режимов нагружения (Примеры 1 и 2), моделирующих воздействие заряда на систему ТЗП - корпус при штатной эксплуатации РДТТ. При штатной технологии изготовления корпус гарантированно выдерживает подобные контрольные нагружения.
В случае выявления при контроле отслоений в зоне границ ТЗП - ГС - СОД корпус не допускают на последующий этап формования заряда.
Экспериментальная проверка заявленного технического решения на нескольких натурных корпусах РДТТ показала его практическую реализуемость, подтвердила эффективность обнаружения отслоений по границе ТЗП - СОД.
Способ контроля качества адгезионного соединения теплозащитного покрытия с герметизирующим слоем и силовой оболочкой днища корпуса ракетного двигателя на твердом топливе в наиболее нагруженной зоне, примыкающей к вершине торцевого манжетного раскрепления заряда, включающий зондирование контролируемой зоны сигналами ультразвуковых колебаний, регистрацию прошедших через указанную зону ультразвуковых колебаний, по параметрам которых судят о качестве адгезионного соединения в контролируемой зоне, отличающийся тем, что предварительно последовательно в каждую из зон манжетного раскрепления, смещенных относительно друг друга на 45-60°, вводят силовой элемент, посредством которого осуществляют перемещение каждой зоны раскрепляющей манжеты, примыкающей к вершине замка манжетного раскрепления, путем приложения нагрузки, обеспечивающей моделирование силового воздействия заряда на контролируемую зону, при этом используют силовой элемент, выполненный в виде криволинейного клинообразного неравноплечего рычага с трапециевидным расширением на конце большего плеча и неподвижной относительно фланца днища точкой опоры, придавливают раскрепляющую манжету к трапециевидному расширению и осуществляют осевое смещение короткого плеча рычага силового элемента или используют силовой элемент, выполненный в виде криволинейной жесткой пластины, верхняя часть которой, со стороны раскрепляющей манжеты, оснащена эластичной оболочкой со шлангом, а нижняя часть зафиксирована относительно фланца днища, придавливают раскрепляющую манжету к пластине ниже оболочки и осуществляют наддув оболочки давлением газа или жидкости.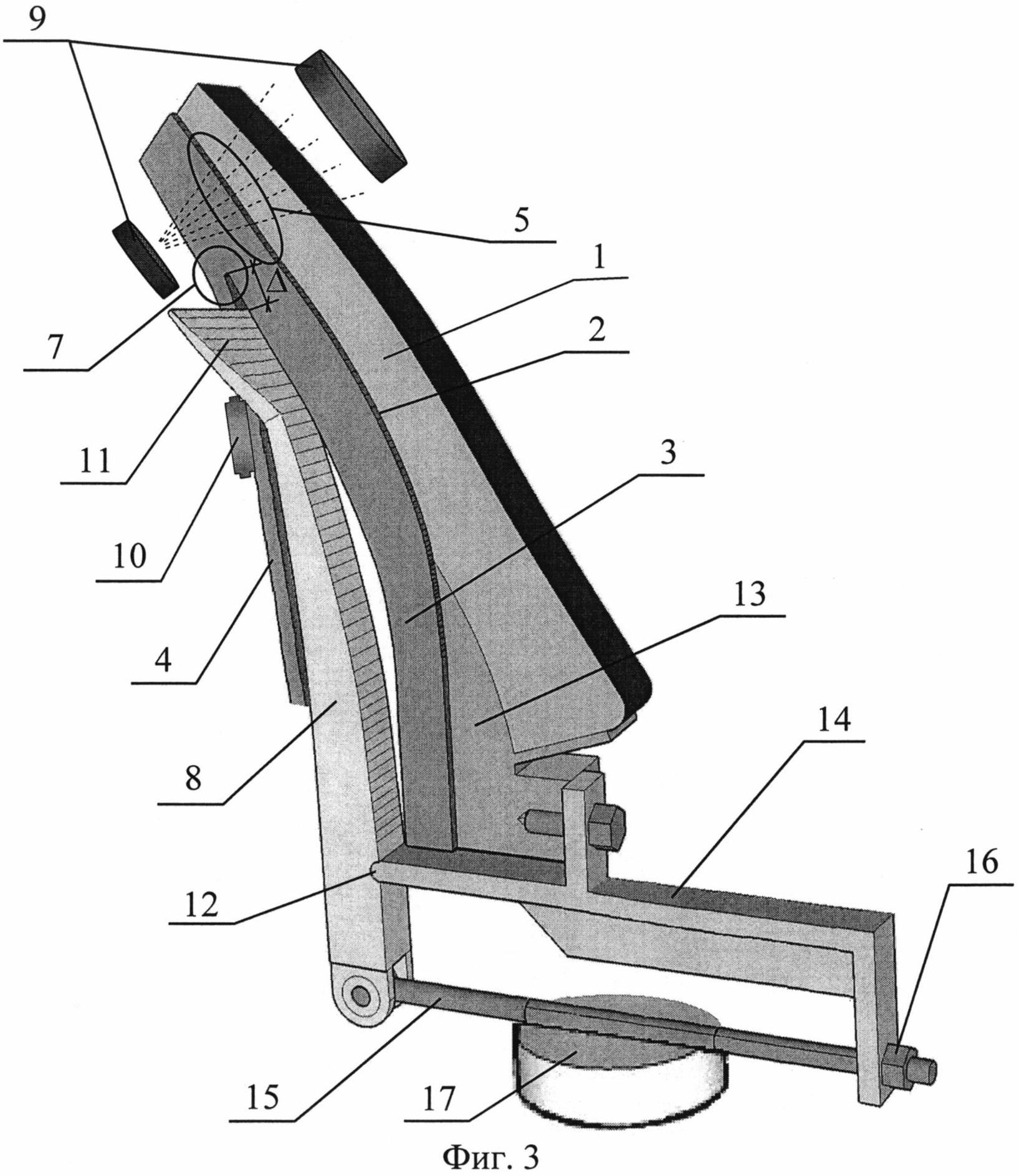
Способ изготовления зарядов смесевого ракетного твердого топлива
Биологически активная добавка к пище
Ракетный двигатель на твердом топливе
Способ изготовления зарядов смесевого ракетного твердого топлива
Биологически активная добавка к пище
Ракетный двигатель на твердом топливе
Способ определения скорости горения заряда ракетного двигателя твердого топлива
Способ изготовления скрепленного с корпусом заряда смесевого ракетного твердого топлива формованием свободным литьем
Способ работы двухрежимного реактивного двигателя
Способ изготовления скрепленного с корпусом канального заряда смесевого ракетного твердого топлива
Способ изготовления зарядов смесевого ракетного твердого топлива
Способ изготовления литьевого взрывчатого состава и композиционный литьевой взрывчатый состав
Устройство для маркировки

