Результат интеллектуальной деятельности: АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способам изготовления абразивных изделий и, в частности, однослойных абразивных изделий.
УРОВЕНЬ ТЕХНИКИ
За последнее столетие для различных областей промышленности было разработано множество абразивных инструментов - средств, общей функцией которых является удаление материала с обрабатываемого объекта, включая, например, пиление, сверление, полировку, очистку, резьбу и шлифование. В частности, в электронной промышленности особенно подходящими являются абразивные инструменты, пригодные для разрезания монокристаллических слитков материала на пластины. С развитием промышленности увеличивается диаметр слитков, и для такой обработки стало приемлемым применение свободных абразивов и проволочных пил вследствие высокого выхода, производительности, количества обрабатываемых слоев, пространственных ограничений и прочих факторов.
В целом, проволочные пилы представляют собой абразивные инструменты, содержащие абразивные частицы, прикрепленные к длинной проволоке, которую можно перематывать с высокими скоростями, чтобы обеспечить режущее действие. В то время как глубина реза циркулярных пил ограничена радиусом режущего диска, проволочные пилы являются значительно более универсальными, что позволяет использовать прямые или профилированные траектории резания.
Принцип действия традиционных проволочных пил с фиксированным абразивным материалом основан на нескольких подходах, таких как получение указанных изделий путем скольжения стальных зерен по металлической проволоке или тросу, где зерна разделены проставками. Указанные зерна могут иметь покрытия из абразивных частиц, которые, как правило, наносят путем электроосаждения или спекания. Тем не менее, процессы электроосаждения и спекания могут быть продолжительными и, таким образом, требовать больших финансовых затрат, что препятствует быстрому получению инструмента, представляющего собой абразивную проволочную пилу. Большинство указанных проволочных пил используют для таких применений, при которых потери при резке являются не настолько важными, как в электронике, и их часто используют для резки камня или мрамора. Предпринималось несколько попыток прикрепить абразивные частицы при помощи процессов химического связывания, таких как пайка твердым припоем, но такие способы получения снижают прочность на разрыв проволочной пилы, в результате чего проволочная пила становится подверженной разрыву и преждевременному выходу из строя во время резки при сильном натяжении. В других проволочных пилах для связывания абразивов с проволокой применяют смолу. К сожалению, проволочные пилы, в которых применяют склеивание смолой, склонны к быстрому износу, и до истечения срока службы абразивных частиц, в частности при резке твердых материалов, происходит значительная потеря абразива.
Соответственно, в промышленности сохраняется необходимость в усовершенствованных абразивных инструментах, в частности применяемых для проволочной резки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно первому аспекту абразивное изделие включает субстрат, содержащий проволоку, абразивные частицы, прикрепленные к субстрату, где абразивные частицы содержат первый слой покрытия, расположенный поверх абразивных частиц, и второй слой покрытия, отличный от первого слоя покрытия, расположенный поверх первого слоя покрытия. Абразивное изделие дополнительно содержит связующий слой, расположенный поверх субстрата и абразивных частиц.
Согласно другому аспекту способ изготовления абразивного изделия включает обеспечение субстрата, содержащего элемент продолговатой формы, имеющий аспектное соотношение длина : ширина, составляющее по меньшей мере примерно 10:1, обработку субстрата с получением связующей пленки, размещение абразивных частиц, содержащих второй слой покрытия, включающий материал, представляющий собой низкотемпературный металлический сплав (LTMA), на связующей пленке, обработку субстрата для связывания абразивных частиц с субстратом и получение связующего слоя поверх абразивных частиц.
Согласно другому аспекту способ изготовления абразивного изделия включает обеспечение субстрата, содержащего элемент продолговатой формы, имеющий аспектное соотношение длина : ширина, составляющее по меньшей мере примерно 10:1, обработку субстрата с получением связующей пленки, размещение абразивных частиц на связующей пленке, где абразивные частицы содержат первый слой покрытия, включающий металл, и второй слой покрытия, расположенный поверх первого слоя покрытия, включающий материал, представляющий собой низкотемпературный металлический сплав (LTMA), и нагрев субстрата с образованием области диффузионного связывания между вторым слоем покрытия абразивных частиц и фрагментами субстрата.
Другой аспект относится к абразивному изделию, содержащему субстрат, выполненный из элемента продолговатой формы, имеющего аспектное соотношение длина : ширина, составляющее по меньшей мере примерно 10:1, абразивные частицы, прикрепленные к субстрату, и несплошное покрытие, содержащее металлический материал, определяющее области, имеющие покрытие и содержащие материал, представляющий собой низкотемпературный металлический сплав (LTMA), и расположенные вокруг и поверх большей части абразивных частиц, и промежуточную область между абразивными частицами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее описание станет более понятным, а его многочисленные отличительные признаки и преимущества станут очевидными специалистам в данной области техники после рассмотрения прилагаемых чертежей.
На ФИГ. 1 приведена блок-схема, иллюстрирующая способ изготовления абразивного изделия согласно одному из вариантов реализации.
На ФИГ. 2 приведено поперечное сечение фрагмента абразивного изделия согласно одному из вариантов реализации.
Использование одинаковых условных символов на разных чертежах указывает на схожие или идентичные элементы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Следующее описание относится к абразивным изделиям, в частности к абразивным изделиям, подходящим для шлифовки и резки обрабатываемых объектов. В конкретных случаях абразивные изделия, описанные в настоящей заявке, можно выполнить в виде проволочной пилы, которую можно применять для обработки чувствительных кристаллических материалов в электронной промышленности, оптической промышленности и других родственных областях промышленности.
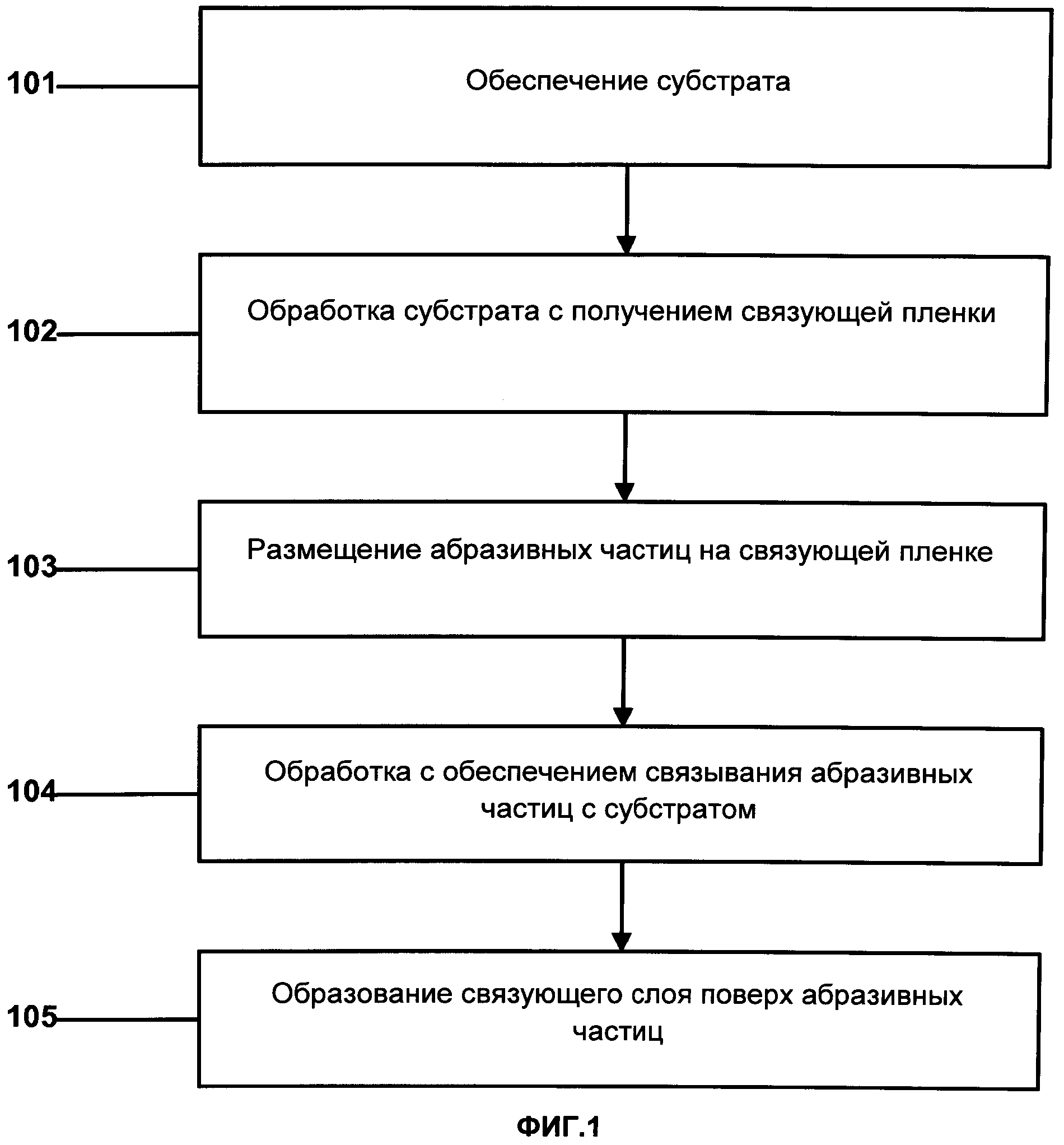
На ФИГ. 1 приведена блок-схема, иллюстрирующая способ изготовления абразивного изделия согласно одному из вариантов реализации. Начальная стадия способа 101 может представлять собой обеспечение субстрата. Субстрат может обеспечивать поверхность, к которой можно прикреплять абразивные материалы, в результате чего увеличивается абразивная способность абразивного изделия.
Согласно одному из вариантов реализации способ обеспечения субстрата может включать способ обеспечения субстрата в виде проволоки. Фактически субстрат на основе проволоки может быть соединен с механизмом для намотки. Например, проволоку можно перемещать между подающей катушкой и принимающей катушкой. Перемещение проволоки между подающей катушкой и принимающей катушкой может способствовать обработке, при этом проволоку перемещают между подающей катушкой и принимающей катушкой на протяжении целевых процессов изготовления с получением слоев компонентов конечного абразивного изделия.
Согласно одному из вариантов реализации субстрат может представлять собой продолговатый элемент, имеющий аспектное соотношение длина : ширина, составляющее по меньшей мере 10:1. В других вариантах реализации субстрат может иметь аспектное соотношение, составляющее по меньшей мере примерно 100:1, такое как по меньшей мере 1000:1 или даже по меньшей мере примерно 10000:1. Длина субстрата является его наибольшим размером и измеряется по продольной оси субстрата. Ширина является вторым по величине (или в некоторых случаях наименьшим) размером субстрата и измеряется перпендикулярно продольной оси.
Кроме того, субстрат в форме продолговатого элемента может иметь длину, составляющую по меньшей мере примерно 50 метров. Фактически другие субстраты могут быть более длинными и иметь среднюю длину, составляющую по меньшей мере примерно 100 метров, такую как по меньшей мере примерно 500 метров, по меньшей мере примерно 1000 метров или даже 10000 метров.
Кроме того, субстрат может иметь ширину, не превышающую примерно 1 см. Другие субстраты могут иметь меньшие размеры, при этом средняя ширина составляет не более чем примерно 0,5 см, такую как не более чем примерно 1 мм, не более чем примерно 0,8 мм или даже не более чем примерно 0,5 мм. Кроме того, субстрат может иметь среднюю ширину, составляющую по меньшей мере примерно 0,01 мм, такую как по меньшей мере примерно 0,03 мм. Следует понимать, что субстрат может иметь среднюю ширину в диапазоне от любого минимального до любого максимального значения, указанного выше. Кроме того, следует понимать, что в случае субстрата, представляющего собой проволоку и имеющего в целом круглую форму поперечного сечения, ссылка на ширину относится к диаметру.
Согласно одному из вариантов реализации субстрат может включать неорганический материал, такой как материал на основе металла или металлического сплава. Некоторые субстраты могут включать элементарный переходный металл, представленный в Периодической таблице элементов. Например, субстрат может содержать элементарное железо, никель, кобальт, медь, хром, молибден, ванадий, тантал, вольфрам и их комбинацию. Согласно конкретному варианту реализации субстрат может включать железо и, более конкретно, сталь.
В определенных случаях субстрат может иметь покрытие, расположенное поверх внешней поверхности субстрата, и, более конкретно, покрытие может быть непосредственно связано с внешней поверхностью субстрата. Определенные покрытия могут включать неорганический материал, включая, например, материал, содержащий металлы или металлические сплавы. В конкретных вариантах реализации субстрат может включать материал, изготовленный из элементарного переходного металла или комбинации элементарных переходных металлов.
В конкретных вариантах реализации субстрат может представлять собой продолговатый элемент, такой как проволоку, который может включать множество переплетенных нитей. То есть субстрат может быть изготовлен из множества более мелких проволок, обмотанных друг вокруг друга, переплетенных друг с другом или прикрепленных к другому объекту, такому как центральный проволочный сердечник. В определенных вариантах реализации подходящей структурой для субстрата является струнная проволока.
Согласно дополнительному описанию способа обеспечения субстрата следует понимать, что субстрат можно перематывать с подающей катушки на принимающую катушку с определенной скоростью, чтобы облегчать обработку. Например, субстрат можно перематывать со скоростью не менее чем 5 м/мин с подающей катушки на принимающую катушку. В других вариантах реализации скорость намотки может быть более высокой, то есть составляет по меньшей мере примерно 8 м/мин, по меньшей мере примерно 10 м/мин, по меньшей мере примерно 12 м/мин или даже по меньшей мере примерно 14 м/мин. Скорость намотки может находиться в диапазоне от любою минимального до любого максимального значения, указанного выше. Следует понимать, что скорость намотки может представлять собой скорость, при которой можно изготовить конечное абразивное изделие.
После обеспечения субстрата на стадии способа 101 можно провести последующую обработку субстрата с получением связующей пленки на стадии 102. Способ получения связующей пленки может включать способ нанесения, включая, например, напыление, печать, погружение, нанесение покрытия с помощью головки, осаждение и их комбинацию. Связующая пленка может быть связана непосредственно с внешней поверхностью субстрата. Фактически связующая пленка может быть получена таким образом, что она расположена поверх большей части внешней поверхности субстрата, более конкретно, может быть расположена поверх по существу всей внешней поверхности субстрата. В определенных случаях связующую пленку можно получать в виде одного непрерывного слоя однородной толщины, который может быть непосредственно связан с поверхностью субстрата. Тем не менее, в некоторых вариантах реализации связующая пленка может представлять собой временную пленку, облегчающую дополнительную обработку, включая сохранение расположения абразивных частиц при нанесении на субстрат.
Согласно одному из вариантов реализации связующую пленку можно получать из флюсового материала. Флюсовый материал может представлять собой неорганический материал, органический материал или их комбинацию. Например, флюсовый материал может представлять собой органический материал и, более конкретно, включает активирующий компонент, содержащий органический материал. Подходящие неорганические материалы могут включать галогениды металлов (например, хлорид цинка или хлорид аммония), хлороводородную кислоту, фосфорную кислоту или бромоводородную кислоту. Другие неорганические активирующие компоненты могут включать соли, в частности, соли минеральных кислот с аминами также применяют в качестве агрессивных активаторов. В одном конкретном варианте реализации активирующий компонент может включать фторид. В другом варианте реализации флюсовый материал может включать органические активирующие компоненты, такие как карбоновые кислоты (например, жирные кислоты (чаще всего олеиновая кислота и стеариновая кислота), двухосновные карбоновые кислоты, аминокислоты, органические галогениды и их комбинацию.
Флюсовый материал может быть выполнен в виде в целом однородного слоя, расположенного поверх скрепляющей пленки, более конкретно, находящегося в непосредственном контакте со скрепляющей пленкой. Флюсовый материал может иметь форму жидкости или пасты. Согласно одному из вариантов реализации флюсовый материал можно наносить на скрепляющую пленку при помощи способа нанесения, такого как напыление, погружение, покраска, печать, нанесение кистью и их комбинации.
После обработки субстрата на стадии 102 способ может быть продолжен на стадии 103 путем размещения абразивных зерен на связующей пленке. В некоторых случаях в зависимости от условий способа абразивные частицы могут находиться в непосредственном контакте со связующей пленкой. Более конкретно, абразивные частицы могут находиться в непосредственном контакте с флюсовым материалом, который может иметь исходную вязкость и адгезивные характеристики, способствующие удерживанию абразивных частиц на месте во время обработки до начала проведения дополнительных процессов для прочного связывания и сохранения расположения абразивных частиц относительно связующей пленки.
Подходящие способы обеспечения абразивных частиц на связующей пленке могут включать напыление, нанесение покрытия под действием силы тяжести, погружение, нанесение покрытия с помощью головки, электростатическое нанесение покрытия и их комбинацию. Наиболее подходящие способы нанесения абразивных частиц могут включать способ напыления, который проводят для нанесения по существу однородного покрытия абразивных частиц на дополнительный слой, содержащий флюсовый материал.
В альтернативном варианте реализации способ обеспечения абразивных частиц может включать дополнительное размещение некоторого количества материала связующей пленки на абразивных частицах, что может увеличивать адгезию между абразивными частицами и субстратом и связующей пленкой на внешней поверхности субстрата. Альтернативный способ может включать получение смеси, содержащей флюсовый материал и абразивные частицы, и последующее нанесение смеси на субстрат и/или связующую пленку.
Абразивные частицы могут включать материалы, такие как оксиды, карбиды, нитриды, бориды, оксинитриды, оксибориды, алмаз и их комбинации. В конкретных вариантах реализации абразивные частицы могут включать суперабразивный материал. Например, одним из подходящих суперабразивных материалов является алмаз. В конкретных случаях абразивные частицы могут состоять по существу из алмаза.
В одном из вариантов реализации абразивные частицы могут включать материал, имеющий твердость по Виккерсу, составляющую по меньшей мере примерно 10 ГПа. В других случаях абразивные частицы могут иметь твердость по Виккерсу, составляющую по меньшей мере примерно 25 ГПа, такую как по меньшей мере примерно 30 ГПа, по меньшей мере примерно 40 ГПа, по меньшей мере примерно 50 ГПа или даже по меньшей мере примерно 75 ГПа. Кроме того, абразивные частицы, подходящие для применения согласно вариантам реализации, описанным в настоящей заявке, могут иметь твердость по Виккерсу, составляющую не более чем примерно 200 ГПа, например, не более чем примерно 150 ГПа или даже не более чем примерно 100 ГПа. Следует понимать, что абразивные частицы могут иметь твердость по Виккерсу в диапазоне от любого минимального до любого максимального значения, отмеченного выше.
Средний размер абразивных частиц отчасти определяется целевым конечным применением абразивного изделия. В некоторых случаях средний размер абразивных частиц может составлять не более чем примерно 500 микрон. В других случаях средний размер абразивных частиц может быть меньше, то есть средний размер частиц составляет не более чем примерно 400 микрон, не более чем примерно 300 микрон, не более чем примерно 250 микрон, не более чем примерно 200 микрон, не более чем примерно 150 микрон или даже не более чем примерно 100 микрон. Согласно одному из вариантов реализации средний размер абразивных частиц может составлять по меньшей мере примерно 0,1 микрон, например, по меньшей мере примерно 0,5 микрон или даже по меньшей мере примерно 1 микрон. Следует понимать, что средний размер абразивных частиц может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше. В указанные значения может быть включен размер дополнительного покрытия, расположенного поверх абразивных частиц, но его можно и не учитывать.
Абразивные частицы могут включать первый слой покрытия, расположенный поверх внешней поверхности абразивных частиц, то есть абразивные частицы имеют структуру ядра/оболочки, где ядро содержит абразивные частицы, описанные выше, а первый слой покрытия расположен в виде оболочки поверх ядра. Подходящие для первого слоя покрытия материалы могут включать материалы на основе металлов или металлических сплавов. Согласно одному конкретному варианту реализации первый слой покрытия может включать элементарный переходный металл, такой как титан, ванадий, хром, молибден, железо, кобальт, никель, медь, серебро, цинк, марганец, тантал, вольфрам и их комбинацию. В определенных случаях первый слой покрытия может включать никель, например, в виде никелевого сплава, где основным компонентом сплава является никель, содержание которого, измеренное в массовых процентах, намного превышает уровень других веществ, содержащихся в слое покрытия. Более конкретно, первый слой покрытия может включать вещества, содержащие исключительно один металл. Например, первый слой покрытия может состоять по существу из никеля. В качестве альтернативы первый слой покрытия может включать медь, может быть получен из сплава на основе меди, более конкретно, может состоять по существу из меди.
Абразивные частицы могут быть получены таким образом, что первый слой покрытия может быть расположен поверх по меньшей мере примерно 50% площади внешней поверхности абразивной частицы (т.е. ядра). В других вариантах реализации степень покрытия каждой абразивной частицы первым слоем покрытия может быть более высокой, то есть первый слой покрытия расположен поверх по меньшей мере примерно 75%, по меньшей мере примерно 80%, по меньшей мере примерно 90%, по меньшей мере примерно 95% или по существу всей внешней поверхности абразивной частицы.
Первый слой покрытия может находиться в непосредственном контакте с абразивной частицей (т.е. с ядром) и может быть непосредственно связан с внешней поверхностью каждой из абразивных частиц. В конкретных вариантах реализации первый слой покрытия может быть нанесен непосредственно на внешнюю поверхность абразивных частиц при помощи химического осаждения.
В некоторых абразивных изделиях согласно вариантам реализации, описанным в настоящем документе, содержание первого слоя покрытия может составлять по меньшей мере примерно 5% от общей массы каждой из абразивных частиц. В других вариантах реализации содержание первого слоя покрытия может быть более высоким, то есть каждую абразивную частицу получают таким образом, чтобы она содержала по меньшей мере примерно 10%, по меньшей мере примерно 20% или даже по меньшей мере примерно 30% первого слоя покрытия от общей массы каждой абразивной частицы. Кроме того, в некоторых случаях количество первого слоя покрытия, содержащегося на каждой абразивной частице, может быть ограничено, то есть составляет не более чем примерно 100%, не более чем примерно 60%, не более чем примерно 55%, не более чем примерно 50%, не более чем примерно 45%, не более чем примерно 40% или даже не более чем примерно 38% от общей массы каждой из абразивных частиц. Следует понимать, что количество первого слоя покрытия на каждой из абразивных частиц может находиться в диапазоне от любого минимального до любого максимального процентного содержания, указанного выше.
Согласно одному из вариантов реализации средняя толщина первого слоя покрытия может составлять не более чем примерно 12 микрон. В других случаях толщина первого слоя покрытия может быть меньше, такой как не более чем примерно 10 микрон, не более чем примерно 8 микрон, не более чем примерно 6 микрон или даже не более чем примерно 5 микрон. Кроме того, средняя толщина первого слоя покрытия может составлять по меньшей мере примерно 0,2 микрона, по меньшей мере примерно 0,5 микрона, например, по меньшей мере примерно 0,7 микрона или даже по меньшей мере примерно 1 микрон. Следует понимать, что средняя толщина первого слоя покрытия может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Первый слой покрытия может быть получен таким образом, чтобы его средняя толщина составляля не более чем примерно 80% от среднего размера абразивных частиц, как измерено по ядру. Согласно одному из вариантов реализации первый слой покрытия может быть получен таким образом, чтобы его средняя толщина составляла не более чем примерно 70%, не более чем примерно 60%, не более чем примерно 50%, не более чем примерно 40% или даже не более чем примерно 30% от среднего размера абразивных частиц. В других вариантах реализации средняя толщина первого слоя покрытия может составлять по меньшей мере примерно 1%, по меньшей мере примерно 5%, по меньшей мере примерно 10% или даже по меньшей мере 12% от среднего размера абразивных частиц. Следует понимать, что средняя толщина первого слоя покрытия может находиться в диапазоне от любого минимального до любого максимального значения, отмеченного выше.
Абразивные частицы могут дополнительно включать второй слой покрытия, расположенный поверх первого слоя покрытия. Второй слой покрытия может быть непосредственно связан с первым слоем покрытия. Более конкретно, по меньшей мере часть второго слоя покрытия может быть отделена от внешней поверхности абразивных частиц первым слоем покрытия, таким образом, что абразивные частицы содержат ядро, полученное из абразивных частиц, первую оболочку, полученную из первого слоя покрытия, и вторую оболочку, расположенную поверх первой оболочки и полученную из второго слоя покрытия.
Согласно одному из вариантов реализации второй слой покрытия можно получить из металла, металлического сплава, металломатричного композита и их комбинации. В одном конкретном варианте реализации второй слой покрытия можно получить из материала, содержащего элементарный переходный металл. Например, второй слой покрытия может представлять собой металлический сплав, содержащий элементарный переходный металл. Некоторые подходящие элементарные переходные металлы могут включать, например, свинец, серебро, медь, цинк, олово, титан, молибден, хром, железо, марганец, кобальт, ниобий, тантал, вольфрам, палладий, платину, золото, рутений и их комбинацию. Согласно одному конкретному варианту реализации второй слой покрытия можно получать из металлического сплава, содержащего олово и свинец, например, имеющего состав 60/40 олово/свинец. В другом варианте реализации второй слой покрытия можно получить из материала, преимущественно содержащего олово. Фактически в некоторых абразивных изделиях второй слой покрытия можно выполнить из материала, состоящего по существу из олова.
Согласно одному из вариантов реализации второй слой покрытия может быть выполнен из материала, представляющего собой низкотемпературный металлический сплав (LTMA). Следует понимать, что материал, представляющий собой LTMA, включает материал, имеющий определенную температуру плавления, например, составляющую не более чем примерно 450°С. Материалы, представляющие собой LTMA, могут отличаться от материалов с высокой температурой плавления, включая, например, твердые припои, которые могут иметь значительно более высокую температуру плавления, как правило, составляющую более 500°С. Кроме того, твердые припои могут иметь различный состав. Также согласно одному из вариантов реализации LTMA согласно вариантам реализации, описанным в настоящем документе, можно получать из материала, имеющего температуру плавления не более чем примерно 400°С, такую как не более чем примерно 375°С, не более чем примерно 350°С, не более чем примерно 300°С или не более чем примерно 250°С. Кроме того, материал, представляющий собой LTMA, может иметь температуру плавления, составляющую по меньшей мере примерно 100°С, такую как по меньшей мере примерно 125°С, по меньшей мере примерно 150°С или даже по меньшей мере примерно 175°С. Следует понимать, что материал, представляющий собой LTMA, может иметь температуру плавления в диапазоне от любого минимального до любого максимального значения температуры, указанного выше.
В некоторых вариантах реализации второй слой покрытия может быть расположен поверх по меньшей мере примерно 50% площади внешней поверхности первого слоя покрытия на каждой из абразивных частиц. В других случаях второй слой покрытия может покрывать большую площадь, включая, например, по меньшей мере примерно 60%, по меньшей мере примерно 70%, по меньшей мере примерно 75%, по меньшей мере примерно 80%, по меньшей мере примерно 85%, по меньшей мере примерно 90% или даже по меньшей мере всю внешнюю поверхность первого слоя покрытия на каждой из абразивных частиц.
В конкретных абразивных изделиях согласно вариантам реализации, описанным в настоящем документе, содержание второго слоя покрытия может составлять по меньшей мере примерно 10% от общей массы каждой из абразивных частиц, включая ядро материала абразивных частиц и первый слой покрытия. В других вариантах реализации содержание второго слоя покрытия может быть более высоким, то есть каждая из абразивных частиц включает по меньшей мере примерно 15%, по меньшей мере примерно 20% или даже по меньшей мере примерно 25% второго слоя покрытия от общей массы каждой из абразивных частиц, включая первый слой покрытия. Кроме того, в определенных случаях содержание второго слоя покрытия, присутствующего на каждой из абразивных частиц, может быть ограничено и составляет, например, не более чем примерно 500%, не более чем примерно 400%, не более чем примерно 300%, не более чем примерно 200%, не более чем примерно 100%, не более чем примерно 80% или даже не более чем примерно 60% от общей массы каждой из абразивных частиц, включая первый слой покрытия. Следует понимать, что содержание второго слоя покрытия на каждой из абразивных частиц может находиться в диапазоне от любого минимального до любого максимального процентного содержания, указанного выше.
Согласно одному из вариантов реализации средняя толщина второго слоя покрытия может составлять не более чем примерно 12 микрон. В других случаях толщина второго слоя покрытия может быть меньше, такой как не более чем примерно 10 микрон, не более чем примерно 8 микрон, не более чем примерно 6 микрон или даже не более чем примерно 5 микрон. Кроме того, средняя толщина второго слоя покрытия может составлять по меньшей мере примерно 0,2 микрона, по меньшей мере примерно 0,5 микрона, например, по меньшей мере примерно 0,7 микрона или даже по меньшей мере примерно 1 микрон. Следует понимать, что средняя толщина второго слоя покрытия может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Второй слой покрытия может быть получен таким образом, чтобы его средняя толщина составляла не более чем примерно 80% от среднего размера абразивных частиц, как измерено по ядру, исключая первый слой покрытия. Согласно одному из вариантов реализации второй слой покрытия может быть получен таким образом, чтобы его средняя толщина составляла не более чем примерно 70%, не более чем примерно 60%, не более чем примерно 50%, например, не более чем примерно 40% или даже не более чем примерно 30% от среднего размера абразивных частиц. В других вариантах реализации средняя толщина второго слоя покрытия может составлять по меньшей мере примерно 2%, по меньшей мере примерно 5%, по меньшей мере примерно 8% или даже по меньшей мере примерно 12% от среднего размера абразивных частиц. Следует понимать, что средняя толщина второго слоя покрытия может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Согласно одному из вариантов реализации средняя толщина первого слоя покрытия может превышать среднюю толщину второго слоя покрытия. Тем не менее, в других случаях средняя толщина первого слоя покрытия может быть меньше средней толщины второго слоя покрытия. А в случае других абразивных частиц средняя толщина первого слоя покрытия по существу равна средней толщине второго слоя покрытия, таким образом, что разница значений средней толщины первого и второго слоев покрытия составляет не более чем примерно 5% значения толщины слоя покрытия, имеющего большее значение толщины.
После размещения абразивных частиц на связующей пленке на стадии 103 способа можно проводить дальнейшую обработку на стадии 104 для связывания абразивных частиц с субстратом. Обработка может включать способы, такие как нагрев, отверждение, сушка и их комбинацию. В одном конкретном варианте реализации обработка включает термический способ, такой как нагревание при температуре, достаточной для инициирования плавления связующей пленки и второго слоя покрытия, но при этом избегают использования слишком высоких температур, чтобы ограничить повреждение абразивных зерен и субстрата. Например, обработка может включать нагрев субстрата, связующей пленки и абразивных зерен до температуры, составляющей не более чем примерно 450°С. Следует отметить, что способ обработки можно осуществлять при более низкой температуре обработки, например, составляющей не более чем примерно 375°С, не более чем примерно 350°С, не более чем примерно 300°С или даже не более чем примерно 250°С. В других вариантах реализации способ обработки может включать нагрев при температуре, составляющей по меньшей мере примерно 100°С, по меньшей мере примерно 150°С или даже по меньшей мере примерно 175°С.
Следует понимать, что способ нагрева может способствовать плавлению материалов в связующей пленке и втором слое покрытия абразивных частиц для связывания абразивных частиц и субстрата. Следует отметить, что в случае абразивных частиц, имеющих покрытие, между фрагментами покрытия на абразивных частицах и фрагментами субстрата, более конкретно, между фрагментами второго слоя покрытия и фрагментами субстрата могут образовываться области диффузионного связывания. Области диффузионного связывания могут характеризоваться взаимной диффузией между по меньшей мере одним химическим веществом (например, элементарным металлом), входящим в состав субстрата, и по меньшей мере одним химическим веществом (например, элементарным металлом), входящим в состав второго слоя покрытия, расположенного поверх абразивных частиц. Области диффузионного связывания более подробно будут описаны в настоящем документе.
После обработки, обеспечивающей связывание, можно проводить необязательную стадию (не изображенную на ФИГ. 1) для частичного или полного удаления материала связующей пленки с внешней поверхности субстрата. Подходящие способы удаления связующего материала могут включать промывку, очистку, стирание, напыление, сушку, нагрев и их комбинацию. Поверхность изделия, полученного после обработки на стадии 104, можно очищать или промывать для удаления нежелательных материалов (например, остаточного флюсового материала, входящего в состав дополнительного слоя).
После обработки на стадии 104 способа можно получать связущий слой поверх абразивных частиц и субстрата на стадии 105. Образование связующего слоя может способствовать получению абразивного изделия, имеющего улучшенную износостойкость. Кроме того, связующий слой может улучшать удерживание абразивных частиц в абразивном изделии. Согласно одному из вариантов реализации способ получения связующего слоя может включать нанесение связующего слоя на внешнюю поверхность изделия, образованного абразивными частицами, внешней поверхностью субстрата и областями диффузионного связывания, расположенными вокруг абразивных частиц. Фактически связующий слой может быть связан непосредственно с абразивными частицами, внешней поверхностью субстрата и областями диффузионного связывания.
Получение связующего слоя может включать способы, такие как осаждение, напыление, погружение, печать и их комбинацию. Согласно одному конкретному варианту реализации связующий слой можно получать при помощи способа электроосаждения. В альтернативном варианте реализации связующий слой можно получать при помощи способа осаждения путем химического восстановления.
Связующий слой может быть получен таким образом, что он расположен поверх второго слоя покрытия абразивных частиц и внешней поверхности субстрата, более конкретно, он может находиться в непосредственном контакте с ними. Согласно одному конкретному варианту реализации связующий слой может быть расположен поверх по меньшей мере 90% доступной поверхности абразивных частиц и внешней поверхности субстрата. В других вариантах реализации степень покрытия связующего слоя может быть более высокой, то есть он может быть расположен поверх по меньшей мере примерно 92%, по меньшей мере примерно 95% или даже по меньшей мере примерно 97% доступной поверхности абразивных частиц и внешней поверхности субстрата. В одном конкретном варианте реализации связующий слой может быть получен таким образом, что расположен поверх по существу всей доступной поверхности абразивных частиц и субстрата, где связующий слой может быть расположен поверх всех компонентов абразивного изделия, определяя внешнеюю поверхность абразивного изделия.
Связующий слой можно изготовить из материала, такого как органический материал, неорганический материал и их комбинации. Некоторые подходящие органические материалы могут включать полимеры, такие как УФ-отверждаемые полимеры, термоотверждаемые полимеры, термопластики и их комбинацию. Некоторые другие подходящие полимерные материалы могут включать уретаны, эпоксиды, полиимиды, полиамиды, акрилаты, поливинилы и их комбинацию.
Неорганические материалы, подходящие для применения в связующем слое, могут включать металлы, металлические сплавы, металлокерамику, керамику, композиты и их комбинацию. В одном конкретном случае связующий слой можно получать из материала, содержащего по меньшей мере один элементарный переходный металл, более конкретно из металлического сплава, содержащего элементарный переходный металл. Некоторые элементарные переходные металлы, подходящие для применения в связующем слое, могут включать свинец, серебро, медь, цинк, олово, титан, молибден, хром, железо, марганец, кобальт, ниобий, тантал, вольфрам, палладий, платину, золото, рутений и их комбинацию. В определенных случаях связующий слой может включать никель, может представлять собой металлический сплав, содержащий никель, или даже сплав на основе никеля. В других вариантах реализации связующий слой может состоять по существу из никеля.
Согласно одному из вариантов реализации средняя толщина связующего слоя может составлять по меньшей мере примерно 10% от среднего размера абразивных частиц, исключая первый и второй слои покрытия. В другом варианте реализации средняя толщина связующего слоя может составлять по меньшей мере примерно 20%, по меньшей мере примерно 30%, по меньшей мере примерно 40% или даже по меньшей мере примерно 50%. В другом варианте реализации средняя толщина связующего слоя может составлять не более чем примерно 100%, не более чем примерно 90%, не более чем примерно 85%, например, не более чем примерно 80% или даже не более чем примерно 75% от среднего размера абразивных частиц.
В более конкретных случаях средняя толщина связующего слоя может составлять по меньшей мере примерно 1 микрон, например, по меньшей мере примерно 2 микрона, по меньшей мере примерно 5 микрон, по меньшей мере примерно 10 микрон или даже по меньшей мере примерно 20 микрон. В некоторых вариантах реализации связующего слоя может быть получен таким образом, что средняя толщина составляет не более чем примерно 100 микрон, не более чем примерно 90 микрон, не более чем примерно 80 микрон, не более чем примерно 70 микрон.
Согласно одному из вариантов реализации связующий слой можно получать из материала, включая, например, композитные материалы, имеющие твердость, превышающую твердость материала областей диффузионного связывания и/или второго слоя покрытия. Например, твердость по Виккерсу связующего слоя может быть по меньшей мере на 5% выше твердости по Виккерсу областей диффузионного связывания. Фактически в других вариантах реализации твердость по Виккерсу связующего слоя может быть по меньшей мере примерно на 10%, например, по меньшей мере примерно на 20%, по меньшей мере примерно на 30%, по меньшей мере примерно на 40%, по меньшей мере примерно на 50%, по меньшей мере примерно на 75% или даже по меньшей мере примерно на 100% выше твердости по Виккерсу областей диффузионного связывания и/или второго слоя покрытия.
Кроме того, вязкость разрушения (Klс) связующего слоя, измеренная при помощи способа вдавливания, может быть по меньшей мере примерно на 5% выше средней вязкости разрушения материала областей диффузионного связывания и/или второго слоя покрытия. В конкретном варианте реализации вязкость разрушения (Кlс) связующего слоя может быть по меньшей мере примерно на 8% выше, по меньшей мере примерно на 10% выше, по меньшей мере примерно на 15% выше, по меньшей мере примерно на 20% выше, по меньшей мере примерно на 25% выше, по меньшей мере примерно на 30% выше или даже по меньшей мере примерно на 40% выше вязкости разрушения материала области диффузионного связывания и/или второго слоя покрытия.
Связующий слой необязательно может включать наполнитель. Наполнители могут представлять собой различные материалы, подходящие для улучшения рабочих характеристик конечного абразивного изделия. Некоторые подходящие наполнители могут включать абразивные зерна, порообразующие агенты, такие как полые сферы, стеклянные сферы, вспененный глинозем, природные материалы, такие как ракушки и/или волокна, металлические частицы и их комбинацию.
В одном конкретном варианте реализации связующий слой может включать наполнитель в форме абразивных зерен. Абразивные зерна, входящие в состав наполнителя, могут значительно отличаться от абразивных частиц, в частности размером, таким образом, в определенных случаях средний размер абразивных зерен наполнителя может быть существенно ниже среднего размера абразивных частиц, связанных со скрепляющей пленкой. Например, средний размер абразивных зерен наполнителя может быть по меньшей мере примерно в 2 раза ниже среднего размера абразивных частиц, определяемого размером ядра абразивных частиц, исключая первый и второй слои покрытия. Фактически средний размер абразивных зерен наполнителя может быть еще более низким, например, по меньшей мере примерно в 3 раза ниже, по меньшей мере примерно в 5 раз ниже, по меньшей мере примерно в 10 раз ниже среднего размера абразивных частиц, в частности средний размер абразивных зерен наполнителя может находиться в диапазоне от 2 до 10 раз ниже среднего размера абразивных частиц.
Абразивные зерна, входящие в состав наполнителя связующего слоя, можно получать из материала, такого как карбиды, материалы на основе углерода (например, фуллерены), бориды, нитриды, оксиды, оксинитриды, оксибориды и их комбинации. В определенных случаях абразивные зерна, входящие в состав наполнителя, могут представлять собой суперабразивный материал, такой как алмаз, кубический нитрид бора или их комбинацию. Следует понимать, что абразивные зерна, входящие в состав наполнителя, могут быть получены из того же материала, что и абразивные зерна, связанные со скрепляющей пленкой. В других случаях абразивные зерна, входящие в состав наполнителя, могут включать материал, отличный от материала абразивных частиц, связанных со скрепляющей пленкой.
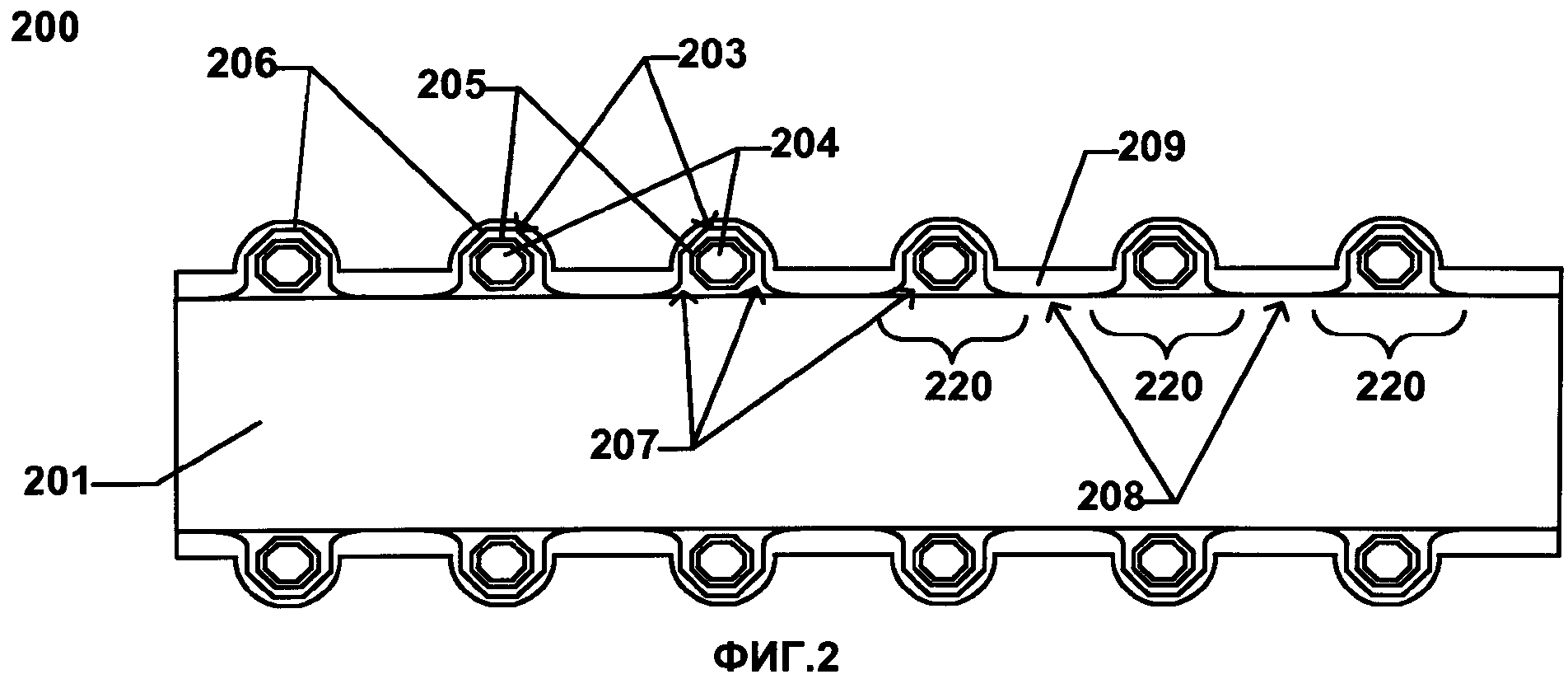
На ФИГ. 2 приведено поперечное сечение фрагмента абразивного изделия согласно одному из вариантов реализации. Показано, что абразивное изделие 200 может включать субстрат 201 в форме продолговатого элемента, такого как проволока. Кроме того, абразивное изделие может включать абразивные частицы 203, расположенные поверх внешней поверхности субстрата 201 и прикрепленные к ней. Следует отметить, что абразивные частицы 203 могут включать ядро 204, содержащее абразивный зернистый материал (например, алмазную крошку), первый слой покрытия 205, расположенный поверх ядра, и второй слой покрытия 206, расположенный поверх первого слоя покрытия 205. Абразивные частицы 203 могут быть непосредственно связаны с поверхностью субстрата 201 и могут находиться в непосредственном контакте с поверхностью субстрата, но не обязательно могут иметь промежуточный слой.
В конкретных вариантах реализации абразивные частицы 203 могут быть связаны с субстратом 201 по областям диффузионного связывания 207, в которых происходит взаимная диффузия материала второго слоя покрытия 206 и субстрата 201. Согласно одному из вариантов реализации области диффузионного связывания 207 локализованы вокруг абразивных частиц 203. Кроме того, области диффузионного связывания предпочтительно локализованы на границе поверхности абразивных частиц 203 и субстрата 201 и могут определять промежуточные области 208 между абразивными частицами 203, где промежуточные области 208 представляют собой участки, расположенные вдоль абразивного изделия, в которых отсутствуют области диффузионного связывания. Кроме того, промежуточные области можно определять как участки между абразивными частицами 203, на которых связующий слой 209 находится в непосредственном контакте с субстратом 201.
Абразивное изделие согласно одному из вариантов реализации, как таковое, может характеризоваться несплошным покрытием, предпочтительно расположенным вокруг абразивных частиц 203, где между абразивными частицами 203 содержатся промежуточные области или отсутствует материал между абразивными частицами 203. В определенных случаях несплошное покрытие может быть определено материалом второго слоя покрытия 206 и областей 207 диффузионного связывания, которые могут включать материал второго слоя покрытия 206 и субстрата 201. В конкретных вариантах реализации несплошное покрытие может определять области 220, содержащие покрытие, в которых материал, представляющий собой низкотемпературный металлический сплав (LTMA), расположен вокруг и поверх большей части абразивных частиц 203, и промежуточные области 208 между абразивными частицами 203. В определенных случаях промежуточные области 208 могут составлять меньшую часть площади внешней поверхности субстрата 201, например, не более чем примерно 48%, не более чем примерно 40%, не более чем примерно 35%, не более чем примерно 30%, не более чем примерно 25%, не более чем примерно 20%, не более чем примерно 15% или даже не более чем примерно 12% от общей площади внешней поверхности субстрата 201. Кроме того, промежуточные области 208 могут составлять по меньшей мере примерно 1%, например, по меньшей мере примерно 3% или по меньшей мере примерно 5% от общей площади внешней поверхности субстрата 201.
Абразивное изделие 200 может включать связующий слой 209, расположенный поверх внешних поверхностей абразивных частиц 203, который может быть непосредственно связан со вторым слоем покрытия 206 абразивных частиц 203 и фрагментами внешней поверхности субстрата 201, расположенными в промежуточных областях 208 между областями диффузионного связывания 207.
Описанные выше объекты изобретения следует рассматривать как иллюстративные, но не ограничивающие, и подразумевается, что прилагаемая формула изобретения охватывает все модификации, усовершенствования и другие варианты реализации, не выходящие за рамки объема настоящего изобретения. Таким образом, в той мере, насколько это разрешено законом, объем настоящего изобретения определяется наиболее широкой допустимой интерпретацией пунктов приведенной далее формулы изобретения и их эквивалентами и не должен быть ограничен или сведен к приведенному выше подробному описанию.
Для удовлетворения требованиям патентного права предложен реферат изобретения, при этом следует понимать, что он не определяет или не ограничивает объем или значение формулы изобретения. Кроме того, в приведенном выше подробном описании чертежей различные отличительные признаки можно объединять или описывать в одном варианте реализации для упорядочения описания. Не следует считать, что в настоящем описании для заявленных вариантов реализации требуется более высокое количество отличительных признаков, чем явно отражено в каждом пункте формулы изобретения. Напротив, в приведенной далее формуле изобретения описание объекта изобретения может включать меньшее количество отличительных признаков по сравнению с описанными в любом из предложенных вариантов реализации. Таким образом, следующая формула изобретения включена в подробное описание чертежей, где каждый пункт формулы изобретения следует рассматривать индивидуально, так как они по отдельности определяют заявленные объекты изобретения.
Абразивное изделие с покрытием и способ его изготовления (варианты)
Абразивная режущая кромка абразивного инструмента и способ ее формирования и замены
Отрезной круг
Абразивный инструмент (варианты)
Абразивный инструмент (варианты)
Абразивное изделие (варианты) и способ его формирования
Изделие для обработки поверхности и способ его изготовления
Абразивное изделие (варианты) и способ его формирования
Абразивное изделие (варианты) и способ его формирования
Система и способ удаления материала, система для образования пены и устройство для преобразования пены в жидкость
Абразивное изделие с покрытием и способ его изготовления (варианты)
Жесткое или гибкое макропористое абразивное изделие
Абразивная режущая кромка абразивного инструмента и способ ее формирования и замены
Отрезной круг
Абразивный инструмент (варианты)
Абразивный инструмент (варианты)
Абразивное изделие (варианты) и способ его формирования
Абразивное изделие (варианты) и способ его формирования
Изделие для обработки поверхности и способ его изготовления
Абразивное изделие (варианты) и способ резания сапфира с его использованием

