Результат интеллектуальной деятельности: ИЗДЕЛИЕ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Предпосылки изобретения
Композиционные абразивы из нетканого материала обычно используют для полировки или финишной обработки металлических поверхностей в широком диапазоне. Как подходящие для полировки большинства металлов традиционные абразивы из нетканого материала характеризуются тенденцией оставлять видимый остаток на металлической поверхности высокотемпературных сплавов, таких как сплавы на основе титана. Этот остаток типично является известным как "загрязнения" и его присутствие считается вредным. Количество присутствующих типичных загрязнений прямо пропорционально плотности композиционного абразива из нетканого материала, используемого для полировки металла.
Загрязнения определяли как состоящие преимущественно из полиуретановой смолы, часто со следовыми количествами нейлона. Полиуретановая смола является общепринятым связывающим адгезивом, используемым в нетканых абразивах, поскольку нейлон представляет собой волокно, используемое в качестве субстрата для композиционных абразивов.
Для уменьшения загрязнения к полиуретановому адгезиву часто добавляют внешние смазывающие средства, такие как тальк, каолин, стеараты металлов (такие как стеарат цинка, стеарат кальция или стеарат лития) и тетрафторэтилен (например, в порошковой форме). Количество этих внешних смазывающих средств, однако, типично характеризуются ограниченным влиянием на уменьшение присутствия загрязнений, и существенно уменьшает жизнь продукта из нетканого материала композиционного абразива, как следствие,- сопутствующее увеличенной потере продукта.
Следовательно, существует потребность в существенном уменьшении или устранении вышеуказанных проблем, связанных с композиционными абразивами из нетканого материала.
Раскрытие изобретения
Настоящее изобретение в целом относится к изделию обработки поверхности, способу образования изделия обработки поверхности и к способу, используемому для истирания обрабатываемой детали.
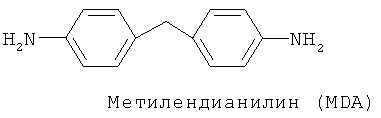
В одном варианте осуществления настоящее изобретение относится к изделию для обработки поверхности, которое включает органическую матрицу, в основном схваченную связующим. Связующее включает продукт реакции блокированного полиуретанового преполимера и смеси ароматических аминов. Ароматические амины содержат полиметиленовый полианилин, характеризующийся функциональностью больше чем 4.
В другом варианте осуществления настоящее изобретение представляет собой способ образования изделия обработки поверхности. Способ образования изделия включает комбинирование блокированного полиуретанового полимера и смеси ароматических аминов, где ароматические амины содержат полиметиленовый полианилин, характеризующийся функциональностью больше чем 4 с образованием, таким образом, предшественника связующего. Предшественник связующего объединяют с абразивными частицами и затем отверждают с образованием, таким образом, изделия для обработки поверхности.
В другом варианте осуществления способ истирания обрабатываемой детали включает прикладывание к обрабатываемой детали изделия обработки поверхности, что включает органическую матрицу, в основном охваченную связующим, образованным из продукта реакции блокированного полиуретанового преполимера и смеси ароматических аминов, где ароматические амины содержат полиметиленовый полианилин, характеризующийся функциональностью больше чем 4.
Настоящее изобретение характеризуется многими преимуществами. Например, изделие позволяет осуществлять обработку поверхности предпочтительно без загрязнений. Кроме того, изделие предусматривает баланс скорости отрезания и потери, что существенно увеличивает долговечность продукта. Изделие также характеризуется улучшенной термической стойкостью, так что пользователь не сталкивается с преждевременным плавлением изделия обработки поверхности.
Подробное описание изобретения
Настоящее изобретение в целом относится к изделию обработки поверхности для применения при полировке или финишной обработке металлических поверхностей в широком диапазоне, например, поверхностей сплавов на основе титана. Настоящее изобретение также относится к способам образования и способам применения изделия обработки поверхности настоящего изобретения.
В одном варианте осуществления настоящее изобретение относится к изделию обработки поверхности, включающий органическую матрицу, в основном охваченную связующим. Компоненты органической матрицы включают феноксисмолу, антиоксидант, модификатор реологии, пластификатор и наполнитель. Связующее включает продукт реакции блокированного полиуретанового преполимера и смеси ароматических аминов. Примеры подходящих блокированных полиуретановых преполимеров включают по меньшей мере один член, выбранный из группы, включающей толуолдиизоцианат или метилендиизоцианат, полибутилгликолевый эфир или сложный полиэфир полиола, поликапролактон и метилэтилкетоксим.
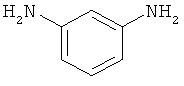
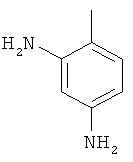
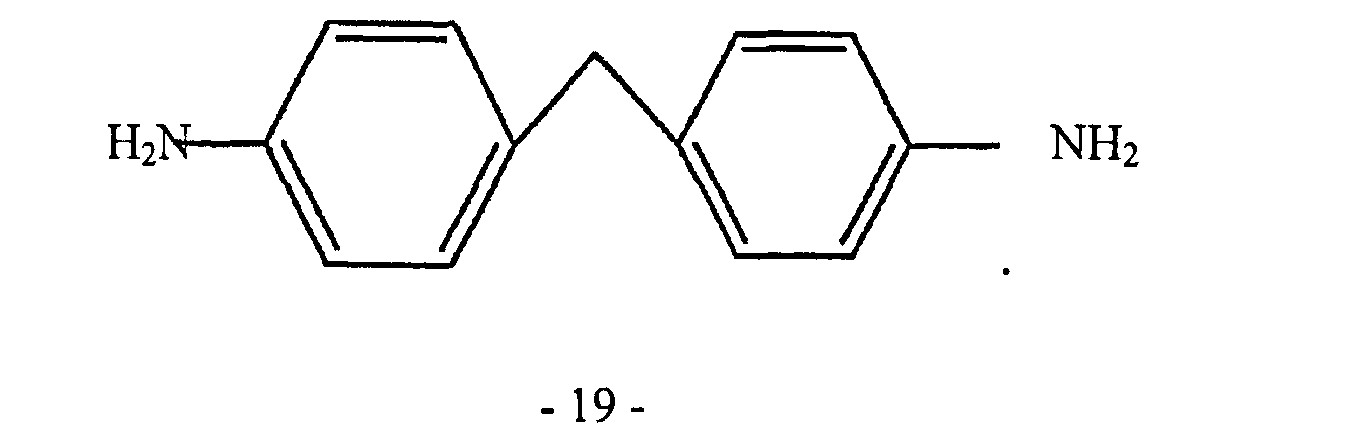
Подходящие ароматические амины включают амины, которые известны специалистам области изделий обработки поверхности. Примеры подходящих ароматических аминов включают ароматические амины, характеризующие смесь следующей структурной формулы:
и
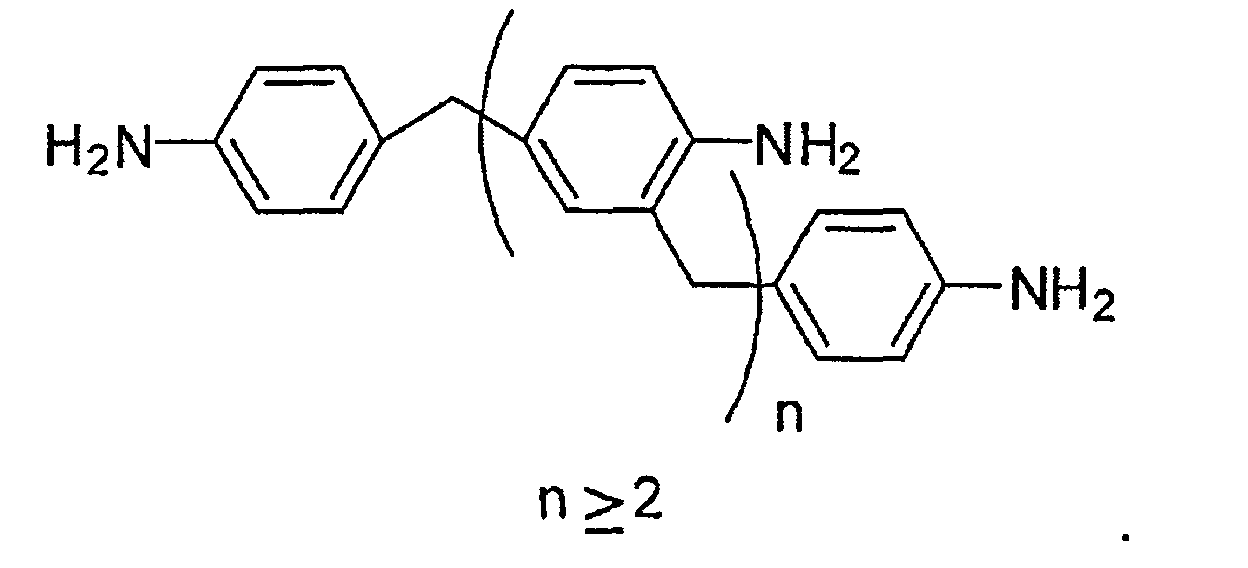
n≥2
Полиметиленполианилины
Если n>2, полагают, что химическое соединение характеризуется функциональностью больше 4, поскольку химическое соединение характеризуется более чем четырьмя аминофункциональными группами, которые будут взаимодействовать с полиуретановым преполимером. В одном варианте осуществления n больше чем 2. В другом варианте осуществления n может быть больше 3, 4, 5, 6, 7, 8, 9 или 10.
Примеры подходящих полиметиленполианилинов представляют собой полиметиленполианилины, которые известны специалистам в области изделий обработки поверхности, такие как коммерчески доступные полиметиленполианилины, полученные Air Products, у которых следующая структурная формула:
1. Ancamine DL-50, который представляет собой смесь 50%

и 50% полиметиленполианилинов
2. Ancamine 1482, который представляет собой смесь <36%
<20% полиметиленполианилинов
и 45% 1,3-фенилендиамина
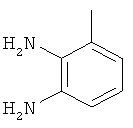
3. Ancamine Y, который представляет собой смесь <45%
<30% полиметиленполианилинов
<20% 3,4-диаминотолуола
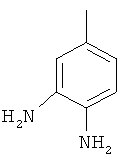
<15% 2,3-диаминотолуола
 ,
,
<1% 2,4-диаминотолуола
В одном варианте осуществления соотношение блокированного полиуретанового преполимера к ароматическим аминам находится в диапазоне от приблизительно 6,5:1 до приблизительно 10,5:1. Предпочтительно, величина соотношения блокированного полиуретанового преполимера к ароматическим аминам находится в диапазоне от приблизительно 9,1:1 до приблизительно 10,1:1.
Подходящие компоненты органической матрицы известны специалистам в области изделий обработки поверхности. Примеры компонентов подходящей органической матрицы для включения в изделия обработки поверхности по настоящему изобретению включают феноксисмолу, антиоксидант, модификатор реологии и пластификатор. Типично, соотношение органической матрицы к связующему в изделии обработки поверхности по настоящему изобретению находится в диапазоне от приблизительно 0,34:1 до приблизительно 0,43:1.
В одном варианте осуществления это изделие обработки поверхности по настоящему изобретению дополнительно включает по меньшей мере одно смазывающее средство. Примеры подходящих смазывающих средств включают по меньшей мере один член группы, состоящей из талька, каолина, стеарата металла и тетрафторэтилена (такого как порошок тетрафторэтилена). Примеры подходящих стеаратов металлов включают по меньшей мере один член, выбранный из группы, состоящей из стеарата цинка, стеарата кальция и стеарата лития.
Количество смазывающего средства в связующем изделии обработки поверхности настоящего изобретения обычно находится в диапазоне от приблизительно 7% до приблизительно 12% по массе связующего. Более конкретно диапазон может быть от приблизительно 10% до приблизительно 11%.
В другом варианте осуществления настоящее изобретение представляет собой способ образования изделия обработки поверхности. Способ включает комбинирование блокированного полиуретанового преполимера и смеси ароматических аминов, где ароматические амины содержат полиметиленовый полианилин, характеризующийся функциональностью больше 4, с образованием, таким образом, предшественника связующего. Блокированный полиуретановый преполимер и ароматические амины, подходящие для применения в способе, такие же, как описанные выше.
Ароматические амины становились смесью чистого MDA и полиметиленполианилинов. Для получения смеси блокированного полиуретанового преполимера и ароматических аминов использовали промышленную мешалку, оборудованную лезвием высокого сдвига. Последовательность добавления показана в составе сверху вниз. Лезвие высокого сдвига характеризуется диаметром 16" и вращается при 150-200 RPM. Предусматривали достаточно времени для обеспечения гомогенности смеси.
Соотношения блокированного полиуретанового преполимера и ароматических аминов находятся в обсуждаемом выше диапазоне, как и соотношение предшественника связующего с органической матрицей.
Предшественник связующего объединяли с органической матрицей подходящим способом, например, путем добавления в предшественник связующего в последовательности, как показано, в состав при перемешивании.
Предшественник связующего объединяли с подходящими абразивными частицами с образованием отверждаемой абразивной взвеси. Примеры подходящих частиц включают карбид кремния, оксид алюминия, керамические абразивы, абразивные агломераты с размером зерна от ANSI60 до ANSI800. Весовое соотношение абразивных частиц с предшественником связующего изменяется от 1,5:1 до 2,5:1.
В другом варианте осуществления способ относится к истираемой обрабатываемой детали, используемой в изделии обработки поверхности, как описано выше.
Изделие обработки поверхности может представлять собой составной абразивный круг. В одном варианте осуществления цельные диски кругов образованы из абразивных листов из нетканого материала, содержащих пушистую волокнистую ткань, связанную предварительной полимерной связью, а затем отверждаемой абразивной взвесью, содержащей предшественник связующего и абразивные частицы. Абразивные листы из нетканого материала складывали, компоновали и отверждали под давлением при повышенной температуре, такой как температура в диапазоне от приблизительно 90°C до приблизительно 130°C, с образованием плиты. Конкретные варианты осуществления при повышенной температуре включают воздействие температуры 126,7°C в течение 2 часов или 98,9°C в течение 15 часов. Цельные диски кругов затем отрезали от плиты вместе с отверстием по центру для встраивания в абразивный инструмент.
Изделие обработки поверхности также может представлять собой конволютный круг. В одном варианте осуществления конволютные круги образованы из абразивного листа из нетканого материала, содержащего пушистую волокнистую ткань, связанную предварительной полимерной связью, а затем отверждаемой абразивной взвесью, содержащей предшественник связующего и абразивные частицы. Лист присоединен к полому стержню и спиральной навивке вокруг стержня с образованием прокатанного цилиндра. Стержень связан посредством отверждения при повышенной температуре, как описано выше, и конволютные диски отрезали от края цилиндра связывания.
ПОЯСНЕНИЕ НА ПРИМЕРАХ
Пример 1
Субстрат из нетканого материала, состоящий из извитых штапелей нейлона 15 денье, получают на пневмоуложенной линии образования волокна, такой, что продается DOA (Dr. Otto Angleitner, Ges.m.b.H. & Co. KG, Austria.) при массе 124,4 г/м2 (грамм на квадратный метр). Субстрат из нетканого материала опрыскивают акриловым латексом с обеих сторон на общий сухой вес 44,4 г/м2. Затем субстрат пропускают через печь для отверждения акрилового связующего в течение приблизительно 2,4 минут при 143°C. Субстрат из нетканого материала затем разрезают на квадратные листы 43,2×43,2 см.
Предшественник связующего и абразивную взвесь получают, как описано выше, и это характеризуется вязкостью 2500-3000 cps при 25°C. Растворитель MIBK может быть использован для регулировки вязкости абразивной взвеси.
Двухвалковую установку для нанесения покрытий используют для пропитывания абразивной взвесью субстрата из нетканого материала посредством пропускания квадратного листа через зазор установки для нанесения покрытий. Давление в зазоре установки для нанесения покрытий регулируют таким образом, чтобы нанесение абразивной взвеси было приблизительно 197 г/м2.
Покрытые листы складывают сверху друг на друга между двумя металлическими пластинами. Количество листов определяют при помощи конечной плотности продуктов. Затем пачку помещают в печь при 126,7°C на 2 часа и при 98,9°C на 15 часов для завершения отверждения предшественника связующего с образованием, таким образом, отвержденой плиты. Затем отвержденную плиту режут на цельные диски кругов с отверстием по центру.
Пример 2
Субстрат из нетканого материала, состоящий из извитых штапелей нейлона определенного денье, получают на пневмоуложенной линии образования волокна, такой, что продается DOA (Dr. Otto Angleitner, Ges.m.b.H. & Co. KG, Австрия) при определенной массе. Субстрат из нетканого материала опрыскивают акриловым латексом с обеих сторон. Затем субстрат пропускают через печь для отверждения акрилового связующего в течение приблизительно 2,4 минут при 143°C. Субстрат из нетканого материала затем скатывают в агрегаты крупных размеров с приблизительной длиной в 100 ярдов.
Субстрат из нетканого материала может быть использован непосредственно для получения конволютных пакетов или может переходить в дополнительный процесс, чтобы стать предварительно определенного размера перед использованием для получения конволютных пакетов.
При процессе с предварительно определенным размером субстрат из нетканого материала пропитывают предшественником связующего посредством процесса погружения и сдавливания в двухвалковой установке для нанесения покрытий. Пропитанный субстрат затем покрывают зернистыми гранулами с обеих сторон с применением гравитационного бункера. После покрытия зернистыми гранулами для закрепления зернистых гранул в субстрате наносят спреевое покрытие на основе фенольной смолы. Затем это пропускают через печь для отверждения полиуретана и фенольных смол приблизительно в течение 15 минут при 149°C.
Двухвалковую установку для нанесения покрытий используют для пропитывания субстрата из нетканого материала или субстрата с предварительным размером полиуретановой абразивной взвесью пропусканием субстрата из нетканого материала или субстрата с предварительным размером через зазор установки для нанесения покрытий. Давление в зазоре установки для нанесения покрытий регулируют для соответствия определенному заранее применению абразивной взвеси для конкретного материала. Покрытый субстрат затем обматывают по спирали на машине с образованием конволютных пакетов различных диаметров и плотностей. Плотность конволютных пакетов может изменяться посредством регулирования количества материала, свернутого в пакет. Конволют затем помещают в печь при 126,7°C на 2 часа и при 98,9°C на 15 часов для завершения отверждения связующего предшественника.
Тесты загрязнений
Методика 1 теста загрязнений
Диск диаметром 7,62 см устанавливают на переносной пневматической шлифовальной машине, которая вращается при 18000 rpm, доступной от Dynabrade, модель 52257. Поверхностная скорость по периметру дисков равна 71,8 метров в секунду. Металлическую обрабатываемую деталь из нержавеющей стали или титана толщиной от 0,1 до 0,25 дюйма закрепляют на рабочем месте при помощи зажимного устройства. Площадь поверхности обрабатываемой детали должна быть достаточно большой, чтобы предусмотреть припуск на шлифовку за ход по меньшей мере 7 дюйма в длину. Перед тестом загрязнений диски испытывают путем шлифовки приблизительно 60 секунд на обрабатываемой детали обратным и прямым ходом. Сила шлифовки будет в диапазоне от 4 до 6 фунт-сила, имитируя нормальную ручную шлифовку. Используют чистую область металлической обрабатываемой детали, не содержащей никаких остатков загрязнений, оставшихся от предыдущего теста, и шлифуют в одном месте в течение 10 секунд. Осуществляют такты от 3 до 5 дюйма в длину при более высоком давлении и быстро перемещаются после начала шлифовки. Выполняют по меньшей мере 5 тактов на разных участках металла. Сообщают о загрязнениях, если любые остатки материала диска перенеслись на обрабатываемую деталь в форме тонкого слоя из материала темного цвета.
Методика 2 теста загрязнений
Для дисков диаметром 15,24 см используют настольный шлифовальный станок Baldor с вращающимся диском при 3600 rpm. Поверхностная скорость по периметру дисков равна 28,7 метров в секунду. В данном случае обрабатываемую деталь располагают по направлению к вращающемуся диску. Подобно методике 1 теста загрязнений диск будет отделан шлифовкой части металлической обрабатываемой детали в течение 60 секунд. Выбирают чистую область металлической обрабатываемой детали и шлифуют в течение 10 секунд одну область. Выполняют быстрые такты от 3 до 5 дюйма в длину при постоянном давлении после начала теста на загрязнения. Выполняют по меньшей мере 5 тактов и затем сообщают о загрязнениях.
Тогда как настоящее изобретение было конкретно показано и описано со ссылкой на его предпочтительные варианты осуществления, специалистам настоящей области техники будет понятно, что различные изменения в форме и деталях могут быть сделаны без отклонения от объема настоящего изобретения, который охватывается приложенной формулой изобретения.
Абразивное изделие с покрытием и способ его изготовления (варианты)
Абразивная режущая кромка абразивного инструмента и способ ее формирования и замены
Отрезной круг
Абразивный инструмент (варианты)
Абразивный инструмент (варианты)
Абразивное изделие (варианты) и способ его формирования
Абразивное изделие (варианты) и способ его формирования
Абразивное изделие (варианты) и способ его формирования
Система и способ удаления материала, система для образования пены и устройство для преобразования пены в жидкость
Абразивное изделие (варианты)
Абразивное изделие с покрытием и способ его изготовления (варианты)
Жесткое или гибкое макропористое абразивное изделие
Абразивная режущая кромка абразивного инструмента и способ ее формирования и замены
Отрезной круг
Абразивный инструмент (варианты)
Абразивный инструмент (варианты)
Абразивное изделие (варианты) и способ его формирования
Абразивное изделие (варианты) и способ его формирования
Абразивное изделие (варианты) и способ резания сапфира с его использованием
Абразивное изделие (варианты) и способ его формирования

