Результат интеллектуальной деятельности: АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ
Вид РИД
Изобретение
Изобретение направлено на абразивы со связующим и, в частности, абразивные изделия со связующим, включающие абразивные зерна из микрокристаллического оксида алюминия.
УРОВЕНЬ ТЕХНИКИ
Абразивные инструменты обычно формируют так, чтобы они имели абразивные зерна, содержащиеся в связующем материале, для областей применения съема материала. В таких абразивных инструментах могут использоваться суперабразивные зерна (например, алмаз или кубический нитрид бора (CBN)) или абразивное зерно из спеченного золь-геля оксида алюминия, образованного в процессе с затравкой (или даже без затравки), также называемое абразивным зерном из микрокристаллического альфа-оксида алюминия (МСА), и, как известно, они обеспечивают превосходные шлифовальные характеристики на ряде материалов. Связующий материал может представлять собой органические материалы, такие как смола, или неорганический материал, такой как стекло или остекленный материал. В частности, абразивные инструменты со связующим, в которых используется остекленный связующий материал и содержатся зерна из МСА или суперабразивное зерно, коммерчески применимы для шлифования прецизионных металлических деталей и других промышленных компонентов, требующих соответствующих и улучшенных шлифовальных характеристик.
Определенные абразивные инструменты со связующим, в частности, в которых используется остекленный связующий материал, нуждаются в высокотемпературных формовочных процессах, которые могут оказывать вредные воздействия на абразивные зерна. Фактически, было признано, что при таких повышенных температурах, необходимых для формования абразивного инструмента, связующий материал может реагировать с абразивными зернами, в частности с зернами из МСА, повреждая целостность абразива и уменьшая заостренность зерна и эксплуатационные характеристики. Вследствие этого промышленность переместилась в сторону снижения температур формования, необходимых для формования связующего материала, для того чтобы контролировать высокотемпературное разрушение абразивных зерен во время формовочного процесса.
Например, для снижения количества реакций между зерном из МСА и стекловидным связующим материалом патент США №4543107 раскрывает связующий состав, подходящий для обжига при температуре до приблизительно 900°С. В альтернативном подходе патент США №4898597 раскрывает связующий состав, содержащий по меньшей мере 40% спекшихся материалов, подходящих для стекловидного связующего с низкой температурой обжига. Другие такие абразивные изделия со связующим с использованием связующих материалов, поддающиеся формованию при температурах ниже 1100°С и, фактически, ниже 1000°С, включают патент США №5203886, патент США №5401284, патент США №5536283 и патент США №6702867. Тем не менее, промышленность продолжает нуждаться в улучшенных характеристиках таких абразивных изделий со связующим.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно одному аспекту абразивное изделие имеет абразивное тело, имеющее абразивные зерна, содержащие микрокристаллический оксид алюминия, которые содержатся в связующем материале, где связующий материал имеет общее содержание оксида алюминия по меньшей мере приблизительно 15 мол.%.
Согласно другому аспекту абразивное изделие включает абразивное тело, имеющее абразивные зерна из микрокристаллического оксида алюминия, содержащиеся в стекловидном связующем материале, где стекловидный связующий материал включает общее содержание оксида алюминия [CAl2O3] в мол.% по меньшей мере приблизительно 15 мол.%. Стекловидный связующий материал дополнительно включает общее содержание диоксида кремния [CSiO2] в мол.%, при этом стекловидный связующий материал имеет соотношение [CAl2O3]/[CSiO2] по меньшей мере приблизительно 0,2.
В другом аспекте абразивное изделие включает абразивное тело, имеющее абразивные зерна из микрокристаллического оксида алюминия, содержащиеся в стекловидном связующем материале, где стекловидный связующий материал включает общее содержание оксида алюминия [СAl2O3] по меньшей мере приблизительно 15 мол.%, общее содержание диоксида кремния [CSiO2] не более чем приблизительно 70 мол.% и общее содержание соединений щелочных оксидов [Саос], выбранных из группы щелочных соединений, состоящей из оксида калия (К2О), оксида натрия (Nа2О) и оксида лития (Li2O), составляет не более чем приблизительно 15 мол.%.
Согласно еще одному аспекту абразивное изделие включает абразивное тело, имеющее абразивные зерна, включающие микрокристаллический оксид алюминия, которые содержатся в стекловидном связующем материале, где стекловидный связующий материал включает фактор растворения зерна не более чем приблизительно 1,0 вес.%.
В еще одном аспекте абразивное изделие включает абразивное тело, имеющее абразивные зерна, включающие микрокристаллический оксид алюминия, которые содержатся в стекловидном связующем материале, где стекловидный связующий материал формируют из порошкового связующего материала, имеющее достаточное количество оксида алюминия для снижения растворения абразивных зерен, которое измеряют по изменению общего содержания оксида алюминия [ΔАl2O3] между содержанием оксида алюминия порошкового связующего материала [РВМAl2O3] и общим содержанием оксида алюминия стекловидного связующего материала [VВМAl2O3]» не более чем на приблизительно 15,0 мол.%, которое вычисляют по уравнению [ΔАl2О3]=[VBMAl2O3-РВМАl2O3]/[РВМАl2O3].
Согласно одному аспекту способ формирования абразивного изделия включает смешивание абразивных зерен, включающих микрокристаллический оксид алюминия, с порошком связующего материала, где порошок связующего материала включает по меньшей мере приблизительно 15 мол.% оксида алюминия, и формование смеси в сырое изделие. Способ дополнительно включает нагревание сырого изделия до температуры обжига по меньшей мере приблизительно 800°С с формированием абразивного изделия, имеющего абразивные зерна, содержащиеся в стекловидном связующем материале.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее раскрытие может быть более понятным, а его многочисленные признаки и преимущества очевидны для специалистов настоящей области техники на основе прилагаемых графических материалов.
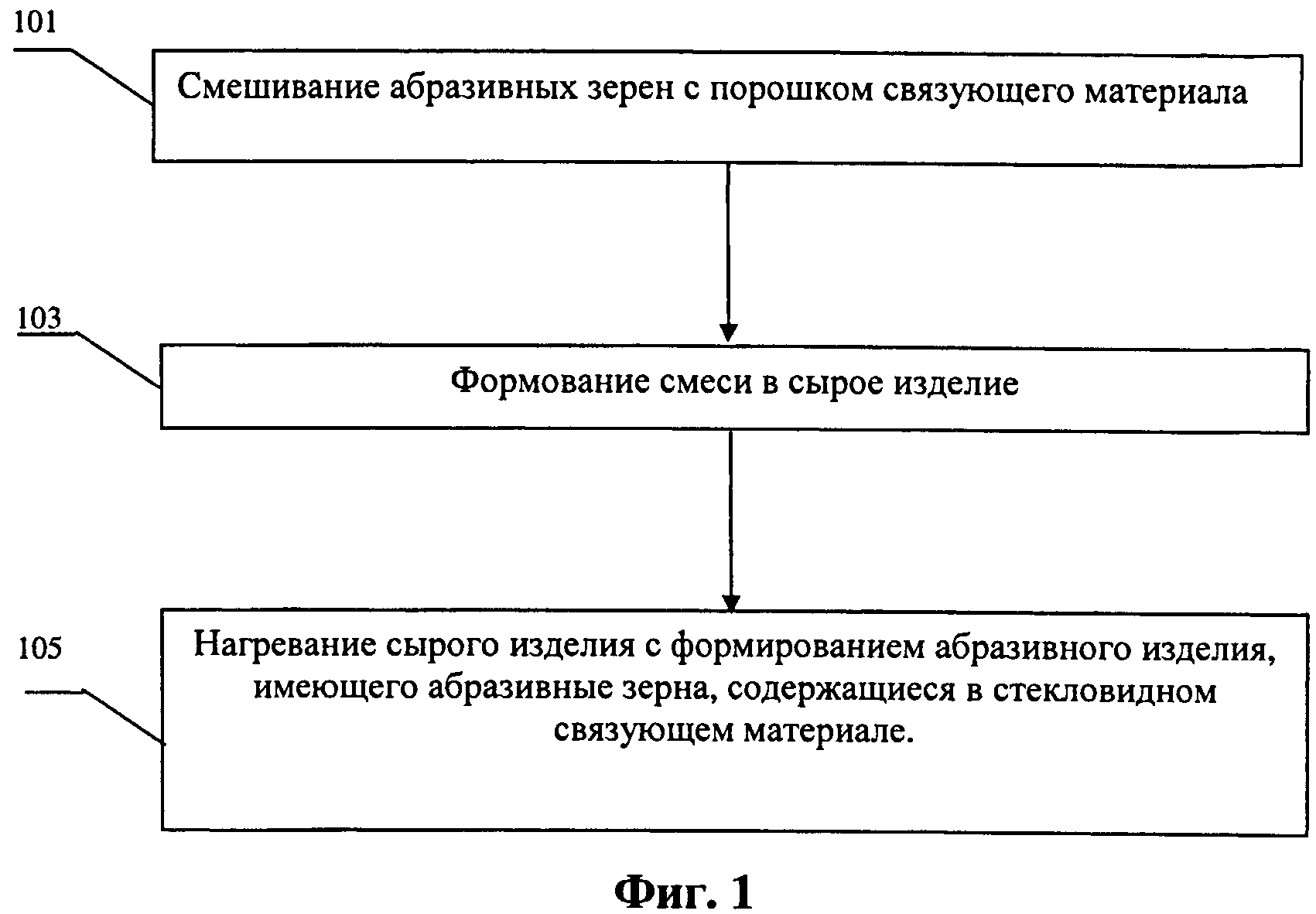
ФИГ.1 включает блок-схему, иллюстрирующую способ формирования абразивного изделия в соответствии с вариантом осуществления.
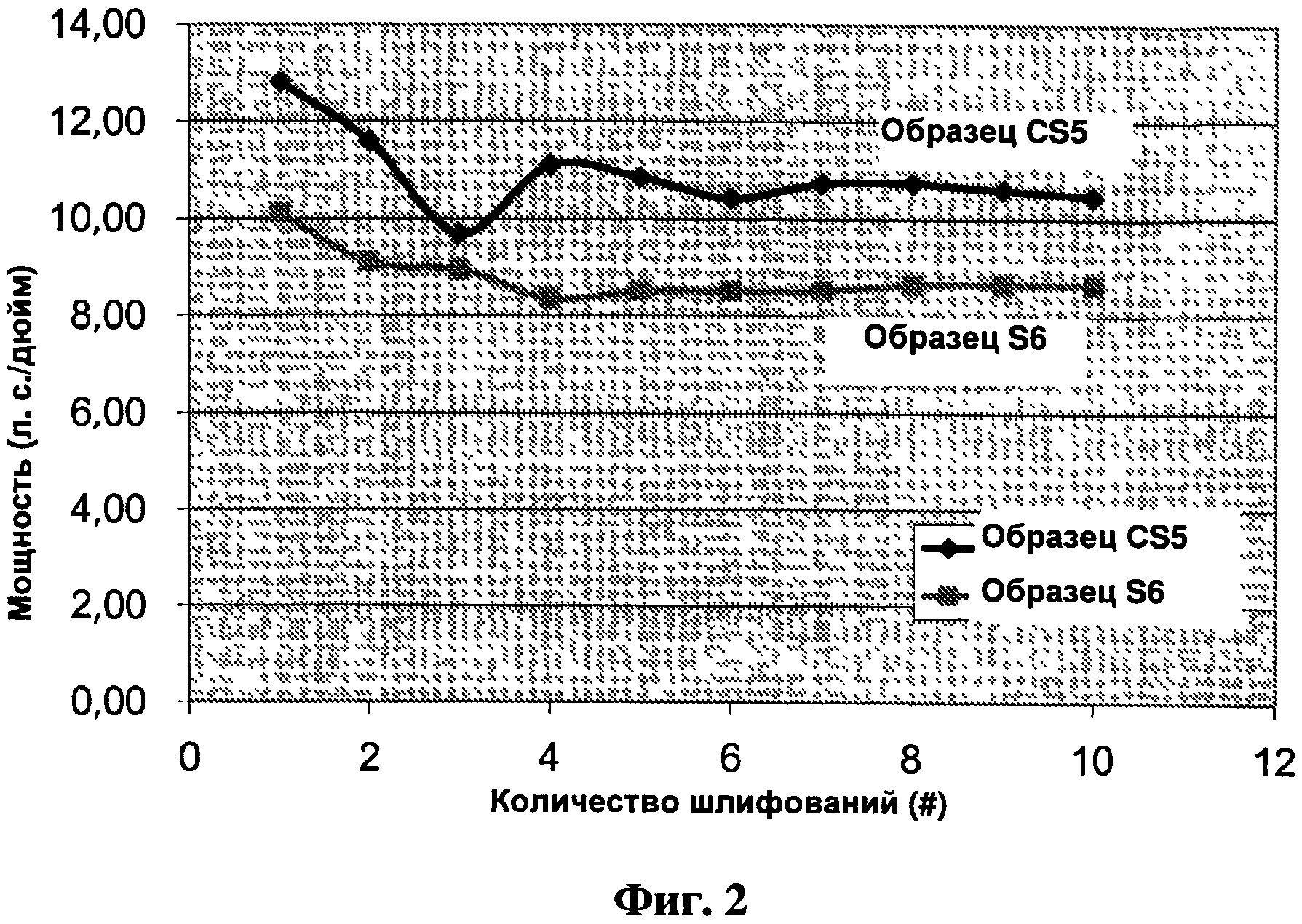
ФИГ.2 включает график энергопотребления от числа циклов шлифования для образца, сформированного согласно варианту осуществления, и обычного образца.
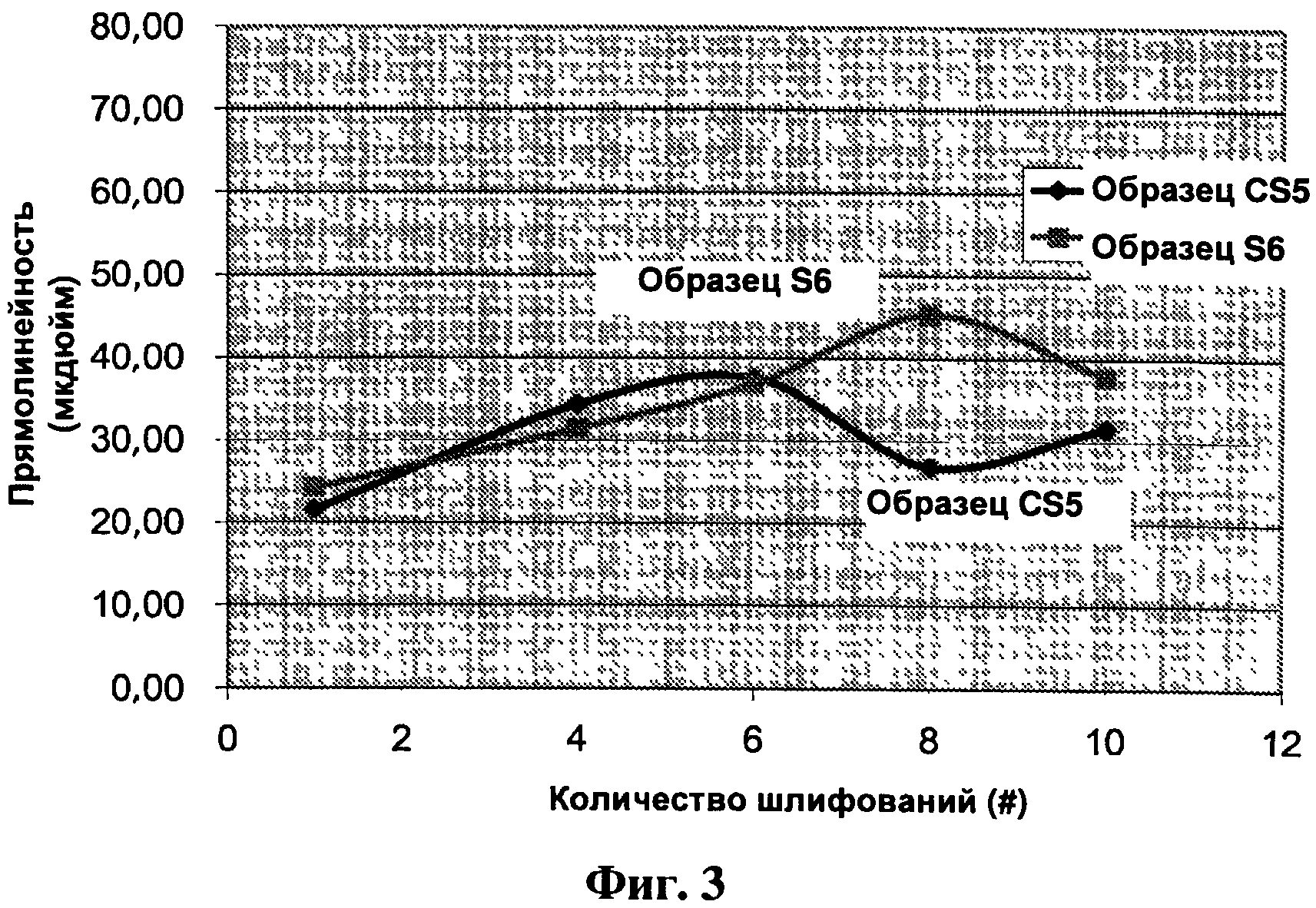
ФИГ.3 включает график прямолинейности от числа циклов шлифования для образца, сформированного согласно варианту осуществления, и обычного образца.
Применение одинаковых условных символов в различных графических материалах указывает на сходные или идентичные элементы.
ПОДРОБНОЕ ОПИСАНИЕ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение, в целом, направлено на абразивное изделие, в частности абразивное изделие со связующим, в котором используют абразивные зерна, содержащиеся в связующем материале. Такие абразивные изделия применимы в областях применения для съема материалов, как, например, таковые в различных отраслях промышленности для чистовой обработки и/или шлифования обрабатываемых деталей. Абразивным изделиям можно придать форму и размер для получения различных инструментов для чистовой обработки, таких как диски, конусы, чашеобразные изделия, шлифовальные бруски и/или камни.
ФИГ.1 включает блок-схему, иллюстрирующую способ формирования абразивного изделия в соответствии с вариантом осуществления. Как показано на фигуре, способ начинают на этапе 101 путем смешивания абразивных зерен с порошком связующего материала. В соответствии с вариантом осуществления абразивные зерна могут включать неорганический материал, такой как оксид. Конкретнее, абразивные зерна могут включать зерна из микрокристаллического оксида алюминия (МСА).
Зерна из МСА или золь-гелевого оксида алюминия предпочтительно получают золь-гелевым способом, с затравкой или без нее. Используемое в настоящем документе выражение "мелкие твердые частицы из золь-гелевого оксида алюминия" представляют собой мелкие твердые частицы из оксида алюминия, полученные по способу, включающему пептизацию золя моногидрата оксида алюминия так, чтобы сформировать гель, сушку и обжиг геля до его спекания и затем измельчение, просеивание и сортировку по размеру спеченного геля с формированием поликристаллических зерен, выполненных из микрокристаллов альфа-оксида алюминия (например, по меньшей мере приблизительно 95% оксида алюминия). Вдобавок к микрокристаллам альфа-оксида алюминия исходный золь может дополнительно включать до 15% по весу шпинели, муллита, диоксида марганца, оксида титана, оксида магния, оксидов редкоземельных металлов, порошка диоксида циркония или предшественника диоксида циркония (который можно добавлять в больших количествах, например 40 вес.% или более) или других сочетаемых добавок или их предшественников. Эти добавки часто включают для модификации таких свойств, как трещиностойкость, твердость, хрупкость, механика разрушения или поведение при сушке. Получение зерен из спеченного золь-гелевого альфа-оксида алюминия подробно описано в других местах. Подробную информацию о таких способах получения можно найти, например, в патентах США №№4623364, 4314827 и 5863308, содержания которых включены в данный документ ссылкой.
Выражение зерно из МСА определяют как включающее любое зерно, содержащее по меньшей мере 60% микрокристаллов альфа-оксида алюминия с по меньшей мере 95% теоретической плотностью и твердостью по Виккерсу (500 грамм) по меньшей мере 18 ГПа на 500 грамм. Зерно из спеченного золь-гелевого альфа-оксида алюминия может содержать пластинки материала, отличные от альфа-оксида алюминия, распределенные среди микрокристаллов альфа-оксида алюминия. В целом, частицы альфа-оксида алюминия и пластинки имеют размер субмикронов при получении в данной форме. Дополнительную подробную информацию о способах получения абразивного зерна из МСА и типах абразивного зерна из МСА, применимого в настоящем изобретении, можно найти в любом из многочисленных других патентов и публикаций, которые ссылаются на базовую технологию, раскрытую в патентах США №№4623364 и 4314827.
Микрокристаллический оксид алюминия, используемый в абразивных зернах, может иметь средний размер кристаллита менее 1 микрона. Фактически, в определенных случаях, микрокристаллический оксид алюминия может иметь средний размер кристаллита менее чем приблизительно 0,5 микрона и, в частности, в диапазоне от приблизительно 0,1 до приблизительно 0,2 микрона.
Кроме того, нужно будет принять во внимание, что в абразивных изделиях со связующим вариантов осуществления в данном документе может использоваться определенное содержание второстепенных абразивных зерен. При применении второстепенных абразивных зерен такие абразивные зерна могут давать от приблизительно 0,1 до приблизительно 97 об.% общего абразивного зерна инструмента и, более предпочтительно, от приблизительно 30 до приблизительно 70 об.%. Второстепенные абразивные зерна, которые можно применять, включают, но без ограничения, оксид алюминия, карбид кремния, кубический нитрид бора, алмаз, зерна кремния и граната и их комбинации. Фактически, в определенных абразивных изделиях в данном документе может использоваться смесь абразивных зерен так, чтобы абразивное изделие содержало первую часть абразивных зерен, выполненную из МСА, и вторую часть абразивных зерен, выбранных из группы материалов, состоящей из суперабразивных зерен, монокристаллического оксида алюминия и их комбинации.
В отношении порошка связующего материала можно использовать неорганические материалы и, в частности, неорганические материалы, которые облегчают формирование окончательно сформированного абразивного изделия со стекловидным связующим. То есть окончательно сформированное абразивное изделие со связующим может иметь стекловидное связующее, имеющее определенное содержание аморфной фазы. В частности, окончательно сформированное абразивное изделие со связующим вариантов осуществления в данном документе может иметь связующий материал, который состоит в основном из аморфной фазы.
В определенных случаях порошок связующего материала может включать неорганические материалы, такие как оксиды. В частности, порошок связующего материала может включать стеклоцементный материал, который подходит для формирования окончательно сформированного стекловидного связующего материала. Стеклоцементный материал может включать порошковый материал, образованный из стекла, сформированного путем изначально обжига изначально до повышенной температуры (например, 1000°С или более), охлаждения, размельчения и сортировки по размеру с получением порошкового материала ("стеклоцемента"). Стеклоцемент затем можно расплавить при температуре, значительно ниже исходной температуры обжига, применяемой для получения стекла из исходных материалов, таких как диоксид кремния и глиноземы.
Следующие параграфы указывают на определенные содержания и определенные составы, которые можно применять в порошке связующего материала, в противном случае изначальной смеси связующих компонентов. Нужно будет принять во внимание, что упоминание в данном документе конкретных количеств определенных составов при формировании смеси не обязательно может формировать конечный стекловидный связующий материал в абразивном изделии с абсолютно таким же составом изначального порошка связующего материала. В частности, количество определенных оксидных соединений, присутствующих в готовом стекловидном связующем материале, может отличаться от количества такого же оксидного соединения, присутствующего в исходном порошке связующего материала, тогда как количество других оксидных компонентов может оставаться без существенных изменений.
В вариантах осуществления в данном документе может использоваться порошок связующего материала со стеклоцементным материалом. Стеклоцементный материал можно сформировать из оксидов, таких как диоксид кремния, соединения щелочных оксидов, соединения щелочно-земельных оксидов и их комбинации. Стеклоцементный материал облетает подходящее формирование остекленного связующего материала в окончательно сформированном абразиве со связующим. Стеклоцементный материал может быть обеспечен в количестве до 100% порошка связующего материала так, чтобы порошок связующего материала был составлен только из стеклоцементного материала, однако в определенных случаях порошок связующего материала может содержать от приблизительно 10 вес.% до приблизительно 60 вес.% стеклоцементного материала по общему весу порошка связующего материала.
Согласно одному варианту осуществления порошок связующего материала может включать определенное содержание диоксида кремния (SiO2). Например, в вариантах осуществления в данном документе может использоваться порошок связующего материала, сформированный по меньшей мере из приблизительно 35 мол.% диоксида кремния. В других вариантах осуществления количество диоксида кремния может быть большим, такое как по меньшей мере приблизительно 40 мол.%, такое как по меньшей мере приблизительно 45 мол.% и, в частности, в диапазоне от приблизительно 35 мол.% до приблизительно 60 мол.% диоксида кремния, такое как от приблизительно 40 мол.% до приблизительно 55 мол.%.
Стеклоцементный материал может также содержать определенное содержание материалов, включая, например, алюмооксид (т.е. оксид алюминия). Обеспечение стеклоцементного материала, имеющего определенное содержание оксида алюминия, может облегчать формирование первой жидкой фазы во время термической обработки, которая обогащена оксидом алюминия, что может ограничивать растворение абразивных зерен первой жидкой фазой. Особенно подходящие содержания оксида алюминия в стеклоцементном материале могут включать по меньшей мере приблизительно 20 мол.%, как, например, по меньшей мере приблизительно 25 мол.%, по меньшей мере приблизительно 30 мол.%, по меньшей мере приблизительно 40 мол.% или даже по меньшей мере приблизительно 50 мол.% от общего числа молей стеклоцементного материала. Однако общее количество оксида алюминия может быть ограничено, например, в диапазоне от приблизительно 20 мол.% до приблизительно 75 мол.%, как, например, от приблизительно 20 мол.% до приблизительно 65 мол.% или даже от приблизительно 20 мол.% до приблизительно 50 мол.%.
Кроме того, окончательно сформированный связующий материал можно сформировать из порошка связующего материала, имеющего определенное содержание соединений щелочных оксидов. Соединения щелочных оксидов представляют собой оксидные соединения и/или комплексы, использующие щелочные соединения, обозначенные как элементы Группы 1А в Периодической таблице, такие как оксид лития (Li2O), оксид калия (K2О), оксид натрия (Na2O), оксид цезия (Cs2O) и их комбинация.
В соответствии с одним вариантом осуществления порошок связующего материала можно сформировать из не более чем приблизительно 18 мол.% суммарных соединений щелочных оксидов. В других случаях порошок связующего материала формируют из меньших количеств соединений щелочных оксидов, как, например, порядка не более чем приблизительно 16 мол.%, не более чем приблизительно 15 мол.%, не более чем приблизительно 12 мол.%, не более чем приблизительно 10 мол.% или даже не более чем приблизительно 8,0 мол.% от общего числа молей порошка связующего материала. В определенных вариантах осуществления в данном документе можно формировать порошок связующего материала, имеющий общее содержание соединений щелочных оксидов в диапазоне от приблизительно 2,0 мол.% до приблизительно 18 мол.%, как, например, от приблизительно 5,0 мол.% до приблизительно 16 мол.%, от приблизительно 8,0 мол.% до приблизительно 15 мол.% и даже от приблизительно 8,0 мол.% до приблизительно 12 мол.%.
Порошок связующего материала может содержать особенно низкое содержание оксида лития, которое может быть более преобладающим в определенных низкотемпературных связующих составах. Например, в определенных вариантах осуществления порошок связующего материала можно сформировать из менее чем 8,0 мол.% оксида лития, как, например, менее чем приблизительно 6,0 мол.% оксида лития, менее чем приблизительно 5,0 мол.% оксида лития и даже менее чем приблизительно 4,0 мол.% оксида лития от общего числа молей порошка связующего материала. В определенных вариантах осуществления может использоваться количество оксида лития в диапазоне от приблизительно 1,0 мол.% до приблизительно 8,0 мол.%, как, например, от приблизительно 2,0 мол.% до приблизительно 6,0 мол.% или даже от приблизительно 3,0 мол.% до приблизительно 6,0 мол.%.
Порошок связующего материала можно сформировать из определенного содержания оксида калия, который может быть меньше содержания любого другого материала из щелочного оксида, измеренного мол.%. Фактически, определенные порошковые составы связующего материала могут содержать количество оксида калия не более чем приблизительно 6,0 мол.%, как, например, порядка не более чем приблизительно 5,0 мол.%, не более чем приблизительно 4,0 мол.% или даже не более чем приблизительно 3,0 мол.% от общего числа молей порошка связующего материала. Однако порошок связующего материала можно сформировать из количества оксида калия в диапазоне от приблизительно 0,01 мол.% до приблизительно 6,0 мол.%, как, например, от приблизительно 0,1 мол.% до приблизительно 5,0 мол.% и даже от приблизительно 0,2 мол.% до приблизительно 5,0 мол.%.
Порошок связующего материала можно сформировать из определенного содержания оксида натрия. В частности, содержание оксида натрия может быть больше, нежели количество любого другого отдельного соединения щелочного оксида, такого как оксид калия или оксид лития. В определенных составах порошка связующего материала количество оксида натрия по меньшей мере в 2 раза больше количества оксида калия или оксида лития. Другие составы порошка связующего материала могут иметь по меньшей мере приблизительно в 3 раза больше оксида натрия, по меньшей мере в 4 раза больше и, в частности, от приблизительно в 2 раза большее до приблизительно в 5 раз большее количество оксида натрия, чем оксида калия или оксида лития.
Для определенных вариантов осуществления порошок связующего материала можно сформировать из по меньшей мере приблизительно 6,0 мол.% оксида натрия от общего числа молей порошка связующего материала. В других случаях порошок связующего материала можно сформировать из по меньшей мере приблизительно 8,0 мол.%, по меньшей мере приблизительно 10 мол.%, по меньшей мере приблизительно 12 мол.% или даже по меньшей мере приблизительно 14 мол.% оксида натрия. Определенные порошки связующего материала содержат количество оксида натрия в диапазоне от приблизительно 6,0 мол.% до приблизительно 18 мол.%, как, например, от приблизительно 8,0 мол.% до приблизительно 16 мол.%, как, например, от приблизительно 10 мол.% до приблизительно 15 мол.%.
Конечный стекловидный связующий материал можно сформировать из порошка связующего материала, который можно сформировать из определенного содержания соединений щелочно-земельных оксидов. Соединения щелочно-земельных оксидов представляют собой оксидные соединения и комплексы, включающие двухвалентные соединения из щелочно-земельных элементов, присутствующих в Группе 2А Периодической таблицы элементов. То есть, например, подходящие соединения щелочно-земельных оксидов могут включать оксид магния (MgO), оксид кальция (СаО), оксид стронция (SrO), оксид бария (ВаО) и их комбинацию.
В соответствии с одним вариантом осуществления применяемый порошок связующего материала можно сформировать из не более чем приблизительно 15 мол.% общих соединений щелочно-земельного оксида от общих числа молей порошка связующего материала. В других случаях содержание соединений щелочно-земельных оксидов меньше, как, например, порядка не более чем приблизительно 12 мол.%, не более чем приблизительно 10 мол.%, не более чем приблизительно 8,0 мол.%, не более чем приблизительно 6,0 мол.%, не более чем приблизительно 5,0 мол.% или даже не более чем приблизительно 4,0 мол.%. В определенных вариантах осуществления в данном документе может использоваться общее содержание соединений щелочно-земельных оксидов в диапазоне от приблизительно 0,05 мол.% до приблизительно 15 мол.%, как, например, от приблизительно 0,1 мол.% до приблизительно 12 мол.%, от приблизительно 0,1 мол.% до приблизительно 10 мол.%, от приблизительно 0,1 мол.% до приблизительно 8,0 мол.% и даже от приблизительно 0,5 мол.% до приблизительно 5,0 мол.%. Из соединений щелочно-земельных оксидов оксид магния может присутствовать в наибольшем содержании по сравнению с другими соединениями щелочно-земельных оксидов для определенных составов порошков связующего материала. Например, достаточное количество оксида магния в порошке связующего материала может включать по меньшей мере приблизительно 0,5 мол.%, как, например, по меньшей мере 1,0 мол.%, по меньшей мере приблизительно 1,5 мол.% оксида магния и, в частности, от приблизительно 0,5 мол.% до приблизительно 5,0 мол.% или от приблизительно 0,5 мол.% до приблизительно 3,0 мол.% от общего числа молей порошка связующего материала. Однако определенные составы порошка связующего материала могут по сути не содержать оксида магния.
Порошок связующего материала может включать определенное содержание оксида кальция. В частности, содержание оксида кальция может быть меньше содержания оксида магния, но это необязательно для всех составов порошка связующего материала. Например, в вариантах осуществления в данном документе может использоваться порошок связующего материала, сформированный из не более чем приблизительно 5,0 мол.%, как, например, не более чем приблизительно 3,0 мол.%, не более чем приблизительно 2,0 мол.% или даже не более чем приблизительно 1,0 мол.% оксида кальция от общего числа молей порошка связующего материала. Определенные смеси порошка связующего материала можно сформировать из от приблизительно 0,01 мол.% до приблизительно 5,0 мол.%, как, например, от приблизительно 0,05 мол.% до приблизительно 3,0 мол.% и даже от приблизительно 0,05 мол.% до приблизительно 1,0 мол.% оксида кальция. В некоторых случаях порошок связующего материала может по сути не содержать оксида кальция.
Количество оксида бария в порошке связующего материала может быть ограничено и, в частности, меньше содержания оксида магния и/или оксида кальция. Например, в вариантах осуществления в данном документе может использоваться порошок связующего материала, сформированный из не более чем приблизительно 5,0 мол.% оксида бария, как, например, не более чем приблизительно 3,0 мол.%, не более чем приблизительно 2,0 мол.% или даже не более чем приблизительно 1,0 мол.% оксида бария от общего числа молей порошка связующего материала. В частности, порошок связующего материала можно сформировать из от приблизительно 0,01 мол.% до приблизительно 5,0 мол.%, как, например, от приблизительно 0,05 мол.% до приблизительно 3,0 мол.% и даже от приблизительно 0,05 мол.% до приблизительно 1,0 мол.% оксида бария. В некоторых случаях порошок связующего материала может по сути не содержать оксида бария.
Согласно вариантам осуществления данного документа готовый стекловидный связующий материал можно сформировать из порошка связующего материала, который можно сформировать так, чтобы он имел определенное содержание оксида алюминия (Аl2O3). В частности, порошок связующего материала можно сформировать из особенно высоких содержаний оксида алюминия для насыщения связующего материала во время формования и снижения термодинамического потенциала растворения зерна связующим материалом. Например, в вариантах осуществления в данном документе может использоваться порошок связующего материала, сформированный из количества оксида алюминия по меньшей мере приблизительно 14 мол.%, как, например, по меньшей мере приблизительно 14,5 мол.%, по меньшей мере приблизительно 15 мол.%, по меньшей мере приблизительно 15,5 мол.%, по меньшей мере приблизительно 16 мол.%, по меньшей мере приблизительно 16,5 мол.%, по меньшей мере приблизительно 17 мол.%, по меньшей мере приблизительно 18 мол.%, по меньшей мере приблизительно 19 мол.% или даже по меньшей мере приблизительно 20 мол.%. Однако содержание оксида алюминия может быть ограничено так, чтобы порошковая композиция связующего материала содержала от приблизительно 14 мол.% до приблизительно 30 мол.%, от приблизительно 14 мол.% до приблизительно 25 мол.%, от приблизительно 14 мол.% до приблизительно 23 мол.%, от приблизительно 14 мол.% до приблизительно 20 мол.%, от приблизительно 14 мол.% до приблизительно 19 мол.%, от приблизительно 14 мол.% до приблизительно 18 мол.%, от приблизительно 15 мол.% до приблизительно 18 мол.% или даже от приблизительно 16 мол.% до приблизительно 18 мол.% оксида алюминия.
В дополнение к оксидным соединениям, указанным выше, готовое стекловидное связующее можно сформировать из порошка связующего материала, имеющего определенное содержание оксида фосфора (Р2О5), которое может составлять очень небольшое количество по сравнению с определенными низкотемпературными связующими составами. Например, порошок связующего материала можно сформировать из менее 1,0 мол.% оксида фосфора. В других вариантах осуществления порошок связующего материала можно сформировать из менее чем приблизительно 0,5 мол.% оксида фосфора. В определенных случаях порошок связующего материала можно сформировать так, чтобы он по сути не содержал оксида фосфора.
Кроме того, порошок связующего материала можно сформировать из определенных содержаний оксида бора (В2О3). Например, порошок связующего материала можно сформировать из по меньшей мере приблизительно 5,0 мол.%, по меньшей мере приблизительно 8,0 мол.%, по меньшей мере приблизительно 10 мол.%, по меньшей мере приблизительно 12 мол.% или даже по меньшей мере приблизительно 15 мол.% оксида бора. В определенных случаях порошок связующего материала можно сформировать из от приблизительно 5,0 мол.% до приблизительно 25 мол.%, как, например, от приблизительно 5,0 мол.% до 20 мол.%, от приблизительно 10 мол.% до приблизительно 20 мол.% или даже от приблизительно 12 мол.% до приблизительно 18 мол.% оксида бора.
В дополнение к определенным соединениям, отмеченным выше, дополнительные соединения оксидов металлов можно добавить к смеси для облегчения формирования готового стекловидного связующего материала. Некоторые подходящие дополнительные соединения могут включать оксиды элементов переходных металлов, включая, например, без ограничения, оксид цинка, оксид железа, оксид марганца, оксид титана, оксид хрома, оксид циркония, оксид висмута и их комбинацию. Каждое из дополнительных соединений оксидов металлов может присутствовать в незначительных количествах, как, например, не более чем приблизительно 5,0 мол.%, не более чем приблизительно 3,0 мол.% или даже не более чем приблизительно 1,0 мол. %.
После получения смеси абразивных зерен и порошка связующего материала нужно будет иметь в виду, что к смеси можно добавить другие материалы. Например, к смеси можно добавить определенные органические соединения, такие как крепители и т.п., для облегчения формования изделия. В соответствии с одним определенным вариантом осуществления смесь может содержать определенное содержание полиэтиленгликоля, животного клея, декстрина, малеиновой кислоты, латекса, восковой эмульсии, PVA, CMC и другого органического и/или неорганического крепителя.
Кроме того, в смеси можно обеспечить другие добавки для облегчения формирования окончательно сформированного абразивного изделия с вяжущим. Например, некоторые подходящие добавки могут включать порообразователи, включая, без ограничения, пустотелые стеклянные гранулы, измельченную скорлупу грецкого ореха, гранулы из пластмассы или органических соединений, частицы пеностекла и пузырчатый оксид алюминия, вытянутые зерна, волокна и их комбинации. Другие типы материалов-наполнителей могут включать неорганические материалы, такие как пигменты и/или красители, которые могут обеспечивать цвет окончательно сформированному абразивному изделию.
После формирования смеси на этапе 101 способ можно продолжить на этапе 103 путем формования смеси с формированием сырого изделия. Сырым изделием называют незавершенное изделие, которое может не быть полностью подвергнуто термообработке до завершения уплотнения (т.е. полностью спечено). В соответствии с одним вариантом осуществления способ формования смеси может включать операцию прессовки, где смесь прессуют в определенную форму, подобную форме предполагаемого окончательно сформированного абразивного изделия со связующим. Операцию прессовки можно провести как операцию холодной прессовки. Подходящие давления могут быть в диапазоне от приблизительно 10 до приблизительно 300 тонн.
После соответственного формования смеси на этапе 103 способ можно продолжить на этапе 105 путем нагревания сырого изделия с формированием абразивного изделия, имеющего абразивные зерна, содержащиеся в стекловидном связующем материале. Способ нагревания сырого изделия может включать нагревание сырого изделия в печи до температуры обжига по меньшей мере 800°С с формированием абразивного изделия. Обжиг обычно проводят при температуре, подходящей для формирования остекленного связующего материала, которую измеряют по температуре схватывания в печи. В способах формирования вариантов осуществления в данном документе можно использовать весьма высокие температуры обжига, как, например, по меньшей мере приблизительно 825°С, по меньшей мере приблизительно 850°С, по меньшей мере приблизительно 875°С, по меньшей мере приблизительно 900°С, по меньшей мере приблизительно 910°С, по меньшей мере приблизительно 950°С, по меньшей мере приблизительно 1000°С, по меньшей мере приблизительно 1050°С, по меньшей мере приблизительно 1100°С, по меньшей мере приблизительно 1150°С, по меньшей мере 1200°С, по меньшей мере приблизительно 1250°С или даже по меньшей мере приблизительно 1300°С. Температура обжига, применяемая для формирования многослойных абразивных изделий вариантов осуществления в данном документе, может находиться в диапазоне от приблизительно 800°С до приблизительно 1400°С, как, например, в диапазоне от приблизительно 800°С до приблизительно 1300°С, как, например, в диапазоне от приблизительно 900°С до приблизительно 1400°С, как, например, в диапазоне от приблизительно 900°С до приблизительно 1300°С или даже в диапазоне от 1100°С до приблизительно 1400°С.
Как правило, обжиг можно проводить в атмосфере окружающей среды, такой, которая содержит воздух. Как правило, продолжительность максимальной температуры для обжига может составлять по меньшей мере приблизительно 1 час и, в частности, в диапазоне от приблизительно 1 до 10 часов. После достаточного нагревания изделия для формирования абразивного изделия со связующим с абразивными зернами, содержащимися в стекловидном связующем материале, изделие можно охладить. В вариантах осуществления в данном документе можно использовать способ естественного и/или контролируемого охлаждения.
Абразивные изделия со связующим вариантов осуществления в данном документе могут включать абразивные зерна, содержащиеся в связующем материале, где связующий материал представляет собой стекловидный материал, имеющий аморфную фазу. Следует отметить, что определенные содержания определенных составов (например, соединений щелочных оксидов, диоксида кремния, оксида алюминия, оксида бора и т.д.) могут изменяться во время высокотемпературного способа формования так, чтобы окончательно сформированное абразивное изделие со связующим имело другое содержание таких составов по сравнению с содержанием таких составов в исходной смеси. Абразивные изделия со связующим вариантов осуществления в данном документе сформированы так, чтобы готовый связующий материал абразивного изделия имел определенные содержания определенных компонентов и, в частности, содержание оксида алюминия и определенные соотношения определенных компонентов для облегчения формирования абразивного изделия.
Теперь обратимся к определенным аспектам стекловидного связующего материала в окончательно сформированном абразивном изделии. Как будет понятно, связующий материал окончательно сформированного абразивного изделия может содержать значительное количество аморфной фазы так, чтобы большая часть связующего материала содержала аморфную фазу. Фактически, практически весь связующий материал может содержать материал аморфной фазы так, чтобы связующий материал состоял по сути из аморфной фазы. Тем не менее, нужно будет принимать во внимание, что связующий материал может содержать некоторое содержание кристаллической фазы, однако количество таких кристаллических фаз обычно составляет меньшую часть количества (т.е. менее чем приблизительно 50 об.% от общего объема абразивного изделия).
Стекловидный связующий материал может иметь определенное содержание диоксида кремния. В соответствии с одним вариантом осуществления конечный связующий материал может содержать не более чем приблизительно 70 мол.% диоксида кремния от общих молей материала в связующем материале. Другие варианты осуществления могут содержать отличное количество диоксида кремния в конечном стекловидном связующем материале, как, например, не более чем приблизительно 65 мол.%, как, например, не более чем приблизительно 60 мол.%, не более чем приблизительно 55 мол.% или даже не более чем приблизительно 50 мол.%. Однако в определенных вариантах осуществления связующий материал может иметь от приблизительно 30 мол.% до приблизительно 70 мол.% диоксида кремния, от 35 мол.% до приблизительно 65 мол.% диоксида кремния, от приблизительно 35 мол.% до приблизительно 60 мол.% диоксида кремния и даже от приблизительно 40 мол.% до приблизительно 50 мол.% диоксида кремния.
Окончательно сформированный связующий материал вариантов осуществления в данном документе может иметь определенное содержание оксида бора. Например, окончательно сформированный связующий материал может иметь по меньшей мере приблизительно 5,0 мол.% оксида бора от общего числа молей в связующем материале. В других случаях связующий материал может содержать по меньшей мере приблизительно 8,0 мол.%, как, например, 10 мол.%, как, например, по меньшей мере приблизительно 15 мол.% оксида бора. В определенных вариантах осуществления связующий материал имеет содержание оксида бора в диапазоне от приблизительно 5,0 мол.% до приблизительно 30 мол.%, как, например, от приблизительно 10 мол.% до приблизительно 25 мол.% или даже от приблизительно 12 мол.% до приблизительно 18 мол. %.
Окончательно сформированный связующий материал может проявлять определенные содержания оксида алюминия (Al2O3), подходящие для формирования жаропрочного абразивного изделия со связующим вариантов осуществления в данном документе. Например, общее содержание оксида алюминия в стекловидном связующем материале может составлять по меньшей мере приблизительно 15 мол.%, как, например, по меньшей мере приблизительно 15,5 мол.%, по меньшей мере приблизительно 16 мол.%, по меньшей мере приблизительно 16,5 мол.% или даже по меньшей мере приблизительно 17 мол.%. Определенные абразивные изделия могут иметь общее содержание оксида алюминия в стекловидном связующем материале в диапазоне от приблизительно 15 мол.% до приблизительно 25 мол.%, как, например, от приблизительно 15,5 мол.% до приблизительно 22 мол.%, от приблизительно 16 мол.% до приблизительно 20 мол.%.
В частности, стекловидный связующий материал может иметь определенное соотношение оксида алюминия по сравнению с другими образцами в связующем материале, включая, например, без ограничения диоксид кремния. Стекловидный связующий материал может иметь соотношение общего содержания оксида алюминия [СAl2O3] в мол.% по сравнению с общим содержанием диоксида кремния [CSiO2] в мол.%, где соотношение [САl2O3]/[СSiO2] составляет по меньшей мере приблизительно 0,2. В определенных других вариантах осуществления соотношение [CAl2O3]/[CSiO2] может составлять по меньшей мере приблизительно 0,3, как, например, по меньшей мере приблизительно 0,35, по меньшей мере приблизительно 0,4, по меньшей мере приблизительно 0,5 или даже по меньшей мере приблизительно 0,6. В определенных случаях соотношение [CAl2O3]/[CSiO2] может находиться в диапазоне от приблизительно 0,2 до приблизительно 1, как, например, от приблизительно 0,3 до приблизительно 0,9, от приблизительно 0,4 до приблизительно 0,8, от приблизительно 0,3 до приблизительно 0,7 и даже от приблизительно 0,3 до приблизительно 0,6.
Более того, стекловидный связующий материал может содержать определенное соотношение между количеством оксида алюминия и количеством оксида бора. Например, стекловидный связующий материал может иметь соотношение между общим содержанием оксида алюминия [СAl2O3] в мол.% и общим содержанием оксида бора [СB2O3] в мол.%, описываемое как [САl2O3]/[СB2O3], которое может находиться в диапазоне от приблизительно 0,2 до приблизительно 2. В других случаях соотношение [САl2O3]/[СB2O3] может находиться в диапазоне от приблизительно 0,5 до приблизительно 2, как, например, от приблизительно 0,5 до приблизительно 1,5, как, например, от приблизительно 0,8 до приблизительно 1,5, от приблизительно 0,8 до приблизительно 1,3 и даже от приблизительно 0,9 до приблизительно 1,2.
Согласно определенным вариантам осуществления в данном документе стекловидный связующий материал абразивного изделия можно сформировать из определенного состава для уменьшения растворения абразивного зерна во время способов формования. В частности, стекловидный связующий материал можно сформировать из порошкового связующего материала, имеющего достаточное количество оксида алюминия для снижения растворения абразивных зерен в связующем материале. Степень растворения можно измерить по изменению общего содержания оксида алюминия [ΔAl2O3] между содержанием оксида алюминия в порошковом связующем материале [РВМAl2O3] и общим содержанием оксида алюминия в стекловидном связующем материале [VBMAl2O3]. Определенные абразивные изделия согласно вариантам осуществления в данном документе могут иметь изменение общего содержания оксида алюминия не более чем приблизительно 15,0 мол.%, как рассчитали по уравнению [ΔАl2О3]=[VВМAl2O3-РВМАl2O3]/[РВМAl2O3]. В других вариантах осуществления изменение общего содержания оксида алюминия может быть меньше, как, например, не более чем приблизительно 12,0 мол.%, не более чем приблизительно 10,0 мол.%, не более чем приблизительно 8,0 мол.%, не более чем приблизительно 6,0 мол.%, не более чем приблизительно 5,0 мол.%, не более чем приблизительно 3,0 мол.% или даже не более чем приблизительно 1,0 мол.%. Согласно по меньшей мере одному варианту осуществления изменение общего содержания оксида алюминия находится в диапазоне от приблизительно 0,01 мол.% до приблизительно 15,0 мол.%, как, например, от приблизительно 0,5 мол.% до приблизительно 12 мол.%, от приблизительно 1,0 мол.% до приблизительно 12 мол.%, от приблизительно 1,0 мол.% до приблизительно 10 мол.% и даже от приблизительно 1,0 мол.% до приблизительно 8,0 мол. %.
Абразивные изделия вариантов осуществления в данном документе могут иметь общее содержание соединений щелочных оксидов в связующем материале. То есть общее количество соединений щелочных оксидов [Саос] в конечном связующем материале может составлять не более чем приблизительно 15 мол.%. В частности, общее содержание соединений щелочных оксидов может составлять не более чем приблизительно 12 мол.%, не более чем приблизительно 11 мол.%, не более чем приблизительно 10 мол.%, не более чем приблизительно 8,0 мол.%, не более чем приблизительно 6,0 мол.% или даже не более чем приблизительно 5,0 мол.%. В определенных случаях абразивные изделия в данном документе формируют так, чтобы связующий материал имел общее содержание соединений щелочных оксидов в диапазоне от приблизительно 1,0 мол.% до приблизительно 15 моль. %, как, например, от приблизительно 1,0 мол.% до приблизительно 15 мол.%, от приблизительно 2,0 мол.% до приблизительно 10 мол.%, от приблизительно 2,0 мол.% до приблизительно 8,0 мол.% или даже от приблизительно 2,0 мол.% до приблизительно 5,0 мол. %.
Как отмечено выше, исходная смесь порошка связующего материала, применяемого для формирования конечного стекловидного связующего материала, может содержать особые количества определенных соединений щелочных оксидов, таких как оксид натрия. Как таковой стекловидный связующий материал абразивного изделия может иметь по меньшей мере приблизительно 2,0 мол.% оксида натрия. В других связующих материалах количество оксида натрия может быть по меньшей мере приблизительно 5,0 мол.%, по меньшей мере приблизительно 6,0 мол.%, по меньшей мере приблизительно 8,0 мол.% и особенно в диапазоне от приблизительно 2,0 мол.% до приблизительно 20 мол.%, от приблизительно 4,0 мол.% до приблизительно 18 мол.%, по меньшей мере приблизительно 6,0 мол.% и приблизительно 16 мол.%, по меньшей мере приблизительно 8,0 мол.% и приблизительно 15 мол.%. В частности, количество оксида натрия в готовом стекловидном связующем материале может быть больше количества любых других соединений щелочных оксидов, таких как оксид калия или оксид лития. Фактически, определенные стекловидные связующие материалы могут иметь большее количество оксида натрия, нежели общее содержание оксида калия и оксида лития вместе взятых.
Стекловидный связующий материал может иметь количество оксида калия, присутствующего в незначительном количестве. Например, стекловидный связующий материал может включать не более чем приблизительно 5,0 мол.% оксида калия, как, например, не более чем приблизительно 3,0 мол.% оксида калия, не более чем приблизительно 2,5 мол.% оксида калия или даже не более чем приблизительно 2,0 мол.% оксида калия. В определенных вариантах осуществления можно использовать количество оксида калия в диапазоне от приблизительно 0,01 мол.% до приблизительно 5,0 мол.%, как, например, от приблизительно 0,1 мол.% до приблизительно 3,0 мол.%. В частности, в некоторых вариантах осуществления окончательно сформированный связующий материал абразивного изделия может по сути не содержать оксид калия.
Стекловидный связующий материал может иметь количество оксида лития, которое является низким, в частности, меньше количеств оксида натрия или оксида калия. Например, стекловидный связующий материал может включать не более чем приблизительно 5,0 мол.% оксида лития, как, например, не более чем приблизительно 3,0 мол.% оксида лития, не более чем приблизительно 2.5 мол.% оксида лития или даже не более чем приблизительно 2,0 мол.% оксида лития. В определенных вариантах осуществления можно использовать количество оксида лития в диапазоне от приблизительно 0,01 мол.% до приблизительно 5,0 мол.%, как, например, от приблизительно 0,1 мол.% до приблизительно 3,0 мол.%. В частности, в некоторых вариантах осуществления окончательно сформированный связующий материал абразивного изделия может по сути не содержать оксид лития.
Более того, стекловидный связующий материал может содержать определенное соотношение между количеством оксида алюминия и общим количеством соединений щелочных оксидов. Например, стекловидный связующий материал может иметь соотношение между общим содержанием оксида алюминия [СAl2O3] в мол.% и общим содержанием соединений щелочных оксидов [Саос] в мол.%, описываемое как [СAl2O3]/[Саос], которое может составлять по меньшей мере приблизительно 0,8. В других вариантах осуществления значение соотношения может быть больше, как, например, по меньшей мере приблизительно 0,85, по меньшей мере приблизительно 0,9, по меньшей мере приблизительно 1,0, по меньшей мере приблизительно 1,05 или даже по меньшей мере приблизительно 1,1. В определенных вариантах осуществления могут использовать соотношение, имеющее значение в диапазоне от приблизительно 0,8 до приблизительно 2,5, как, например, от приблизительно 0,8 до приблизительно 2,2, от приблизительно 0,8 до приблизительно 2,0, от приблизительно 0,9 до приблизительно 1,8, от приблизительно 0,8 до приблизительно 1,5, от приблизительно 0,9 до приблизительно 1,4, от приблизительно 0,95 до приблизительно 1,35, от приблизительно 1,0 до приблизительно 1,3 или даже от приблизительно 1,1 до приблизительно 1,25.
Кроме того, окончательно сформированный связующий материал может содержать определенное содержание соединений щелочно-земельных оксидов [Саеос]. В определенных случаях абразивное изделие можно сформировать так, чтобы стекловидный связующий материал мог содержать не более чем приблизительно 15 мол.%, как, например, не более чем приблизительно 12 мол.%, не более чем приблизительно 10 мол.%, не более чем приблизительно 8,0 мол.%, не более чем приблизительно 5,0 мол.% или даже не более чем приблизительно 3,0 мол.% соединений щелочно-земельных оксидов. Согласно определенным вариантам осуществления связующий материал может иметь общее содержание соединений щелочно-земельных оксидов от приблизительно 0,5 мол.% до приблизительно 15 мол.%, от приблизительно 1,0 мол.% до приблизительно 10 мол.%, от приблизительно 1,0 мол.% до приблизительно 8,0 мол.% и даже от приблизительно 1,0 мол.% до приблизительно 5,0 мол.% соединений щелочно-земельных оксидов.
Стекловидный связующий материал может содержать определенные количества соединений щелочно-земельных оксидов. Например, стекловидный связующий материал может содержать большее содержание оксида магния, нежели содержание оксида бария. Фактически, содержание оксида магния в стекловидном связующем материале может быть больше, нежели содержание оксида кальция. В частности, содержание оксида магния может быть больше, нежели содержание оксида бария и оксида кальция вместе. Определенные стекловидные связующие материалы могут содержать количество оксида магния в диапазоне от приблизительно 0,2 мол.% до приблизительно 5,0 мол.%, как, например, от приблизительно 0,5 мол.% до приблизительно 3,0 мол.% и даже от приблизительно 0,5 мол.% до приблизительно 2,0 мол.%. Определенные стекловидные связующие материалы могут по сути не содержать оксид кальция и/или оксид бария.
Связующее может содержать незначительные количества других материалов, в частности, оксидные соединения, такие как оксид фосфора. Например, окончательно сформированный связующий материал может иметь менее чем приблизительно 1,0 мол.% оксида фосфора, как, например, менее чем приблизительно 0,5 мол.% оксида фосфора. В частности, окончательно сформированный связующий материал абразивного изделия может по сути не содержать оксид фосфора.
Абразивные изделия согласно вариантам осуществления в данном документе могут содержать общее содержание абразивного зерна по меньшей мере приблизительно 34 об.% от общего объема абразивного тела. Например, содержание абразивного зерна в абразивном теле может составлять по меньшей мере приблизительно 38 об.%, по меньшей мере приблизительно 40 об.%, по меньшей мере приблизительно 42 об.%, по меньшей мере приблизительно 44 об.%, по меньшей мере приблизительно 46 об.% или даже по меньшей мере приблизительно 50 об.%. В определенных случаях содержание абразивного зерна может находиться в диапазоне от приблизительно 34 об.% до приблизительно 60 об.%, как, например, от приблизительно 34 об.% до приблизительно 56 об.%, от приблизительно 40 об.% до приблизительно 54 об.% и, в частности, от приблизительно 44 об.% до приблизительно 52 об.% от общего объема абразивного изделия. Абразив из МСА может составлять от приблизительно 1 до приблизительно 100 об.% от суммарных абразивных зерен абразивного изделия, как, например, от приблизительно 10 об.% до приблизительно 80 об.% или от 30 об.% до приблизительно 70 об.% от общего объема абразивных зерен в абразивном изделии. Более того, некоторые абразивные изделия могут включать от 0,1 об.% до 60 об.% одного или нескольких второстепенных абразивных зерен, наполнителей и/или добавок.
Абразивные изделия вариантов осуществления в данном документе могут включать по меньшей мере приблизительно 4 об.% стекловидного связующего материала для общего объема абразивного тела. В определенных случаях абразивное тело может содержать по меньшей мере приблизительно 5 об.% связующего, по меньшей мере приблизительно 6 об.% связующего, по меньшей мере приблизительно 7 об.% связующего или даже по меньшей мере приблизительно 8 об.% связующего. В определенных абразивных изделиях абразивное тело может содержать от приблизительно 4 об.% до приблизительно 30 об.% связующего материала, как, например, от приблизительно 4 об.% до приблизительно 25 об.% связующего, от приблизительно 5 об.% до приблизительно 20 об.% связующего и даже от приблизительно 6 об.% до приблизительно 12 об.% связующего.
Несмотря на то, что большинство абразивных инструментов могут иметь различные степени пористости, некоторые из абразивных тел, сформированных согласно вариантам осуществления в данном документе, могут проявлять определенное содержание пористости. Например, абразивное тело может иметь пористость, которая составляет по меньшей мере приблизительно 30 об.% от общего объема абразивного изделия. В других случаях пористость может быть больше, как, например, по меньшей мере приблизительно 35 об.%, по меньшей мере приблизительно 40 об.% или даже по меньшей мере приблизительно 45 об.%. Определенные абразивные изделия могут иметь содержание пористости в диапазоне от приблизительно 30 об.% до приблизительно 50 об.%, как, например, от приблизительно 30 об.% до приблизительно 45 об.% и, в частности, от приблизительно 35 об.% до приблизительно 45 об.%.
Абразивные изделия вариантов осуществления в данном документе показывают подходящие уровни целостности абразивного зерна, как измерили воздействием связующего материала на абразивные зерна во время способа формования. Абразивные изделия, сформированные согласно вариантам осуществления в данном документе, изучили на растворение абразивного зерна, которое измерили на образцах примерно 48 об.% абразивных зерен микрокристаллического оксида алюминия, примерно 10 об.% связующего материала и примерно 42 об.% пористости. Растворение абразивного зерна повторно рассчитали на основе разницы между содержанием исходного и конечного оксида алюминия связующего материала. Конечный связующий состав измерили с использованием исследования микроструктуры, используя устройство SX50, предоставленное САМЕСА Corporation. Среднее число по меньшей мере 10 аналитических точек в связующем с размером участка 10 микрон использовали для каждого из измерений, которое затем усреднили для каждого образца.
Абразивные изделия вариантов осуществления в данном документе демонстрируют фактор растворения зерна, как измерили согласно условиям испытания, представленным выше, не более чем приблизительно 1,5 вес.%.
Некоторые абразивные изделия вариантов осуществления в данном документе продемонстрировали фактор растворения зерна не более чем приблизительно 1,2 вес.%, не более чем приблизительно 1,1 вес.%, не более чем приблизительно 1,0 вес.%, приблизительно 0,9 вес.%, как, например, не более чем приблизительно 0,8 вес.%, не более чем приблизительно 0,7 вес.%, не более чем приблизительно 0,5 вес.% или даже не более чем приблизительно 0,4 вес.%. Однако определенные варианты осуществления демонстрируют фактор растворения зерна в диапазоне от приблизительно 0,01 вес.% до приблизительно 1,5 вес.%, как, например, от приблизительно 0,01 вес.% до приблизительно 1,3 вес.%, от приблизительно 0,01 вес.% до приблизительно 1,2 вес.%, от приблизительно 0,01 вес.% до приблизительно 1,1 вес.%, от приблизительно 0,01 вес.% до приблизительно 1,0 вес.%, от приблизительно 0,01 вес.% до приблизительно 0,9 вес.%, от приблизительно 0,05 вес.% до приблизительно 0,8 вес.% или даже от приблизительно 0,1 вес.% до приблизительно 0,8 вес.%.
ПРИМЕРЫ
Пример 1
Получили серию образцов, которая включает 5 образцов (образцы S1, S2, S3, S4 и S5), сформированных согласно вариантам осуществления в данном документе, и 4 обычных образца (образцы CS1, CS2, CS3 и CS4), имеющих обычное связующее. Фактор растворения зерна тестировали для каждого из образцов, и он приведен ниже.
Образцы S1-S5 формировали, изначально комбинируя 80-90 вес.% абразивных зерен с 9-15 вес.% исходного связующего материала, имеющего количества оксида алюминия, приведенные в Таблице 1 ниже. Образцы S1-S5 изначально прессовали в холодном состоянии для формования сырого изделия, а после этого спекали при температуре обжига приблизительно 950°С, 1000°С или 1050°С для формования конечного абразивного изделия со связующим, имеющего приблизительно 46-50 об.% абразивных зерен, 7-12 об.% стекловидного связующего материала и оставшееся количество пористости. Конечное содержание оксида алюминия в связующем материале измеряли с помощью исследования микроструктуры, используя устройство SX50, предоставленное САМЕСА Corporation.
Обычные образцы CS1-CS4 формировали согласно таким же способам, что и образцы S1-S5, а исходное содержание оксида алюминия в связующем для каждого из обычных образцов приводится в Таблице 1 ниже. Конечное содержание оксида алюминия в связующем материале измеряли с помощью исследования микроструктуры, используя устройство SX50, предоставленное САМЕСА Corporation.
После формирования всех образцов фактор растворения зерен измеряли для каждого образца на основе уравнений, приведенных ниже, где каждая из переменных (например, mGi) указывается в Таблице 1. Следует отметить, что для вычисления допускают, что все насыщение оксидом алюминия исходит из растворения зерна оксида алюминия. Величину насыщения оксидом алюминия затем пересчитывают как потерю зерна в вес.%, принимая во внимание плотность зерна оксида алюминия и плотность исходного связующего материала, которую измеряли с помощью гелиевой пикнометрии.



Как представлено данными Таблицы 1 ниже, каждый из образцов S1-S5 имел фактор растворения зерна, как продемонстрировано посредством значения потери зерна оксида алюминия в весовых процентах, который значительно меньше, чем фактор растворения зерна обычных образцов CS1-CS4. Каждый из образцов S1-S5 продемонстрировал большее содержание исходного оксида алюминия и изменение содержания оксида алюминия между исходным содержанием оксида алюминия и конечным содержанием оксида алюминия, которое было значительно меньше, чем в обычных образцах CS1-CS4. Пока механизм полностью не понятен, данные показывают, что определенные содержания оксида алюминия в исходном связующем материале могут ограничивать растворение зерна. Более того, не желая быть привязанными к определенной теории, предполагают, что другие факторы могут способствовать ограничению растворения зерна, включая, например, содержание определенных соединений, таких как оксид бора, соединения щелочных оксидов, соединения щелочно-земельных оксидов и т.п.
|
Пример 2
Формируют два образца. Образец S6 формируют согласно вариантам осуществления в данном документе. Образец CS5 представляет собой обычный образец, имеющий такие же характеристики, что и образец CS1 Примера 1. В частности, образцы S6 и CS5 имеют такую же структуру, что и образцы Примера 1, однако обжигают образцы при 915°С.
Образец S6 имеет первоначальный весовой процент оксида алюминия 26,94 вес.% (18,59 мол.%) и конечное содержание оксида алюминия 28,7 вес.% (19,25 мол.%), таким образом демонстрируя растворение зерна оксида алюминия 0,33 вес.%, как измерено согласно способам, раскрытым в данном документе. Образец CS5 имеет первоначальное содержание оксида алюминия 16,05 вес.% (10,13 мол.%), конечное содержание оксида алюминия 25,5 вес.% (17,02 мол.%), и таким образом растворение зерна оксида алюминия 1,70 вес.%, как измерено согласно формуле и способам, описанным в данном документе. Собственно, образец S6 наглядно демонстрирует значительно меньшее растворение зерна оксида алюминия во время способа формирования.
Образцы S6 и CS5 подвергли процессу шлифования внутреннего диаметра для определения энергопотребления абразивных изделий со связующими за цикл шлифования, а также прямолинейности образцов S6 и CS5 после процедуры шлифования. Режимы шлифования приводятся в Таблице 2 ниже.
|
Фиг.2 и 3 суммируют результаты тестов. Фиг.2 включает кривую мощности от числа циклов шлифования для каждого из образцов (т.е. S6 и CS5). Данные Фиг.3 демонстрируют, что образец S6 потребляет меньше энергии на всех циклах шлифования, и поэтому меньшее среднее энергопотребление для каждого из циклов шлифования, означая, что образец S6 обладает улучшенной целостностью абразивного зерна по сравнению с образцом CS5.
Кроме того, Фиг.3 включает кривую прямолинейности от числа циклов шлифования, которая является мерой линейности поверхности, образованной в обрабатываемом изделии, после процесса шлифования с помощью абразивного изделия со связующим. Прямолинейность образованной детали может зависеть от равномерности износа диска по краям и участкам основной части. Измерения прямолинейности осуществляли с помощью прибора для измерения округлости (Formscan 260 от Mahr Federal) и создают линейные профили по поверхности обрабатываемого изделия. На каждом участке выполняют четыре таких измерения, и их среднее является значением прямолинейности. Этот способ тестирования соответствует стандарту ASME Y14.5M "Dimensioning and Tolerancing". Как проиллюстрировано, образец S6 демонстрирует примерно такую же степень изменения прямолинейности по сравнению с образцом CS5. Собственно, в связи с данными Фиг.2, с помощью образца S6 можно обеспечить такое же качество выполнения шлифования, используя меньше энергии, таким образом, обеспечивая более эффективный способ шлифования по сравнению с образцом CS5.
Варианты осуществления в данном документе относятся к абразивным изделиям, включающим зерна микрокристаллического оксида алюминия в жаропрочном абразивном изделии со связующим, где зерна микрокристаллического оксида алюминия демонстрируют улучшенную целостность и минимизированное растворение и разрушение. Как правило, абразивные изделия со связующими данного уровня техники с использованием зерен из МСА направлены на образование и использование низкотемпературных стекловидных связующих, сформированных при температурах ниже 1000°С. Однако варианты осуществления в данном документе направлены на абразивное изделие со связующим, сформированное так, чтобы включать определенные содержания (например, соотношение) материалов в порошке связующего материала для формирования составов стекловидного связующего, способных формоваться при высоких температурах, вместе с тем уменьшая разрушение и/или растворение абразивных зерен, включающих МСА, во время формования. В вариантах осуществления в данном документе могут использоваться одна или несколько комбинаций признаков, включая определенные связующие составы, определенные соотношения соединений в связующем материале, включая, без ограничения, соотношение между оксидом алюминия и диоксидом кремния, соотношение между оксидом алюминия и оксидом бора, соотношение между оксидом алюминия и соединениями щелочных оксидов, а также соотношения между другими компонентами, включая оксид бора, щелочно-земельные оксиды, соединения щелочных оксидов и т.п. Вышеизложенное описывает комбинацию признаков, которые можно объединить различными способами для описания и характеристики абразивных изделий со связующими вариантов осуществления. Описание не предназначено устанавливать соподчиненность признаков, кроме различных признаков, которые можно объединить одним или несколькими способами для характеристики настоящего изобретения.
В вышеизложенном ссылка на определенные варианты осуществления и связи определенных компонентов являются иллюстративными. Следует учитывать, что ссылка на компоненты, которые связаны или соединены, предназначена раскрыть или непосредственную связь между указанными компонентами, или косвенную связь между одним или несколькими промежуточными компонентами, как будет понятно, для осуществления способов, описанных в данном документе. В связи с этим раскрытый выше объект изобретения следует считать иллюстративным, а не ограничительным, и прилагаемая формула изобретения предназначена, чтобы охватить все такие модификации, улучшения и другие варианты осуществления, которые попадают в истинный объем настоящего изобретения. Таким образом, насколько это разрешено законом, объем настоящего изобретения определяется наиболее широко допустимым толкованием нижеследующей формулы изобретения и ее эквивалентами, и его не следует сужать или ограничивать вышеизложенным подробным описанием.
Реферат раскрытия предоставляется с пониманием того, что он не будет использоваться для толкования или ограничения объема или понимания формулы изобретения, к тому же в вышеизложенном подробном описании различные признаки можно объединить в группы или описать в единственном варианте осуществления с целью упрощения раскрытия, данное раскрытие не следует толковать как отражение мысли, что заявленные варианты осуществления требуют больше признаков, нежели ясно изложены в каждом пункте формулы изобретения, скорее, как отражает нижеследующая формула изобретения, объект изобретения может относиться не ко всем признакам любого из раскрытых вариантов осуществления, таким образом, нижеследующая формула изобретения включена в подробное описание, причем каждый пункт выступает как независимый, который определяет отдельно заявляемый объект изобретения.
Абразивное изделие с покрытием и способ его изготовления (варианты)
Абразивная режущая кромка абразивного инструмента и способ ее формирования и замены
Отрезной круг
Абразивный инструмент (варианты)
Абразивный инструмент (варианты)
Абразивное изделие (варианты) и способ его формирования
Изделие для обработки поверхности и способ его изготовления
Абразивное изделие (варианты) и способ его формирования
Система и способ удаления материала, система для образования пены и устройство для преобразования пены в жидкость
Абразивное изделие (варианты)
Абразивное изделие с покрытием и способ его изготовления (варианты)
Жесткое или гибкое макропористое абразивное изделие
Абразивная режущая кромка абразивного инструмента и способ ее формирования и замены
Отрезной круг
Абразивный инструмент (варианты)
Абразивный инструмент (варианты)
Абразивное изделие (варианты) и способ его формирования
Абразивное изделие (варианты) и способ его формирования
Изделие для обработки поверхности и способ его изготовления
Абразивное изделие (варианты) и способ резания сапфира с его использованием

