Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к листовой штамповке, и может быть использовано для изготовления автомобильных кузовных деталей типа рамки переменного сечения с отверстием или отверстиями в центральной зоне, а также деталей бытовой и сельскохозяйственной техники.
Известен способ получения деталей сложной формы - типа рамки переменного сечения (1), включающий вырубку заготовки с вырезкой одного или нескольких технологических отверстий в центральной зоне заготовки, являющейся в последующем отходом или заготовкой для изготовления других деталей, зажим периферийной зоны заготовки и дальнейшее формообразование детали за счет растяжения и перемещения металла как с периферийной, так и из центральной зоны заготовки.
Для простоты понимания и оформления заявки на предлагаемое изобретение принято называть деталью «вытяжной переход», из которого после выполнения ряда технологических операций получается деталь.
Перемещение металла с периферийной зоны заготовки осуществляется с регулируемым торможением, позволяющим металлу равномерно вытекать из-под прижима.
Перемещение металла из центральной зоны происходит неуправляемо-произвольным образом и зависит от формы сечения детали в каждом конкретном сечении, формы заранее пробитых отверстий, механических свойств металла, применяемой смазки и др., что приводит в целом к нестабильности качества штампуемых деталей.
Основными дефектами, образующимися при штамповке деталей этим способом, являются радиальные разрывы заготовки по краям заранее пробитых отверстий и искажения поверхности детали вследствие возникновения волнистости и гофр в зоне технологических вырезов.
Этот способ применяется, в основном, для деталей типа рамок равномерного или близкого к нему сечения.
Наиболее близким к заявленному техническому решению является способ получения деталей сложной формы - типа рамки переменного сечения (2), включающий вырубку заготовки с вырезкой одного или нескольких технологических отверстий в центральной зоне заготовки, зажим периферийной и центральной зон заготовки и дальнейшее формообразование детали за счет перемещения металла как с периферийной, так и из центральной зоны заготовки и штамп для его осуществления, содержащий вытяжную матрицу, прижим, периферийные тормозные элементы, выполненные на прижимных поверхностях матрицы и прижима, тормозные элементы центральной зоны заготовки, между установленным на матрице внутренним прижимом, создающим усилие зажима центральной зоны заготовки пневматическими или азотными цилиндрами при взаимодействии с пуансоном, пуансон. При движении наружного ползуна пресса вниз листовая заготовка прижимается прижимом по наружному контуру к матрице. При движении внутреннего ползуна вниз закрепленный на нем пуансон зажимает центральную часть заготовки тормозными элементами с внутренним прижимом, установленным на матрице, за счет действия пневматических или азотных цилиндров. Дальнейшим движением пуансона осуществляется формообразование детали («вытяжного перехода»).
При этом необходимым условием получения качественной детали является соответствие наружных прижимных поверхностей и центральной зоны зажима заготовки, т.е. выполнение их эквидистантно друг другу, что ведет к увеличению расхода металла. В противном случае образуются «гофры».
Способ получения деталей сложной формы и штамп для его осуществления имеют следующие недостатки:
- ограниченная область применения - способ применим для получения деталей сложной формы, имеющих разнонаправленные поверхности вытяжки по периметру и в центральной части только в том случае, если поверхность центральной выштамповки детали близка по форме к основной прижимной поверхности, в противном случае при прижиме центральной зоны заготовки происходит ее деформация, что не позволяет получить качественное изделие;
- большой расход металла, т.к. для реализации способа выравнивают основную прижимную поверхность и поверхность центральной выштамповки, что приводит к увеличению технологической наделки;
- сохраняется возможность радиальных разрывов заготовки в зоне технологических вырезов ввиду разброса механических свойств штампуемого металла и других переменных параметров - таких как усилие внутреннего прижима, размещенного на пуансоне, количество технологической смазки и т.д.;
- усложняется конструкция штампа для вытяжки, возрастает его стоимость и затраты на обслуживание за счет установки внутреннего прижима на матрице (или, как показывает практика последних лет, внутренние прижимы располагаются чаще на пуансоне - это, например, японские и корейские штампы, полученные на ГАЗе для изготовления деталей такого типа и изготовленные непосредственно на ГАЗе по такому же типу), с азотными цилиндрами или газовыми пружинами.
Технический результат, достигаемый заявленным решением, заключается в экономии металла, необходимого для изготовления деталей, снижении себестоимости изготовления штампованных деталей, повышении качества получаемых изделий, упрощении конструкции вытяжного штампа, сокращении затрат на его изготовление и эксплуатацию.
Указанный результат достигается тем, что в известном способе получения деталей сложной формы в виде рамки переменного сечения, включающем формирование исходной заготовки с вырезкой, по меньшей мере, одного технологического отверстия в ее центральной зоне, зажим периферийной и центральных зон заготовки и последующее формообразование детали с торможением заготовки тормозными элементами в зоне зажима, зажим периферийной зоны заготовки осуществляют тормозными элементами, препятствующими перемещению металла из зоны зажима в полость матрицы, формообразование детали первоначально осуществляется за счет растяжения и перемещения металла из центральной зоны заготовки без зажима тормозными элементами центральной зоны исходной заготовки, дальнейшее формообразование осуществляется за счет растяжения и перемещения металла центральной зоны заготовки с торможением путем зажима указанной центральной зоны тормозными элементами в виде перетяжных ребер переменной высоты и сечения, которые устанавливают на матрице эквидистантно внутреннему контуру детали.
В известном штампе для получения детали сложной формы в виде рамки переменного сечения, содержащем вытяжную матрицу, прижим, тормозные элементы для зажима периферийной зоны заготовки, установленные между матрицей и прижимом, тормозные элементы центральной зоны и пуансон, тормозные элементы периферийной зоны выполнены с обеспечением зажима, препятствующего перемещению металла из зоны зажима в полость матрицы, а тормозные элементы центральной зоны заготовки выполнены с возможностью установки на матрице эквидистантно внутреннему контуру детали в виде ребер переменной высоты и сечения, при этом на пуансоне выполнены соответствующие им отверстия.
Процесс формообразования детали начинается за счет деформации металла центральной зоны без зажима заготовки тормозными элементами центральной зоны. Торможение металла при перемещении из центральной зоны обусловлено взаимодействием заготовки с ребрами переменной высоты и сечения, установленными на матрице и отверстиями в пуансоне под проход этих ребер.
В процессе формообразования детали, на определенном этапе внедрения пуансона в матрицу, начинают работать тормозные элементы центральной зоны - ребра переменной высоты и сечения. Высота и форма этих ребер выполняется таким образом, чтобы, с одной стороны, обеспечить поступление металла в полость матрицы, а с другой - расправить возникающие при этом гофры, без разрывов металла заготовки.
Сущность способа получения деталей сложной формы и штампа для его осуществления поясняется эскизами:
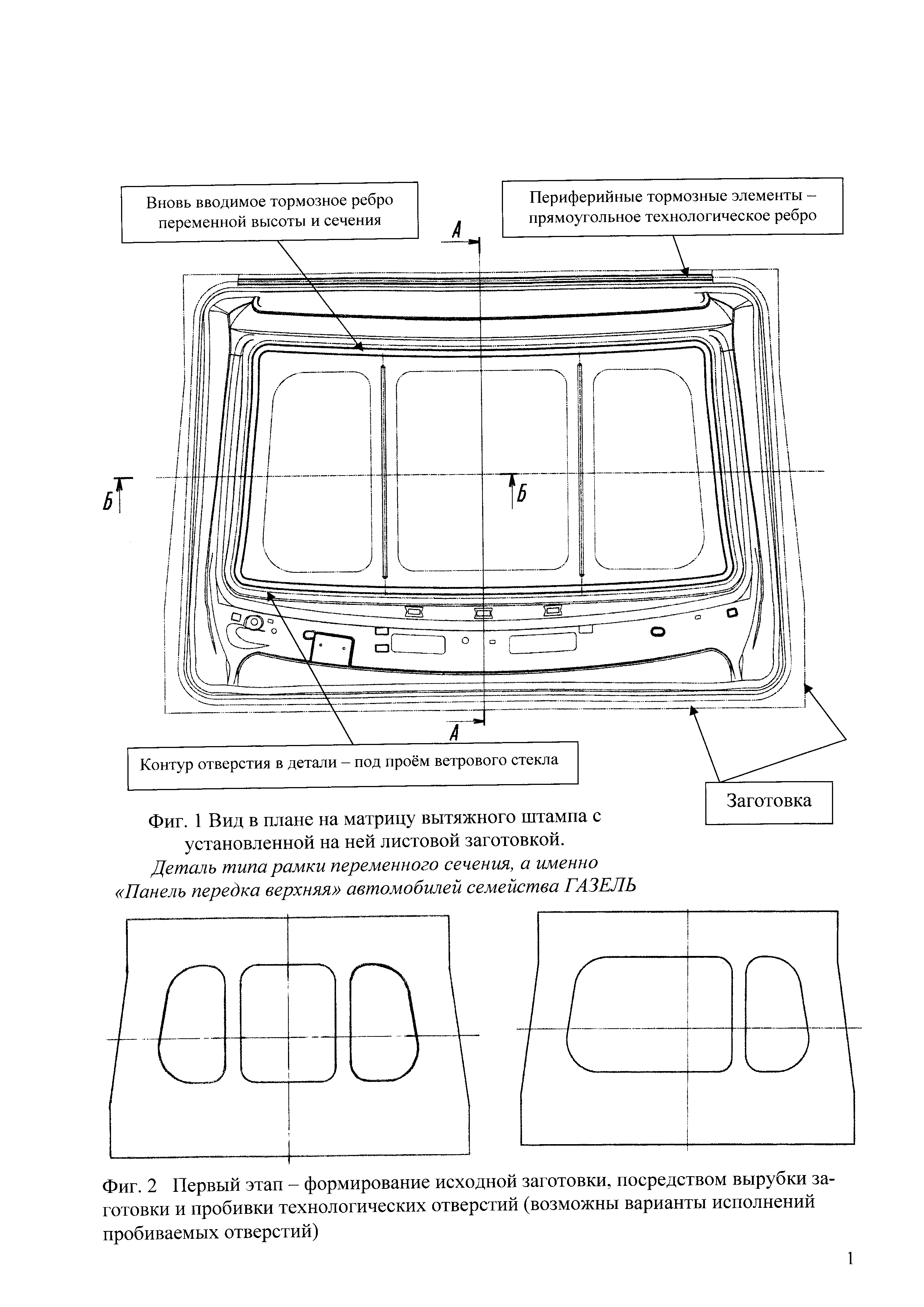
- фиг. 1 - вид в плане на матрицу вытяжного штампа с установленной на ней листовой заготовкой;
- фиг. 2 - первый этап - формирование исходной заготовки посредством вырубки заготовки и пробивки технологических отверстий;
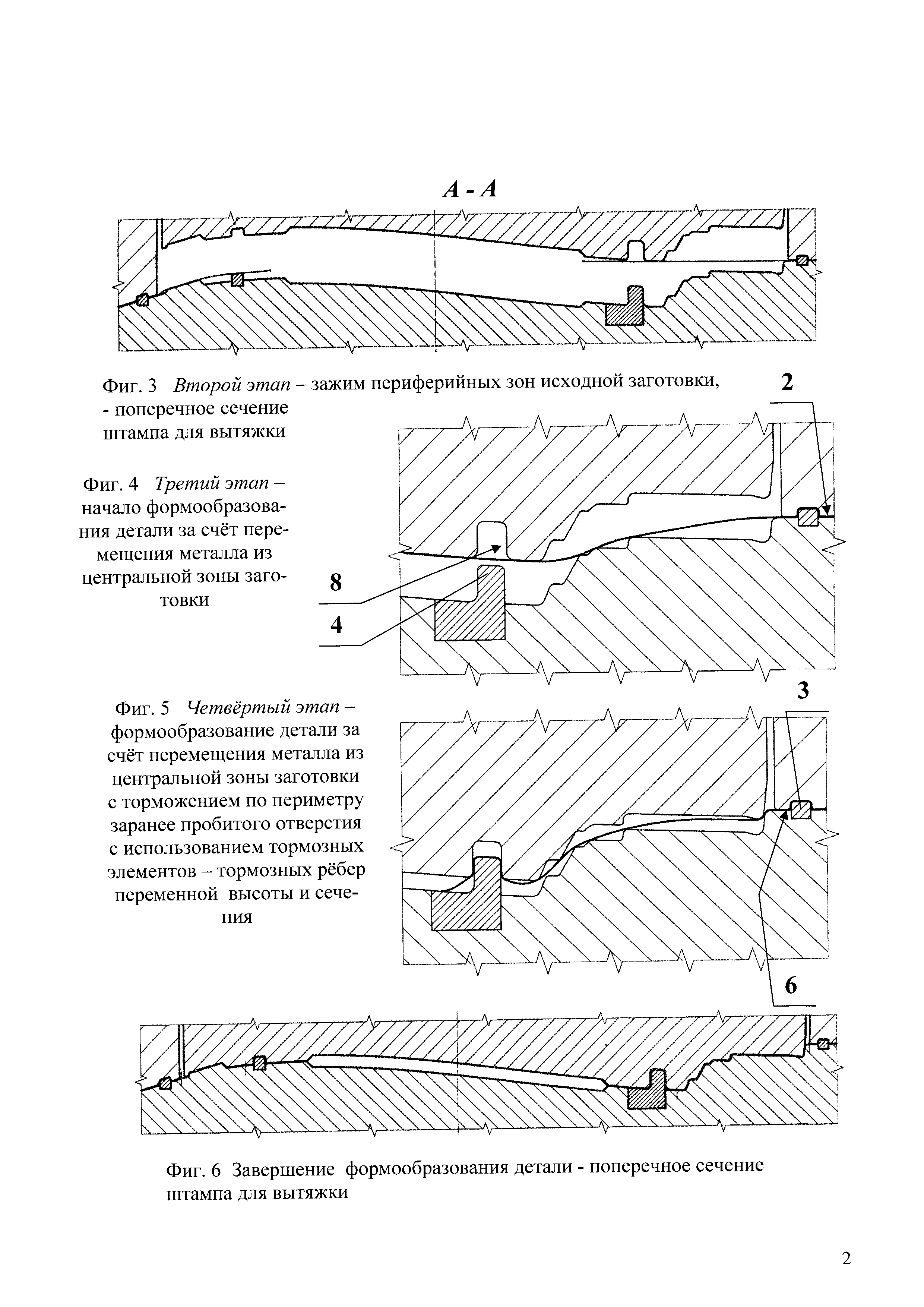
- фиг. 3 - второй этап - зажим периферийных зон исходной заготовки - поперечное сечение штампа для вытяжки;
- фиг. 4 - третий этап - начало формообразования детали за счет перемещения металла центральной зоны заготовки;
- фиг. 5 - четвертый этап - формообразование детали за счет перемещения металла из центральной зоны заготовки с торможением по периметру заранее пробитого отверстия (отверстий) с использованием тормозных элементов - тормозных ребер переменной высоты и сечения;
- фиг. 6 - завершение формообразования детали - поперечное сечение штампа для вытяжки;
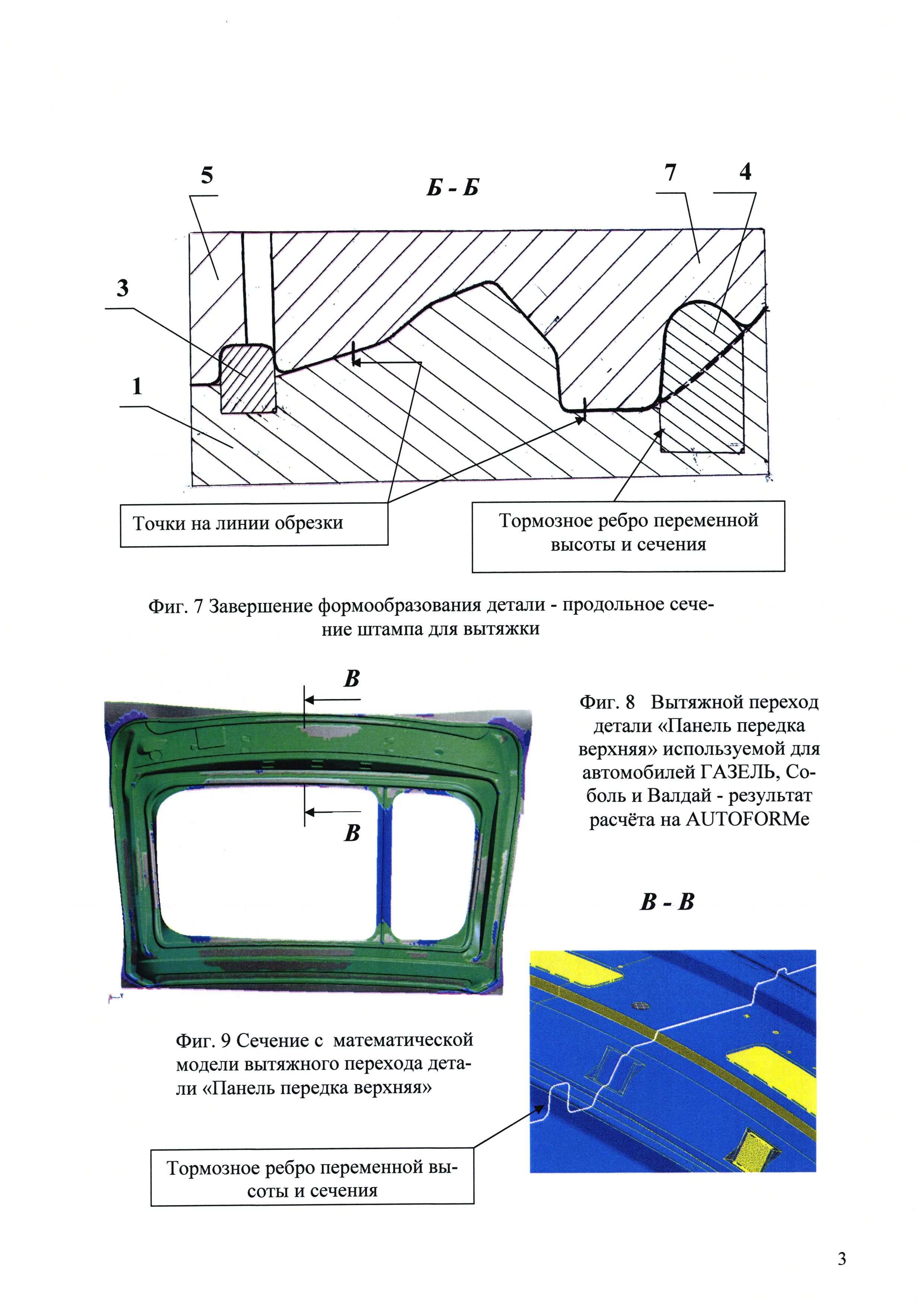
- фиг. 7 - завершение формообразования детали - продольное сечение штампа для вытяжки;
- фиг. 8 - вытяжной переход детали «Панель передка верхняя» используемой для автомобилей ГАЗЕЛЬ, Соболь и Валдай - результат расчета на AUTOFORMe;
- фиг. 9 - сечение с математической модели вытяжного перехода детали «Панель передка верхняя»;
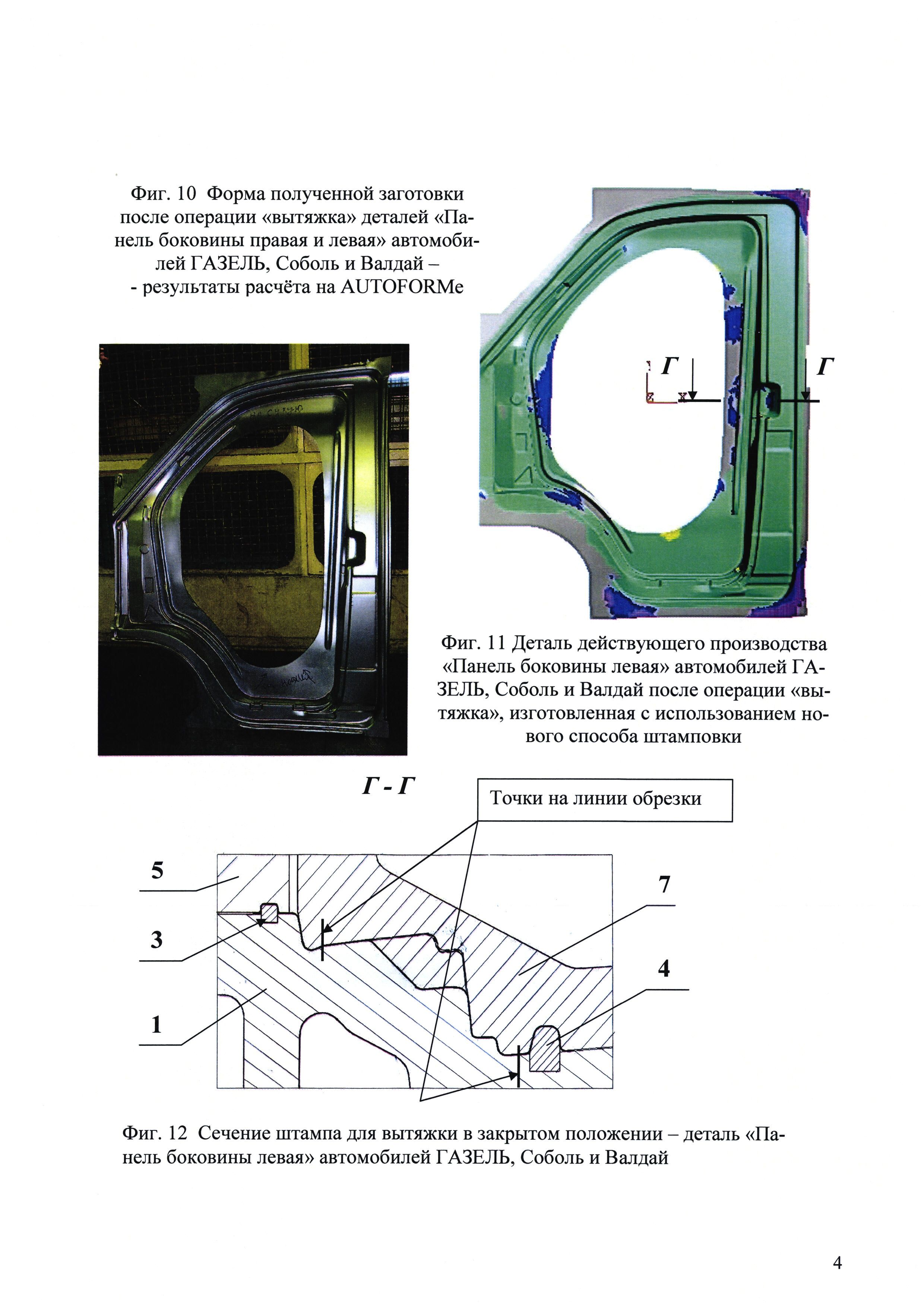
- фиг. 10 - форма полученной заготовки после операции «вытяжка» деталей «Панель боковины правая и левая» автомобилей ГАЗЕЛЬ, Соболь и Валдай - результаты расчета на AUTOFORMe;
- фиг. 11 - деталь действующего производства «Панель боковины левая» автомобилей ГАЗЕЛЬ, Соболь и Валдай после операции «вытяжка», изготовленная с использованием нового способа штамповки;
- фиг. 12 - сечение штампа для вытяжки в закрытом положении - деталь «Панель боковины левая» автомобилей ГАЗЕЛЬ, Соболь и Валдай.
Штамп для осуществления способа содержит: матрицу - 1, с зажимными поверхностями - 2 и размещенными на ней периферийными тормозными элементами - 3, тормозными элементами центральной зоны - тормозными ребрами переменной высоты и сечения - 4, прижим - 5 с зажимными поверхностями - 6, пуансон - 7 с отверстиями - 8, выполненными под проход тормозных ребер переменной высоты и сечения - 4.
Способ вытяжки реализуется в штампе, который работает следующим образом. Листовую заготовку устанавливают на зажимной поверхности - 2 матрицы - 1, таким образом, чтобы ее края перекрывали проем матрицы - 1 и размещенные на ней периферийные тормозные элементы - 3. При движении наружного ползуна пресса вниз периферийная часть заготовки зажимается между зажимной поверхностью матрицы - 2 и зажимной поверхностью - 6, прижима - 5. При этом периферийные тормозные элементы (например: прямоугольные ребра) - 3 зажимают заготовку таким образом, что в процессе дальнейшего формообразования металл не вытекает из зажимных поверхностей матрицы и прижима.
При ходе внутреннего ползуна пресса вниз пуансон - 7 начинает выполнять формообразование детали в свободном (не зажатом) положении. На определенном этапе формирования детали начинают работать тормозные элементы центральной зоны, тормозные ребра переменной высоты и сечения - 4, взаимодействуя с заготовкой и отверстиями - 8 пуансона - 7.
Момент начала работы тормозных элементов центральной зоны, тормозных ребер переменной высоты и сечения - 4, рассчитывается аналитически с помощью программы AUTOFORM. С помощью AUTOFORMa уточняется и форма ребер переменного сечения - 4.
Результаты расчетов с помощью программы AUTOFORM уточняются в процессе наладки вытяжного штампа.
Применение предложенного способа при изготовлении деталей «Панель боковины правая и левая» автомобилей семейства ГАЗЕЛЬ, Соболь и Валдай позволило не только получить экономию металла около 18 кг на автомобиль, но и значительно улучшить качество лицевой поверхности по сравнению с прототипом.
Это обусловлено тем, что при традиционном способе формообразование деталей осуществляется за счет металла, находящегося под прижимом, перемещаемым в проем матрицы. Перемещение металла из центральной зоны стараются уменьшить, сократив возникающие напряжения на кромках предварительно пробитых отверстий, приводящих к разрыву отверстий и, как следствие, к браку. Перемещение металла находящегося под прижимом в проем матрицы создает напряжения сжатия большие, на отдельных участках, чем напряжения растяжения, что приводит к утолщению металла, образованию гофр и значительному увеличению усилия торможения. Металл на отдельных участках перестает вытекать в проем матрицы из-под прижима. В результате возрастают растягивающие напряжения, и, как следствие, на малых радиусах возникают недопустимые утонения детали - «шейки», а иногда - разрывы. Анализ формообразования при помощи AUTOFORMA традиционного способа получения деталей «Панель боковины» автомобиля ГАЗЕЛЬ показал, что разброс толщин в разных зонах деталей значителен и достигает 25-30% от исходной толщины.
В предложенном способе перемещение металла происходит, в основном, за счет растягивающих напряжений. Получается деталь с более равномерным растяжением металла по всей поверхности. Анализ формообразования вытяжного перехода при помощи AUTOFORMA показал, что растяжение большей части поверхности детали равномернее, чем при традиционном способе.
В предложенном способе получения детали изменяются требования к штампуемому металлу. Более равномерными по толщине получаются детали из металла с худшими (меньшими) показателями предела текучести и по способности к вытяжке - соответственно с меньшей стоимостью. При использовании металла сталь 08Ю 2ОСВ вместо 08Ю 2ВОСВТ имеет место меньший разброс изделия по толщине и, как следствие, дополнительная экономия за счет разницы в стоимости металла.
Источники информации
1. Нефедов А.П. «Конструирование и изготовление штампов», рис. 49, и описание на стр. 67-70, издательство «Машиностроение», Москва, 1973.
2. Ананченко И.Ю., Антонец А.Н. Акционерное общество «Научно-технический центр АвтоВАЗ», патент Российской Федерации №2090289 от 20.09.1997 г. «Способ вытяжки кузовных деталей сложной формы».
Устройство для регулировки углов установки колес независимой подвески
Механизм управления раздаточной коробкой передач
Автомобильное колесо
Способ изготовления дисков колес
Способ вытяжки кузовных деталей и штамп для его осуществления
Устройство для фиксации штанги стабилизатора поперечной устойчивости в поперечном направлении
Устройство для регулировки углов установки колес независимой подвески
Механизм управления раздаточной коробкой передач
Автомобильное колесо
Способ изготовления дисков колес
Способ вытяжки кузовных деталей и штамп для его осуществления
Автомобильное колесо

