Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ, СОДЕРЖАЩЕЙ ГЛУХИЕ ПОЛОСТИ
Вид РИД
Изобретение
Изобретение относится к области упрочнения рабочих органов, работающих в условиях интенсивного изнашивания, и может быть использовано в сельхозмашиностроении, горнодобывающей промышленности, дорожном строительстве, ремонте техники.
Известен способ индукционной наплавки, включающий нанесение на упрочняемую поверхность заготовки (детали) ровным слоем наплавочной шихты, состоящей из твердого сплава и флюса, затем участок с шихтой помещают в индуктор высокочастотного нагрева, после его включения электромагнитное поле, передаваемое через индуктор, нагревает поверхность детали, тепло передается шихте, которая расплавляется. Расплав затвердевает, образуя наплавленный слой заданной толщины [Индукционная наплавка износостойких сплавов: сборник статей / Под общ. ред. Ткачева В.Н. - Ростов-на Дону: ОНТИ, 1963, с. 41-42].
Известен также способ изготовления почвообрабатывающей лапы [Пат. РФ 2397849], где в глухие полости V-образной и U-образной формы насыпается наплавочная шихта и осуществляется наплавка износостойким высоколегированным хромистым чугуном марок ПГ-УС25, ПГ-С27, ПС-14-60, ПС-14-80 и др.
Недостатком этих способов является то, что при индукционной наплавке в наплавляемом износостойком слое образуется нежелательная доэвтектическая структура, которая имеет меньшую износостойкость на 40-47%, чем исходный наплавляемый материал.
Известна также наплавочная шихта для индукционной наплавки в разделку кромок высоколегированным белым чугуном деталей сельхозмашин [Иванайский В.В. и др. Индукционная наплавка в разделку кромок высоколегированным белым чугуном деталей сельхозмашин // Сварочное производство. - 2012. - №1. - С. 42-44], содержащая, мас. %: 85 твердого сплава и 15 флюса П-0,66.
Недостатком известной шихты является то, что при наплавке глухих полостей на расстоянии 2/3 от границ полости вглубь наплавляемого слоя образуются нежелательные структуры с пониженными износостойкими свойствами.
Задачей настоящего изобретения является повышение износостойкости покрытий из высоколегированного хромистого чугуна, наплавляемых на упрочняемую поверхность стальных деталей, содержащих глухие полости.
Настоящая задача решается тем, что в способе упрочнения поверхности стальной детали содержащей глухие полости, включающем нанесение на поверхности детали наплавочной шихты и нагрев токами высокой частоты, перед нанесением наплавочной шихты глухие отверстия сначала заполняют специальной шихтой, содержащей 25-35% карбида бора, 20-15% флюса и 50-60% высоколегированного хромистого чугуна на глубину 1/3-1/2 толщины наплавляемого слоя.
Техническим результатом изобретения является повышение срока службы деталей путем подавления образования нежелательных структур при индукционной наплавке высоколегированных хромистых чугунов.
Сущность предлагаемого изобретения заключается в одновременной наплавке двух составов шихты (специальной и основной), образующих наплавочные слои с максимальной износостойкостью. Нижний слой специальной шихты содержит в своем составе высокий процент износостойкого компонента (карбид бора), легирует расплав основного металла, образующийся в глухой полости, и частично диффундирует в основной металл. Кроме того, углерод, имеющийся в карбиде бора, также участвует в подавлении нежелательных доэвтектических структур в верхнем слое основной шихты.
На фиг. 1 показана микроструктура детали в зоне глухой полости при наплавке двумя составами шихты (специальной и основной).
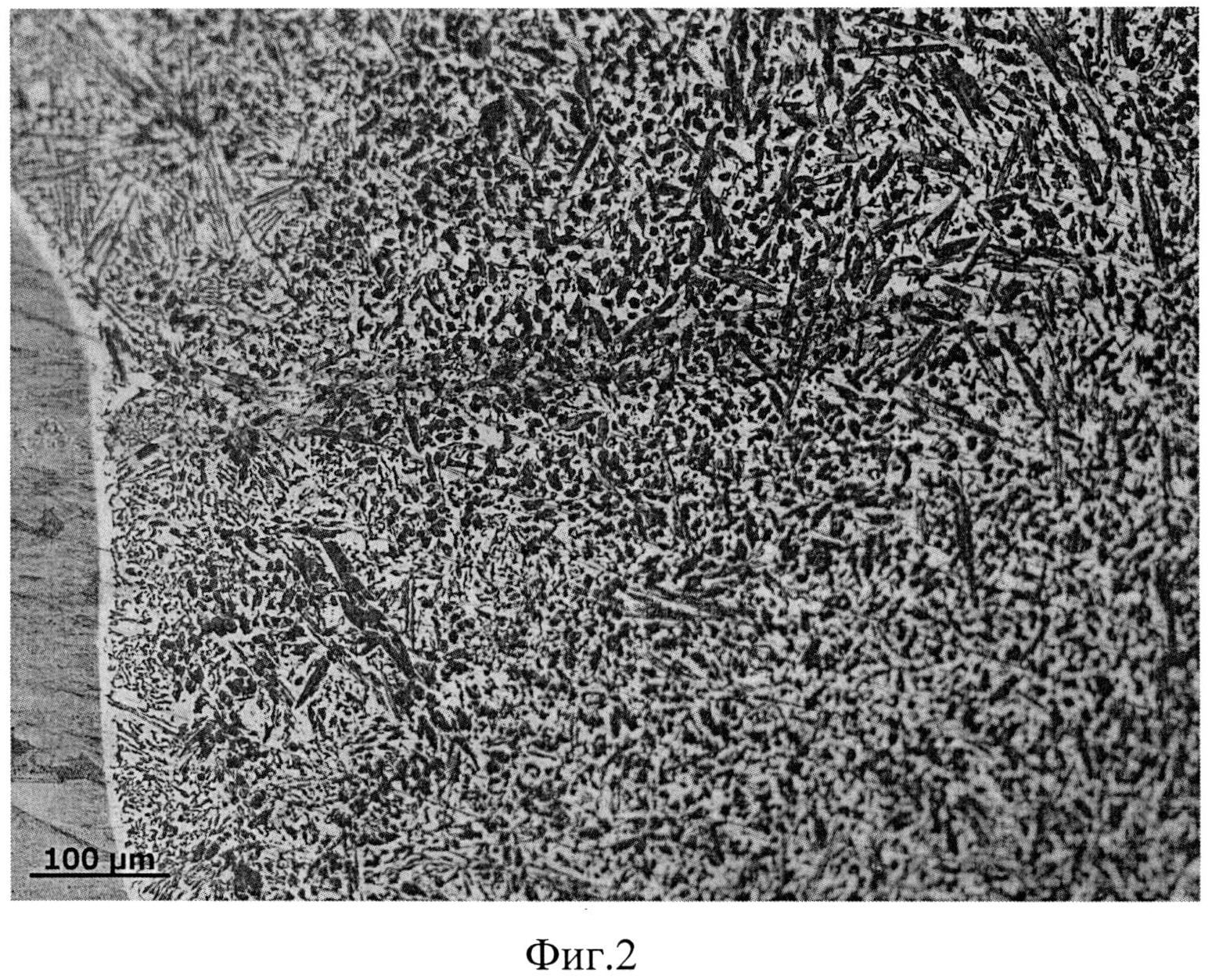
На фиг. 2 приведена микроструктура наплавки с боковой стороны глухой полости.
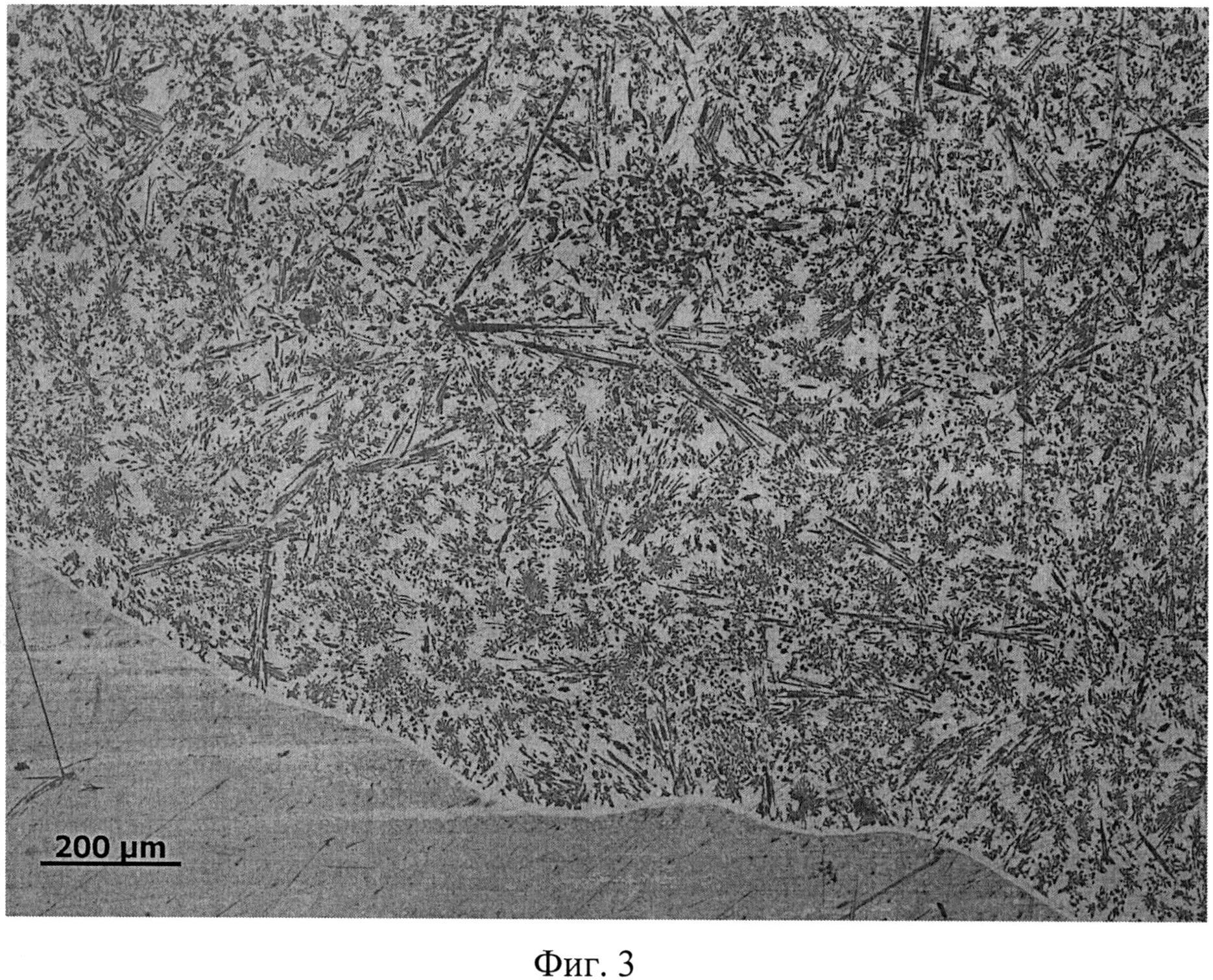
На фиг. 3 приведена микроструктура границы наплавленного слоя.
Способ осуществляется следующим образом. Из проката стали 65Г вырезают заготовки 100×50×6 мм. В них просверливают глухие отверстия диаметром 3 мм. Затем в них насыпают специальную шихту глубиной 1/3-1/2 толщины наплавляемого износостойкого слоя. После этого поверхность заготовки покрывают основной шихтой в количестве, обеспечивающем получение заданной толщины наплавляемого слоя. Состав специальной шихты, мас. %: 25-35 карбида бора, 20-15 флюса П-0,66 и 50-60 высоколегированного хромистого чугуна марки ПГ-С27. Состав основной шихты, мас. %: 80-85 высоколегированного хромистого чугуна марки ПГ-С27, 15-20 флюса П-0,66.
Подготовленную таким образом заготовку помещают в петлевой индуктор, подключенный к инвертору «ЭЛСИТ» (мощность 100 кВт, частота 66 кГц, время наплавки 45-50 с) и осуществляют наплавку.
После затвердевания (охлаждения) из заготовки вырезают темплеты (3 шт.) для проведения металлографических исследований (см. фиг.1-3).
Интервал глубины отверстий определяется толщиной наплавленного слоя и возможностью образования усадочных раковин над отверстиями.
При заполнении отверстий специальной шихтой на глубину менее 1/3 толщины наплавляемого слоя его адгезия с основным металлом недостаточная, что снижает износостойкость. При заполнении отверстий на глубину более 1/2 толщины слоя в зонах над ними образуются усадочные раковины, высота слоя локально уменьшается, что также снижает износостойкость.
Содержание карбида бора в специальной шихте 25% оптимальное и определяется тем, что при его уменьшении, например ниже 20%, в наплавленном слое со стороны основного металла образуются отдельные участки дендритов, что снижает износостойкость.
Количество флюса от 15 до 20% в составе специальной шихты, а карбида бора от 25 до 35% определяется экономической целесообразностью. Так как дальнейшее увеличение их количества лишь увеличивается стоимость шихты без значительного увеличения механических свойств наплавленного металла.
Количество флюса 20% также обеспечивает защиту бора от окисления и равномерное формирование расплава в глухих отверстиях. При его количестве ниже 15% не достигается достаточная высота слоя, необходимая для защиты твердых составляющих шихты от окисления атмосферным кислородом, и на поверхности наплавляемого участка наблюдаются отдельные окисленные зоны.
Содержание высоколегированного хромистого чугуна от 50% до 60% в специальной шихте обеспечивает получение минимальной усадочной раковины на наплавляемой поверхности и уменьшение слоя шихты. Например, при содержании твердого сплава в наплавочной шихте 40% образуется усадочная раковина от 0,6 до 0,9 мм. Количество высоколегированного хромистого чугуна выше 60% ограничивается экономической целесообразностью - расходом дорогостоящего материала.
Способ упрочнения поверхности стальной детали, содержащей глухие полости, включающий нанесение на поверхности детали наплавочной шихты и нагрев токами высокой частоты, отличающийся тем, что перед нанесением наплавочной шихты глухие отверстия сначала заполняют шихтой, содержащей 25-35% карбида бора, 20-15% флюса и 50-60% высоколегированного хромистого чугуна на глубину 1/3-1/2 толщины наплавляемого слоя.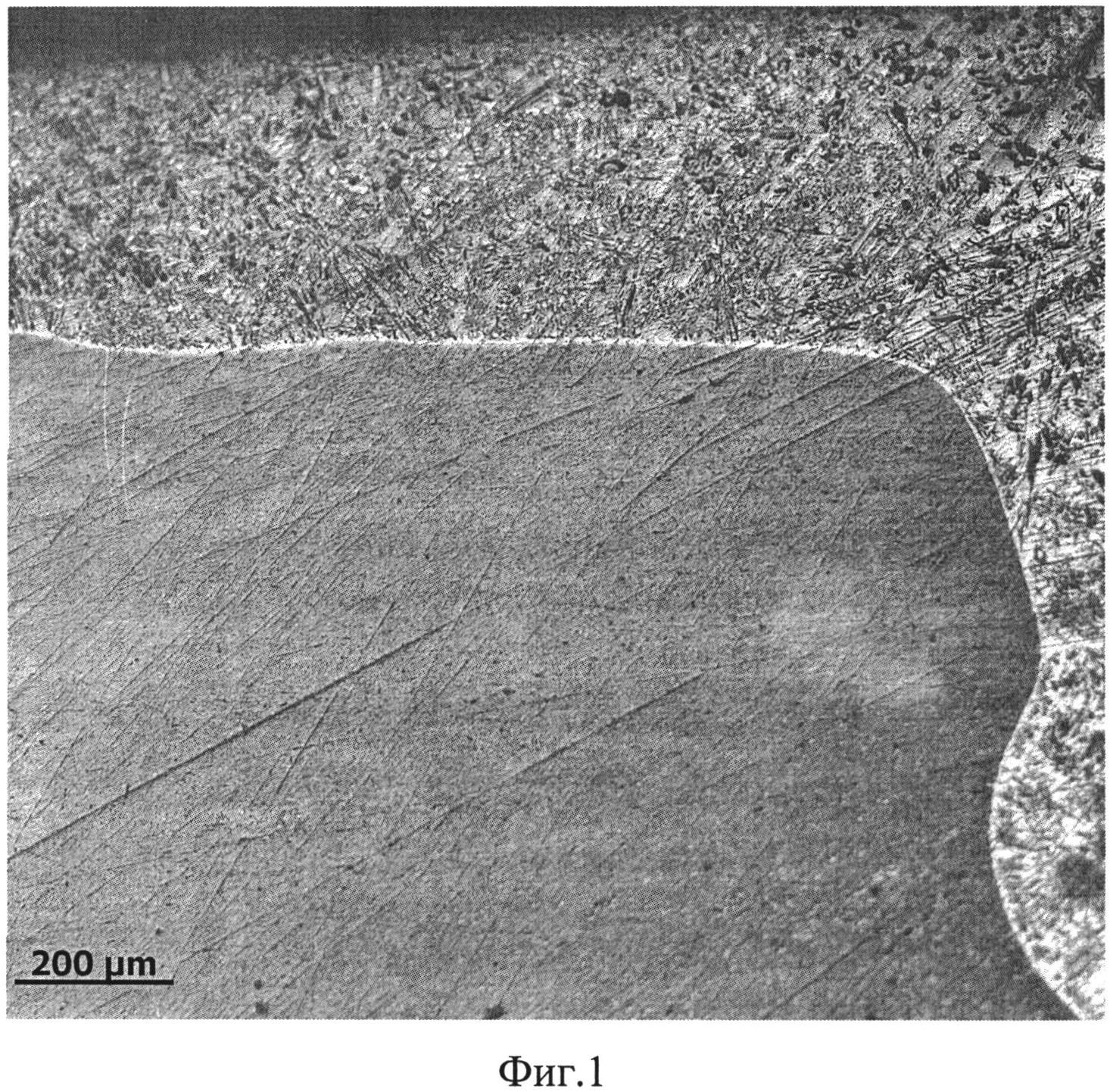
Порошковая термореагирующая шихта для индукционной наплавки твердого сплава
Способ получения лигатуры для борирования стали
Дефектоскоп для сварных швов
Способ индукционной наплавки торцевых поверхностей деталей
Способ литья
Способ упрочнения лезвийной поверхности детали
Способ упрочнения поверхности литой стальной детали
Способ крепления термопары к металлическому изделию
Полиэпитопная противоопухолевая вакцинная конструкция, содержащая эпитопы опухоль-ассоциированных антигенов, фармацевтическая композиция и ее применение для стимуляции специфического противоопухолевого иммунного ответа
Способ закалки деталей из низкоуглеродистой борсодержащей стали
Способ бороалитирования стальной поверхности
Способ наплавки алюминида железа на стальную поверхность
Способ легирования наплавленного металла при дуговой сварке и наплавке
Способ измерения электропроводности тонких металлических пленок
Способ получения боридных покрытий увеличенной толщины
Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления
Способ определения технологической температуры плавления шихты при индукционной наплавке

