Результат интеллектуальной деятельности: РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к резьбовому соединению для труб и, в частности, к резьбовому соединению для труб, имеющему высокую способность к герметизации и высокое сопротивление заеданию. Резьбовое соединение предпочтительно используется для соединения стальных труб на нефтяных скважинах, таких как нефтепромысловые трубы, включающие в себя насосно-компрессорные трубы и обсадные трубы для использования, в общем, при ведении разведки на нефтяных скважинах и газовых скважинах и при добыче нефти и газа, вертикальные трубы и трубопроводные трубы.
Уровень техники
Резьбовые соединения широко используются при соединении нефтепромысловых труб и других стальных труб для использования в оборудовании и сооружениях для добычи нефти. Для соединения стальных труб при разведке и добыче нефти и газа традиционно используются стандартные резьбовые соединения на основе стандарта Американского нефтяного института (API). Однако поскольку глубина скважин для добычи неочищенной нефти и скважин для добычи природного газа за последнее время увеличилась, и количество горизонтальных скважин и наклонных скважин увеличивается по сравнению с вертикальными скважинами, среда, в которой ведутся земляные работы и добыча, становится более неблагоприятной. Кроме того, увеличение объемов освоения скважин в неблагоприятных условиях, таких как морские и полярные условия, расширяет эксплуатационные требования к характеристикам резьбовых соединений, таким как сопротивление сжатию, сопротивление изгибанию, способность к герметизации по внешнему давлению (сопротивление внешнему давлению). Это увеличивает использование специальных высокоэффективных резьбовых соединений, носящих название соединения повышенного качества, тем самым повышая требования к эксплуатационным характеристикам.
Соединение повышенного качества является соединением муфтового типа, в котором соединяются пара элементов с наружной резьбой (далее именуемые ниппели), образованных на концах труб, и элемент с внутренней резьбой (далее именуемый муфта). Каждый из ниппелей включает в себя коническую резьбу, участок уплотнения (в частности, участок уплотнения металл-металл) и упорный участок (в частности, упорный участок для прикладывания упорного момента). Муфта соединяет ниппели друг с другом. Конусная резьба является важной для жесткой фиксации трубного соединения. Участок уплотнения обеспечивает способность к герметизации с помощью муфты и ниппеля, которые приходят на этом участке в контакт металл-металл. Упорный участок образует опорную поверхность, которая действует как опора при сборке соединения.
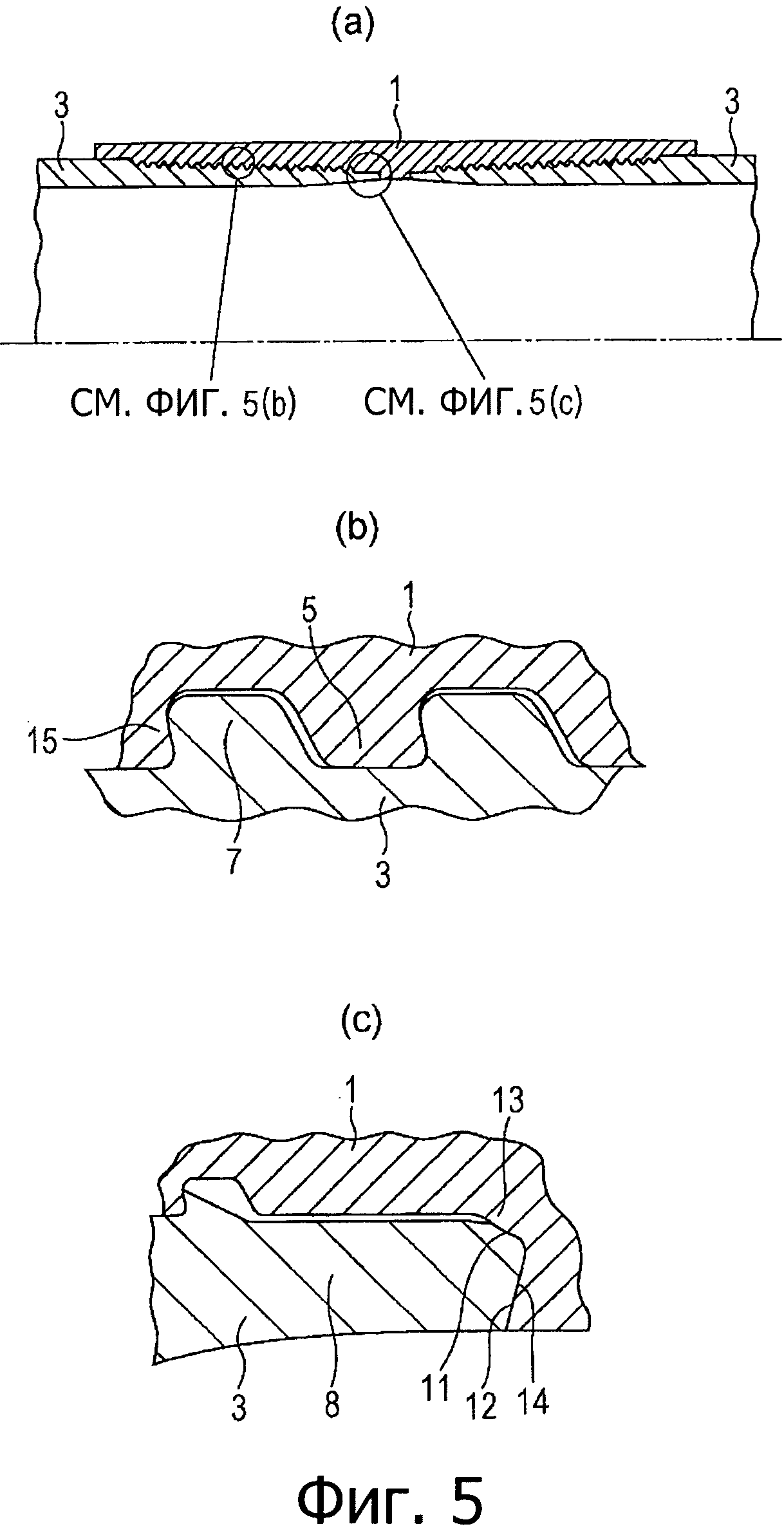
На фиг. 5 схематично показано обычное соединение повышенного качества для труб, используемых на нефтяных скважинах, в продольном разрезе резьбового соединения для цилиндрической трубы. Резьбовое соединение включает в себя ниппели 3 и муфту 1, соответствующую ниппелям 3. Оба ниппеля 3 включают в себя участок 7 с наружной резьбой на наружной поверхности и переднюю часть 8 (переднюю часть 8 ниппеля). Передняя часть 8 является участком без резьбы, который расположен на конце ниппеля 3 рядом с участком 7 с наружной резьбой. Передняя часть 8 включает в себя участок 11 уплотнения на наружной периферийной поверхности и упорный участок 12 на торцевой поверхности. Муфта 1, которая обращена к ниппелю 3, имеет внутреннюю поверхность, включающую в себя участок 5 с внутренней резьбой, участок 13 уплотнения и упорный участок 14, которые, соответственно, могут сопрягаться или приходить в контакт с участком 7 с наружной резьбой, участком 11 уплотнения и упорным участком 12 ниппеля 3. Ссылочный номер 15 обозначает поверхность опорной стороны.
Резьбовые соединения для нефтепромысловых труб должны иметь соответствующие сопротивление заеданию и способность к герметизации. Сопротивление заеданию является свойством, которое исключает заедание во время закрепления резьбового соединения и его многократного закрепления и ослабления. Способность к герметизации является свойством, которое исключает утечку среды внутрь и наружу. Однако сопротивление заеданию и способность к герметизации, в общем, несовместимы друг с другом. Например, вероятность возникновения заедания может быть уменьшена посредством уменьшения натяга для уплотнения. Однако в этом случае контакт металлических поверхностей друг с другом на участке уплотнения ослабевает, и увеличивается вероятность возникновения утечки и притока среды. Для обеспечения способности к герметизации преимущественным является использование соединения с радиальным уплотнением, в котором ниппель или муфта имеет небольшой угол конусности уплотнения. Однако при уменьшении угля конусности уплотнения увеличивается расстояние скольжения во время закрепления соединения и повышается вероятность заедания.
Во избежание заедания на поверхность скольжения наносится покрытие для уменьшения трения при контакте металлических поверхностей ниппеля и муфты. Кроме того, в соединении повышенного качества для нефтепромысловых труб покрытие наносится на внутреннюю поверхность муфты для исключения возникновения заедания при закреплении соединения. Например, в японской публикации патентной заявки №2002-130552 приводится описание образования покрытия на металлическом участке уплотнения одного из компонентов, к которым относятся ниппель и муфта резьбового соединения, с целью обеспечения сопротивления заеданию.
Сущность изобретения
В указанной выше заявке описывается технология предотвращения заедания между ниппелем и муфтой за счет образования покрытия, которое имеет твердость HV менее 300 единиц или равную этому значению и служит в качестве смазки на муфте. Однако в соединениях радиального типа, в которых расстояние скольжения на участке уплотнения во время закрепления соединения является большим, может иметь место заедание, если натяг для уплотнения также является большим.
Соответственно, задача настоящего изобретения состоит в том, чтобы предложить резьбовое соединение для труб, которое является соединением с радиальным уплотнением и включает в себя надлежащий участок уплотнения, который обеспечивает сопротивление заеданию, даже когда способность к герметизации обеспечивается посредством увеличения натяга для уплотнения, в результате чего достигаются сопротивление заеданию и способность к герметизации.
Авторы изобретения выполнили различные исследования на резьбовом соединении для стальных труб, которое включает в себя надлежащий участок уплотнения, обеспечивающий сопротивление заеданию и способность к герметизации, которые, в общем, несовместимы друг с другом. В результате авторы установили следующее: сопротивление заеданию и способность к герметизации резьбового соединения с радиальным уплотнением, в котором участок уплотнения одного из компонентов, к которым относятся ниппель или муфта, является тороидальным (подобен поверхности вращения, полученной посредством вращения конического сечения) и участок уплотнения другого из компонентов, к которым относятся ниппель или муфта, является линейно конусным, могут быть достигнуты в случае, если твердость покрытия, образованного на ниппеле или муфте, и отношение натяга для уплотнения к диаметру δ/D, которое подсчитывается делением натяга для уплотнения к диаметру δ на диаметр D уплотнения, соответствуют заданным диапазонам.
Настоящее изобретение заключается в следующем.
(1) Резьбовое соединение для труб содержит: ниппель, включающий в себя участок с наружной резьбой и переднюю часть, продолжающуюся от участка с наружной резьбой к концу трубы; муфту, включающую в себя участок с внутренней резьбой и внутреннюю периферийную поверхность передней части, при этом участок с внутренней резьбой образует участок с резьбой посредством резьбового соединения с участком с наружной резьбой, и внутренняя периферийная поверхность передней части обращена к наружной периферийной поверхности передней части ниппеля. Когда ниппель и муфта образуют резьбовое соединение друг с другом, и металлическая наружная периферийная поверхность передней части ниппеля и металлическая внутренняя периферийная поверхность передней части муфты приходят в контакт друг с другом в радиальном направлении на участке контакта, участок контакта служит в качестве участка уплотнения. Покрытие, имеющее твердость по Виккерсу больше 310 единиц или равную этому значению, образовано на участке резьбы муфты и внутренней поверхности муфты, соответствующей участку уплотнения. Отношение натяга для уплотнения к диаметру δ/D участка уплотнения в окружном направлении трубы превышает значение 0,002 или равно этому значению, причем D является диаметром уплотнения, который определяется в качестве наружного диаметра ниппеля в точке уплотнения, которая является точкой на наружной периферийной поверхности передней части ниппеля, где наружная периферийная поверхность сначала приходит в контакт с внутренней периферийной поверхностью передней части муфты, и δ является натягом, которая определяется как величина, на которую уменьшается наружный диаметр в точке уплотнения посредством обжатия муфты, когда ниппель и муфта образуют резьбовое соединение друг с другом.
(2) Резьбовое соединение для труб по п. (1) может быть соединением с радиальным уплотнением, в котором наружная периферийная поверхность передней части ниппеля на участке уплотнения является тороидальной, и внутренняя периферийная поверхность передней части муфты на участке уплотнения является конусной на виде в разрезе вдоль оси трубы.
(3) В резьбовом соединении для труб по п. (1) наружная периферийная поверхность передней части ниппеля на участке уплотнения может быть конусной на виде в разрезе вдоль оси трубы, и внутренняя периферийная поверхность передней части муфты на участке уплотнения может быть тороидальной.
(4) В резьбовом соединении для труб по любому из пп. (1)-(3) твердость покрытия по Виккерсу превышает 350 единиц или равна этому значению и меньше 700 единиц или равна этому значению
Технические результаты, реализуемые изобретением
С помощью изобретения может быть получено резьбовое соединение, которое имеет высокое сопротивление заеданию и высокую способность к герметизации.
Краткое описание чертежей
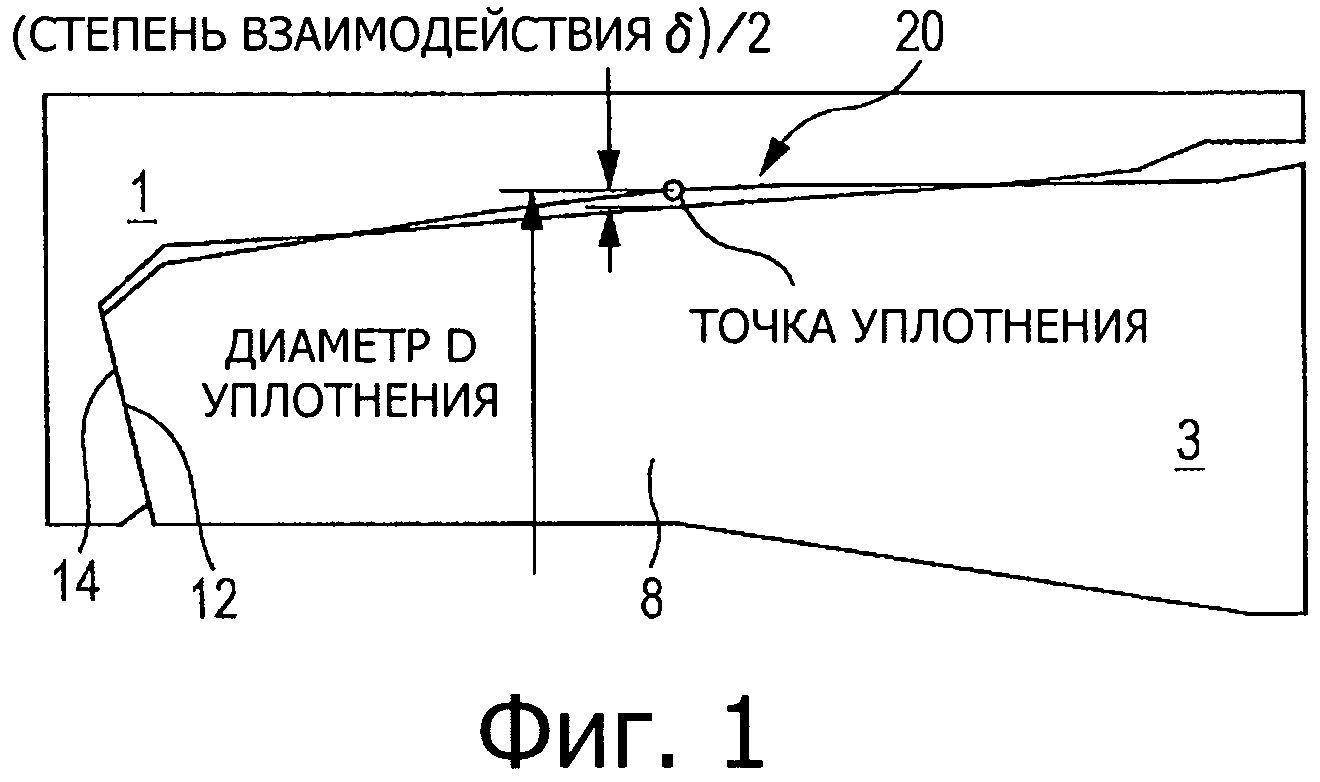
Фиг. 1 - вид в разрезе, на котором показано определение отношения натяга для уплотнения к диаметру δ/D участка уплотнения в окружном направлении трубы;
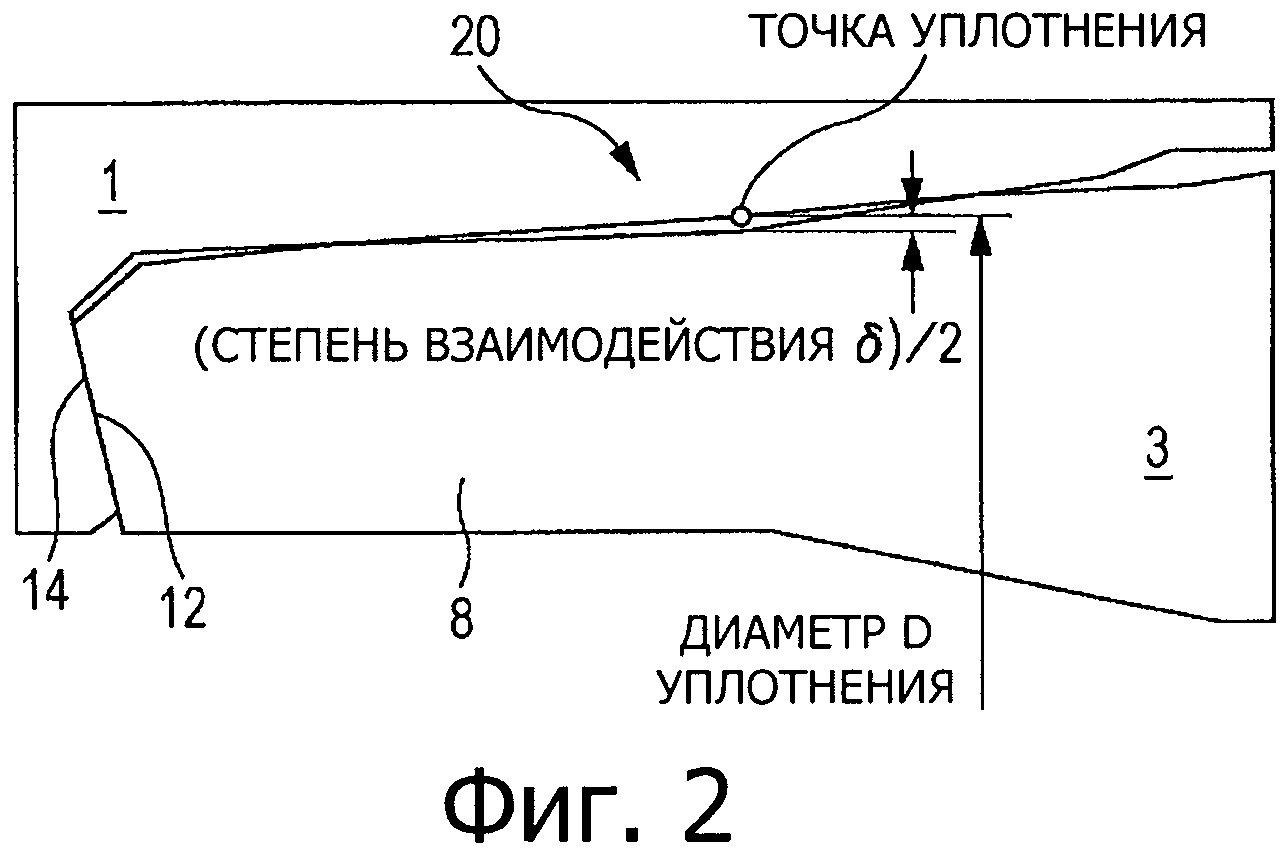
фиг. 2 - вид в разрезе, на котором показано определение отношения натяга для уплотнения к диаметру δ/D участка уплотнения в окружном направлении трубы;
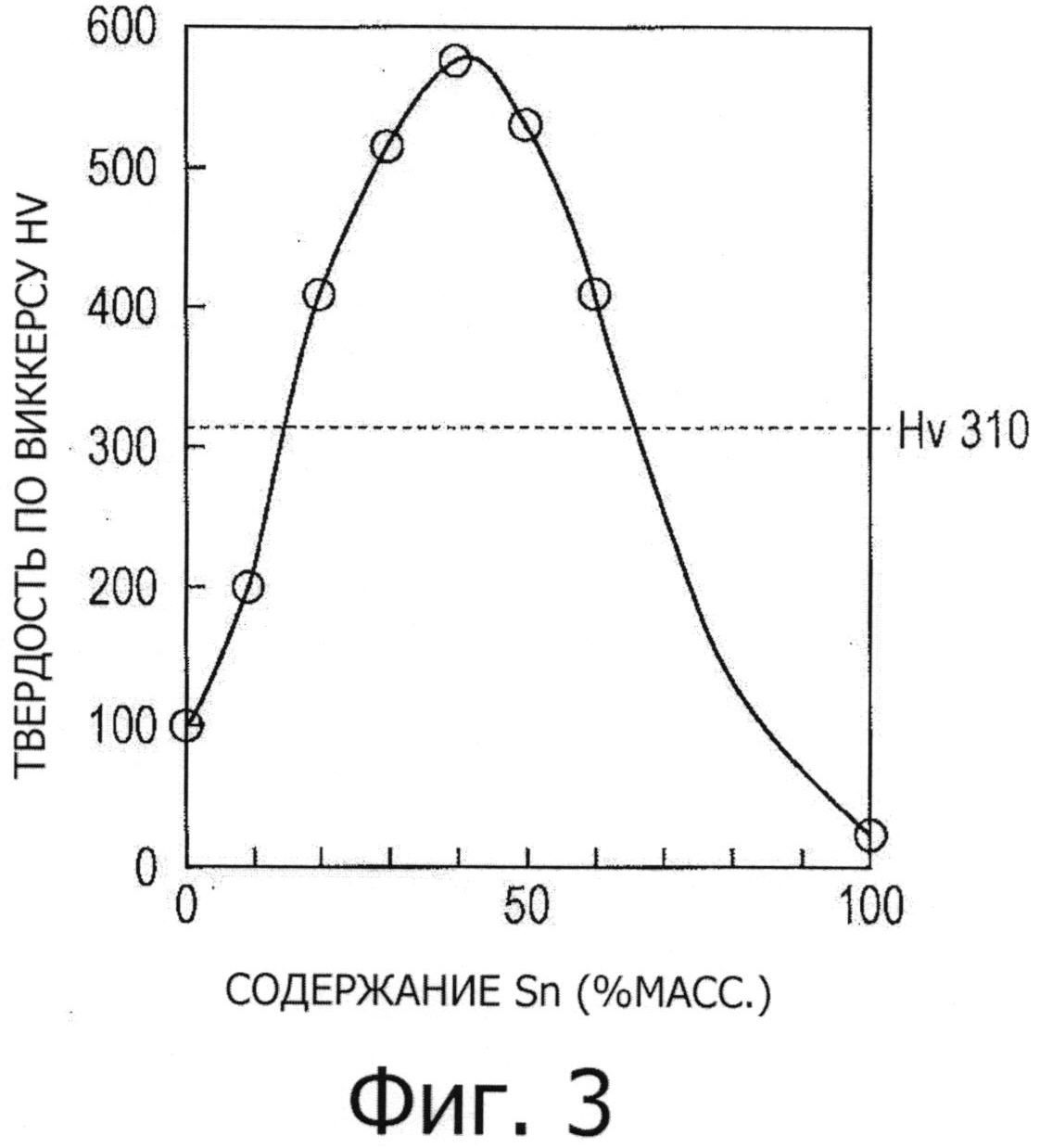
фиг. 3 - график, на котором показано изменение твердости по Виккерсу покрытия из сплава Cu-Sn при изменении содержания Sn;
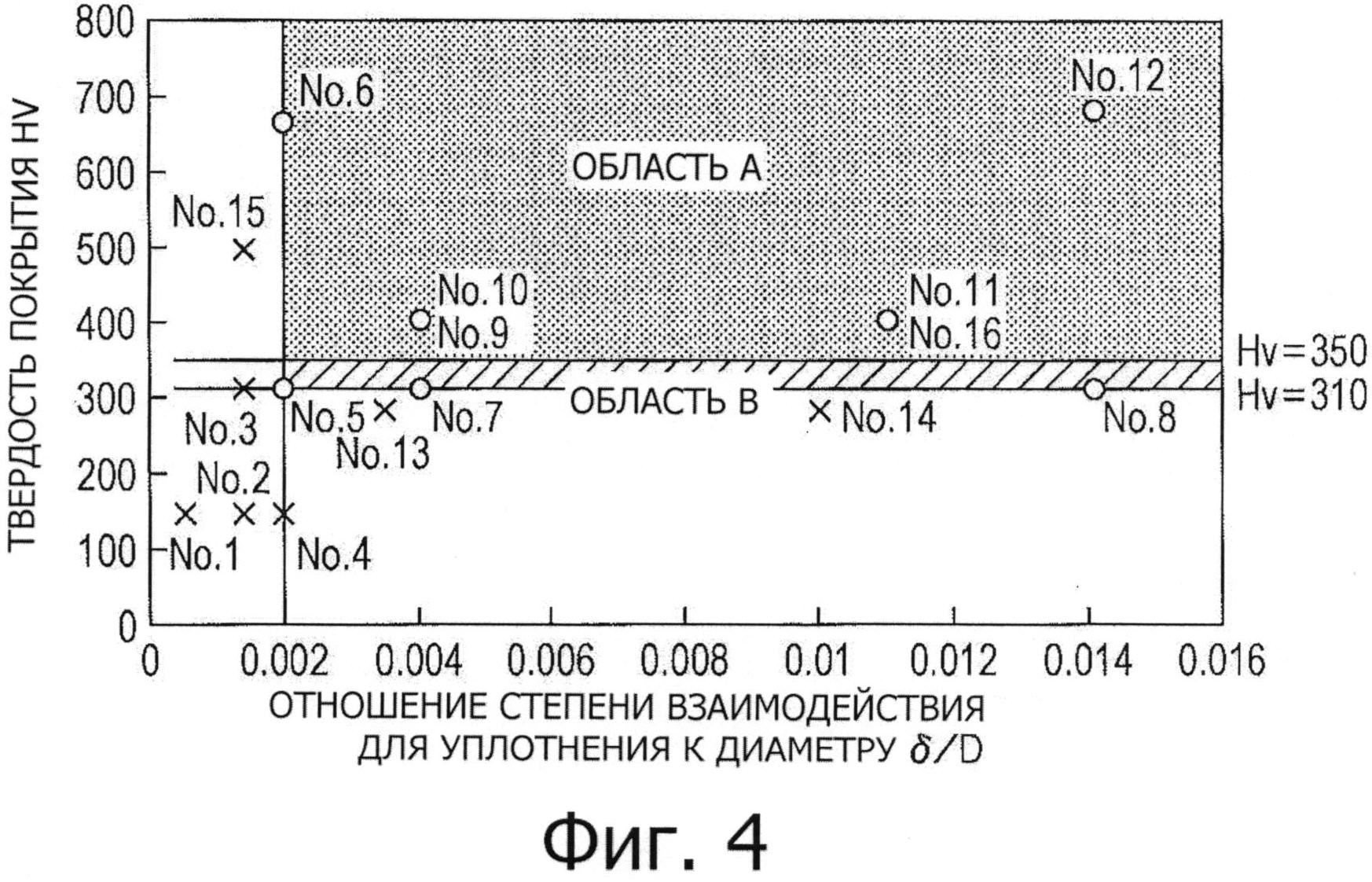
фиг. 4 - график, на котором показано влияние отношения натяга для уплотнения к диаметру δ/D и твердости HV покрытия на сопротивление заеданию и способность к герметизации;
фиг. 5(a)-(с) - виды в разрезе существующего резьбового соединения для стальных труб: (a) - общий вид в разрезе; (b) - увеличенный вид в разрезе резьбового участка из фиг. 5(a); (c) - увеличенный вид в разрезе рядом с передней частью ниппеля из фиг. 5(a).
Осуществление изобретения
Как показано на фиг. 1, резьбовое соединение для стальных труб по настоящему изобретению включает в себя ниппель 3 и муфту 1. Ниппель 3 включает в себя участок с наружной резьбой (на фиг. 1 не показан), переднюю часть 8, продолжающуюся от участка с наружной резьбой до конца трубы, и упорный участок 12, расположенный на дальнем конце передней части 8. Муфта 1 включает в себя участок с внутренней резьбой (на фиг. 1 не показан), который соединяется посредством резьбы с участком с наружной резьбой, внутреннюю периферийную поверхность передней части, обращенную к наружной периферийной поверхности передней части ниппеля 3, и упорный участок 14, который контактирует с упорным участком 12 ниппеля 3. Когда ниппель и муфта образуют резьбовое соединение, наружная периферийная поверхность передней части ниппеля и внутренняя периферийная поверхность передней части муфты образуют контакт металлических поверхностей друг с другом на участке контакта, служащего в качестве уплотнительного участка 20. В примере, показанном на фиг. 1, резьбовое соединение для труб является резьбовым соединением с радиальным уплотнением, в котором наружная периферийная поверхность передней части ниппеля на уплотнительном участке 20 является тороидальной (подобна поверхности вращения, полученной посредством вращения конического сечения), и внутренняя периферийная поверхность передней части муфты на уплотнительном участке 20 является конической (с образующей в виде прямой линии, которая наклонена относительно осевого направления трубы) в сечении в осевом направлении трубы. В качестве альтернативы, как показано на фиг. 2, резьбовое соединение для труб может быть резьбовым соединением с радиальным уплотнением, в котором наружная периферийная поверхность передней части муфты на уплотнительном участке 20 является тороидальной (подобна поверхности вращения, полученной посредством вращения конического сечения) и в котором внутренняя периферийная поверхность передней части ниппеля на уплотнительном участке 20 является конической (с образующей в виде прямой линии, которая наклонена относительно осевого направления трубы) в сечении в осевом направлении трубы.
Для повышения способности к герметизации, т.е. воздухонепроницаемости резьбового соединения, отношение натяга для уплотнения к диаметру δ/D на участке уплотнения в окружном направлении трубы, где D - диаметр уплотнения и δ - натяг, должно быть больше 0,002 или равно этому значению. Как показано на фиг. 1 и 2, диаметр D уплотнения является наружным диаметром ниппеля 3 в точке уплотнения, которая является точкой на наружной периферийной поверхности передней части ниппеля 3, которая первой приходит в контакт с внутренней периферийной поверхностью передней части муфты 1, когда ниппель 3 и муфта 1 соединяются друг с другом посредством резьбы, и натяг δ является величиной, на которую уменьшается наружный диаметр ниппеля 3 при обжатии муфты 1 в точке уплотнения, когда ниппель 3 и муфта 1 соединяются друг с другом посредством резьбы.
Отношение натяга для уплотнения к диаметру δ/D представляет собой деформацию поверхности уплотнения в окружном направлении трубы. Когда периметр (или окружность) в точке уплотнения ниппеля 3 составляет λ0, и периметр в том месте, где диаметр в точке уплотнения ниппеля 3 уменьшается при обжатии муфты 1, составляет λ, это выражается как λ0=πD и λ=π(D-δ), соответственно.
Деформация участка уплотнения в окружном направлении трубы определяется формулой 1.
Отношение натяга для уплотнения к диаметру увеличивается, и напряжение и деформация, возникающие на поверхности контакта, увеличиваются пропорционально увеличению значения обжатия по диаметру.
Формула 1
Предпочтительно, чтобы отношение натяга для уплотнения к диаметру δ/D на участке уплотнения в окружном направлении трубы было меньше 0,020 или равно этому значению, поскольку чрезмерно высокое значение этого отношения является непригодным с учетом сопротивления заеданию резьбы.
Кроме того, по настоящему изобретению на резьбовом участке муфты и внутренней поверхности муфты, соответствующей участку уплотнения, образуется покрытие, имеющее твердость по Виккерсу более 310 единиц или равную этому значению, т.е. на участке 5 внутренней резьбы на фиг. 5(b) и внутренней поверхности муфты, соответствующей участку 20 уплотнения на фиг. 1 или 2. Покрытие на этих участках образуется по той причине, что на этих участках наиболее вероятно может возникать заедание резьбы. Благодаря образованию покрытия на этих участках уменьшается трение при контакте металлических поверхностей ниппеля и муфты и предотвращается заедание резьбы.
Если покрытие имеет твердость по Виккерсу менее 310 единиц и если отношение натяга для уплотнения к диаметру превышает 0,002 или равно этому значению, не обеспечивается достаточная защита от заедания резьбы. Таким образом, предпочтительно, чтобы покрытие имело твердость по Виккерсу больше 310 единиц или равную этому значению и, более предпочтительно, больше 350 единиц или меньше 700 единиц или равную 700 единицам. Если покрытие имеет твердость по Виккерсу больше 350 единиц или равную этому значению, и меньше 700 единиц или равную этому значению, могут быть обеспечены широкий диапазон натяга для уплотнения и широкий диапазон допусков на нарезание резьбы, в результате чего может быть увеличена производительность при изготовлении резьбовых соединений.
В качестве примера покрытия можно привести покрытие из сплава Cu-Sn. Покрытие, имеющее твердость по Виккерсу более 310 единиц или равную этому значению, может состоять, например, из 15-65% масс. Sn, остальное Cu и неизбежные примеси. На фиг. 3 показан график, отображающий твердость по Виккерсу сплава Cu-Sn при изменении содержания Sn. Твердость покрытия может регулироваться посредством регулирования содержания Sn в покрытии из сплава Cu-Sn. Другим примером покрытия, имеющим твердость по Виккерсу более 310 единиц или равную этому значению, является покрытие из Cr. Однако покрытие, используемое в настоящем изобретении, не ограничивается до покрытия из сплава Cu-Sn или покрытия из Cr.
Толщина покрытия может быть приблизительно такой же, как и толщина покрытия, которая, в общем, используется для резьбовых соединений нефтепромысловых трубопроводов и составляет 3-30 мкм.
Примеры
В качестве образцов труб были использованы стальные трубы, имеющие диаметр 95/8 дюйма и толщину 0,545 дюйма, и были образованы резьбовые соединения для соединения образцов труб. Резьбовые соединения представляют собой резьбовые соединения с радиальным уплотнением, в которых участок уплотнения наружной периферийной поверхности передней части ниппеля или внутренней периферийной поверхности передней части муфты является тороидальным (подобен поверхности вращения, полученной посредством вращения конического сечения). Кривая сечения тороидальной поверхности в осевом направлении трубы является дугой, имеющей радиус 1-3 дюйма. Участок уплотнения другой поверхности, которой может быть наружная периферийная поверхность передней части ниппеля или внутренняя периферийная поверхность передней части муфты, является конусной с углом 3-5 градусов относительно оси трубы. На внутренней поверхности муфты на резьбовом соединении было образовано одно из покрытий, к которым относятся покрытие Cu, покрытие из сплава Cu-Sn и покрытие Cr. Толщина покрытия составляла 12 мкм. В таблице 1 указаны материал образца трубы, форма участка уплотнения, тип покрытия, твердость покрытия и отношение натяга для уплотнения к диаметру δ/D. Что касается материалов образцов труб, указанных в таблице 1, «Cr сталь» является сталью, содержащей 13% Cr и имеющей предел текучести 110 кфунт/кв. дюйм, и «С сталь» является сталью API Q125, имеющей предел текучести 125 кфунт/кв. дюйм.
Эти резьбовые соединения были подвергнуты испытанию на свинчивание и развинчивание и испытанию А на герметичность для определения способности к герметизации по ISO 13679.
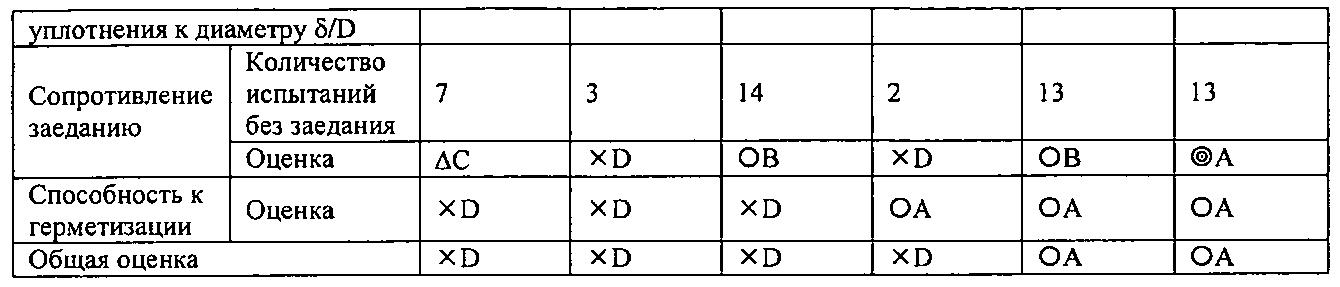
Испытание на свинчивание и развинчивание выполнялось для оценки сопротивления заеданию. На участок уплотнения и участок резьбы заблаговременно была нанесена смазка; случай, когда закрепление и ослабление резьбового соединения выполнялись без заедания более 20 раз, был оценен как «хорошо» ( А), случай, где наблюдалось заедание, когда закрепление и ослабление резьбового соединения выполнялись 10-19 раз, был оценен как «удовлетворительно» (ΟВ), случай, где наблюдалось заедание, когда закрепление и ослабление резьбового соединения выполнялись 5-9 раз, был оценен как «неудовлетворительно» (ΔC), и случай, где наблюдалось заедание, когда закрепление и ослабление резьбового соединения выполнялись менее 5 раз, был оценен как «плохо» (×D).
А), случай, где наблюдалось заедание, когда закрепление и ослабление резьбового соединения выполнялись 10-19 раз, был оценен как «удовлетворительно» (ΟВ), случай, где наблюдалось заедание, когда закрепление и ослабление резьбового соединения выполнялись 5-9 раз, был оценен как «неудовлетворительно» (ΔC), и случай, где наблюдалось заедание, когда закрепление и ослабление резьбового соединения выполнялись менее 5 раз, был оценен как «плохо» (×D).
Испытание А на герметичность для определения способности к герметизации выполнялось после закрепления резьбы; случай, когда имело место нарушение герметичности, был оценен как «×D», и когда нарушение герметичности не имело места, был оценен как «ΟА». Нарушение герметичности определялось на основе справочного значения утечки среды, как установлено в ISO 13679.
В таблице 1 приведены оценки сопротивления заеданию и способности к герметизации. В таблице 1 также приведена общая оценка. Общая оценка обозначена как «ΟА» для случая, когда сопротивление заеданию было оценено как «ΟВ» или «А», и нарушение герметичности не имело места (ΟA), и как «×D» для других случаев.
На фиг. 4 показан график, на котором обозначены общие оценки из таблицы 1: отношение натяга для уплотнения к диаметру δ/D по горизонтальной оси и твердость покрытия HV по вертикальной оси.
Кроме того, область А обозначает область, в которой не наблюдалось заедания резьбы при испытании на свинчивание и развинчивание, когда закрепление и ослабление резьбового соединения выполнялись 20 раз, и не имело места нарушение герметичности при испытании А на герметичность для определения способности к герметизации, в то время как область В обозначает область, в которой не наблюдалось заедания резьбы при испытании на свинчивание и развинчивание, когда закрепление и ослабление резьбового соединения выполнялись 10 раз, и не имело места нарушение герметичности при испытании А на герметичность для определения способности к герметизации. 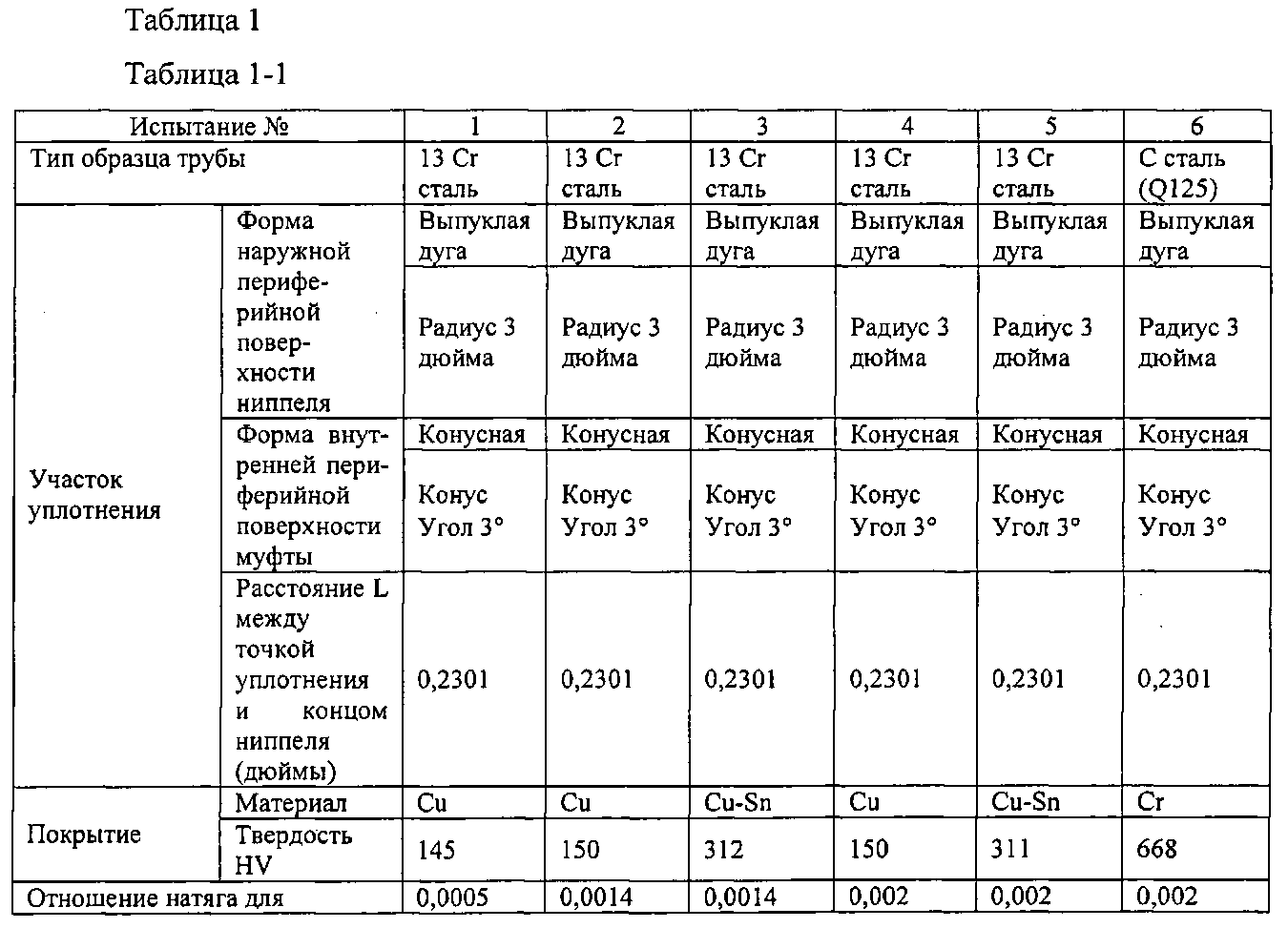
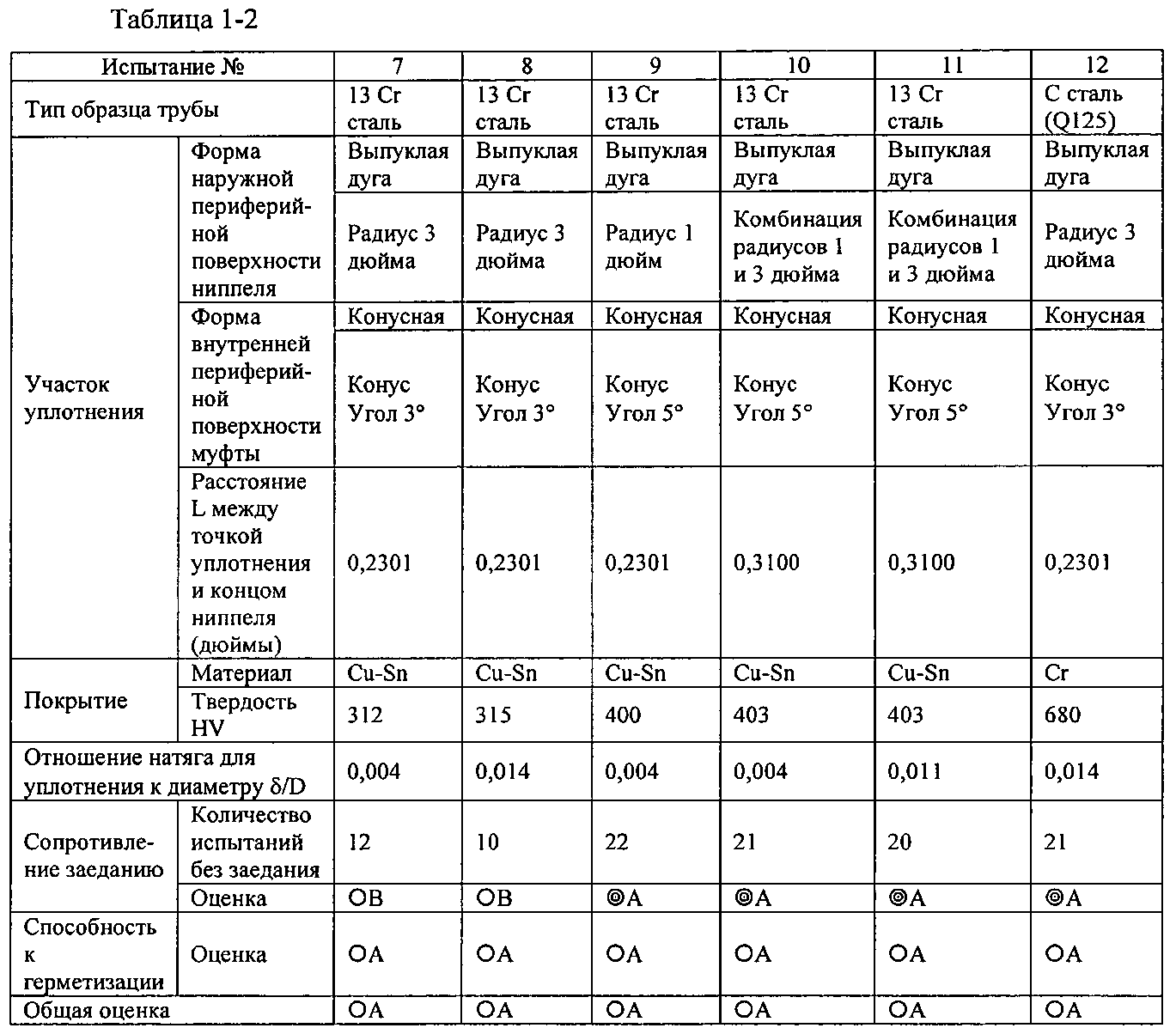


Как можно видеть из результатов, приведенных в таблице 1 и на фиг. 4, когда отношение натяга для уплотнения к диаметру δ/D и твердость покрытия соответственно находятся в диапазонах по настоящему изобретению, общей оценкой является «ΟА», и эта оценка показывает, что достигаются способность к герметизации и сопротивление заеданию. В частности, если твердость покрытия HV превышает 350 единиц или равна этому значению, не наблюдается заедания резьбы при испытании на свинчивание и развинчивание, когда закрепление и ослабление резьбового соединения выполняются 20 раз, и это означает, что сопротивление заеданию является особенно высоким.
Ссылочные позиции:
|
Листовая сталь для конструкционных труб или трубок, способ производства листовой стали для конструкционных труб или трубок и конструкционные трубы и трубки
Листовая электротехническая сталь с ориентированной структурой и способ ее производства
Термостойкая ферритная нержавеющая сталь
Высокопрочная сварная стальная труба, металл сварочного шва которой обладает высоким сопротивлением холодному растрескиванию, и способ ее изготовления
Ферритная нержавеющая сталь с превосходной жаростойкостью и вязкостью
Способ ковки заготовки из титанового сплава и заготовка из титанового сплава для ковки
Способ получения синтетического газа (синтез-газа), способ получения диметилового эфира с использованием синтез-газа (варианты) и печь для получения синтез-газа (варианты)
Способ и устройство для контроля режима изготовления трубы, изготавливаемой с помощью электросварки методом сопротивления, и способ изготовления такой трубы
Текстурированная электротехническая листовая сталь и способ ее производства
Листовая неориентированная электротехническая сталь и способ ее производства
Способ замены верхнего штампа гибочного пресса и каретка верхнего штампа
Свариваемая электрической контактной сваркой стальная труба, обладающая превосходным сопротивлением водородному растрескиванию (hic) и низкотемпературной ударной вязкостью получаемого электрической контактной сваркой сварного соединения, и способ ее производства
Лист электротехнической стали с изоляционным покрытием
Контроллер коррекции смещения и способ управления коррекцией смещения в агрегате непрерывной сварки прихваточным швом
Гибочный пресс, способ прессовой гибки, устройство для производства стальных труб и способ производства стальных труб
Электротехническая листовая сталь с изоляционным покрытием
Трубное резьбовое соединение
Резьбовое соединение насосно-компрессорных труб для нефтяных скважин
Резьбовое соединение стальных труб для нефтяных скважин

