Результат интеллектуальной деятельности: ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ПРОИЗВОДСТВА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное изобретение относится к текстурированной электротехнической листовой стали, подходящей для использования в намотанном железном сердечнике для трансформатора, и способу ее производства.
Уровень техники
Текстурированная электротехническая листовая сталь представляет собой материал черной металлургии, использующийся в качестве материала железного сердечника для трансформаторов и генераторов. Листовую сталь отрезают под непрямым углом, а отрезанные листы ламинируют для использования в крупногабаритных трансформаторах, в то время как в малогабаритных трансформаторах зачастую используют листовую сталь в рулонной форме. В случае проведения намотки текстурированного электротехнического листа во внутреннем пространстве листовой стали формируется технологическая деформация, что ухудшает магнитные свойства. Поэтому для устранения технологической деформации обычно проводят обработку в целях восстановления магнитных свойств в результате осуществления отжига для снятия напряжений после намотки.
Текстурированную электротехническую листовую сталь, использующуюся для такого предполагаемого назначения, обычно производят в результате осуществления способа, где до вторичной рекристаллизации производят тонкое диспергирование и выделение для выделений, называемых «ингибитором», и в результате воздействия ингибитора при конечном отжиге кристаллические зерна, характеризующиеся ориентацией Госса, подвергаются вторичной рекристаллизации (эффект пиннинга). Например, в JP-B-S40-15644 раскрывается способ использования в качестве ингибитора AlN или MnS, а в JP-B-S51-13469 раскрывается способ использования в качестве ингибитора MnS или MnSe, где данные способы введены в практическое использование в промышленности. В данных способах использования такого ингибитора для вторичной рекристаллизации сляб до горячей прокатки необходимо повторно нагревать вплоть до высокой температуры, составляющей не менее, чем 1400°С, для растворения ингредиентов, формирующих ингибитор, но данные способы являются чрезвычайно подходящими для использования с той точки зрения, что подвергнутые вторичной рекристаллизации зерна могут стабильно выращиваться.
В JP-A-2000-129356 предлагается способ использования для развития вторичной рекристаллизации, характеризующейся ориентацией Госса, материала исходного сырья, не содержащего ингредиентов, формирующих ингибитор. Данный способ представляет собой методику, где зерна, характеризующиеся ориентацией Госса, подвергаются вторичной рекристаллизации без использования ингибитора в результате по возможности наибольшего исключения примесей, таких как ингредиенты, формирующие ингибитор, для предотвращения их ликвации и конденсации на границе зерен, что, тем самым, выявляет зависимость энергии границы зерен в текстуре первичной рекристаллизации от природы границы зерен. Такой эффект в общем случае называется «эффектом ингибирования текстуры». Вследствие отсутствия потребности в тонком диспергировании и выделении ингибитора до вторичной рекристаллизации повторное нагревание сляба при высокой температуре становится излишним, таким образом, данный способ демонстрирует большую выгоду по затратам на энергию и техническому обслуживанию оборудования. В данном описании изобретения выражение «не содержащий ингредиентов, формирующих ингибитор» обозначает то, что даже в случае формирования ингибитора его количество будет соответствовать незначительному уровню содержания, не приводящему к развитию функции ингибитора.
Для текстурированной электротехнической листовой стали, использующейся в качестве намотанного железного сердечника для трансформаторов, требуется, чтобы покрытие, сформированное на поверхности листовой стали, характеризовалось бы превосходной стойкостью к обдиранию, или чтобы оно не обдиралось бы в результате намотки и обладало бы превосходными изолирующими свойствами в дополнение к превосходным магнитным свойствам. В качестве способа улучшения данных свойств покрытия разработан способ добавления небольшого количества соединения (соединений) Ti к отжиговому сепаратору. Например, в JP-B-S49-29409 раскрывается способ улучшения свойств покрытия в результате добавления к 100 массовым частям MgO 2-20 массовых частей TiO2, а в JP-B-S51-12451 раскрывается способ улучшения свойств покрытия в результате добавления к 100 массовым частям MgO 2-40 массовых частей соединения (соединений) Ti.
Раскрытие сущности изобретения
Задача, разрешаемая в изобретении
Однако, как это выявлено в соответствии с исследованием изобретателей, в случае использования раскрытого в JP-B-S49-29409 и JP-B-S51-12451 способа улучшения свойств покрытия в результате добавления к MgO соединения (соединений) Ti, такого как оксид Ti, гидроксид Ti и тому подобное, для производства текстурированных электротехнических листовых сталей, использующих материал, не содержащий ингредиентов, формирующих ингибитор, будет иметь место проблема, заключающаяся в невозможности получения хороших магнитных свойств, а в особенности в значительном ухудшении магнитных свойств после намотки.
Настоящее изобретение сделано с учетом вышеупомянутых проблем, присущих обычным методикам, и его цель заключается в предложении текстурированной электротехнической листовой стали, которая демонстрирует превосходные не только свойства покрытия, но также и характеристики потерь в сердечнике после отжига для снятия напряжений, при использовании материала, не содержащего ингредиентов, формирующих ингибитор, и в предложении выгодного способа ее изготовления.
Разрешение задачи
Изобретатели провели разнообразные исследования, фокусирующиеся на балансе между количествами элементов Ti и N, содержащихся в листовой стали, имеющей форстеритное покрытие, и количествами элементов Ti и N, содержащихся в железной матрице после удаления форстеритного покрытия, в целях разрешения вышеупомянутой задачи. В результате, как это было установлено, текстурированная электротехническая листовая сталь, демонстрирующая превосходные не только свойства покрытия, но также и характеристики потерь в сердечнике после проведения намотки и отжига для снятия напряжений, может быть получена в результате оптимизирования баланса между количествами элементов Ti и N, содержащихся в листовой стали, имеющей форстеритное покрытие, и количествами элементов Ti и N, содержащихся в железной матрице после удаления форстеритного покрытия, что представляет собой результат добавления соединения (соединений) Ti в целях улучшения свойств покрытия к отжиговому сепаратору (MgO) при производстве текстурированной электротехнической листовой стали, использующей материал исходного сырья, не содержащий ингредиентов, формирующих ингибитор, и в результате и было сделано изобретение.
То есть, настоящее изобретение представляет собой текстурированную электротехническую листовую сталь, характеризующуюся тем, что железная матрица после удаления форстеритного покрытия имеет химический состав, содержащий С: не более, чем 0,0050% (масс.), Si: 2,0-8,0% (масс.), Mn: 0,005-1,0% (масс.) и остаток, представляющий собой Fe и неизбежные примеси, и удовлетворяются соотношения N(b) ≤ 0,0050% (масс.), N(b)/N(a) ≥ 4 и Ti(b)/Ti(a) ≥ 4 при обозначении, соответственно, количества элемента Ti (% (масс.)) и количества элемента N (% (масс.)), содержащихся в железной матрице после удаления форстеритного покрытия, как Ti(a) и N(a) и количества элемента Ti (% (масс.)) и количества элемента N (% (масс.)), содержащихся в листовой стали, имеющей форстеритное покрытие, как Ti(b) и N(b).
Текстурированная электротехническая листовая сталь, соответствующая изобретению, характеризуется тем, что значение Ti(a) составляет не более, чем 0,0025% (масс.), а значение N(a) составляет не более, чем 0,0010% (масс.).
Также текстурированная электротехническая листовая сталь, соответствующая изобретению, характеризуется тем, что железная матрица после удаления форстеритного покрытия в дополнение к вышеупомянутому химическому составу содержит одного или нескольких представителей, выбираемых из Ni: 0,010-1,50% (масс.), Cr: 0,01-0,50% (масс.), Cu: 0,01-0,50% (масс.), Bi: 0,005-0,50% (масс.), Sb: 0,010-0,200% (масс.), Sn: 0,010-0,200% (масс.), Mo: 0,010-0,200% (масс.) и Р: 0,010-0,200% (масс.).
Кроме того, текстурированная электротехническая листовая сталь, соответствующая изобретению, характеризуется использованием в качестве намотанного железного сердечника для трансформаторов.
В настоящем изобретении также предлагается способ производства текстурированной электротехнической листовой стали в результате проведения для сляба, имеющего химический состав, содержащий С: 0,010-0,100% (масс.), Si: 2,0-8,0% (масс.), Mn: 0,005-1,0% (масс.), Al: не более, чем 0,010% (масс.), N: не более, чем 0,005% (масс.), S: не более, чем 0,0050% (масс.), Se: не более, чем 0,0050% (масс.) и остаток, представляющий собой Fe и неизбежные примеси, горячей прокатки, одной холодной прокатки или двух и более холодных прокаток при размещении в промежутке между ними промежуточного отжига после проведения или без проведения отжига горячей полосы, обезуглероживающего отжига в сочетании с отжигом первичной рекристаллизации, нанесения отжигового сепаратора, образованного в основном из MgO и содержащего соединение (соединения) Ti, и конечного отжига, характеризующийся тем, что обезуглероживающий отжиг проводят при температуре томления в диапазоне 800-900°С, а атмосферой в технологическом процессе нагревания вплоть до данной температуры является сухая атмосфера, характеризующаяся температурой точки росы, составляющей не более, чем 0°С.
Способ производства текстурированной электротехнической листовой стали, соответствующий изобретению, характеризуется тем, что температурные зоны для сухой атмосферы в технологическом процессе нагревания при обезуглероживающем отжиге являются зоной, соответствующей не более, чем 350°С, и зоной, соответствующей диапазону от 750°С до температуры томления.
Также способ производства текстурированной электротехнической листовой стали, соответствующий изобретению, характеризуется использованием отжигового сепаратора, полученного в результате добавления 0,5-10 массовых частей соединения (соединений) Ti согласно пересчету в TiO2 к 100 массовым частям MgO.
Кроме того, способ производства текстурированной электротехнической листовой стали, соответствующий изобретению, характеризуется тем, что атмосферой вторичного нагревания от температуры вторичной рекристаллизации до наивысшей достигаемой температуры при конечном отжиге является атмосфера, содержащая N2 при N2: 10-50% (об.).
В дополнение к этому, способ производства текстурированной электротехнической листовой стали, соответствующий изобретению, характеризуется тем, что наивысшая достигаемая температура при конечном отжиге находится в диапазоне 1170-1250°С.
Сляб, использующийся в способе производства текстурированной электротехнической листовой стали, соответствующем изобретению, в дополнение к вышеупомянутому химическому составу характеризуется дополнительным содержанием одного или нескольких представителей, выбираемых из Ni: 0,010-1,50% (масс.), Cr: 0,01-0,50% (масс.), Cu: 0,01-0,50% (масс.), Bi: 0,005-0,50% (масс.), Sb: 0,010-0,200% (масс.), Sn: 0,010-0,200% (масс.), Мо: 0,010-0,200% (масс.) и Р: 0,010-0,200% (масс.).
Эффект от изобретения
В соответствии с изобретением возможным является стабильное получение текстурированной электротехнической листовой стали, демонстрирующей превосходные не только свойства покрытия и магнитные свойства листового проката, но также и характеристики потерь в сердечнике после проведения намотки и отжига для снятия напряжений, в результате оптимизирования баланса между количествами элементов Ti и N, содержащихся в листовой стали, имеющей форстеритное покрытие, и количествами элементов Ti и N, содержащихся в железной матрице после удаления форстеритного покрытия, даже при использовании материала исходного сырья, не содержащего ингредиентов, формирующих ингибитор.
Краткое описание чертежей
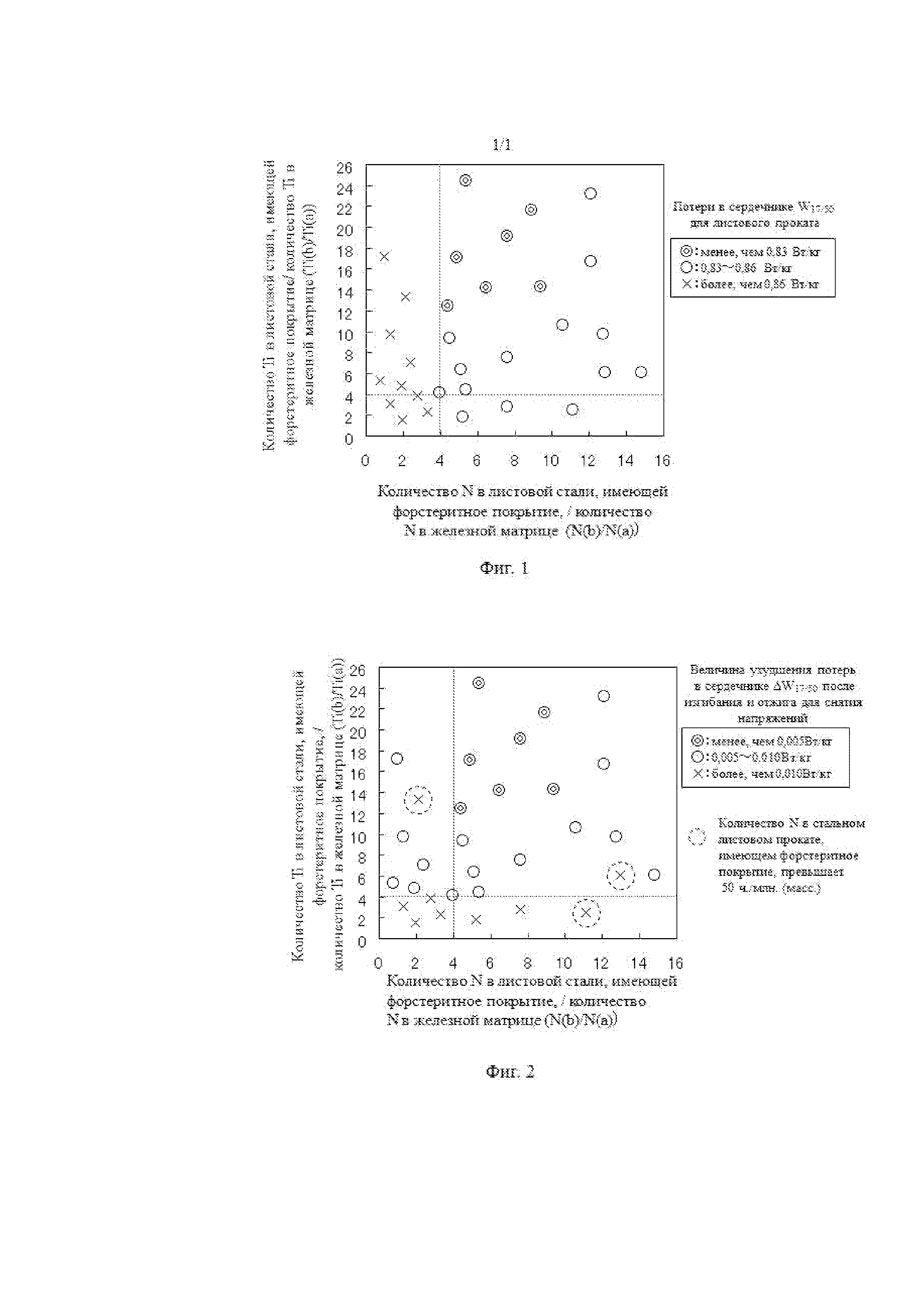
Фигура 1 представляет собой график, демонстрирующий воздействие соотношения между количествами элементов Ti и N, содержащихся в листовой стали, имеющей форстеритное покрытие, и количествами элементов Ti и N, содержащихся в железной матрице после удаления форстеритного покрытия, на характеристики потерь в сердечнике.
Фигура 2 представляет собой график, демонстрирующий воздействие соотношения между количествами элементов Ti и N, содержащихся в листовой стали, имеющей форстеритное покрытие, и количествами элементов Ti и N, содержащихся в железной матрице после удаления форстеритного покрытия, на разницу потерь в сердечнике (величину ухудшения) до и после отжига для снятия напряжений.
Осуществление изобретения
Сначала будут описываться варианты осуществления, приводящие к разработке изобретения.
Эксперимент 1
Стальной сляб, содержащий С: 0,032% (масс.), Si: 3,22% (масс.), Mn: 0,12% (масс.), Al (раств.): 0,0065% (масс.), N: 0,0036% (масс.), S: 0,0014% (масс.) и остаток, представляющий собой Fe и неизбежные примеси, производят в результате осуществления способа непрерывного литья, подвергают повторному нагреванию до температуры 1200°С и горячей прокатке для получения горячекатаного листа, характеризующегося толщиной листа 2,2 мм, который подвергают отжигу горячей полосы при 1000°С в течение 30 секунд, а после этого холодной прокатке для получения холоднокатаного листа, имеющего толщину 0,23 мм.
После этого холоднокатаный лист подвергают обезуглероживающему отжигу во влажной атмосфере при 50% (об.) Н2 – 50% (об.) N2, характеризующейся температурой точки росы 60°С, при 850°С в течение 100 секунд. В данном отношении атмосферой в технологическом процессе нагревания вплоть до 850°С являются сухая атмосфера при 100% (об.) N2 (температура точки росы: – 50°С) от комнатной температуры до 350°С, влажная атмосфера при 50% (об.) Н2 – 50% (об.) N2 (температура точки росы: 60°С) от 350°С до 750°С и сухая атмосфера при 100% (об.) N2 (температура точки росы: – 50°С) от 750°С до 850°С.
После этого на холоднокатаный лист наносят покрытие из отжигового сепаратора, образованного в основном из MgO и полученного в результате добавления TiO2 при варьировании его количества в диапазоне 0-20 массовых частей к MgO: 100 массовых частей при варьирующейся массе покрытия, проводят высушивание, выдерживание в атмосфере N2 при 950°C в течение 40 часов для завершения вторичной рекристаллизации, а после этого конечный отжиг, где лист вторично нагревают до наивысшей достигаемой температуры в диапазоне 1140-1280°С при скорости нагревания 20°С/час, выдерживают в атмосфере Н2 в течение 10 часов, а после этого охлаждают. В данном отношении атмосферой при вторичном нагревании является смешанная атмосфера из N2 и Н2, где концентрация N2 варьируется в диапазоне 0-75% (об.). Также атмосферой при охлаждении является атмосфера Ar. После этого лист подвергают правильному отжигу при 830°С в течение 30 секунд для корректировки профиля в целях получения листового проката (текстурированной электротехнической листовой стали).
Что касается полученной таким образом листовой стали, имеющей форстеритное покрытие, то при использовании метода, описанного в документе JIS C2550, измеряют потери в сердечнике W17/50 (значение потерь в сердечнике для возбуждения при 1,7 Тл и частоте 50 Гц), а также при использовании метода, описанного в документах JIS G1223 и JIS G1228, измеряют количества элементов Ti и N. Кроме того, листовую сталь, имеющую форстеритное покрытие, погружают в раствор, содержащий 10% (масс.) HCl, при 85°С на 3 минуты для удаления форстеритного покрытия, а после этого при использовании метода, описанного в документах JIS G1223 и JIS G1228, измеряют количества элементов Ti и N, содержащиеся в железной матрице.
Измеренные результаты продемонстрированы на фигуре 1 в виде соотношения (Ti(b)/Ti(a)) между количеством элемента Ti (Ti(b)), содержащегося в листовой стали, имеющей форстеритное покрытие, и количеством элемента Ti (Ti(a)), содержащегося в железной матрице после удаления форстеритного покрытия, и соотношения (N(b)/N(a)) между количеством элемента N (N(b)), содержащегося в листовой стали, имеющей форстеритное покрытие, и количеством элемента N (N(a)), содержащегося в железной матрице после удаления форстеритного покрытия. Как это видно исходя из данной фигуры, магнитные свойства будут становиться хорошими в случае соотношения (Ti(b)/Ti(a)), составляющего не менее, чем 4, и соотношения (N(b)/N(a)), составляющего не менее, чем 4, вне зависимости от вариаций уровня содержания TiO2 в отжиговом сепараторе, массы покрытия для отжигового сепаратора и уровня содержания N2 и наивысшей достигаемой температуры при вторичном нагревании в ходе конечного отжига.
Эксперимент 2
После этого имеющую форстеритное покрытие листовую сталь, полученную после правильного отжига в эксперименте 1, подвергают изгибанию, моделирующему намотку для железного сердечника, в соответствии с «испытанием на повторяющееся изгибание», описанным в документе JIS C2550, при котором проводят первое изгибание в результате намотки листа вокруг стержня, имеющего диаметр 50 ммφ, при формировании изгибания на 180° и возвращения к первоначальному положению, а после этого проводят второе изгибание в результате формирования изгибания на 180° в противоположном направлении и возвращения в первоначальное положение тем же самым образом, в результате чего в листовой стали формируется деформация. После этого листовую сталь подвергают отжигу при 800°С в течение 3 часов в целях моделирования отжига для снятия напряжений после намотки и измеряют потери в сердечнике W17/50 при использовании метода, описанного в документе JIS C2550, для определения разницы потерь в сердечнике до и после изгибания (величины ухудшения потерь в сердечнике).
Измеренные результаты продемонстрированы на фигуре 2 в виде соотношения (Ti(b)/Ti(a)) между количеством элемента Ti (Ti(b)), содержащегося в листовой стали, имеющей форстеритное покрытие, и количеством элемента Ti (Ti(a)), содержащегося в железной матрице после удаления форстеритного покрытия, и соотношения (N(b)/N(a)) между количеством элемента N (N(b)), содержащегося в листовой стали, имеющей форстеритное покрытие, и количеством элемента N (N(a)), содержащегося в железной матрице после удаления форстеритного покрытия, подобно тому, как и на фигуре 1. Как это видно исходя из данной фигуры, ухудшение потерь в сердечнике будут уменьшаться после отжига для снятия напряжений в случае соотношения (Ti(b)/Ti(a)), составляющего не менее, чем 4, и соотношения (N(b)/N(a)), составляющего не менее, чем 4, и количества элемента N (N(b)), содержащегося в листовой стали, имеющей форстеритное покрытие, составляющего не более, чем 0,0050% (масс.).
Причина того, почему магнитные свойства будут хорошими, а ухудшение магнитных свойств после отжига для снятия напряжений будет подавляться в случае нахождения количеств Ti и N в листовой стали, имеющей форстеритное покрытие, и количеств Ti и N в железной матрице после удаления форстеритного покрытия в вышеупомянутых диапазонах, в достаточной степени не ясна, но изобретатели имеют следующие далее соображения.
Причина того, почему магнитные свойства являются неудовлетворительными после правильного отжига и дополнительно ухудшаются после изгибания и отжига для снятия напряжений, считается обусловленной фактом выделения во внутреннем пространстве железной матрицы мелких выделений, содержащих Ti. Источник Ti в выделениях, содержащих Ti, представляет собой соединение титана, такое как оксид титана, гидроксид титана и тому подобное, что добавляют к отжиговому сепаратору (MgO) в целях улучшения свойств покрытия. Как это считается, соединение титана вступает в реакцию с MgO при конечном отжиге, что содействует формированию хорошего покрытия, но Ti выделяется во время реакции и проникает в железную матрицу с образованием мелких выделений.
В случае использования материала исходного сырья, содержащего ингредиенты, формирующие ингибитор, в материале исходного сырья будет содержаться большое количество элементов N, S, Se и тому подобного, которые образуют соединение с Ti, таким образом, данные ингредиенты перемещаются в направлении покрытия до проникновения Ti в железную матрицу, образуя соединение (соединения) Ti во внутреннем пространстве покрытия, что подавляет проникновение Ti в железную матрицу. Однако, в случае использования материала исходного сырья, не содержащего ингредиентов, формирующих ингибитор, вышеупомянутый эффект не будет ожидаться, и, таким образом, как это считается, в сопоставлении со случаем использования материала исходного сырья, содержащего ингредиенты, формирующие ингибитор, в значительной степени развивается неблагоприятное воздействие на магнитные свойства.
Как это может быть сказано, в соответствии с вышеизложенной идеей добавление соединения (соединений) Ti к отжиговому сепаратору не является желательным. Однако, добавление соединения (соединений) Ti представляет собой неизбежное требование для получения хороших свойств покрытия.
Поэтому изобретатели исследовали способ получения того же самого эффекта, как и при использовании материала исходного сырья, содержащего ингредиенты, формирующие ингибитор, при использовании материала исходного сырья, не содержащего ингредиентов, формирующих ингибитор, и отжигового сепаратора, к которому добавляют соединение (соединения) Ti. В результате, как это думалось, несмотря на возможное содержание в покрытии ингредиента, фиксирующего элемент Ti, выделенный из соединения Ti, добавленного в отжиговый сепаратор, во время формирования форстеритного покрытия поскольку ингредиент, способный быть добавленным в покрытие извне, представляет собой только N, атмосферу во время вторичного нагревания при конечном отжиге, формирующем форстеритное покрытие, (технологический процесс нагревания от температуры вторичной рекристаллизации до наивысшей достигаемой температуры) делают атмосферой, содержащей N2, что, тем самым, обеспечивает проникновение N в форстеритное покрытие.
Однако, в целях получения вышеупомянутого эффекта необходимо строго определять баланс между количествами Ti и N в листовой стали, имеющей форстеритное покрытие, и количествами Ti и N в железной матрице после удаления форстеритного покрытия, как это видно исходя из вышеизложенных экспериментальных результатов. Это обуславливается тем фактом, что в случае соотношения (Ti(b)/Ti(a)) между количеством элемента Ti, содержащегося в листовой стали, имеющей форстеритное покрытие, и количеством элемента Ti, содержащегося в железной матрице, и/или соотношения (N(b)/N(a)) между количеством элемента N, содержащегося в листовой стали, имеющей форстеритное покрытие, и количеством элемента N, содержащегося в железной матрице, составляющих менее, чем 4, невозможно будет сказать то, что Ti фиксируется в достаточной степени, и, таким образом, магнитные свойства ухудшаются.
В соответствии с представленным выше описанием изобретения количества элементов N, S и Se в материале исходного сырья, формирующих выделения с Ti, будут небольшими в случае использования материала исходного сырья, не содержащего ингредиентов, формирующих ингибитор, таким образом, как это считается, в целях фиксирования Ti в форстеритном покрытии, сформированном при конечном отжиге, предпочтительным является проникновение N в форстеритное покрытие при одновременном предотвращении проникновения Ti в сталь.
В качестве способа предотвращения проникновения Ti в сталь имеется, например, способ перевода подокалины в ламеллоподобную форму в результате увеличения температуры точки росы для атмосферы по ходу нагревания вплоть до температуры томления при обезуглероживающем отжиге для улучшения окисляемости в атмосфере и промотирования начального окисления. В данном способе также подавляется и проникновение N при конечном отжиге. Однако, поскольку N представляет собой ингредиент, необходимый при подавлении роста зерен до вторичной рекристаллизации для увеличения селективности ориентации Госса, вышеупомянутый эффект в данном способе утрачивается.
Изобретатели рассмотрели контроль подокалины, формируемой в поверхностном слое листовой стали в результате обезуглероживающего отжига. В результате, как это было установлено, форма подокалины, формируемой в поверхностном слое листовой стали, преобразуется в смешанную форму из ламеллы и дендрита при переводе обеих температурных зон, то есть, низкотемпературной зоны, соответствующей не более, чем 350°С, и высокотемпературной зоны, соответствующей диапазону от 750°С до температуры томления, в технологическом процессе нагревания вплоть до температуры томления при обезуглероживающем отжиге в сухую атмосферу, в результате чего соотношение между количеством элемента Ti в форстеритном покрытии и количеством элемента N, проникшего в сталь, может быть контролируемо выдержано в надлежащем диапазоне. Поэтому в способе производства, соответствующем изобретению, предпочтительным является преобразование атмосферы в каждой зоне, выбираемой из низкотемпературной зоны, соответствующей не более, чем 350°С, и высокотемпературной зоны, соответствующей диапазону от 750°С до температуры томления, в технологическом процессе нагревания при обезуглероживающем отжиге в сухую атмосферу. В данном случае термин «сухая атмосфера» обозначает атмосферу, где температура точки росы составляет не более, чем 0°С.
Ниже будет описываться текстурированная электротехническая листовая сталь (листовой прокат), соответствующая изобретению.
Вначале разъясняется химический состав, содержащийся в железной матрице после удаления форстеритного покрытия.
С: не более, чем 0,005% (масс.)
С представляет собой элемент, вызывающий магнитное старение, что ухудшает характеристики потерь в сердечнике для листового проката, таким образом, имеет место ограничение в виде не более, чем 0,005% (масс.). Предпочтительно оно соответствует не более, чем 0,003% (масс.).
Si: 2,0-8,0% (масс.)
Si представляет собой элемент, требуемый для увеличения удельного активного сопротивления стали, что уменьшает потери в сердечнике. В случае наличия менее, чем 2,0% (масс.) вышеупомянутый эффект будет недостаточным, в то время как в случае превышения 8,0% (масс.) ухудшится обрабатываемость, и будет затруднительным проведение прокатки для производства. Поэтому количество Si находится в диапазоне 2,0-8,0% (масс.). Предпочтительно имеет место диапазон 2,5-4,5% (масс.).
Mn: 0,005-1,0% (масс.)
Mn представляет собой элемент, требуемый для улучшения обрабатываемости стали в горячем состоянии. В случае наличия менее, чем 0,005% (масс.) вышеупомянутый эффект будет недостаточным, в то время как в случае превышения 1,0% (масс.) уменьшится плотность магнитного потока для листового проката. Поэтому количество Mn находится в диапазоне 0,005-1,0% (масс.). Предпочтительно имеет место диапазон 0,02-0,30% (масс.).
Железная матрица текстурированной электротехнической листовой стали, соответствующей изобретению, в целях улучшения магнитных свойств в дополнение к вышеупомянутому химическому составу может содержать одного или нескольких представителей, выбираемых из Ni: 0,010-1,50% (масс.), Cr: 0,01-0,50% (масс.), Cu: 0,01-0,50% (масс.), Bi: 0,005-0,50% (масс.), Sb: 0,010-0,200% (масс.), Sn: 0,010-0,200% (масс.), Mo: 0,010-0,200% (масс.) и Р: 0,010-0,200% (масс.). В случае каждого из количеств данных ингредиентов, составляющего менее, чем нижнее предельное значение в вышеупомянутом диапазоне, эффект улучшения магнитных свойств будет неудовлетворительным, в то время как в случае превышения каждым добавляемым количеством верхнего предельного значения это будет нежелательным вследствие уменьшения плотности магнитного потока насыщения, что противодействует эффекту улучшения магнитных свойств.
Остаток, отличный от элементов С, Si, Mn и селективно добавляемых вышеупомянутых ингредиентов, представляет собой Fe и неизбежные примеси. Кроме того, текстурированную электротехническую листовую сталь, соответствующую изобретению, производят при использовании материала исходного сырья, не содержащего ингредиентов, формирующих ингибитор, (Al, N, S и Se), таким образом, чтобы Al, S и Se за исключением N для азотирования в форстеритном покрытии при конечном отжиге присутствовали бы на уровне неизбежных примесей.
После этого будет описываться количество элемента Ti и количество элемента N, содержащихся в листовой стали (листовом прокате), имеющей форстеритное покрытие.
Как это можно видеть исходя из результатов описанных выше экспериментов, для текстурированной электротехнической листовой стали, соответствующей изобретению, необходимо, чтобы количества элемента Ti (Ti(b)) и элемента N (N(b)), содержащихся в листовой стали, имеющей форстеритное покрытие, и количества элемента Ti (Ti(a)) и элемента N (N(a)), содержащихся в железной матрице после удаления форстеритного покрытия, удовлетворяли бы нижеследующему:
N(b): не более, чем 0,0050% (масс.),
(Ti(b)/Ti(a)) ≥ 4 и
(N(b)/N(a)) ≥ 4.
В случае превышения значением N(b) 0,0050% (масс.) N в форстеритном покрытии будет проникать в железную матрицу с образованием нитридных выделений при отжиге для снятия напряжений в листовом прокате, что, тем самым, вызывает ухудшение магнитных свойств. Кроме того, в случае значений (Ti(b)/Ti(a)) и/или (N(b)/N(a)), составляющих менее, чем 4, Ti в покрытии не будет фиксироваться в достаточной степени, как это упоминалось прежде, таким образом, магнитные свойства ухудшаются. Более предпочтительное соотношение представляет собой нижеследующее:
N(b): не более, чем 0,0030% (масс.),
(Ti(b)/Ti(a)) ≥ 10 и
(N(b)/N(a)): 4-10.
Кроме того, на диапазон значений Ti(b) каких-либо конкретных ограничений не накладывают, но желательным является наличие диапазона 0,0080-0,0250% (масс.).
Желательно, чтобы количества элементов Ti и N, содержащихся в железной матрице после удаления форстеритного покрытия, были бы меньшими для уменьшения количества выделений TiN и улучшения характеристик потерь в сердечнике. Говоря конкретно, предпочтительно они представляют собой нижеследующее:
Ti(a): не более, чем 0,0025% (масс.),
N(a): не более, чем 0,0010% (масс.).
Однако, поскольку настоящее изобретение представляет собой методику, по существу требующую добавления соединения (соединений) Ti к отжиговому сепаратору, проникновение Ti в железную матрицу не может быть подавлено полностью, таким образом, затруднительным является уменьшение количества Ti(a) до менее, чем 0,0007% (масс.).
Также настоящее изобретение представляет собой методику производства текстурированной электротехнической листовой стали при использовании материала исходного сырья, не содержащего ингредиентов, формирующих ингибитор, в соответствии с представленным прежде описанием изобретения, таким образом, элементы S и Se, содержащиеся в материале исходного сырья (слябе), перемещаются в форстеритное покрытие и фиксируются в нем при конечном отжиге. Поскольку каждое из количеств элементов S и Se, включенных в материал исходного сырья, не содержащий ингредиентов, формирующих ингибитор, составляет не более, чем 0,0050% (масс.) в соответствии с представленным ниже описанием изобретения, предпочитается, чтобы каждое из количеств элемента S (S(b)) и элемента Se (Se(b)) в листовой стали, имеющей форстеритное покрытие, составляло бы не более, чем 0,0050% (масс.) за исключением случая добавления соединения S или соединения Se к отжиговому сепаратору для улучшения свойств покрытия.
После этого будет разъясняться способ производства текстурированной электротехнической листовой стали, соответствующий изобретению.
Материал исходного сырья для стали (сляб), использующийся для производства текстурированной электротехнической листовой стали, соответствующей изобретению, предпочтительно имеет химический состав, где в соответствии с сущностью изобретения имеет место по возможности наибольшее уменьшение количеств формирующих ингибитор ингредиентов, отличных от Mn как существенного ингредиента, или, говоря конкретно, ингредиенты, формирующие ингибитор, включают Al: не более, чем 0,0100% (масс.), N: не более, чем 0,0050% (масс.), S: не более, чем 0,0050% (масс.) и Se: не более, чем 0,0050% (масс.). Более предпочтительно они включают Al: не более, чем 0,0080% (масс.), N: не более, чем 0,0040% (масс.), S: не более, чем 0,0030% (масс.) и Se: не более, чем 0,0020% (масс.).
В материале исходного сырья для стали (слябе), использующемся в изобретении, количество С предпочтительно находится в диапазоне 0,010-0,100% (масс.). В случае количества С, составляющего менее, чем 0,010% (масс.), эффект упрочнения границы зерен под воздействием С будет утрачиваться, что вызывает появление трещин в слябе, что приводит к возникновению проблем при производстве и дефектов поверхности. В то время, как в случае превышения количеством С 0,100% (масс.) затруднительным будет уменьшение уровня содержания до не более, чем 0,005% (масс.), что не вызывает магнитного старения при обезуглероживающем отжиге по ходу технологического процесса производства. Более предпочтительно имеет место диапазон 0,020-0,080% (масс.).
Также материал исходного сырья для стали (сляб), использующийся в изобретении, предпочтительно содержит ингредиенты, отличные от вышеупомянутых, или, говоря конкретно, существенные ингредиенты, отличные от С (Si и Mn), и ингредиенты, которые могут быть селективно добавлены, (Ni, Cr, Cu, Bi, Sb, Sn, Mo и Р), в том же самом химическом составе, что и для вышеупомянутого листового проката. Поскольку данные ингредиенты по существу не варьируются в технологическом процессе производства для обычного способа производства, их количества необходимо доводить до предварительно определенных диапазонов на ступени выплавки стали.
Кроме того, на способ производства материала исходного сырья для стали (сляба), использующегося в изобретении, каких-либо конкретных ограничений не накладывают, и может быть использован тот же самый способ производства, что и в случае материала исходного сырья для обычной текстурированной электротехнической листовой стали. Например, может быть использован способ, где сталь расплавляют в результате осуществления обычно широко известного технологического процесса рафинирования в виде плавления стали в конвертере, электропечи и тому подобном и вторичного рафинирования в аппарате для дегазации в вакууме и тому подобном в целях доведения до вышеупомянутого химического состава, а после этого профилируют для получения сляба в результате осуществления способа непрерывного литья или способа прокатки на блюминге для изготовления слитка. Также может быть произведен тонкий отлитый сляб, имеющий толщину, составляющую не более, чем 100 мм, в результате осуществления способа бесслиткового литья после плавления стали с подстроенным химическим составом.
После этого сляб повторно нагревают до предварительно определенной температуры в нагревательной печи и подвергают горячей прокатке. Поскольку сляб не содержит ингредиентов, формирующих ингибитор, температура для повторного нагревания сляба может быть уменьшена в сопоставлении с температурой нагревания (не менее, чем 1400°С) сляба, содержащего ингредиенты, формирующие ингибитор, и, говоря конкретно, она может быть температурой, составляющей не более, чем 1300°С. Соответственно, это является более выгодным с точки зрения затрат на энергию и качества поверхности в сопоставлении со случаем использования сляба, содержащего ингредиенты, формирующие ингибитор.
Горячая прокатка, следующая за повторным нагреванием сляба, обычно может быть проведена в хорошо известном состоянии, и на нее каких-либо конкретных ограничений не накладывают. В случае производства тонкого отлитого сляба в результате осуществления способа бесслиткового литья горячая прокатка может быть опущена с переходом к следующему далее технологическому процессу.
Горячекатаный лист, имеющий предварительно определенную толщину в результате проведения горячей прокатки, при необходимости может быть подвергнут отжигу горячей полосы. Для получения хороших магнитных свойств температура томления при отжиге горячей полосы предпочтительно находится в диапазоне 800-1200°С. При наличии менее, чем 800°С сохранится текстура полосы, сформированная при горячей прокатке, и будет затруднительным получение текстуры первичной рекристаллизации для регулируемых зерен, таким образом, имеет место риск блокирования развития вторичной рекристаллизации. С другой стороны, в случае превышения 1200°С размер частиц после отжига горячей полосы будет чрезмерно огрублен, и получение текстуры первичной рекристаллизации также будет затруднительным. Более предпочтительно имеет место диапазон 900-1100°С.
Затем листовую сталь после горячей прокатки или отжига горячей полосы подвергают однократной холодной прокатке или двум и более холодным прокаткам с включением между ними промежуточного отжига для получения холоднокатаного листа, имеющего конечную толщину (толщину продукта). В данном случае температура томления при промежуточном отжиге предпочтительно находится в диапазоне 900-1200°С. При наличии менее, чем 900°С кристаллические зерна будут чрезмерно мелкими, и зародыши Госса в текстуре первичной рекристаллизации уменьшатся, что ухудшает магнитные свойства. В то время, как в случае превышения 1200°С кристаллические зерна будут чрезмерно огрубляться подобно тому, как и при отжиге горячей полосы, и будет затруднительным получение текстуры первичной рекристаллизации для регулируемых зерен. Предпочтительно имеет место диапазон 950-1150°С.
Кроме того, при конечной холодной прокатке в ходе технологического процесса холодной прокатки предпочтительным является использование теплой прокатки, где прокатку проводят в результате увеличения температуры листа до температуры в диапазоне 100-300°С для совершенствования текстуры первичной рекристаллизации и улучшения магнитных свойств. Также в целях улучшения магнитных свойств эффективным является проведение состаривающей обработки в результате нагревания листовой стали до температуры в диапазоне 100-300°С по ходу холодной прокатки один или несколько раз.
После этого холоднокатаный лист, имеющий конечную толщину, подвергают обезуглероживающему отжигу в сочетании с отжигом первичной рекристаллизации. С точки зрения обеспечения достаточных характеристик обезуглероживания температура томления при обезуглероживающем отжиге предпочтительно находится в диапазоне 800-900°С. Более предпочтительно она находится в диапазоне 820-870°С. Также с точки зрения обеспечения характеристик обезуглероживания атмосфера при обезуглероживающем отжиге предпочтительно является влажной атмосферой, характеризующейся температурой точки росы в диапазоне 45-70°С.
В способе производства, соответствующем изобретению, важно, чтобы атмосфера в технологическом процессе нагревания вплоть до температуры томления во время обезуглероживающего отжига обязательно была бы сухой атмосферой, характеризующейся температурой точки росы, составляющей не более, чем 0°С. В случае наличия сухой атмосферы межфазная форма между подокалиной, сформированной в поверхностном слое листовой стали, и железной матрицей преобразуется в смешанное состояние из формы ламеллы и формы дендрита, таким образом, соотношение между количеством элемента Ti в форстеритном покрытии и количеством элемента N, проникшего в сталь, может быть контролируемо выдержано в надлежащем диапазоне. Температура точки росы предпочтительно составляет не более, чем – 20°С. Кроме того, температурными зонами, предпочтительными для сухой атмосферы, являются как низкотемпературная зона, соответствующая не более, чем 350°С, так и высокотемпературная зона, соответствующая диапазону от 750°С до температуры томления. Также с точки зрения промотирования формирования ламеллоподобной подокалины атмосфера в промежуточной температурной зоне, соответствующей более, чем 350°С, но менее, чем 750°С, предпочтительно является влажной атмосферой.
С точки зрения увеличения зародышей Госса скорость нагревания вплоть до температуры обезуглероживания предпочтительно составляет не менее, чем 50°С/сек. Более предпочтительно она составляет не менее, чем 100°С/сек. Однако, в случае чрезмерно большой скорости нагревания степень главной ориентации, такой как ориентация {111}<112> и тому подобное, в текстуре первичной рекристаллизации уменьшается, что ухудшает магнитные свойства, таким образом, верхнее предельное значение предпочтительно составляет приблизительно 400°С/сек.
Затем для листовой стали после обезуглероживающего отжига на поверхность листовой стали наносят покрытие из отжигового сепаратора, образованного в основном из MgO, проводят высушивание и конечный отжиг, в результате чего развивается текстура вторичной рекристаллизации, и формируется форстеритное покрытие.
В данном случае для улучшения свойств покрытия отжиговый сепаратор, образованный в основном из MgO, обязательно содержит соединение (соединения) Ti, такое как оксид Ti, гидроксид Ti и тому подобное. В качестве соединения Ti могут быть упомянуты TiO, TiO2, Ti(OH)4, TiO(OH)2 и тому подобное.
Добавляемое количество соединения (соединений) Ti предпочтительно находится в диапазоне 0,5-10 массовых частей на 100 массовых частей MgO согласно пересчету в TiO2. При наличии менее, чем 0,5 массовой части эффект улучшения свойств покрытия под воздействием TiO2 будет недостаточным, в то время как в случае превышения 10 массовых частей количество элемента Ti, проникшего в сталь, увеличится, и будет иметь место риск ухудшения магнитных свойств. Кроме того, нижнее предельное значение более предпочтительно составляет 1 массовую часть, а, кроме того, предпочтительно 2 массовые части. Верхнее предельное значение более предпочтительно составляет 7 массовых частей, а, кроме того, предпочтительно 5 массовых частей.
Предпочтительным является проведение конечного отжига в результате нагревания до не менее, чем 800°С для развития вторичной рекристаллизации и в результате выдерживания при температуре, составляющей не менее, чем 800°С, в течение не менее, чем 20 часов для завершения вторичной рекристаллизации. Кроме того, в целях формирования форстеритного покрытия, обладающего превосходными свойствами, и рафинирования железной матрицы для получения превосходных магнитных свойств предпочтительным является проведение вторичного нагревания вплоть до наивысшей достигаемой температуры, составляющей приблизительно 1200°С, говоря конкретно, находящейся в диапазоне 1170-1250°С, после завершения вторичной рекристаллизации. Более предпочтительно имеет место диапазон 1190-1230°С.
Также средняя скорость нагревания при вторичном нагревании от температуры, завершающей вторичную рекристаллизацию, до наивысшей достигаемой температуры предпочтительно находится в диапазоне 5-50°С/час. При наличии менее, чем 5°С/час, будет вызываться вторичная рекристаллизация даже при ориентациях, отличных от ориентации Госса, в результате чего магнитные свойства ухудшаются. В то время, как в случае превышения 50°С/час будет иметь место риск уменьшения времени формирования покрытия при получении неудовлетворительного покрытия. Более предпочтительно имеет место диапазон 10-30°С/час.
Кроме того, атмосфера при нагревании (вторичном нагревании) от температуры, вызывающей вторичную кристаллизацию, до наивысшей достигаемой температуры предпочтительно представляет собой N2-содержащий газ, содержащий 10-50% (об.) N2. В случае уровня содержания N2, составляющего менее, чем 10% (об.), количество элемента N, проникшего в форстеритное покрытие, будет небольшим, таким образом, будет иметь место риск невозможности достаточного фиксирования Ti в покрытии. В то время, как в случае превышения 50% (об.) количество N в форстеритном покрытии будет чрезмерно увеличено, таким образом, в случае проведения в отношении листового проката отжига для снятия напряжений элемент N будет проникать в железную матрицу, что ухудшает магнитные свойства. Кроме того, предпочитается, чтобы газ, отличный от N2, мог бы представлять собой Н2 или Ar. Более предпочтительно имеет место диапазон 15-35% (об.).
Затем листовую сталь после конечного отжига подвергают промыванию при использовании воды, крацеванию или травлению для удаления непрореагировавшего отжигового сепаратора, приставшего к поверхности нержавеющей стали, и правильному отжигу для корректировки профиля в целях получения листового проката. При правильном отжиге предпочтительными являются нахождение температуры томления в диапазоне 750-950°С и нахождение времени томления в диапазоне 5-60 секунд. В случае температуры томления, составляющей менее, чем 750°С, или времени томления, составляющего менее, чем 5 секунд, эффект корректировки профиля не может быть получен в достаточной степени, в то время, как в случае превышения температурой томления 950°С или превышения временем томления 60 секунд будет иметь место риск стимулирования возникновения в листовой стали деформации ползучести, что ухудшает магнитные свойства. Более предпочтительно температура томления находится в диапазоне 800-900°С, а время томления находится в диапазоне 10-45 секунд.
Кроме того, для таким образом полученной текстурированной электротехнической листовой стали, имеющей форстеритное покрытие, на поверхность листовой стали предпочтительно наносят изоляционное покрытие при правильном отжиге или на стадии до или после правильного отжига. В целях большего улучшения характеристик потерь в сердечнике изоляционное покрытие предпочтительно относится к типу, придающему натяжение. При формировании изоляционного покрытия, относящегося к типу, придающему натяжение, в случае формирования покрытия при использовании связующего или осаждения неорганического материала на поверхностный слой листовой стали в результате физического осаждения из паровой фазы или химического осаждения из паровой фазы до формирования покрытия могут быть дополнительно улучшены адгезионные характеристики покрытия, что приводит к получению замечательного эффекта уменьшения потерь в сердечнике.
В целях достижения дополнительного уменьшения потерь в сердечнике эффективным является проведение обработки для разбиения магнитных доменов. В качестве способа обработки для разбиения магнитных доменов может быть использован широко осуществляемый способ, такой как способ формирования бороздок на поверхности листовой стали холоднокатаного листа c конечной толщиной или конечного листового проката, способ формирования технологической деформации на поверхности конечного листового проката при использовании валика и тому подобного, способ облучения лазерным лучом или электронным пучком для линейного формирования термической деформации или ударной деформации и тому подобное.
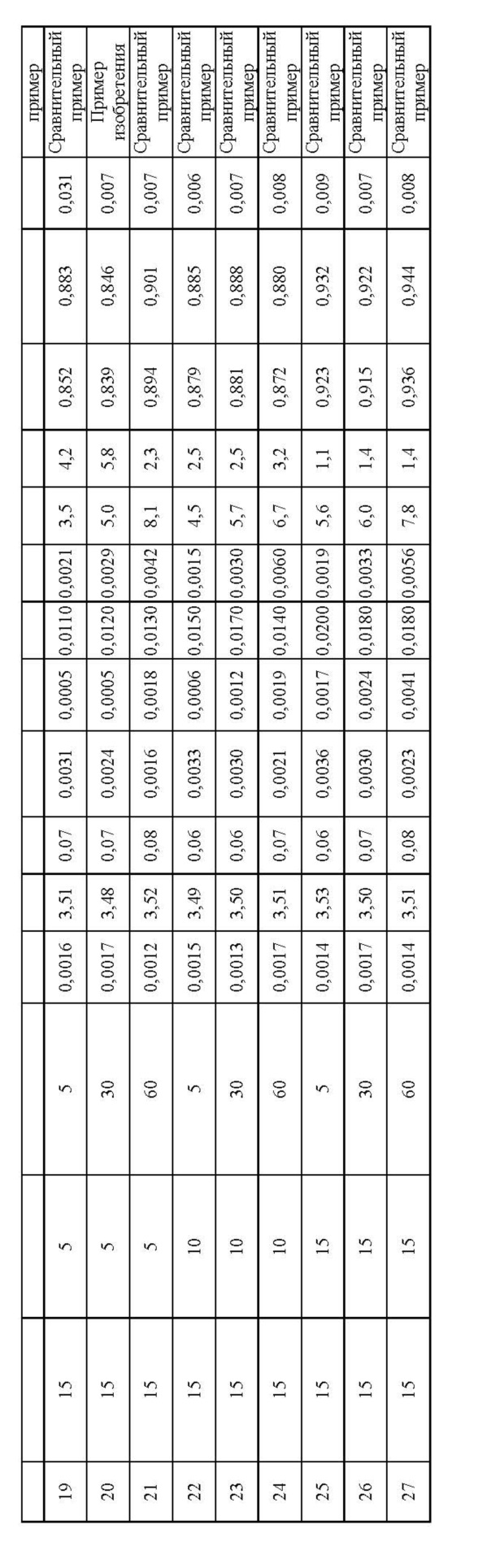
Пример 1
Стальной сляб, имеющий химический состав, содержащий С: 0,055% (масс.), Si: 3,50% (масс.), Mn: 0,07% (масс.), Al (раств.): 0,0040% (масс.), N: 0,0022% (масс.), S: 0,0022% (масс.) и остаток, представляющий собой Fe и неизбежные примеси, производят в результате осуществления способа непрерывного литья, подвергают повторному нагреванию до температуры 1200°С и горячей прокатке для получения горячекатаного листа, имеющего толщину 2,5 мм. Горячекатаный лист подвергают отжигу горячей полосы при 1020°С в течение 30 секунд, холодной прокатке до толщины 1,8 мм, промежуточному отжигу при 1050°С в течение 100 секунд и дополнительной холодной прокатке для получения холоднокатаного листа, имеющего конечную толщину 0,23 мм.
После этого холоднокатаный лист подвергают обезуглероживающему отжигу во влажной атмосфере при 52% (об.) Н2 – 48% (об.) N2, характеризующейся температурой точки росы 60°С, при 850°С в течение 100 секунд. В данном отношении атмосферой при нагревании от комнатной температуры вплоть до 850°С является сухая атмосфера при 100% N2 (температура точки росы: – 45°С).
После этого на поверхность листовой стали, подвергнутой обезуглероживающему отжигу, наносят покрытие из отжигового сепаратора, полученного в результате добавления TiO2 в массовых частях, продемонстрированных в таблице 1, к MgO: 100 массовых частей при массе покрытия, также продемонстрированной в таблице 1, проводят выдерживание в атмосфере N2 при 875°С в течение 50 часов для стимулирования вторичной рекристаллизации, а после этого конечный отжиг в результате вторичного нагревания до наивысшей достигаемой температуры 1200°С при скорости нагревания 10°С/час, выдерживания данной температуры в атмосфере Н2 в течение 5 часов, а после этого охлаждения. Кроме того, атмосфера при вторичном нагревании является смешанной атмосферой из N2 и Н2, где концентрацию N2 варьируют так, как это продемонстрировано в таблице 1. Также атмосферой при охлаждении является атмосфера Ar. Затем листовую сталь после конечного отжига подвергают правильному отжигу при 830°С в течение 30 секунд для корректировки ее профиля в целях получения текстурированной электротехнической листовой стали, имеющей форстеритное покрытие, (листового проката).
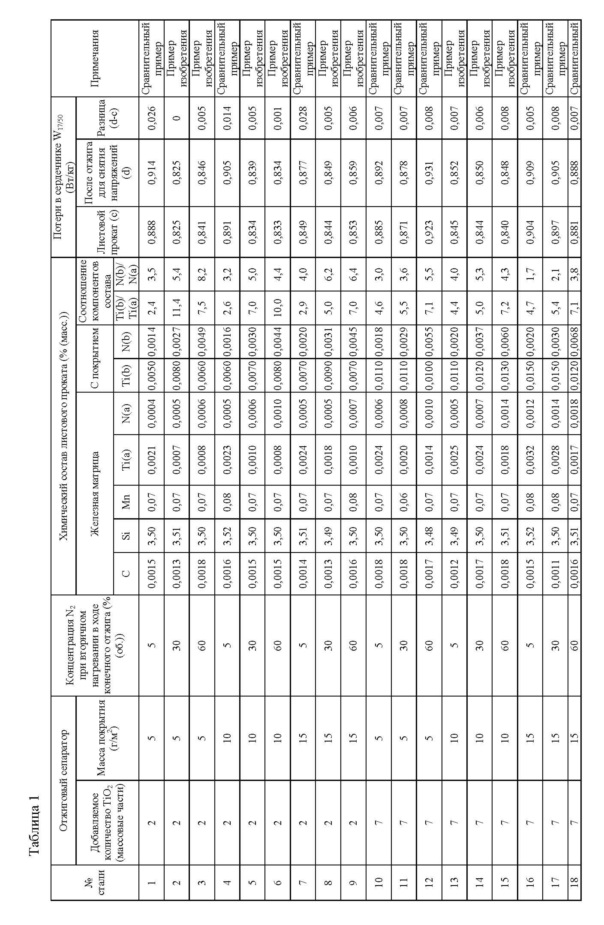
Из таким образом полученной текстурированной электротехнической листовой стали, имеющей форстеритное покрытие, отбирают образец для измерения потерь в сердечнике W17/50 (потерь в сердечнике для возбуждения при 1,7 Тл и частоте 50 Гц) при использовании метода, описанного в документе JIS C2550.
Образец после измерения потерь в сердечнике дополнительно подвергают первому изгибанию в результате намотки вокруг стержня, имеющего диаметр 50 ммφ, для изгибания на 180° и возвращению к первоначальному положению и второму изгибанию в результате изгибания на 180° в противоположном направлении и возвращению в первоначальное положение в соответствии с «испытанием на повторяющееся изгибание», описанным в документе JIS C2550, для формирования в листовой стали деформации. После проведения в отношении образца отжига для снятия напряжений при 800°С в течение 3 часов потери в сердечнике W17/50 измеряют еще раз при использовании метода, описанного в документе JIS C2550, для определения разницы потерь в сердечнике до и после изгибания (величины ухудшения потерь в сердечнике).
Также при использовании методов, описанных в документах JIS G1223 и JIS G1228, соответственно, измеряют количества элементов Ti и N, содержащихся в листовой стали, имеющей форстеритное покрытие. После погружения образца в раствор 10% HCl при 85°С на 3 минуты для удаления форстеритного покрытия с его поверхности при использовании методов, описанных в документах JIS G1223, JIS G1228, JIS G1211, JIS G1212 и JIS G1213, соответственно, измеряют количества элементов Ti, N, C, Si и Mn, содержащихся в железной матрице.
Результаты измерений также продемонстрированы в таблице 1. Как это видно исходя из данной таблицы, магнитные свойства листового проката являются превосходными, и ухудшение потерь в сердечнике в результате отжига для снятия напряжений является небольшим только у листовых сталей, где количества элементов Ti (Ti(b)) и N (N(b)), содержащихся в листовой стали, имеющей форстеритное покрытие, и количества элементов Ti (Ti(a)) и N (N(a)), содержащихся в железной матрице после удаления форстеритного покрытия, находятся в диапазонах, согласующихся с изобретением, вне зависимости от условий производства.
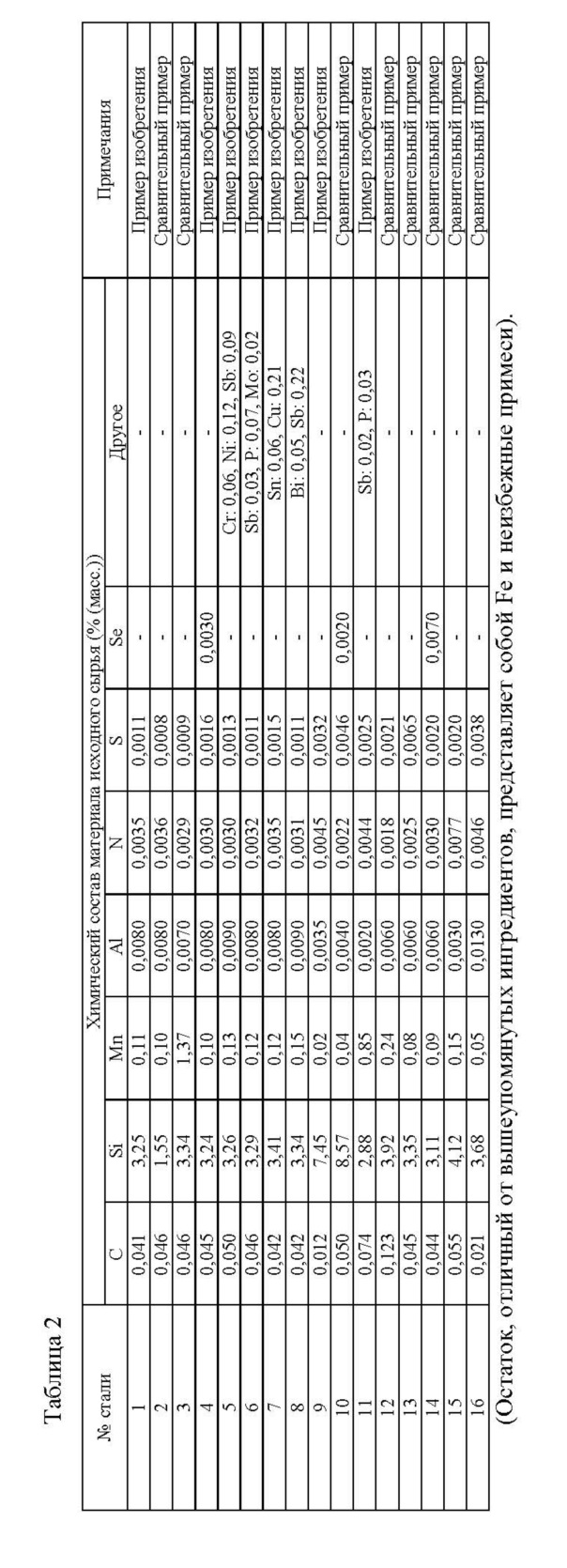
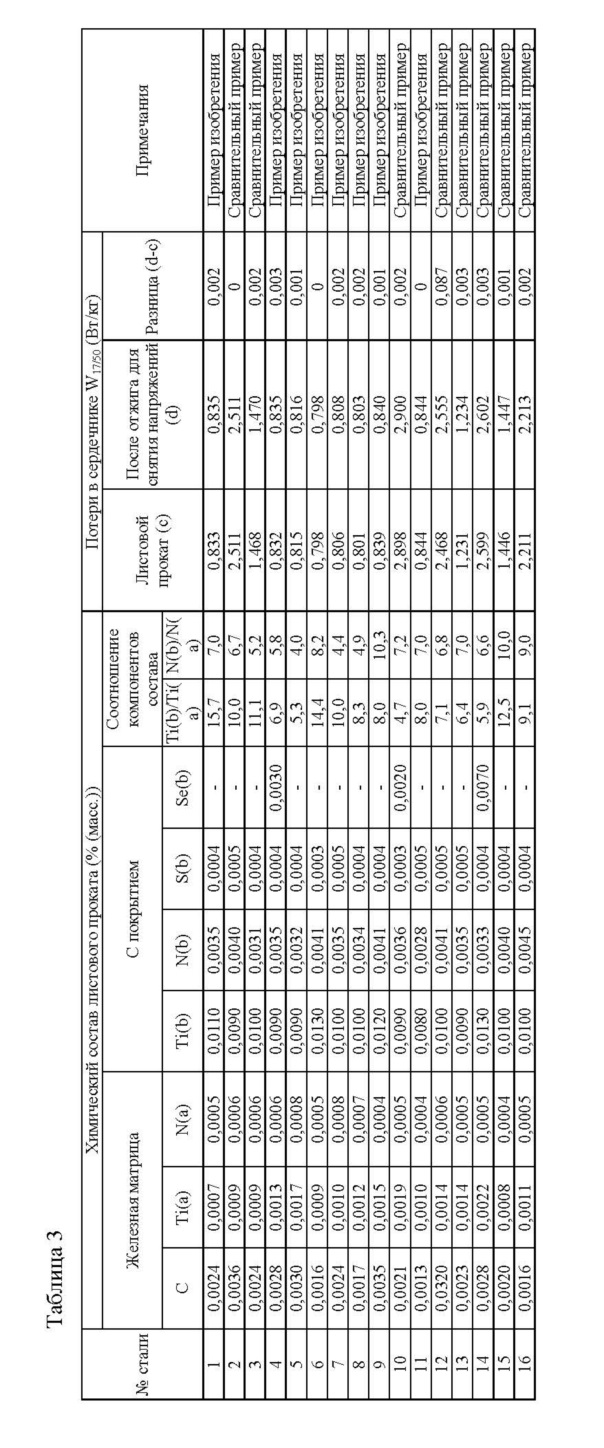
Пример 2
Различные материалы исходного сырья для стали (слябы), имеющие химический состав, продемонстрированный в таблице 2, производят в результате осуществления способа непрерывного литья, подвергают повторному нагреванию до температуры 1150°С и горячей прокатке для получения горячекатаного листа, имеющего толщину 2,2 мм, что подвергают отжигу горячей полосы при 1100°С в течение 30 секунд и холодной прокатке для получения холоднокатаного листа, имеющего конечную толщину 0,23 мм.
После этого холоднокатаный лист подвергают обезуглероживающему отжигу во влажной атмосфере при 60% (об.) Н2 – 40% (об.) N2, характеризующейся температурой точки росы 53°С, при 820°С в течение 100 секунд. В данном отношении атмосферой в технологическом процессе нагревания вплоть до 850°С являются сухая атмосфера (температура точки росы: – 30°С) при 100% N2 (об.) от комнатной температуры до 350°С, влажная атмосфера при 50% (об.) Н2 – 50% (об.) N2 (температура точки росы: 60°С) от 350°С до 750°С и сухая атмосфера при 100% N2 (об.) (температура точки росы: – 45°С) от 750°С до 850°С.
После этого на поверхность листовой стали, подвергнутой обезуглероживающему отжигу, наносят покрытие из отжигового сепаратора, полученного в результате добавления 2 массовых частей TiO2 к MgO: 100 массовых частей при массе покрытия 10 г/м2, проводят выдерживание в атмосфере N2 при 875°С в течение 50 часов для стимулирования вторичной рекристаллизации, а после этого конечный отжиг в результате вторичного нагревания до наивысшей достигаемой температуры 1200°С при скорости нагревания 10°С/час, выдерживания в атмосфере Н2 при данной температуре в течение 5 часов, а после этого охлаждения. В данном отношении атмосфера при вторичном нагревании является смешанной атмосферой из 30% N2 и 70% Н2. Также атмосферой при охлаждении является атмосфера Ar. Затем листовую сталь после конечного отжига подвергают правильному отжигу при 830°С в течение 30 секунд для корректировки ее профиля и, кроме того, обработке для разбиения магнитных доменов в результате облучения электронным пучком для получения текстурированной электротехнической листовой стали, имеющей форстеритное покрытие, (листового проката).
Из таким образом полученной текстурированной электротехнической листовой стали, имеющей форстеритное покрытие, отбирают образец и тем же самым образом, как и в примере 1, измеряют потери в сердечнике W17/50 после обработки для разбиения магнитных доменов и потери в сердечнике W17/50 после отжига для снятия напряжений.
Также тем же самым образом, как и в примере 1, измеряют количества элементов Ti и N, содержащихся в листовой стали, имеющей форстеритное покрытие, и количества элементов Ti, N, C, Si и Mn, содержащихся в железной матрице. Кроме того, в соответствии с методами, описанными в документах JIS G1215 и JIS G1233, соответственно, измеряют количества элементов S и Se, содержащихся в листовой стали, имеющей форстеритное покрытие.
Результаты измерений также продемонстрированы в таблице 3. Как это видно исходя из данной таблицы, магнитные свойства листового проката являются превосходными, и ухудшение потерь в сердечнике в результате отжига для снятия напряжений является небольшим у листовых сталей, произведенных при использовании материала исходного сырья, имеющего химический состав, адаптированный к изобретению, и при проведении производства в условиях, согласующихся с изобретением, где количества элементов Ti (Ti(b)) и N (N(b)), содержащихся в листовой стали, имеющей форстеритное покрытие, и количества элементов Ti (Ti(a)) и N (N(a)), содержащихся в железной матрице после удаления форстеритного покрытия, находятся в диапазонах, согласующихся с изобретением.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Ультратонкий лист из электромагнитной стали
Лист из электротехнической стали
Способ изготовления листа из текстурированной электротехнической стали
Способ изготовления листа электротехнической текстурированной стали
Способ изготовления листа текстурированной электротехнической стали
Способ изготовления листа электротехнической текстурированной стали
Текстурированный лист электротехнической стали
Способ изготовления листа из текстурированной электротехнической стали
Способ изготовления листа из текстурированной электротехнической стали
Способ изготовления листа из текстурированной электротехнической стали

