Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ
Вид РИД
Изобретение
Изобретение относится к сварке трением с перемешиванием и может быть использовано при сварке прессованных или катаных тонкостенных полуфабрикатов неограниченной длины из алюминиевых сплавов на опорной подложке без использования специализированной сборочно-сварочной оснастки.
Известен способ, при котором процесс сварки трением с перемешиванием осуществляется благодаря вращению сварочного инструмента, погруженного в стык свариваемых кромок при одновременном перемещении его вдоль оси сварного шва [заявка WO 93/10935 A1, 10.06.1993 г.]. Благодаря всестороннему сжатию пластифицированный за счет трения поверхности уступа о поверхность свариваемых кромок металл перемещается в область позади сварочного инструмента, образуя тем самым сварной шов.
Известно [Covington J.L. Experemental and numerical investigation of tool heating during friction stir welding. - Brigham Young University, 2005; Reginald Crawford, GeorgeE. Cook, AlvinM. Strauss. Modelling of friction stir welding for robotic implementation - Int. J. Modelling, Identification and Control, Vol.1, No.2, 2006], что в области сварки действуют существенные всесторонние распирающие усилия, которые при отсутствии надежной взаимной фиксации свариваемых кромок могут приводить к значительным угловым деформациям свариваемых кромок, появлению и последующему росту зазора между свариваемыми деталями, который делает процесс сварки невозможным.
Для надежной фиксации свариваемых кромок, как правило, используются различные механизмы и приспособления, например вакуумные столы, использование которых целесообразно при сварке больших полотнищ, имеющих значительные размеры как в продольном, так и в поперечном направлении. При сварке относительно узких полос, профилей или панелей использование вакуумных столов неэффективно.
Известны механические [US 2006/0208040 A1, 21.09.2006 г.] и гидравлические [US 6419142 B1, 16.07.2002 г.] прижимные устройства, используемые для фиксации свариваемых кромок, а также прижимные ролики, перемещающиеся одновременно со сварочным инструментом [WO 2005/042208 A2, 12.05.2005 г., US 7490750 B2, 17.02.2009 г., US 7699206 B2, 20.04.2010 г.].
Использование прижимных роликов позволяет исключить угловые деформации, возникающие в зоне сварки, однако их использование не является достаточным условием для исключения перемещений или смещений свариваемых деталей в поперечном направлении под воздействием распирающих усилий. При использовании подобной системы прижимов в процессе сварки неизбежно образуется зазор, который приводит к появлению дефектов в металле шва либо к полному отсутствию соединения. Для полного исключения поперечного смещения свариваемых заготовок применяются гидравлические или механические зажимные устройства, прижимные устройства которых - губки или башмаки располагаются в максимальной близости к сварочному инструменту, что обеспечивает необходимое сопротивление как угловым деформациям, так и поперечному смещению. Кроме того, общим недостатком известных устройств является высокая стоимость и металлоемкость (металлоемкость пропорциональна кубу длины сварного шва), и в связи с этим ограничения по возможной длине и конфигурации свариваемых полуфабрикатов.
Известна установка для сварки (WO 2008126459 A1, 23.10.2008 г. - прототип), перемещающаяся на роликах по направляющим рельсам, расположенным поверх свариваемых заготовок и ориентированных вдоль их стыка. Прижатие машины к рельсам предлагается осуществлять за счет нескольких пар вакуумных присосок, расположенных по бокам и спереди машины, и движущихся по направляющим вместе с машиной, либо дополнительными роликами, опирающимися на внутреннюю часть специального выступа направляющего рельса. Фиксацию рельсов относительно свариваемых заготовок и опорной подкладки предлагается реализовать за счет электромагнитных прижимов. Преимуществом этой установки является возможность сварки полуфабрикатов различных габаритных размеров, а также существенная компактность конструкции, возможность выполнения сварных швов, практически не ограниченных по длине.
Однако предлагаемая схема размещения вакуумных прижимов и опорных роликовых колес на одной линии направляющего рельса не обеспечивает надежности прижима из-за различных условий работы вакуумных прижимов и опорных роликовых колес и требований к их рабочей поверхности. Таким образом, для сохранения работоспособности и стабильности работы вакуумных прижимов и обеспечения толкающего усилия, необходимо разнести вакуумные прижимы и роликовые колеса, что существенно увеличивает ширину направляющего рельса, что, в свою очередь, является ограничением при сварке заготовок с вертикальным набором (профили и панели). Недостатком прототипа также является отсутствие фиксирующих устройств в зоне интенсивных разогревов основного металла - в непосредственной близости к сварочному инструменту, в результате чего могут возникать значительные угловые деформации свариваемых кромок.
Техническим результатом предлагаемого изобретения является создание передвижной установки для сварки трением с перемешиванием, обеспечивающей надежную фиксацию свариваемых кромок в процессе сварки, а также исключение угловых деформаций и поперечных смещений свариваемых кромок.
Указанный технический результат достигается тем, что в установке для сварки трением с перемешиванием, выполненной с возможностью поступательного перемещения по поверхности свариваемых элементов вдоль линии сварки и содержащей корпус, на котором закреплен с возможностью вращения сварочный инструмент, а также механизм позиционирования свариваемых элементов и корпуса относительно них, в соответствии с изобретением механизм позиционирования свариваемых элементов и корпуса выполнен в виде, по крайней мере, одной вертикально/наклонно ориентированной роликовой пары, шарнирно закрепленной на корпусе симметрично относительно линии сварки и возможностью совместного с корпусом перемещения по направляющим, и, по крайней мере, двух горизонтально ориентированных роликовых пар, каждая из которых жестко закреплена на корпусе симметрично относительно линии сварки с опорой посредством роликов на поверхность свариваемых элементов, причем одна из пар расположена перед сварочным инструментом и под углом в сторону направления движения установки.
В качестве направляющих используют внешние торцы свариваемых элементов, ребра жесткости свариваемых элементов или ребра жесткости и прилегающую к ним поверхность свариваемых элементов.
Кроме того, опорная поверхность роликов вертикально/наклонно ориентированной пары имеет форму поверхности направляющих.
Установка для сварки трением с перемешиванием, выполненная в соответствии с изобретением, перемещается вместе с вращающимся сварочным инструментом вдоль линии стыка свариваемых деталей посредством тягового усилия, передаваемого механическим (цепным или ременным) приводом.
Позиционирование установки относительно поверхности свариваемых кромок обеспечивается в вертикальном направлении уравновешиванием веса всей установки реакциями сварочного инструмента и двух или более горизонтальных роликовых пар, жестко связанных с корпусом сварочной установки, опирающихся на полотно свариваемых полуфабрикатов и обеспечивающих прижатие свариваемых кромок к опорной пластине, т.е. в предлагаемой конструкции горизонтальные роликовые пары выполняют одновременно опорную и прижимную функцию. При этом с целью компенсации опрокидывающего момента в процессе сварки, по крайней мере, одна из горизонтальных роликовых пар должна находиться впереди сварочного инструмента и под углом в сторону направления сварки, в этом случае гарантируется стабильность процесса сварки при перемещении сварочной установки и надежное прижатие свариваемых кромок к опорной пластине без угловых деформаций.
Для позиционирования установки вместе с вращающимся сварочным инструментом в поперечном направлении (относительно оси шва) используется пара симметрично расположенных относительно оси сварного шва и шарнирно связанных с корпусом сварочной установки вертикально/наклонно ориентированных роликовых пар, опирающихся на внешние торцы/ребра жесткости и прилегающую к ним поверхность свариваемых элементов, и служащих одновременно для прижатия свариваемых элементов друг к другу, что исключает появление и рост величины зазора между свариваемыми кромками в процессе сварки и обеспечивает формирование качественного шва.
С целью обеспечения лучшей поперечной устойчивости сварочной установки и исключения «раскачки» в случае необходимости вертикально ориентированная роликовая пара может быть смещена вперед относительно сварочного инструмента.
Опорная поверхность роликов вертикальной пары установки, выполненной в соответствии с изобретением, имеет форму поверхности направляющих для повышения продольной устойчивости установки в процессе сварки и дополнительных связей в вертикальной плоскости.
Краткое описание чертежей:
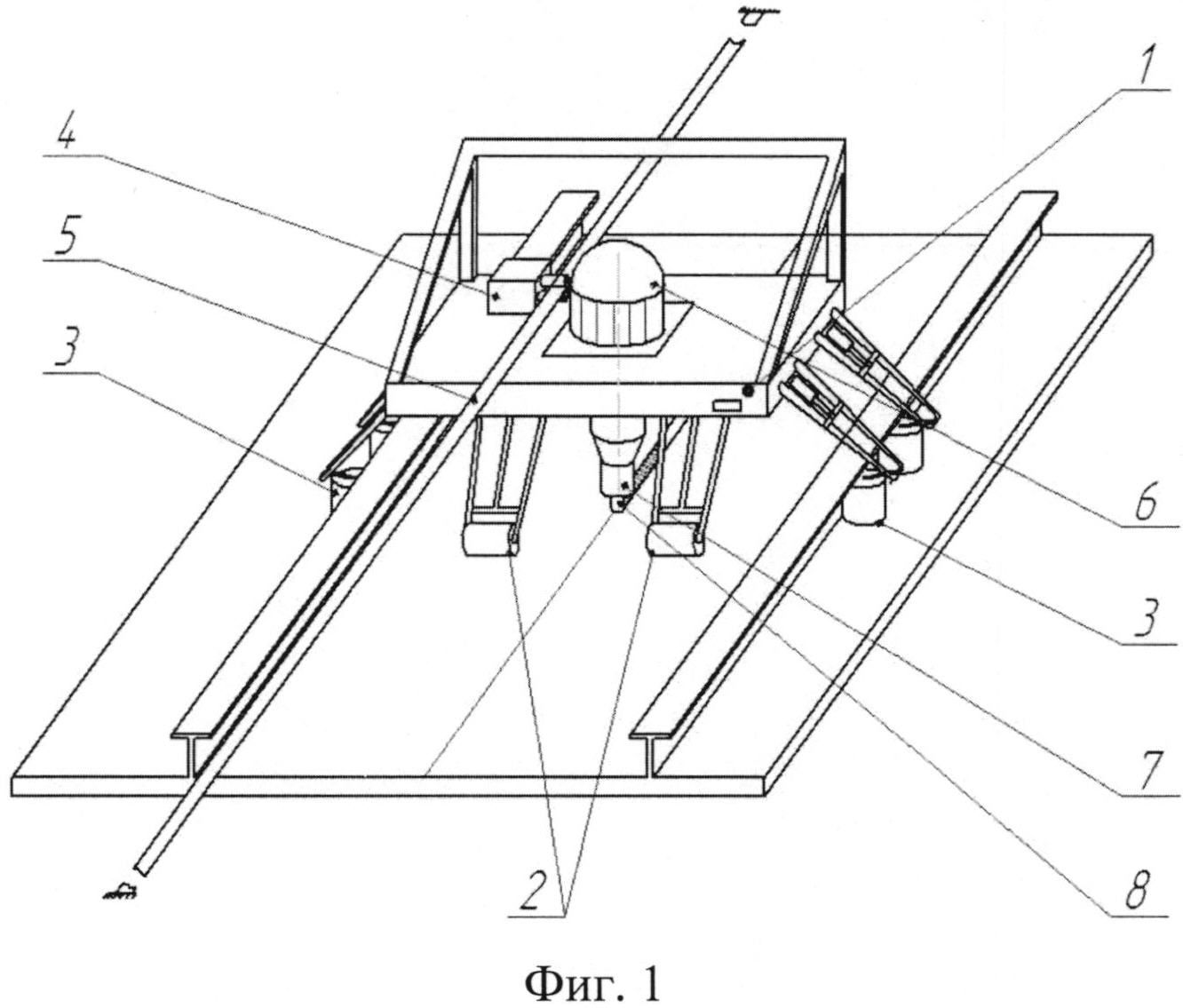
Фиг.1 - общий вид установки в процессе сварки полуфабрикатов;
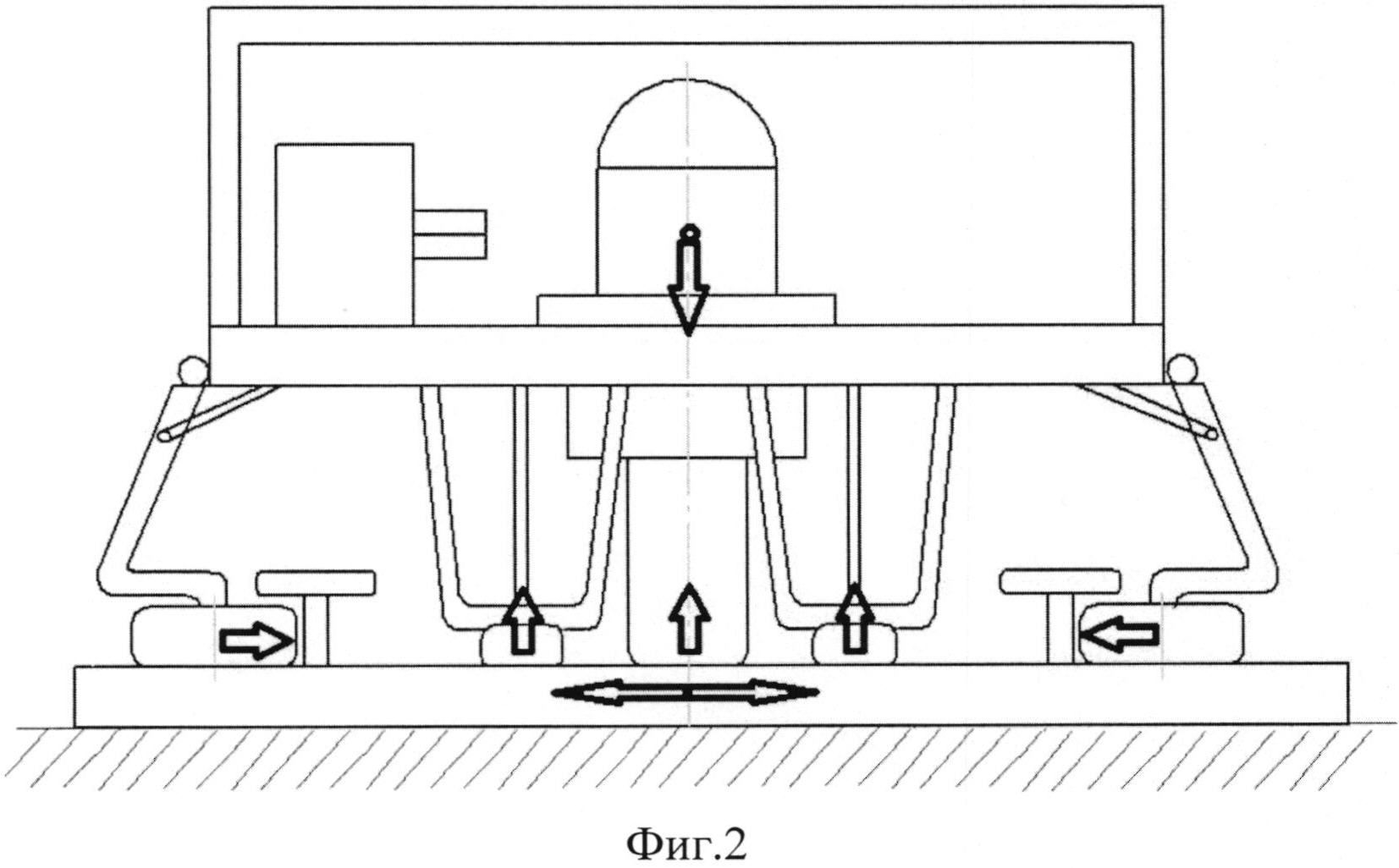
фиг.2 - схема действия сил в поперечной плоскости;
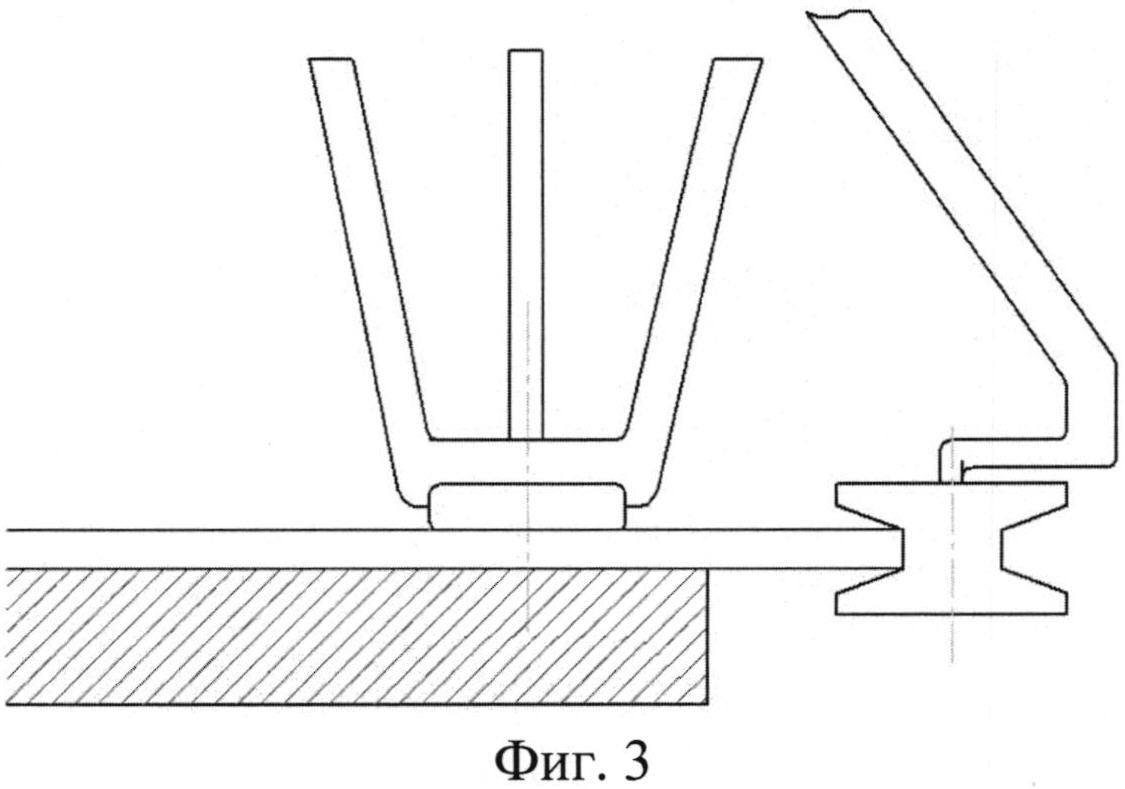
фиг.3 - использование внешних торцов свариваемых элементов в качестве направляющих для роликов;
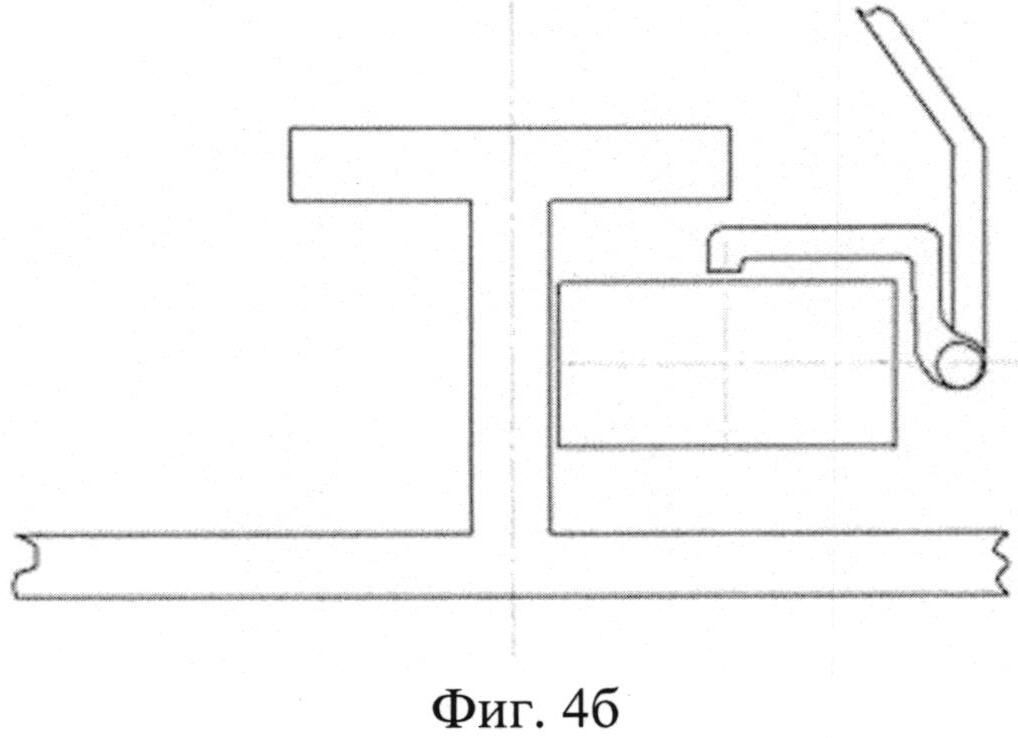
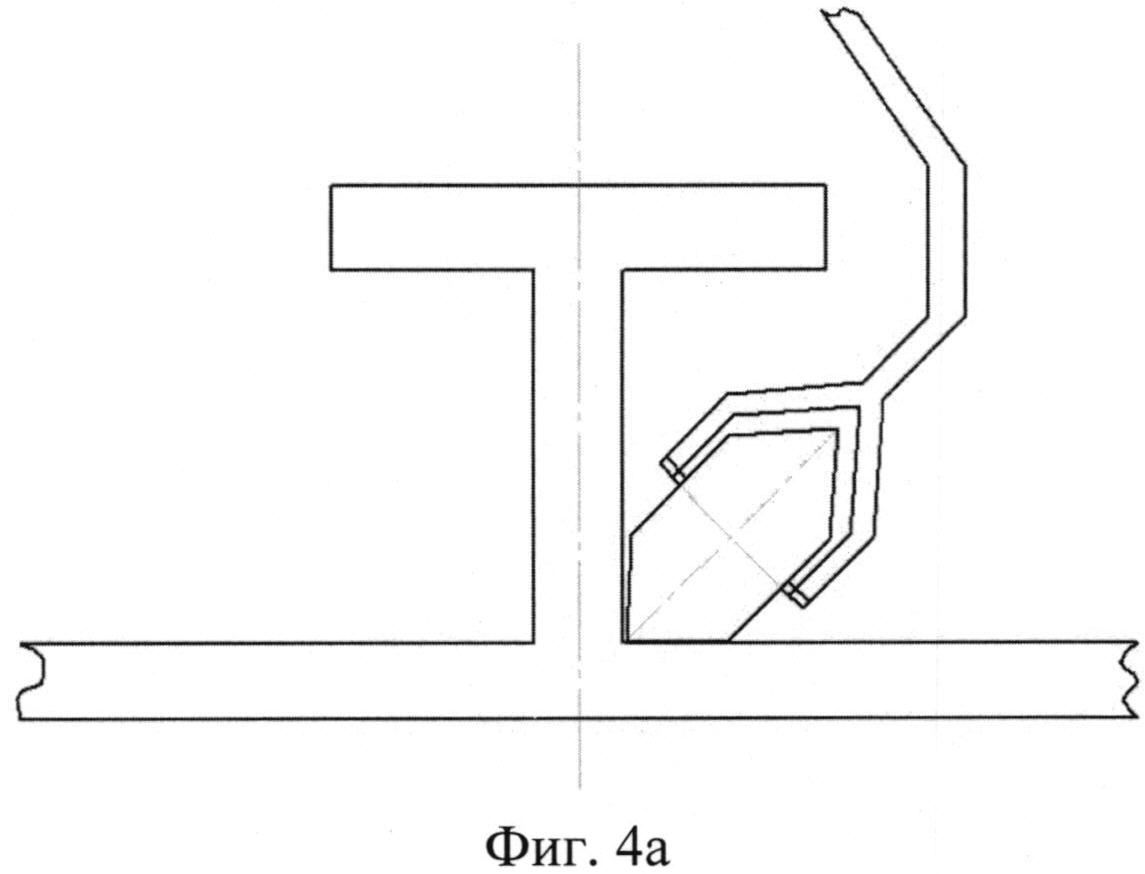
фиг.4 - использование ребер жесткости свариваемых элементов в качестве направляющих для роликов (фиг.4а - угловая опорная поверхность ролика, фиг.4б - цилиндрическая опорная поверхность ролика).
Установка сварки трением с перемешиванием представляет собой перемещающийся в продольном направлении жесткий корпус 1 с закрепленными на нем механизмами позиционирования и фиксации свариваемых элементов - горизонтально ориентированных 2 и вертикально ориентированных 3 роликовых пар. Установка снабжена механизмом продольного перемещения, который состоит из привода 4 и ременной или цепной передачи 5. Кроме того, установка содержит блок управления сварочным инструментом, включающий привод главного вращения 6, выдвижную гильзу с патроном 7 и сварочным инструментом 8.
Процесс сварки осуществляется за счет совмещения вращательного движения сварочного инструмента, погруженного в стык свариваемых заготовок на всю их толщину, и поступательного движения установки, позиционирование которой относительно поверхности свариваемых кромок обеспечивается в вертикальном направлении - уравновешиванием веса всей установки реакциями сварочного инструмента 8 и горизонтально ориентированных роликовых пар 2; позиционирование в поперечном направлении (относительно оси шва) - симметрично приложенными реакциями вертикально ориентированных роликовых пар 3 (фиг.2). Совместное воздействие вертикально ориентированных и горизонтально ориентированных роликовых пар полностью решает задачу позиционирования корпуса установки относительно свариваемых заготовок и фиксации свариваемых заготовок относительно друг друга, исключая появление зазора между свариваемыми кромками и угловых деформаций в процессе сварки.
Установка отличается компактностью и простотой реализации, позволяет получать сварные соединения прессованных и катаных полуфабрикатов без ограничения их длины габаритами сборочно-сварочной оснастки.
Изобретение обеспечивает получение качественных сварных соединений за счет надежной фиксации свариваемых полуфабрикатов.
Способ создания потока газа в гиперзвуковой аэродинамической трубе и аэродинамическая труба
Способ контроля работоспособности измерительного тракта в натурных условиях и гидрофонный тракт для его реализации
Способ изготовления высокопористого абразивного инструмента
Способ правки шлифовального круга с выпуклым профилем с помощью алмазного ролика
Способ формования ударостойких прозрачных полимерных листов
Сплав на основе никеля для нанесения износо- и коррозионностойких покрытий микроплазменным или холодным сверхзвуковым напылением
Аппарат на воздушной подушке
Гиперзвуковой прямоточный воздушно-реактивный двигатель и способ организации рабочего процесса
Способ определения статических и нестационарных аэродинамических производных моделей летательных аппаратов и устройство для его осуществления
Способ тонкой очистки аргона от примесей азота
Коррозионностойкая высокопрочная сталь
Топка с циркулирующим кипящим слоем
Способ изготовления стеклокерамического материала кордиеритового состава
Стенд для определения вращательных производных аэродинамических сил и моментов модели в аэродинамической трубе
Комплект спецодежды
Способ приготовления абразивной массы для высокопористого инструмента
Способ изготовления абразивного инструмента
Пневмосистема для судна с воздушными кавернами на днище
Стенд для измерения массы и координат центра масс изделий
Сплав на основе меди

