Результат интеллектуальной деятельности: ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ КОВОЧНЫХ ПРЕССОВ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к четырехбойковым ковочным устройствам, и может быть использовано при ковке слитков и заготовок из различных сталей и сплавов на ковочных прессах, в том числе на гидравлических ковочных прессах.
Изобретение может быть использовано в машиностроительной и металлургической промышленности при производстве изделий с удлиненной осью предпочтительно прямоугольного сечения, а также при производстве кованных заготовок из слитков и проката из углеродистых, среднелегированных, инструментальных и высоколегированных сталей и сплавов, а также цветных металлов и сплавов.
Известно четырехбойковое ковочное устройство для ковочных прессов, содержащее держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, установленные с возможностью перемещения относительно держателей верхнего и нижнего бойков и связанные с ними посредством разводящих направляющих, антифрикционные пластины, установленные на наклонных плоскостях держателей бойков, и четыре бойка, закрепленные на своих держателях посредством прижимов и стяжек (UA 95431 C2, МПК (2006.01) B21J 13/02, B21J 7/16, оп. 25.07.2011).
Данное устройство обеспечивает высокую производительность процесса, высокое качество металла получаемых поковок, высокую надежность его работы и повышение срока эксплуатации без ремонтов.
Недостатком этого устройства является то, что оно не предусматривает регулировку закрытой высоты бойков, а следовательно, в нем нельзя изготавливать поковки прямоугольного поперечного сечения в широком диапазоне размеров в одном комплекте бойков.
Известно четырехбойковое ковочное устройство, содержащее держатели верхнего и нижнего бойков с наклонными поверхностями, кинематически связанные с ними держатели боковых бойков с наклонными поверхностями, соответствующими наклонным поверхностям держателей верхнего и нижнего бойков, и четыре бойка, прикрепленные к держателям бойков посредством прижимов и стяжек. Верхний и нижний бойки имеют по два рабочих участка на каждом бойке, разделенных вырезом, а боковые бойки - по одному рабочему участку, заходящему в вырезы верхнего и нижнего бойков. Между держателем нижнего бойка и нижним бойком установлены одна или несколько регулировочных пластин (RU 2257278 C1, МПК7 B21J 13/02, 7/16, оп. 27.07.2005).
Известное устройство обеспечивает получение поковок прямоугольного сечения в широком диапазоне размеров в одном комплекте бойков за счет переналадки в промежутках времени между ковкой слитков (заготовок).
Недостатком известного устройства является то, что при необходимости изменения размеров прямоугольного сечения изготавливаемых поковок требуется длительная трудоемкая переналадка устройства. Кроме того, эта переналадка не может быть выполнена во время ковки заготовки (между ее проходами), что иногда требуется по технологии, из-за необходимости снятия бойка при установке регулировочных пластин.
Наиболее близким аналогом заявляемого устройства, выбранным в качестве прототипа, является многобойковое ковочное устройство, содержащее держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, установленные с возможностью перемещения относительно держателей верхнего и нижнего бойков и связанные с ними посредством разводящих направляющих, и бойки, закрепленные на своих держателях. Пары противоположных бойков имеют или по два рабочих участка, расположенных с каждой стороны от плоскости симметрии устройства, или по одному рабочему участку, выполненному с возможностью расположения между упомянутыми двумя рабочими участками бойков. Устройство снабжено по меньшей мере одной системой перемещения по меньшей мере одного бойка относительно его держателя, содержащей расположенный в держателе бойка гидроцилиндр со штоком или плунжером и системой управления, гидропривод и устройство измерения положения бойка относительно его держателя (RU 2352428 C2, МПК B21J 13/02, 7/16, оп. 20.04.2009).
Известное устройство обеспечивает уменьшение трудоемкости и времени на его переналадку, а также возможность переналадки устройства на другие размеры во время ковки между проходами заготовки.
Недостатком известного многобойкового ковочного устройства является сложность конструкции системы перемещения бойка, требующая увеличения габаритов устройства для размещения гидравлического привода и предотвращения попадания жидкости гидропривода в рабочую зону устройства во время ковки. Кроме того, при применении гидропривода существует вероятность, во-первых, утечки рабочей жидкости через уплотнения и зазоры, особенно при повышенной температуре и, соответственно, уменьшенной вязкости рабочей жидкости, а во-вторых, пожароопасности в случае применения горючих рабочих жидкостей, что приводит к снижению надежности и безопасности работы устройства. Также недостатком, снижающим надежность работы устройства, является то, что боек, удерживаемый на держателе посредством гидроцилиндра, при больших усилиях ковки может изменить свое осевое положение, а это может привести к заклиниванию бойков.
В основу изобретения поставлена задача усовершенствования четырехбойкового ковочного устройства для ковочных прессов, в котором путем изменения конструкции системы перемещения бойка обеспечивается исключение из системы перемещения бойка гидравлического привода с рабочей жидкостью, а также повышение надежности крепления перемещаемого бойка, что позволяет достичь технический результат - упрощение конструкции устройства, уменьшение его габаритов и повышение надежности и безопасности его работы.
Поставленная задача достигается тем, что в четырехбойковом ковочном устройстве для ковочных прессов, содержащем держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, установленные с возможностью перемещения относительно держателей верхнего и нижнего бойков и связанные с ними посредством разводящих направляющих, четыре бойка, и по меньшей мере одну систему перемещения по меньшей мере одного бойка относительно его держателя, новым является то, что системой перемещения снабжены нижний боек, или верхний боек, или нижний и верхний бойки, упомянутая система содержит промежуточную плиту, прикрепленную с помощью предпочтительно прижима и стяжных шпилек к основанию бойка, по меньшей мере один винт, установленный, с одной стороны, в промежуточной плите, а с другой - в держателе бойка, с возможностью перемещения промежуточной плиты вдоль вертикальной оси устройства, червячную передачу, расположенную в держателе бойка, включающую по меньшей мере одно червячное колесо, жестко соединенное посредством гайки с винтом и входящее в зацепление с червячным валом, соединенным с двигателем, при этом держатель бойка и промежуточная плита выполнены с возможностью установки между ними одной или более регулировочных пластин.
Поставленная задача достигается также тем, что между червячным валом и двигателем установлена зубчатая передача.
Поставленная задача достигается также тем, что двигатель закреплен на держателе бойка или выполнен переносным с возможностью быстрого соединения его с выведенным из держателя бойка червячным валом или валом зубчатой передачи.
Поставленная задача достигается также тем, что система перемещения дополнительно содержит по меньшей мере одну направляющую колонку, установленную, с одной стороны, в промежуточной плите, а с другой - в держателе бойка.
Поставленная задача достигается также тем, что регулировочная пластина состоит по меньшей мере из двух частей.
Между совокупностью существенных признаков изобретения и достигаемым техническим результатом существует следующая причинно-следственная связь.
Конструктивные изменения системы перемещения бойка, а именно:
- снабжение системой перемещения нижнего бойка, или верхнего бойка, или нижнего и верхнего бойка;
- выполнение системы, содержащей промежуточную плиту, прикрепленную с помощью предпочтительно прижима и стяжных шпилек к основанию бойка, по меньшей мере один винт, установленный, с одной стороны, в промежуточной плите, а с другой - в держателе бойка, с возможностью перемещения промежуточной плиты вдоль вертикальной оси устройства, червячную передачу, расположенную в держателе бойка, включающую по меньшей мере одно червячное колесо, жестко соединенное посредством гайки с винтом и входящее в зацепление с червячным валом, соединенным с двигателем;
- выполнение держателя бойка и промежуточной плиты с возможностью установки между ними одной или более регулировочных пластин;
в совокупности с известными признаками изобретения обеспечивает упрощение конструкции устройства, уменьшение его габаритов и повышение надежности и безопасности его работы за счет замены гидравлического привода перемещения бойка с гидроцилиндром червячной передачей и винтовой парой (гайка-винт), что исключает использование рабочих жидкостей и недостатки, связанные с таким использованием, и позволяет при обеспечении необходимого передаточного отношения и соответственно величины перемещения бойка снизить размеры и массу системы перемещения и упростить ее конструкцию. А использование промежуточной плиты для крепления бойка обеспечивает его плотное и надежное крепление по всей рабочей поверхности, что практически исключает возможность смещения бойка в процессе ковки, что также повышает надежность работы устройства. Применение регулировочных пластин необходимых размеров и в необходимом количестве позволяет регулировать величину перемещения промежуточной плиты, а значит и закрытую высоту бойков на каждом проходе при закрытости части устройства между держателем бойка и промежуточной плитой, что приводит к возможности получения поковок прямоугольного поперечного сечения с разными необходимыми размерами на каждом проходе при обеспечении устойчивости и надежности работы всего устройства.
Кроме того, установление между червячным валом и двигателем зубчатой передачи позволяет регулировать передаточное отношение и устанавливать необходимую угловую скорость вращения червячного колеса и винтовой пары и соответственно величину перемещения промежуточной плиты с бойком, что также способствует повышению надежности работы устройства.
Выполнение двигателя закрепленным на держателе бойка или переносным с возможностью быстрого соединения его с выведенным из держателя бойка червячным валом или валом зубчатой передачи позволяет, с одной стороны, расширить возможности устройства и в случае необходимости быстро и легко заменить двигатель, а с другой, повысить компактность устройства.
Дополнительное введение в систему перемещения по меньшей мере одной направляющей колонки, установленной, с одной стороны, в промежуточной плите, а с другой - в держателе бойка, способствует ровному, без смещений и отклонений от вертикального направления, перемещению промежуточной плиты при изменении закрытой высоты бойка, что также приводит к повышению надежности работы устройства.
Выполнение регулировочной пластины из по меньшей мере двух частей обеспечивает возможность ее установки без снятия винта, что также способствует достижению технического результата.
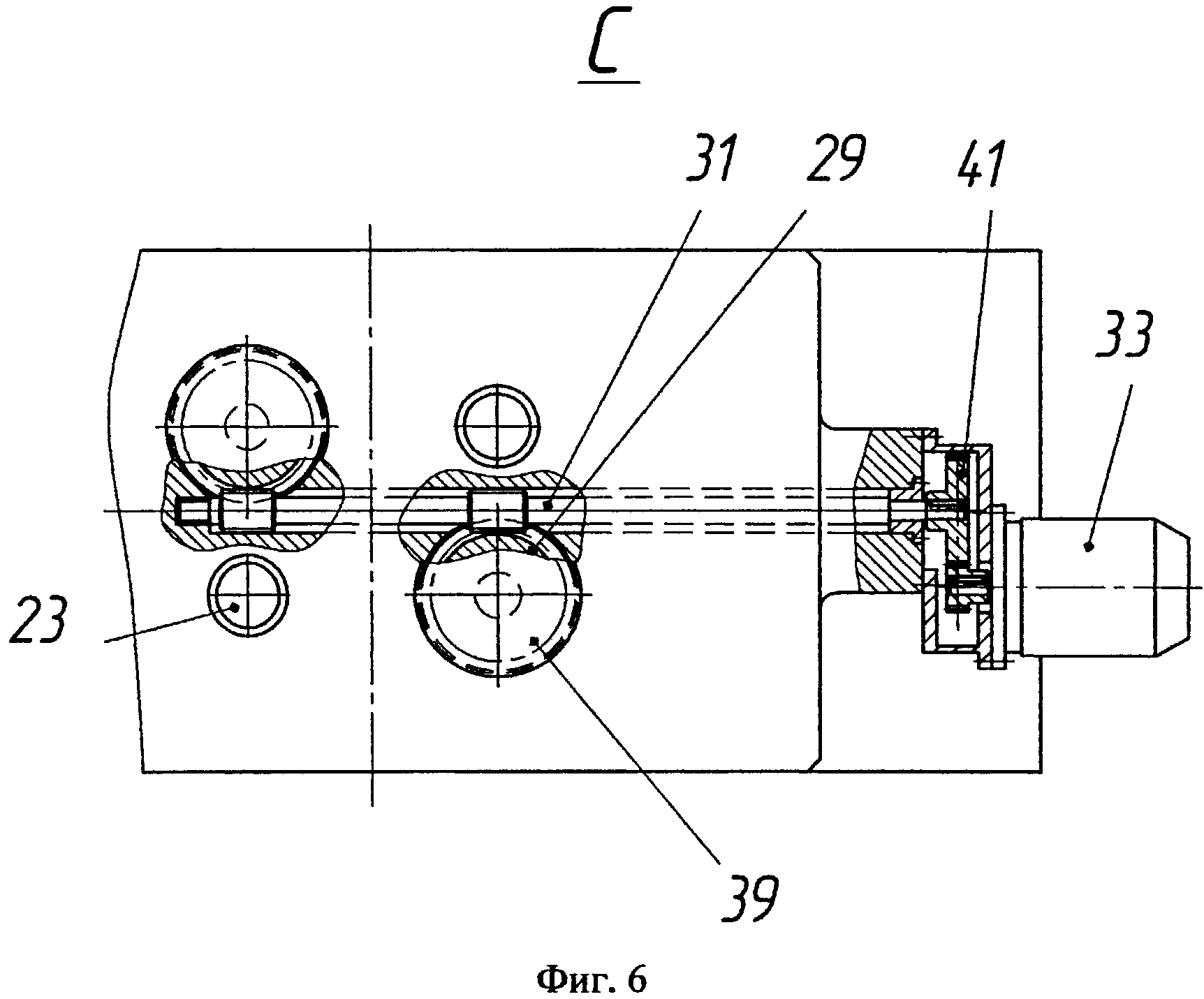
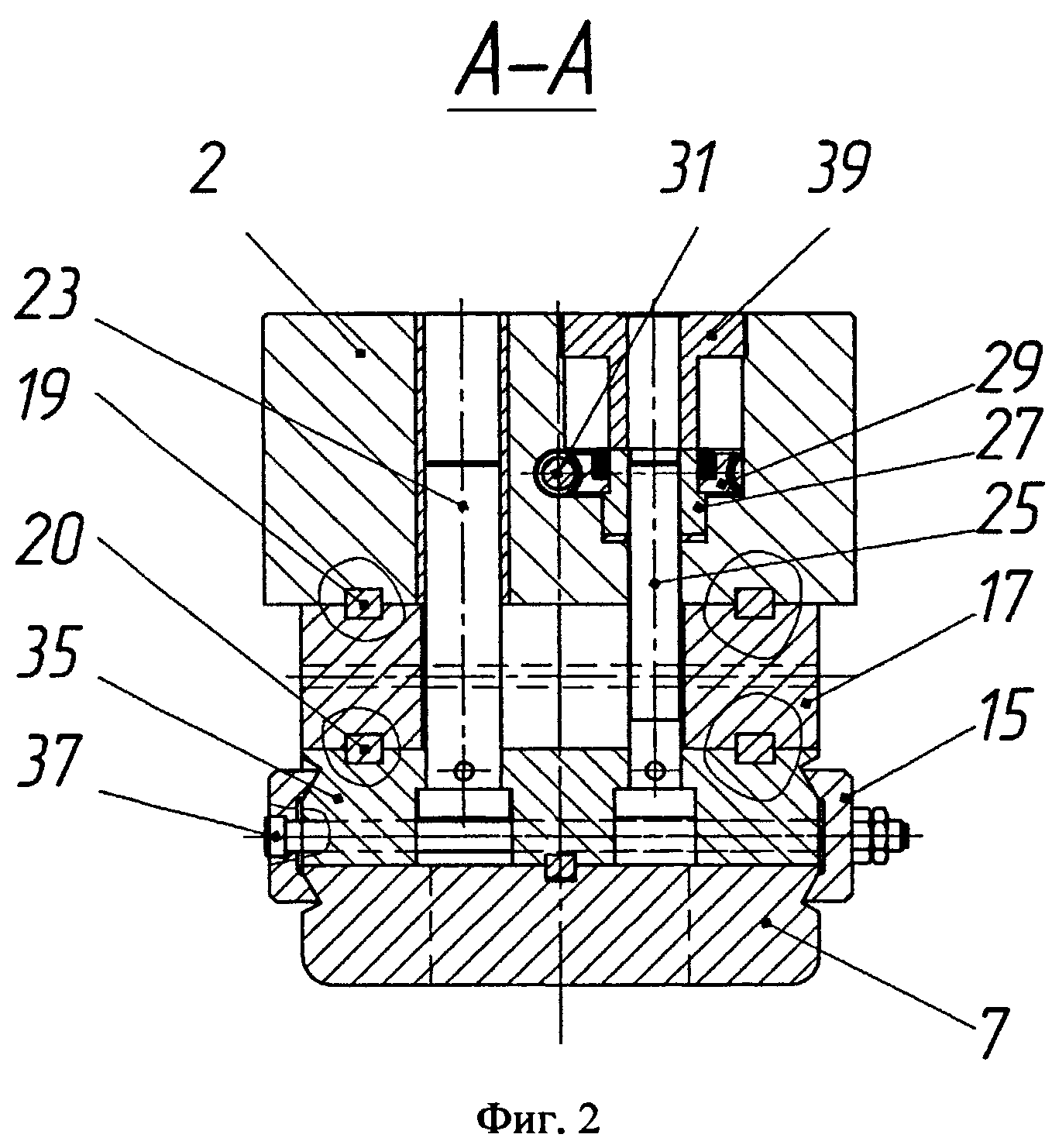
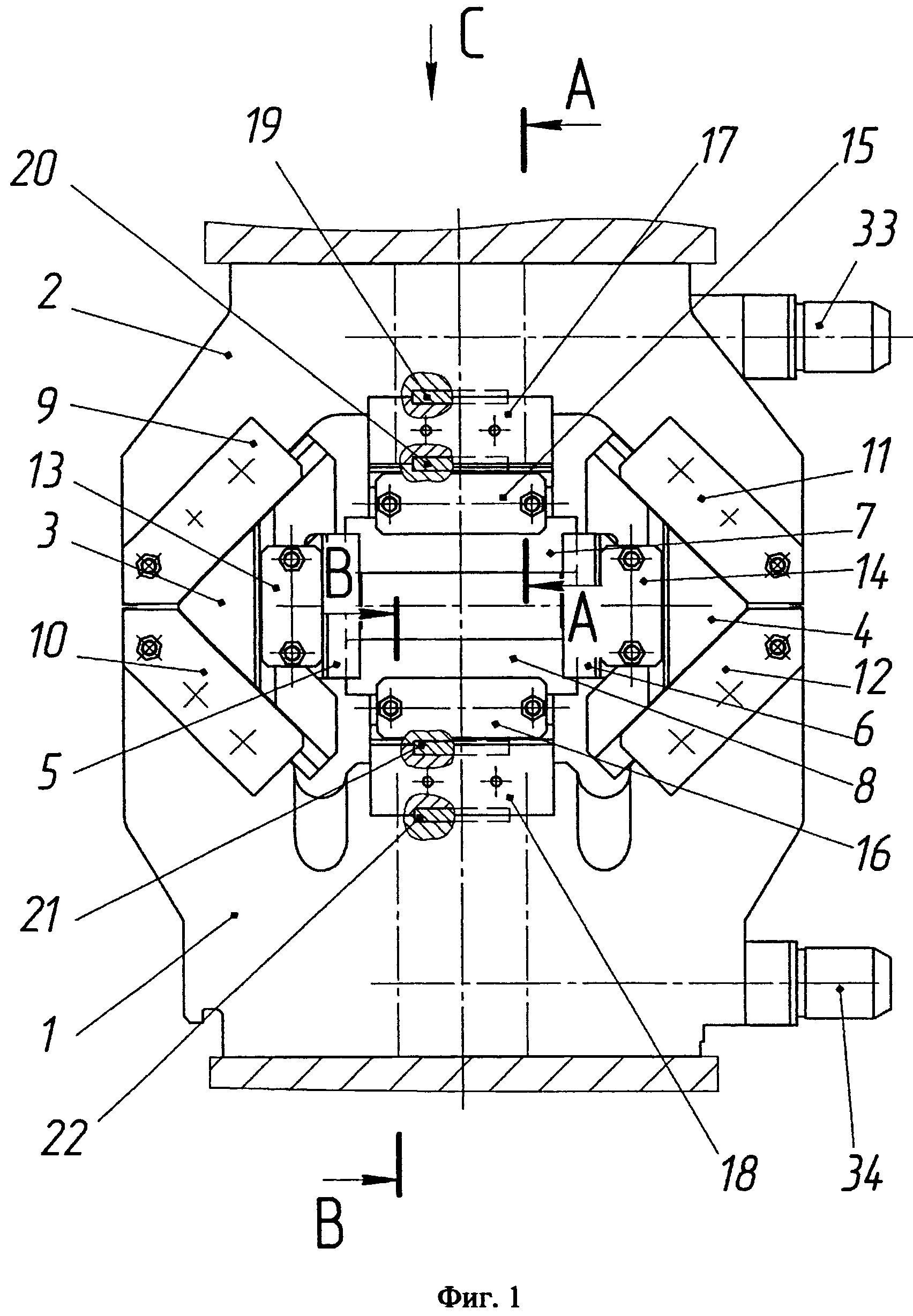
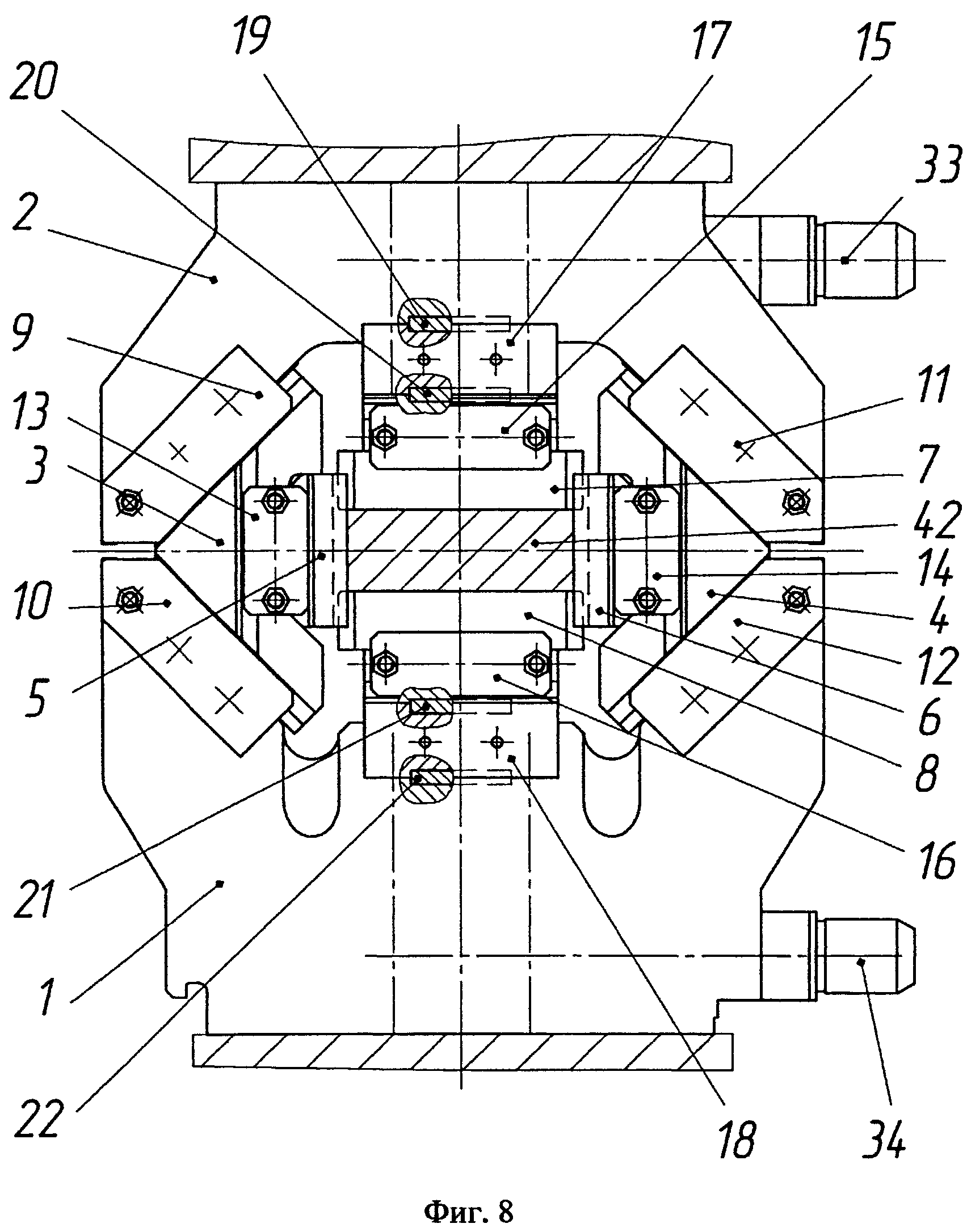
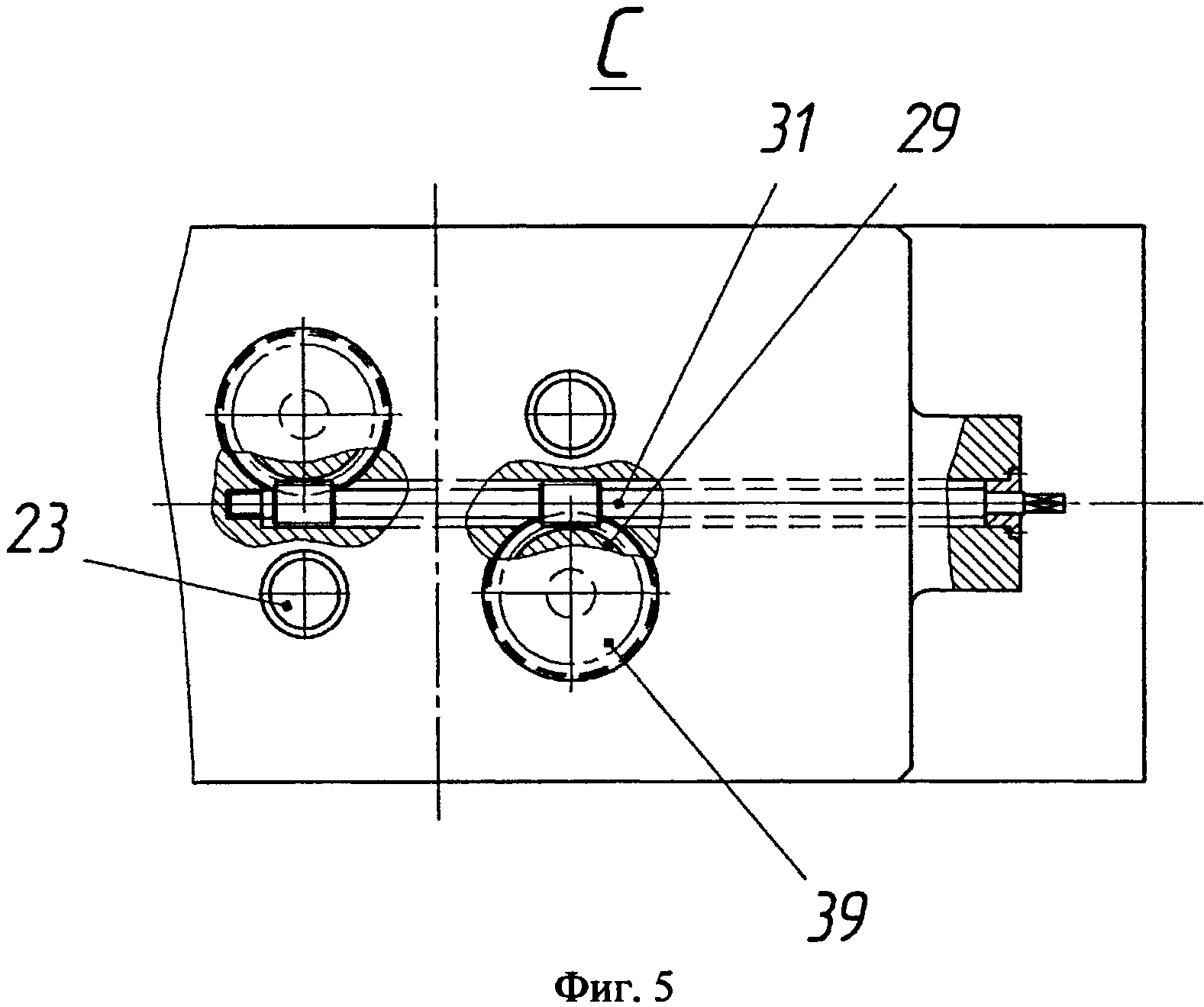
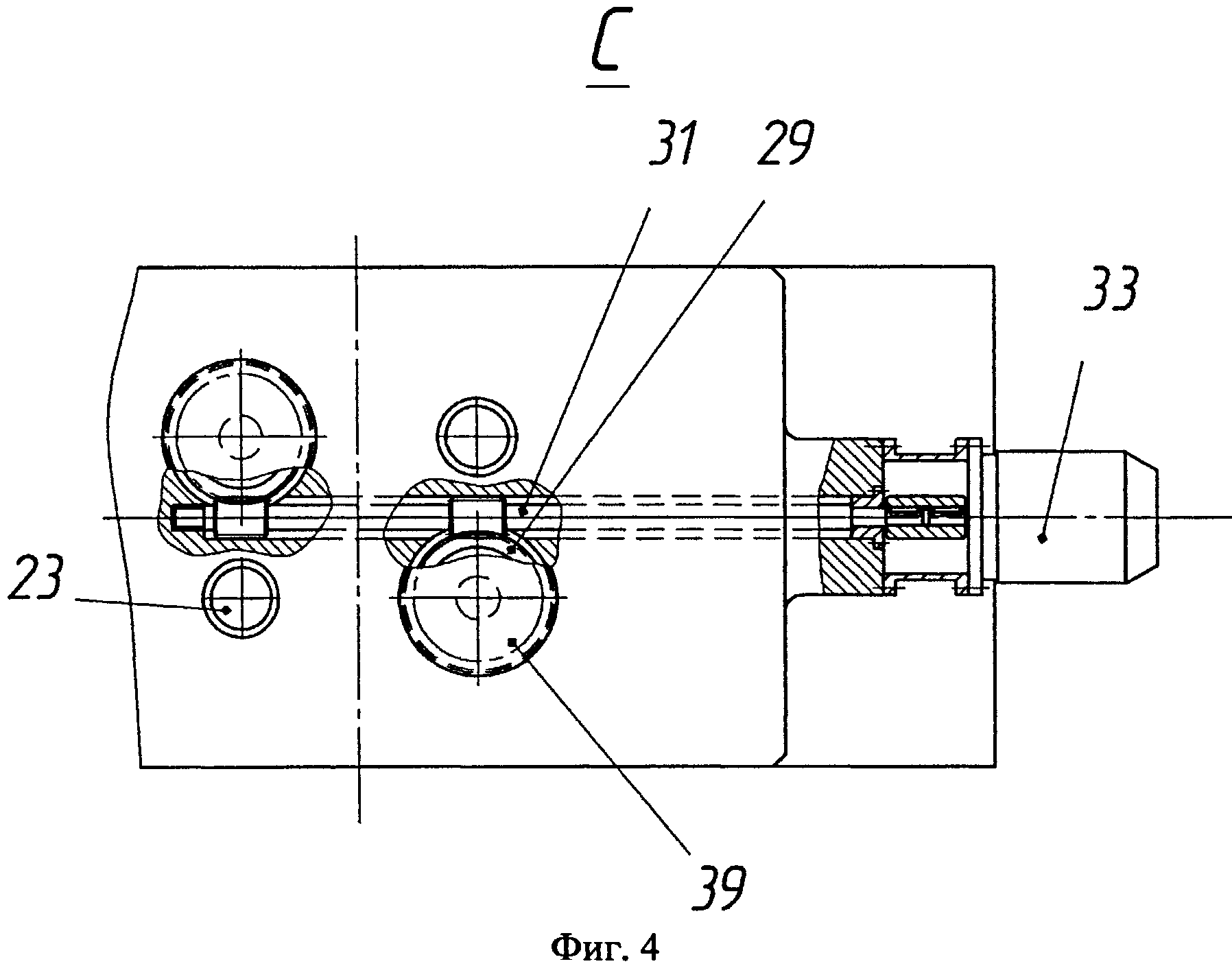
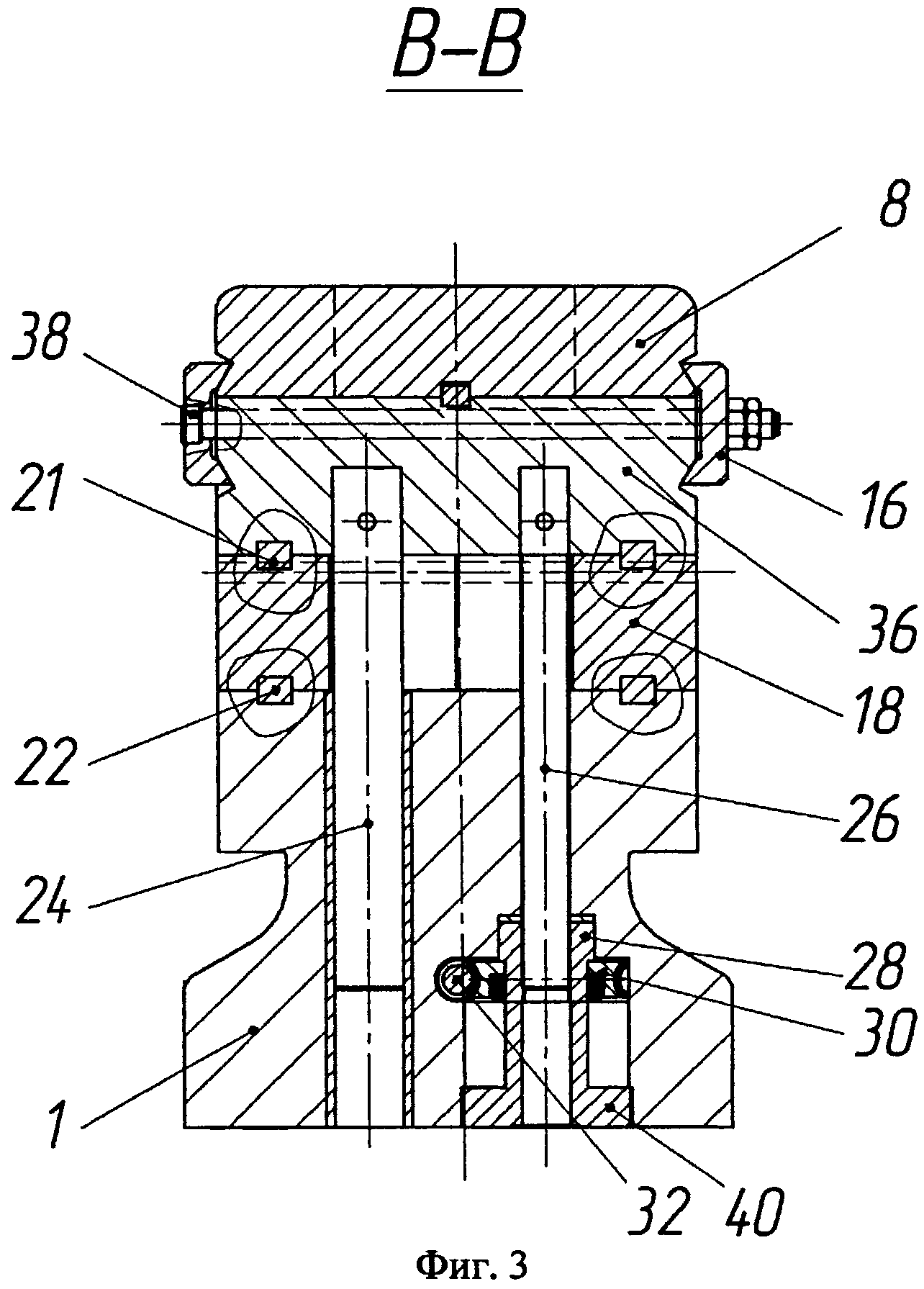
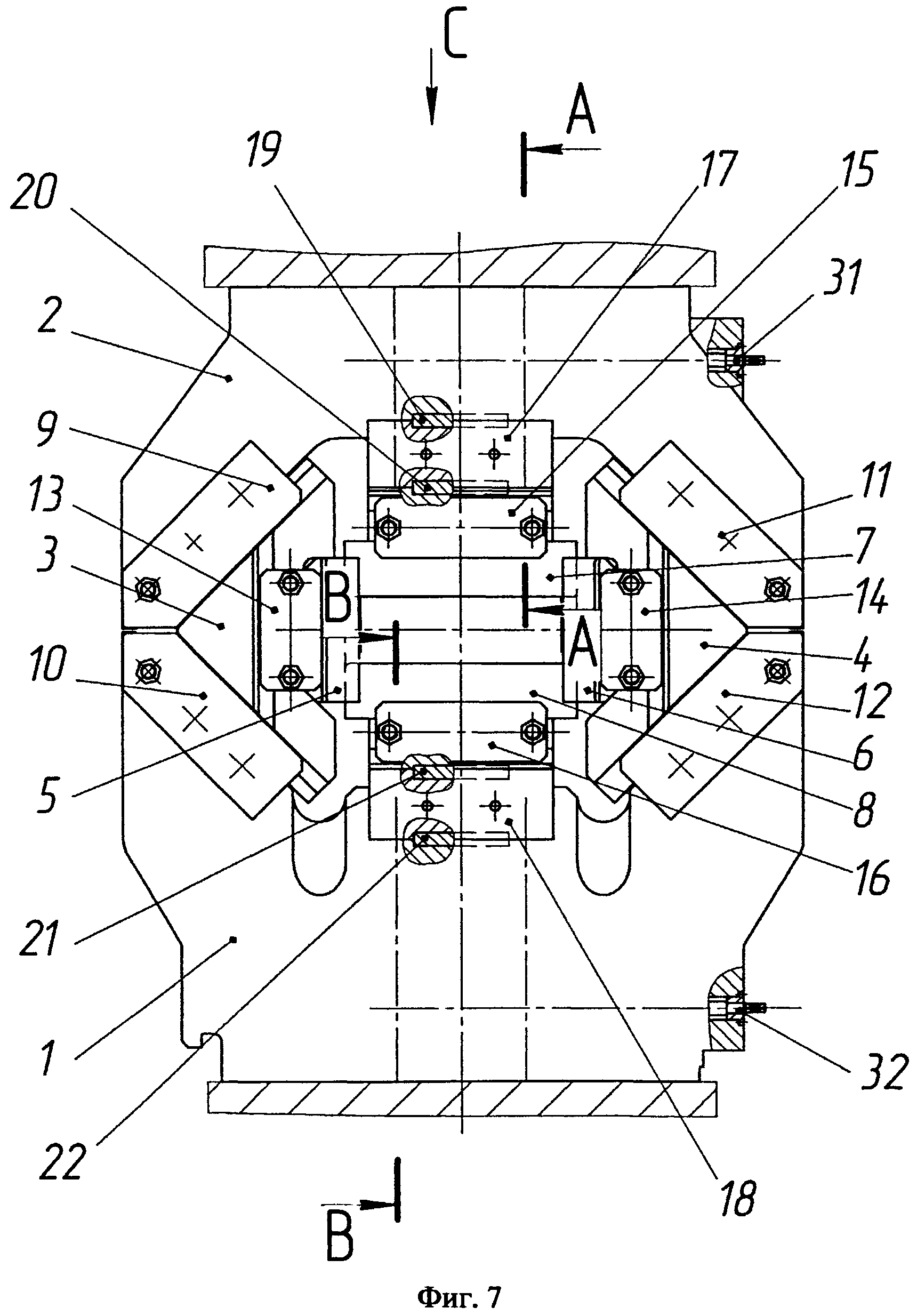
Сущность изобретения поясняется чертежами, где на фиг.1 схематически изображен вид спереди четырехбойкового ковочного устройства для ковочных прессов со сведенными бойками, оснащенное системами перемещения верхнего и нижнего бойков, с двигателями, закрепленными на держателях бойков; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез В-В на фиг.1; на фиг.4 - вид С на фиг.1 с двигателем, жестко соединенным с червячным валом; на фиг.5 - вид С на фиг.1 с выведенным из держателя бойка червячным валом для установки переносного двигателя (на чертеже не показан); на фиг.6 - вид С на фиг.1 с двигателем, жестко соединенным с валом зубчатой передачи; на фиг.7 - вид спереди четырехбойкового ковочного устройства со сведенными бойками, оснащенное системами перемещения верхнего и нижнего бойков, с выведенными из держателей бойков червячными валами для установки переносных двигателей; на фиг.8 - четырехбойковое ковочное устройство в процессе работы (показано заштрихованное поперечное сечение заготовки) с системой перемещения верхнего и нижнего бойков с двигателями, закрепленными на держателях бойков.
Четырехбойковое ковочное устройство содержит держатель 1 нижнего бойка, держатель 2 верхнего бойка с наклонными плоскостями, кинематически связанные с ними держатели 3, 4 боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей 1, 2 верхнего и нижнего бойков, и бойки 5-8. Держатели 3, 4 боковых бойков установлены с возможностью перемещения относительно держателей 1, 2 верхнего и нижнего бойков и связаны с ними посредством разводящих направляющих 9-12, обеспечивающих синхронное разведение и сведение боковых бойков 5, 6 (фиг.1, 7, 8). Пары противоположных бойков 5, 6 или 7, 8 для обеспечения их сведения имеют или по два рабочих участка, расположенных с каждой стороны от плоскости симметрии устройства, или по одному рабочему участку, выполненному с возможностью расположения между упомянутыми двумя рабочими участками бойков (на чертежах не показано). Бойки 5, 6 прикреплены к держателям 3, 4 боковых бойков, а бойки 7, 8 - к промежуточным плитам 35, 36, при помощи прижимов 13-16 и стяжных шпилек 37, 38 (фиг.1, 2, 3). Держатель 1 нижнего бойка и/или держатель 2 верхнего бойка снабжены системами перемещения бойков 7, 8 относительно держателей 1, 2 этих бойков (фиг.2, 3). Системы перемещения бойков 7, 8 относительно держателей 1, 2 этих бойков содержат червячные передачи, расположенные в держателях 1, 2 бойков, включающие червячные валы 31, 32, червячные колеса 29, 30, заглушки 39, 40, гайки 27, 28, винты 25, 26, направляющие колонки 23, 24, а также регулировочные пластины 17, 18 и шпонки 19, 20, 21, 22, расположенные между держателем 1 нижнего бойка и промежуточной плитой 36 и держателем 2 верхнего бойка и промежуточной плитой 35 (фиг.2, 3). Винты 25, 26 и направляющие колонки 23, 24 установлены, с одной стороны, в промежуточных плитах 35, 36, а с другой - в держателях 1, 2 бойков, с возможностью перемещения промежуточных плит вдоль вертикальной оси устройства. Червячные колеса 29, 30 жестко соединены посредством гаек 27, 28 с винтами 25, 26 и входят в зацепление с червячными валами 31, 32.
Привод системы перемещения бойков 7, 8 относительно держателей 1, 2 этих бойков осуществляется двигателями 33, 34, входящими в зацепление с червячными валами 31, 32 (фиг.1, 4, 7, 8). Привод червячных валов 31, 32 системы перемещения бойков также может осуществляться при помощи переносных двигателей (не показаны) (фиг.5, 7) и при помощи жестко закрепленных двигателей 33, 34, входящих в зацепление с червячными валами 31, 32 через зубчатую передачу 41 (фиг.1, 6) или любую другую механическую передачу.
Четырехбойковое ковочное устройство для ковочных прессов может быть оснащено системами перемещения как одного нижнего или верхнего бойка, так и одновременно нижнего и верхнего бойков относительно их держателей бойков.
Двигатели 33, 34, расположенные на держателях бойков 1, 2, обеспечивают перемещение бойков 7, 8 относительно их держателей на определенную величину, зависящую от толщины и количества регулировочных пластин 17, 18, что позволяет формировать заготовку прямоугольного поперечного сечения с разными размерами на каждом проходе (фиг.2, 3).
Наибольшими технологическими возможностями изменения закрытой высоты бойков обладает конструкция четырехбойкового ковочного устройства, у которой нижний и верхний бойки оснащены системами перемещения относительно их держателей бойков (фиг.1).
Однако и четырехбойковые ковочные устройства, у которых один боек оснащен системой перемещения бойка относительно своего держателя, также позволяют получать поковки прямоугольного поперечного сечения в определенном диапазоне размеров, несколько меньшем, чем устройство, у которого два бойка (верхний и нижний) оснащены этими системами.
Работа четырехбойкового ковочного устройства осуществляется следующим образом.
Четырехбойковое ковочное устройство устанавливают в рабочую зону ковочного пресса. При этом держатель 1 нижнего бойка 8 жестко закрепляют на нижней плите пресса, а держатель 2 верхнего бойка 7 жестко прикреплен к верхней плите, установленной на подвижной траверсе пресса. Для изменения высоты бойков 7, 8 системой их перемещения четырехбойковое ковочное устройство раскрывают на необходимый размер за счет движения вверх держателя 1 верхнего бойка с помощью подвижной траверсы пресса. Изменение закрытой высоты бойков 7, 8 осуществляют приведением в действие червячных валов 31, 32 с помощью стационарных двигателей 33, 34 или переносных двигателей (не показаны) (фиг.1, 2, 3, 8). Крутящий момент, передаваемый от червячных валов 31, 32 к червячным колесам 29, 30 с жестко закрепленными гайками 27, 28, вращает винты 25, 26, которые зафиксированы в промежуточных плитах 35, 36. Вращением винтовых пар 25, 27 и 26, 28 осуществляется перемещение промежуточных плит 35, 36 с закрепленными бойками 7, 8 вдоль вертикальной оси устройства по направляющим колонкам 23, 24. Величина перемещения промежуточных плит зависит от размера регулировочных пластин 17, 18, необходимых для получения поковки прямоугольного сечения определенного размера. После отсоединения промежуточных плит 35, 36 от держателей нижнего и верхнего бойков в образовавшиеся зазоры устанавливают регулировочные пластины 17, 18 и шпонки 19-22. Установив пластины 17, 18, реверсивным вращением двигателей 33, 34 или переносных двигателей, приводят во вращение винты 25, 26, перемещающие в обратном направлении промежуточные плиты 35, 36 до плотного соединения их через регулировочные пластины 17, 18 с держателем 1 нижнего бойка и держателем 2 верхнего бойка.
После того, как бойки займут заданное технологическое положение в четырехбойковом ковочном устройстве (определенную закрытую высоту бойков), устройство раскрывают на необходимый размер за счет движения вверх держателя 2 верхнего бойка с помощью подвижной траверсы пресса. При перемещении вверх держателя 2 вместе с ним перемещается и верхний боек 7, и одновременно держатель 2 с помощью разводящих направляющих 9-12 разводит держатели 3,4 вместе с боковыми бойками 5, 6, открывая рабочее пространство устройства. После того, как бойки разведены, манипулятором (не показан) подают заготовку в рабочее пространство. Затем включают рабочий ход пресса, при котором его подвижная траверса перемещает вниз держатель 2 вместе с верхним бойком 7 в направлении к заготовке 42. Держатель 2 верхнего бойка через наклонные плоскости воздействует на наклонные плоскости держателей 3, 4 боковых бойков, которые за счет этого движутся вместе с боковыми бойками 5, 6 в радиальных направлениях и к нижнему бойку 8 и начинают одновременно обжимать заготовку 42. При обжатии заготовки усилия от бойков 7, 8 передаются через регулировочные пластины 17, 18 на держатели верхнего и нижнего бойков, не воздействуя при этом на системы перемещения бойков. После окончания обжатия заготовки подвижная траверса пресса вместе с держателем 2 и верхним бойком 7 перемещается вверх. Разводящие направляющие 9-12 при этом перемещают вверх и в стороны держатели 3, 4 вместе с боковыми бойками 5, 6, открывая тем самым рабочее пространство ковочного устройства для продольного перемещения заготовки. После этого цикл обжатия повторяется.
При переходе на другое поперечное сечение заготовки четырехбойковое ковочное устройство раскрывают на необходимый размер за счет движения вверх держателя 1 верхнего бойка с помощью подвижной траверсы пресса для изменения высоты бойков 7, 8 системой их перемещения. При этом также, как и при установке регулировочных пластин, приводят в движение систему перемещения бойков 7, 8 с помощью стационарных двигателей 33, 34 или переносных двигателей (не показаны) и производят замену регулировочных пластин 17, 18 на пластины с другими размерами по высоте, которые обеспечат получение поковки прямоугольного поперечного сечения также с другими размерами по высоте.
Такая конструкция устройства значительно проще конструкции, принятой в качестве прототипа, имеет значительно меньшие габариты для ковки аналогичных заготовок, а также позволяет повысить надежность и безопасность при работе.
Способ изготовления поковок с мелкозернистой структурой
Ковочный молот для кузнечной протяжки заготовок
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления полых поковок и ковочный комплекс для его осуществления
Способ изготовления прецизионных труб и радиально-ковочная машина для его осуществления
Устройство для переноса заготовок по ручьям штампа с вертикальным разъемом матриц
Четырехбойковое ковочное устройство
Способ производства заготовок на прокатных станах
Четырехбойковое ковочное устройство
Способ изготовления поковок
Способ изготовления поковок с мелкозернистой структурой
Ковочный молот для кузнечной протяжки заготовок
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления полых поковок и ковочный комплекс для его осуществления
Способ изготовления прецизионных труб и радиально-ковочная машина для его осуществления
Устройство для переноса заготовок по ручьям штампа с вертикальным разъемом матриц
Четырехбойковое ковочное устройство
Способ производства заготовок на прокатных станах
Четырехбойковое ковочное устройство
Способ изготовления поковок

