Результат интеллектуальной деятельности: ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к четырехбойковым ковочным устройствам, и может быть использовано при ковке слитков и заготовок на ковочных прессах в машиностроительной и металлургической промышленности.
Известно четырехбойковое ковочное устройство, содержащее держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, и четыре бойка, прикрепленные к соответствующим держателям бойков с помощью П-образных прижимов и проходящих сквозь держатели бойков крепежных деталей, например шпилек (RU 2283718 C2, МПК (2006.01) B21J 7/16, 13/04, оп. 20.09.2006).
Недостатком известного устройства является то, что при замене бойков перед их отсоединением от держателей необходимо сначала снять прижимы с бойков и держателей, предварительно сняв крепежные детали.
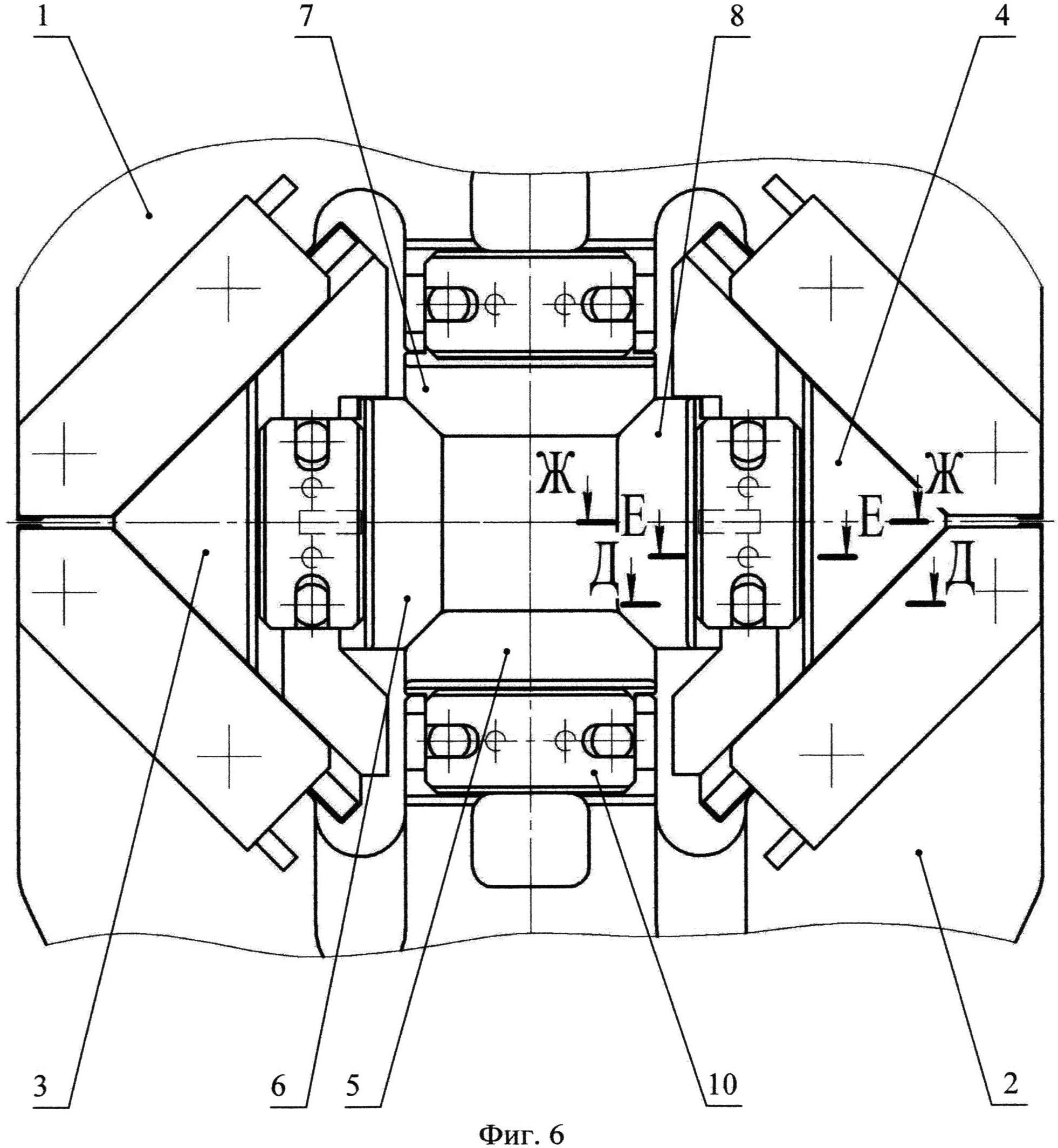
Наиболее близким аналогом заявляемого устройства, выбранным в качестве прототипа, является четырехбойковое ковочное устройство, содержащее держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, и четыре бойка, прикрепленные к соответствующим держателям бойков с помощью П-образных прижимов и проходящих сквозь держатели бойков стяжных шпилек. При этом прижимы своими выступами входят в пазы, выполненные в держателях и бойках (RU 2282517 C2, МПК (2006.01) B21J 1/04, 13/00, 7/16, оп. 27.08.2006, фиг.6).
В известном ковочном устройстве обеспечивается надежное крепление бойков к держателям, однако недостатком известного устройства то, что при необходимости замены бойков требуется выполнение ряда операций, связанных со снятием шпилек и прижимов с устройства и их последующей установкой на заменяющие бойки, что приводит к высокой трудоемкости операции замены бойков и потере времени в технологическом процессе. Кроме того, конструкция известного устройства не обеспечивает возможность одновременной замены сразу всех четырех бойков.
В основу изобретения поставлена задача усовершенствования четырехбойкового ковочного устройства, в котором путем конструктивных изменений обеспечивается возможность отсоединения бойков от соответствующих держателей без снятия прижимов с устройства, что приводит к упрощению процесса замены бойков и, как следствие, снижению времени на его осуществление, в результате чего достигается повышение производительности работы устройства. Кроме того, возможна одновременная замена сразу всех четырех бойков.
Поставленная задача решается тем, что в четырехбойковом ковочном устройстве, содержащем держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, и четыре бойка, прикрепленные к соответствующим держателям бойков с помощью прижимов, при этом в бойках выполнены пазы для захода прижимов, а в держателях боковых бойков - углубления для фиксации бойков, новым является то, что прижимы выполнены с возможностью присоединения к бойкам и отсоединения от них с помощью упругих элементов, предпочтительно пружин, установленных в выполненные в держателях бойков отверстия, при этом прижимы выполнены с возможностью при отсоединении от бойков удерживаться или на держателях бойков, или на проходящих сквозь них стяжных шпильках, а на поверхности прижимов со стороны держателей боковых бойков выполнена по меньшей мере одна шпонка, а в соответствующем месте на поверхности боковых бойков и держателей боковых бойков выполнен по меньшей мере один паз.
Поставленная задача решается также тем, что прижимы выполнены Г-образными с возможностью поворота вместе с осью, установленной в проушинах, закрепленных на держателе и прижатых к хвостовым частям прижима, в прижиме между частью, входящей в паз, и осью установлен в отверстие винт, выполненный с возможностью его частичного выхода из отверстия, а указанные пружины установлены с возможностью взаимодействия с хвостовыми частями прижима.
Поставленная задача решается также тем, что прижимы выполнены П-образными с возможностью захода в пазы, выполненные в бойках и держателях бойков, и выхода из пазов с помощью установленных на шпильках гаек и указанных пружин.
Поставленная задача решается также тем, что в углах бойков со стороны держателей выполнены скосы, предпочтительно параллельные наклонной поверхности частей Г-образных прижимов, входящих в пазы.
Поставленная задача решается также тем, что бойки выполнены с возможностью жесткого соединения между собой в сведенном до соприкосновения друг с другом положении с помощью П-образных стяжек, установленных в отверстия, выполненные на боковых поверхностях бойков.
Поставленная задача решается также тем, что нижние стенки углублений в держателях боковых бойков наклонены в сторону держателя нижнего бойка под углом не менее 45°.
Между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом существует следующая причинно-следственная связь.
Конструктивные изменения, а именно:
- выполнение прижимов с возможностью присоединения к бойкам и отсоединения от них с помощью упругих элементов, предпочтительно пружин, установленных в выполненные в держателях бойков отверстия;
- выполнение прижимов с возможностью при отсоединении от бойков удерживаться или на держателях бойков, или на проходящих сквозь них стяжных шпильках;
- выполнение на поверхности прижимов со стороны держателей боковых бойков по меньшей мере одной шпонки, а в соответствующем месте на поверхности боковых бойков и держателей боковых бойков по меньшей мере одного паза;
в совокупности с известными признаками заявляемого изобретения, обеспечивают при необходимости замены бойков быстрое отсоединение бойков от соответствующих держателей за счет быстрого выхода прижимов из пазов в бойках и снятия бойков с держателей без снятия самих прижимов и крепежных деталей вследствие того, что прижимы выполнены или откидными и закрепленными на держателях бойков, или удерживаемыми на некотором расстоянии от держателей, а также за счет центрирования и удерживания прижимов на боковых бойках и их держателях с помощью соединения шпонка-паз. Таким образом, в отличие от прототипа операции по отсоединению и снятию крепежных деталей и прижимов, причем одновременно с двух сторон держателей, и выведению их из рабочего пространства устройства, а при закреплении заменяющих бойков операции по установке прижимов и крепежных деталей, не производятся, что приводит к упрощению процесса замены бойков и снижению времени на проведении этой операции, а это способствует повышению производительности работы устройства.
Кроме того, выполнение прижимов Г-образными, с возможностью поворота вместе с осью, установленной в проушинах, закрепленных на держателе и прижатых к хвостовым частям прижима, установление в прижиме между частью, входящей в паз, и осью в отверстие винта, выполненного с возможностью его частичного выхода из отверстия, и установление указанных пружин с возможностью взаимодействия с хвостовыми частями прижима, обеспечивает выполнение прижимов откидными с закреплением на держателях и без необходимости их снятия при отсоединении от бойков. При этом быстрый выход прижима из паза в бойке происходит за счет упора винта в держатель при его выходе из отверстия и поворота, вследствие этого, прижима вокруг оси с одновременным сжатием пружин, а быстрый заход прижима в паз в бойке и, соответственно, быстрое присоединение бойка к держателю, осуществляется за счет захода винта в отверстие и поворота прижима вокруг оси уже в противоположном направлении, вследствие разжатия пружин. В результате упрощается замена бойков и снижается время на проведение этой операции. Кроме того, прижатие проушин к хвостовым частям препятствует смещению прижимов относительно проушин, закрепленных на держателях боковых бойков.
А выполнение прижимов П-образными с возможностью захода в пазы, выполненные в бойках и держателях бойков, и их выхода с помощью установленных на шпильках гаек и указанных пружин обеспечивает быстрый заход прижимов в пазы и, соответственно, быстрое присоединение бойков к держателям за счет закручивания гайки с одной стороны шпильки, прижатия прижимов к бойкам и держателям и сжатия при этом пружин, а выход из пазов и, соответственно, быстрое отсоединение бойков от держателей - за счет разжатия пружин при раскрученной гайке. Быстрое отсоединение бойков от держателей обеспечивается также отсутствием необходимости снятия и выведения из рабочего пространства устройства прижимов, которые остаются висеть на шпильке. В результате также упрощается замена бойков и снижается время на проведение этой операции.
Выполнение в углах бойков со стороны держателей скосов, предпочтительно параллельных верхней наклонной поверхности частей Г-образных прижимов, входящих в пазы, обеспечивает при установке бойков в случае расположения прижимов вдоль держателей бойков при разжатых пружинах возможность защелкивания прижимов за счет давления скошенных углов бойков на поверхность частей, входящих в пазы, их некоторое отклонение и сжатие пружин вследствие этого и последующий заход в пазы бойков за счет разжатия пружин. Такой вариант ускоряет процесс присоединения бойков к держателям.
Выполнение бойков с возможностью жесткого соединения между собой в сведенном до соприкосновения друг с другом положении с помощью П-образных стяжек, установленных в отверстия, выполненные на боковых поверхностях бойков, обеспечивает получение единой конструкции из соединенных между собой бойков, установленной на держателе нижнего бойка, с отсоединенными и разведенными держателями верхнего и боковых бойков и с удерживаемыми на держателях или на некотором расстоянии от них прижимами, с возможностью захвата этой единой конструкции и выведения из рабочего пространства устройства, что приводит к возможности одновременной замены сразу четырех бойков, что также упрощает и ускоряет процесс замены бойков.
При этом наклон нижних стенок углублений в держателях боковых бойков в сторону держателя нижнего бойка под углом не менее 45° обеспечивает возможность разведения/сведения держателей при их отсоединении/присоединении к единой конструкции из соединенных между собой бойков за счет того, что скосы позволяют боковым бойкам двигаться вверх и в стороны и в обратном направлении, без чего невозможна одновременная замена четырех бойков.
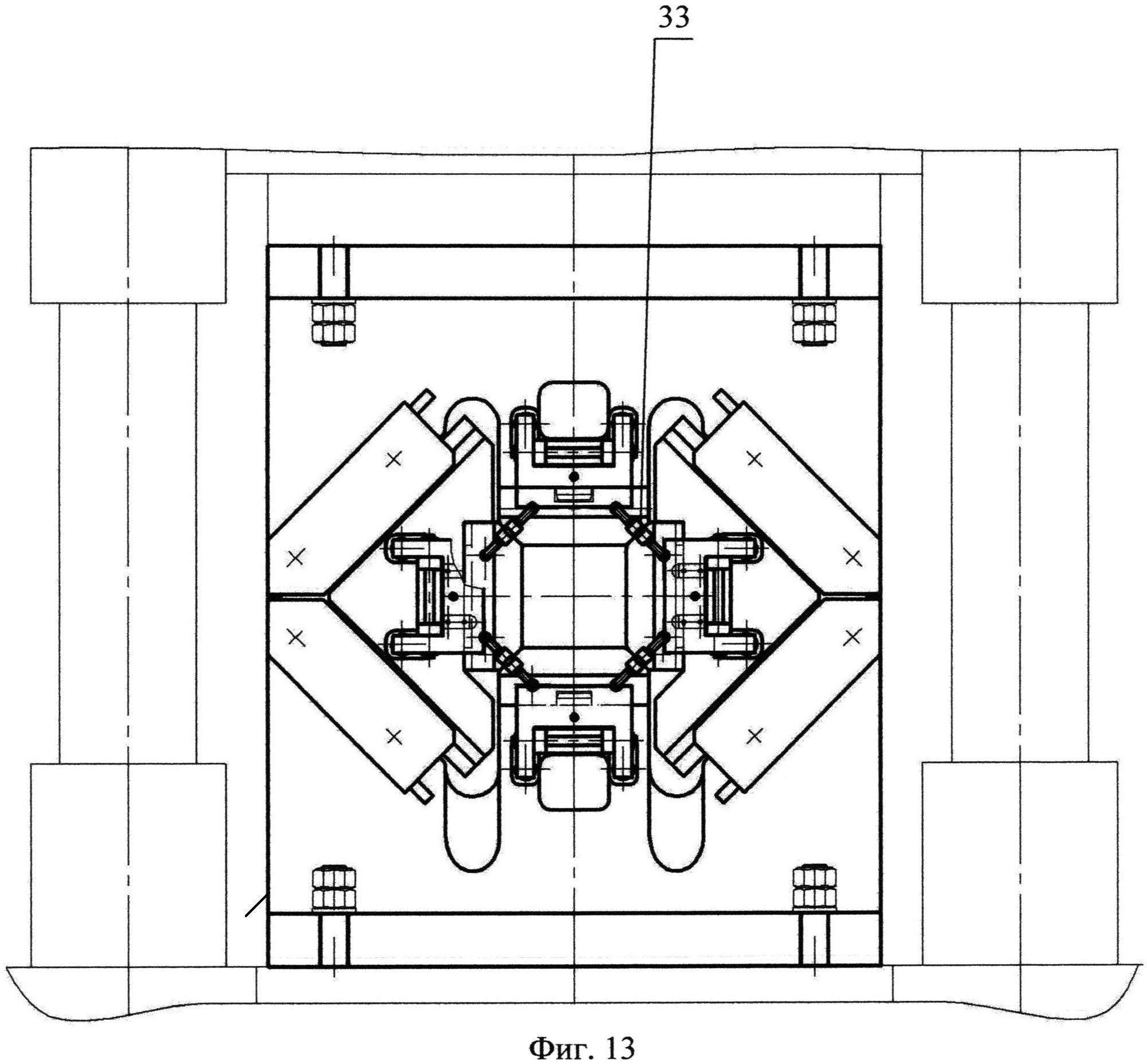
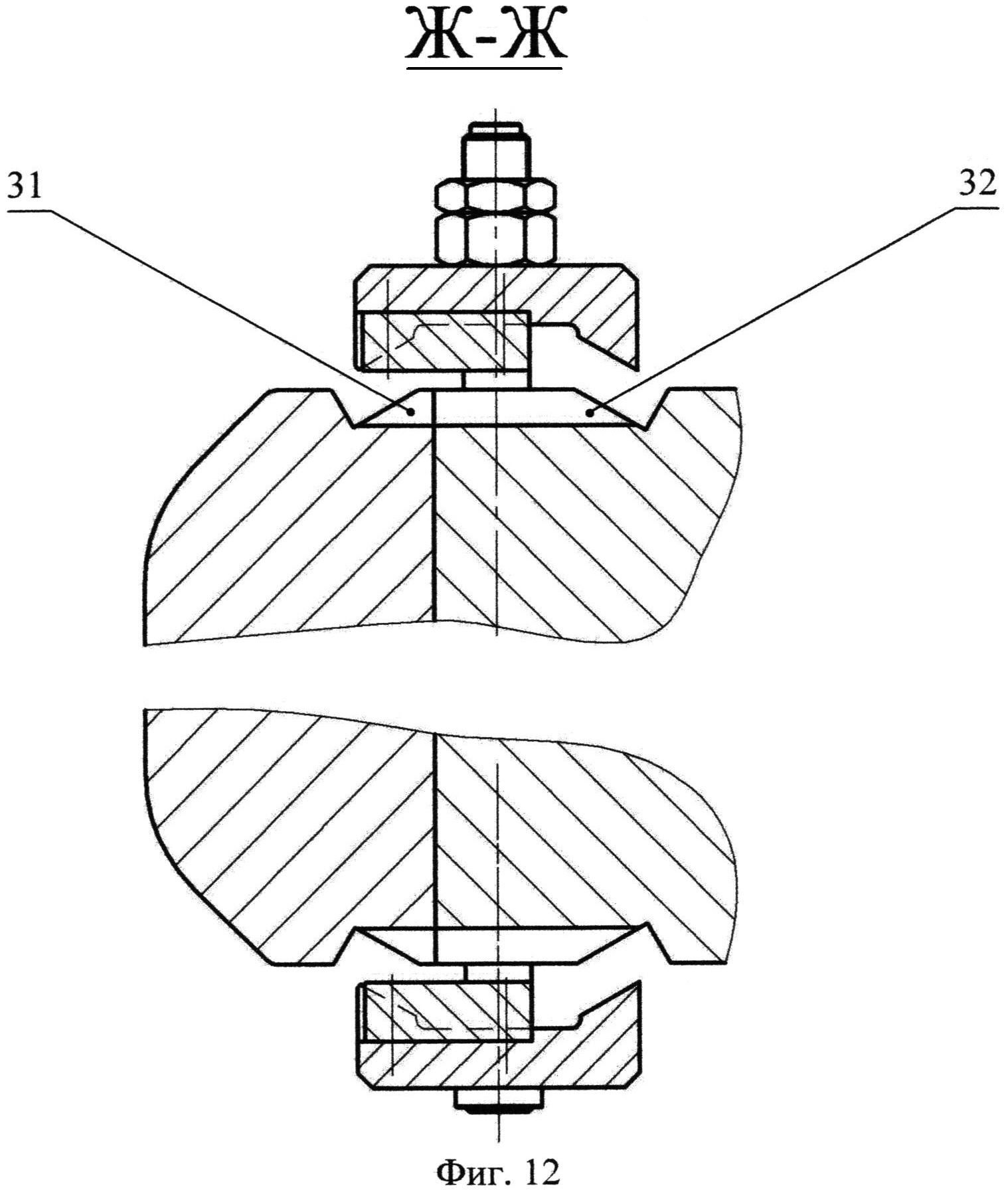
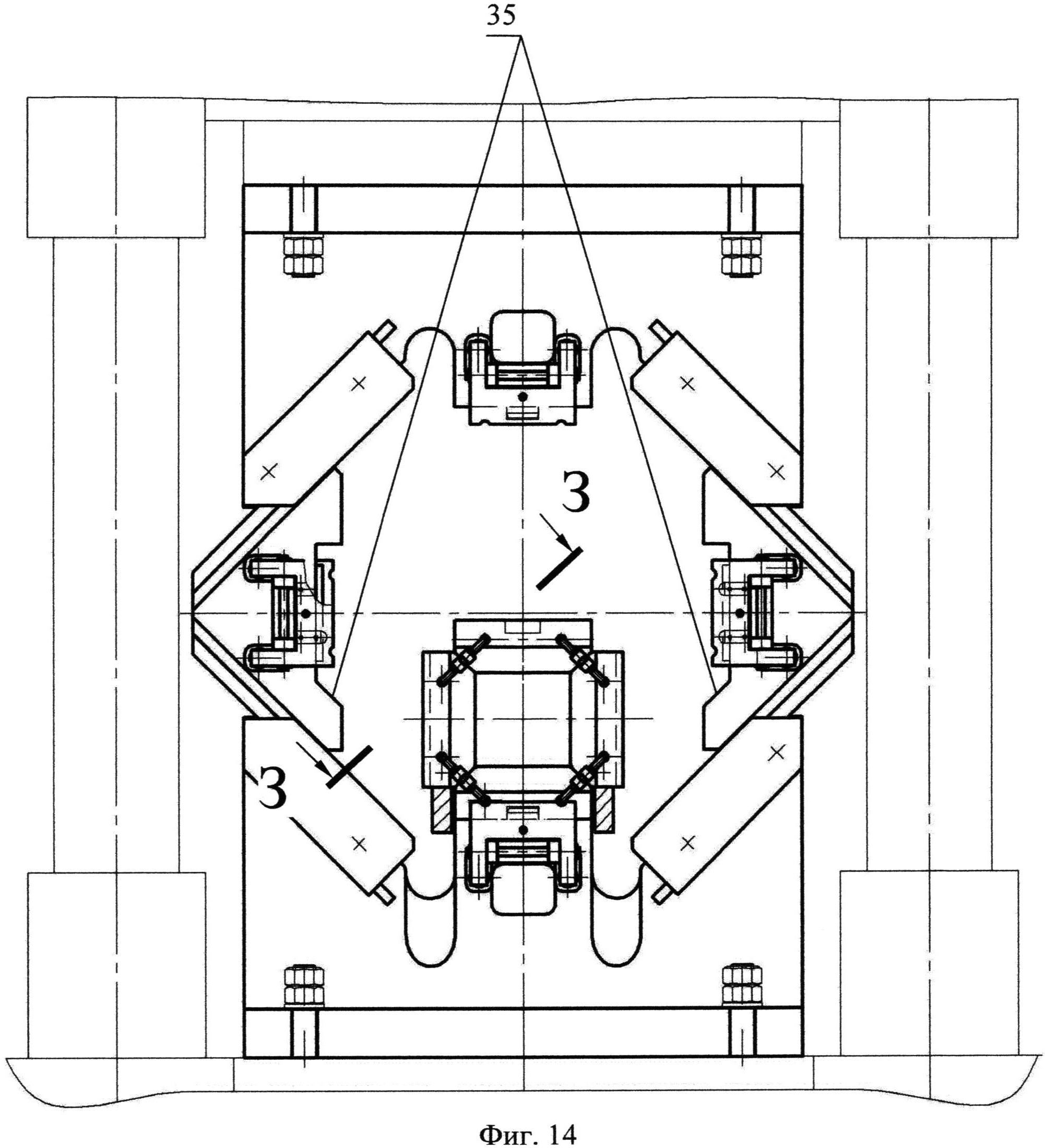
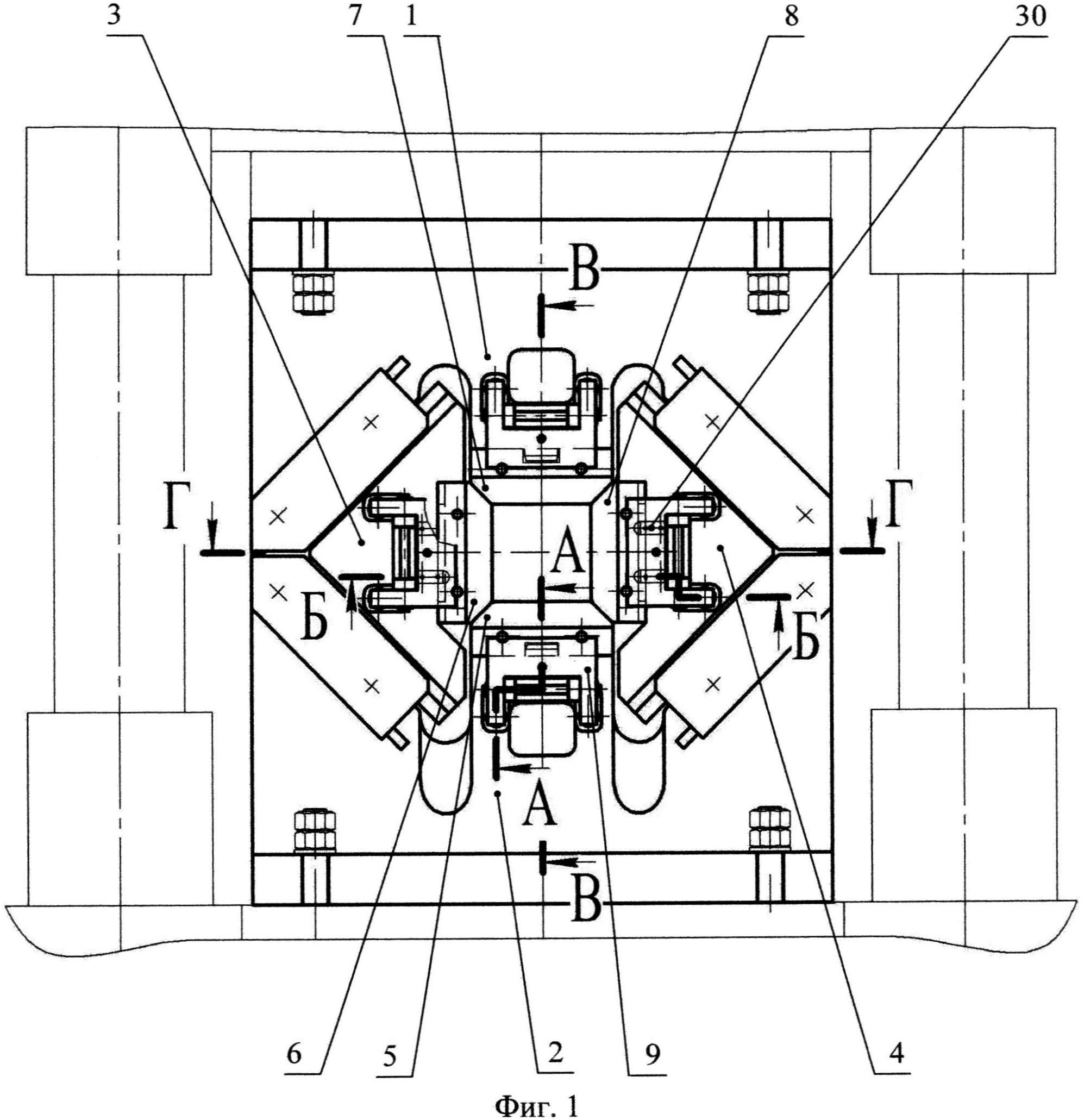
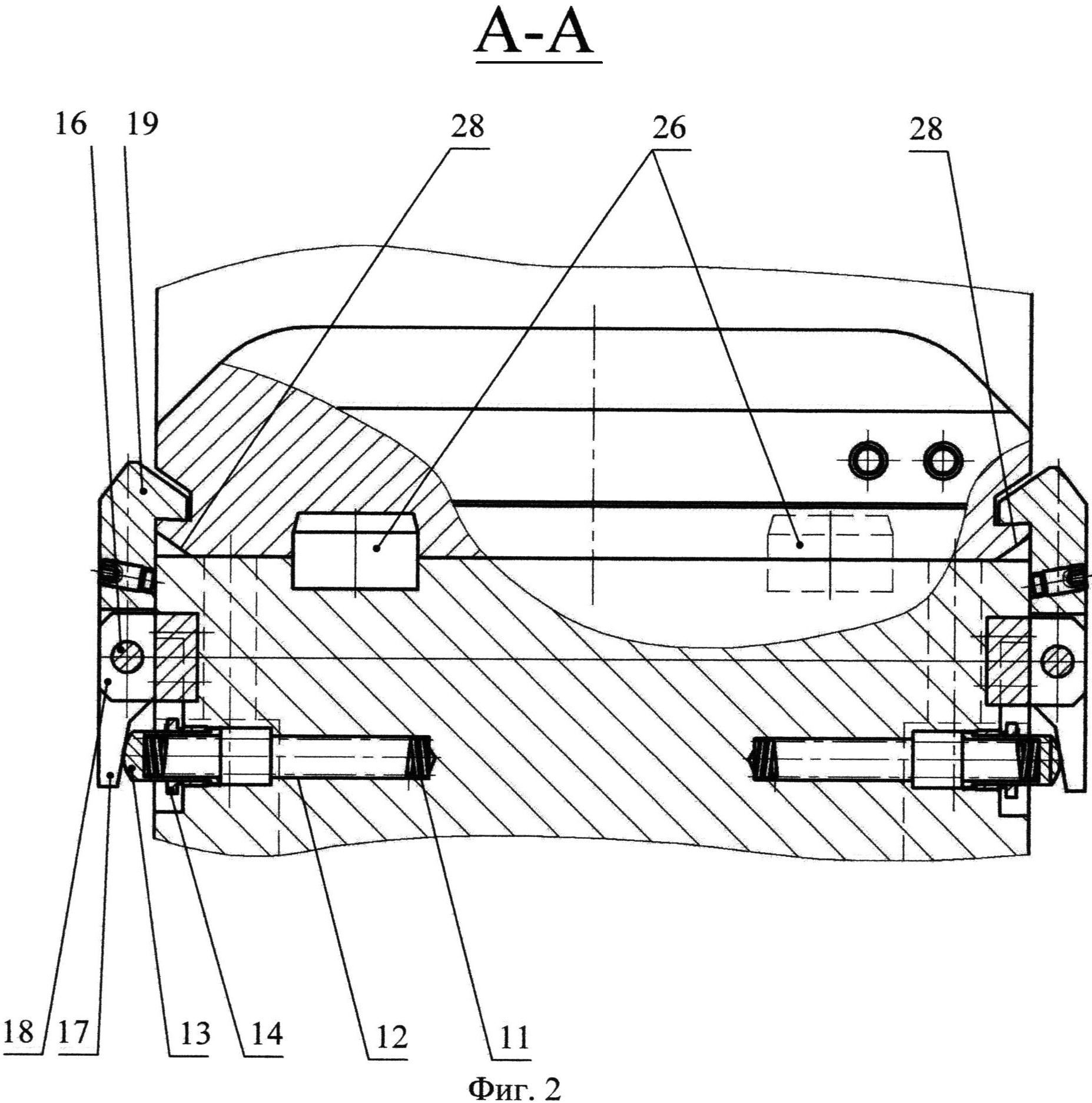
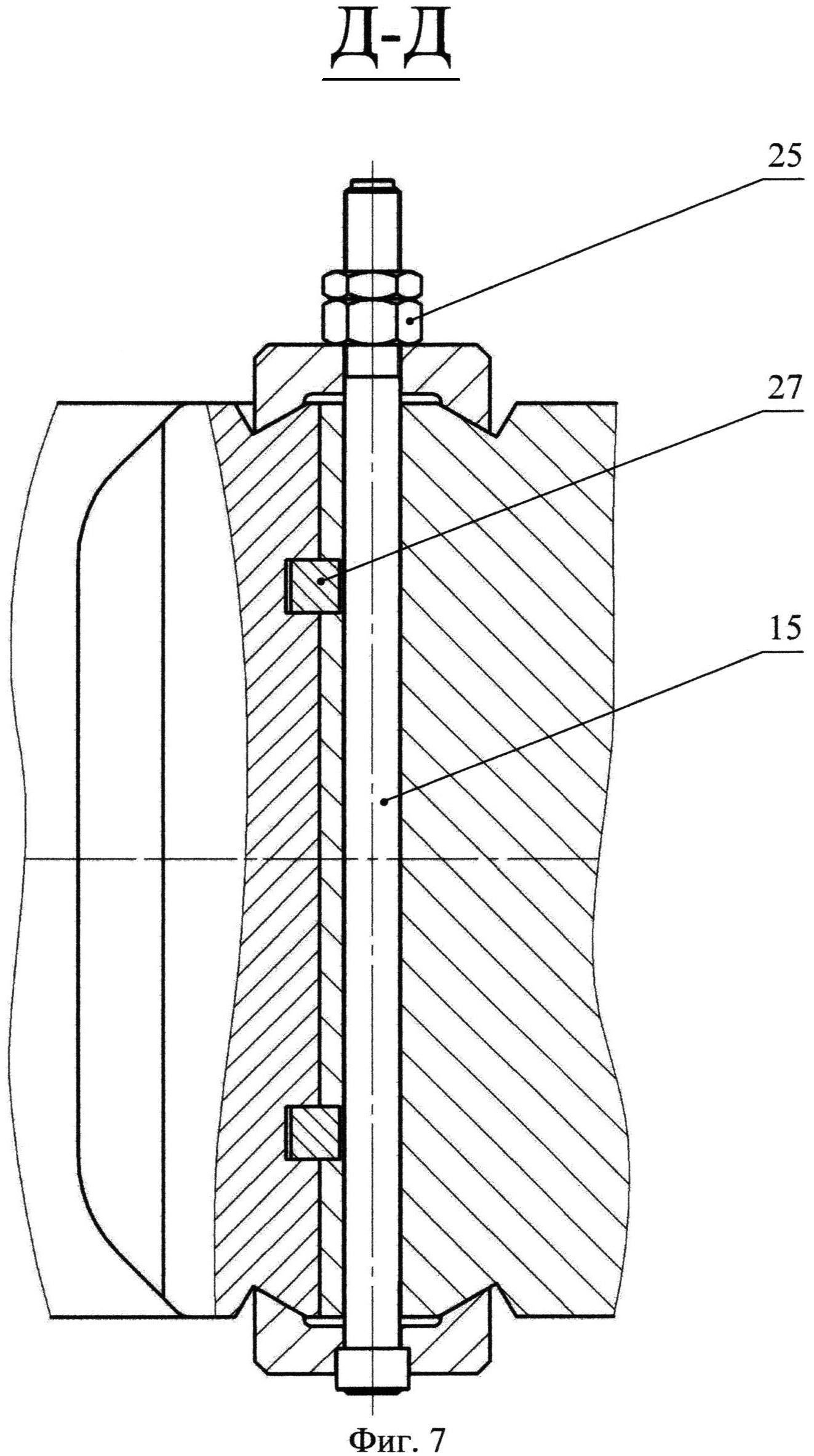
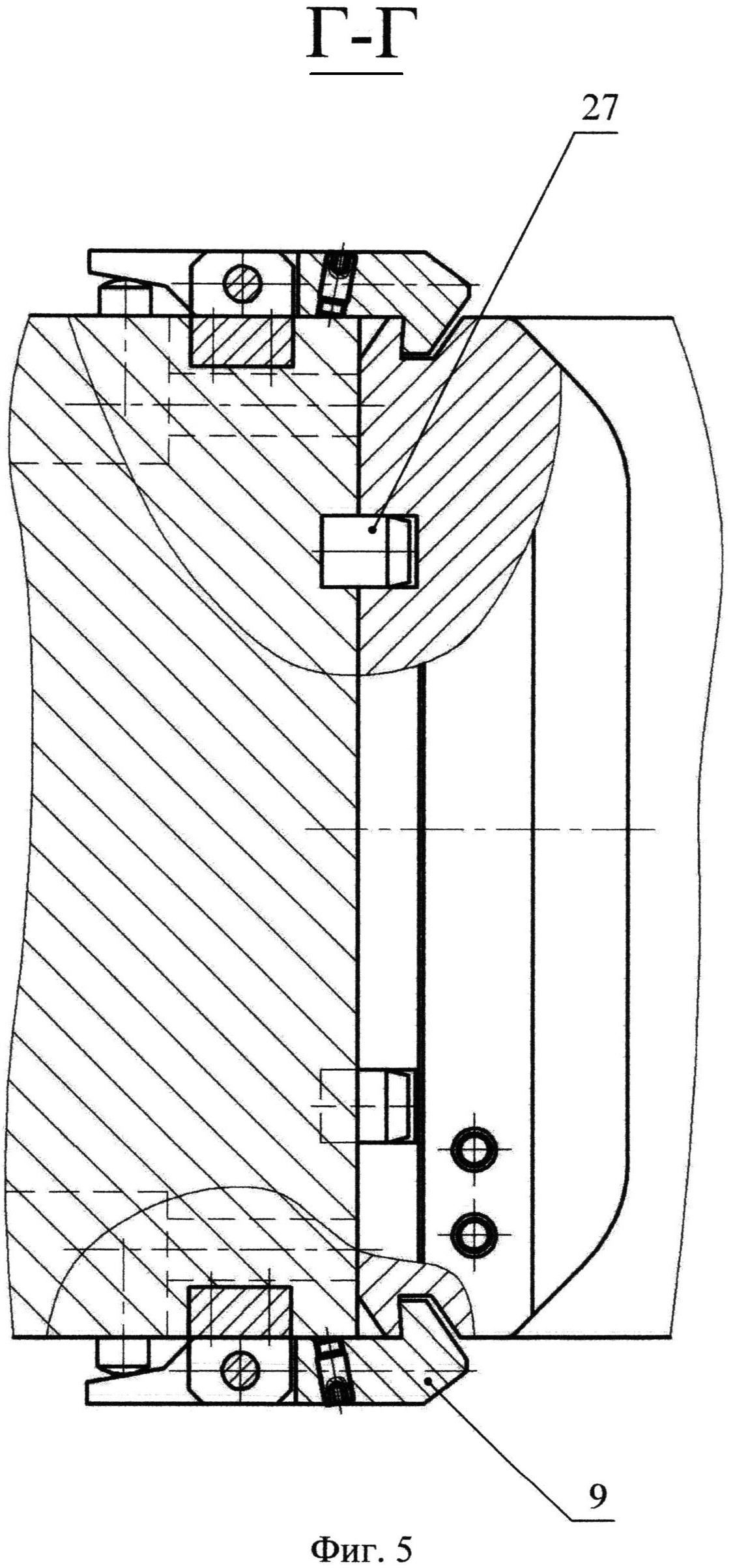
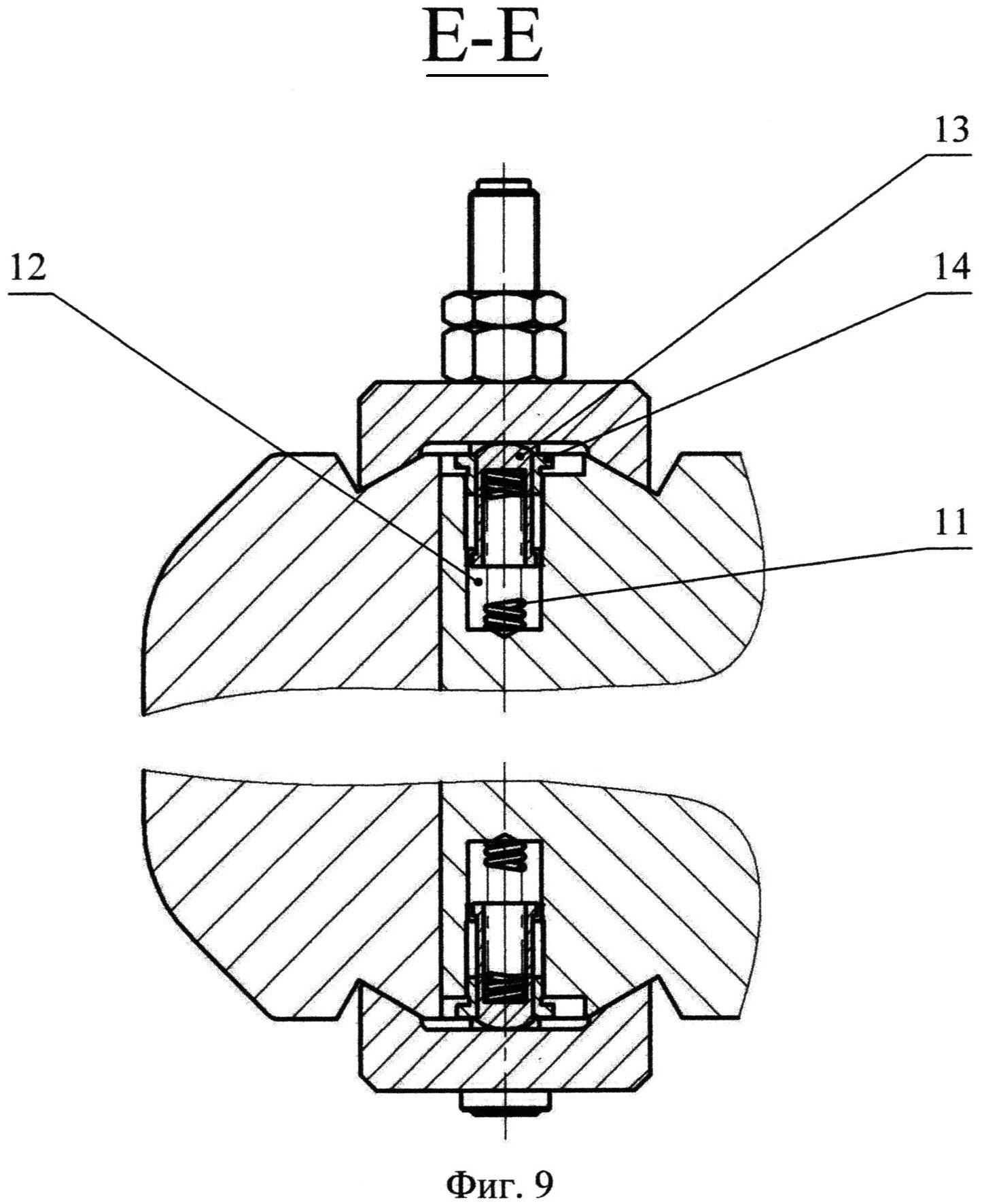
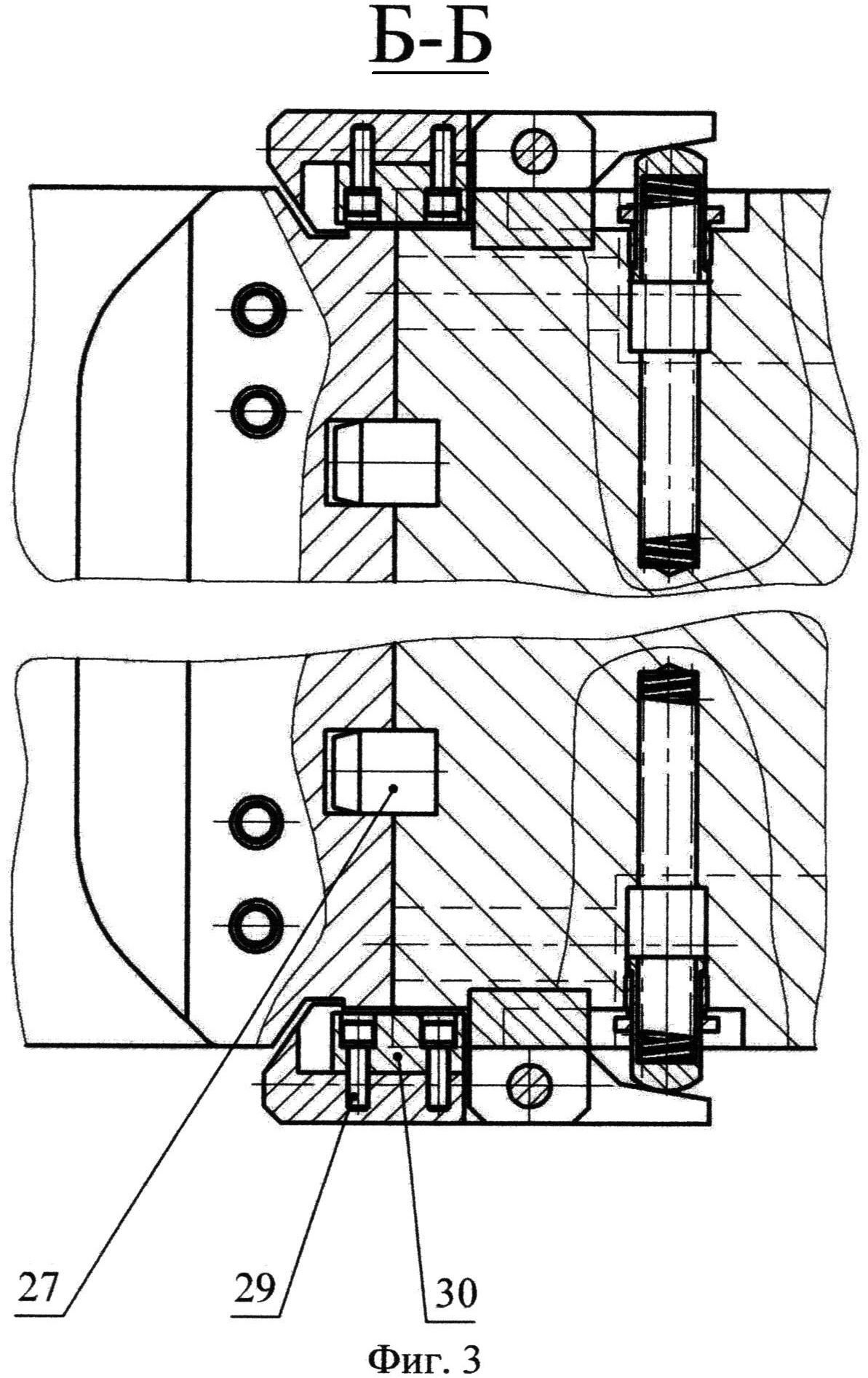
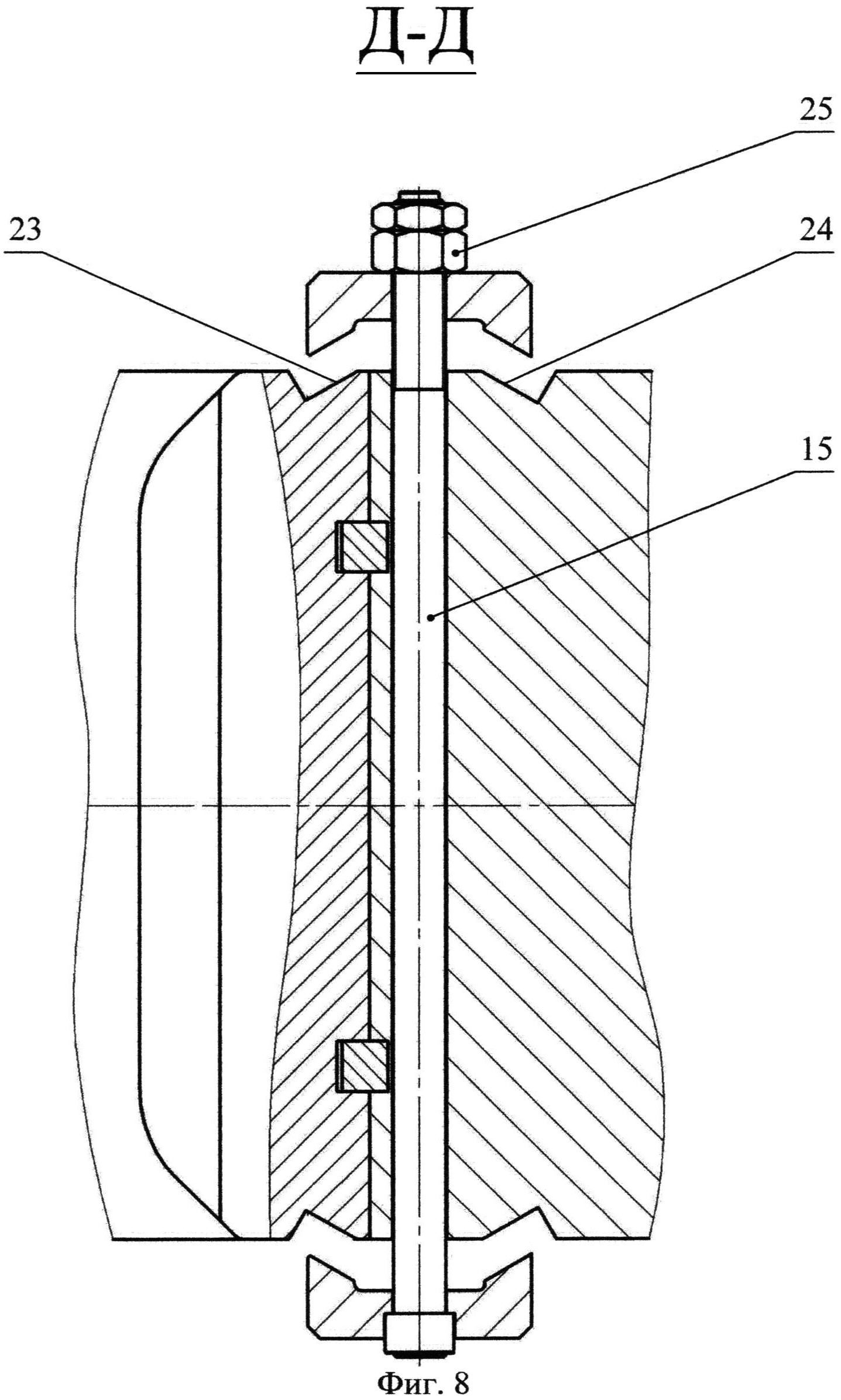
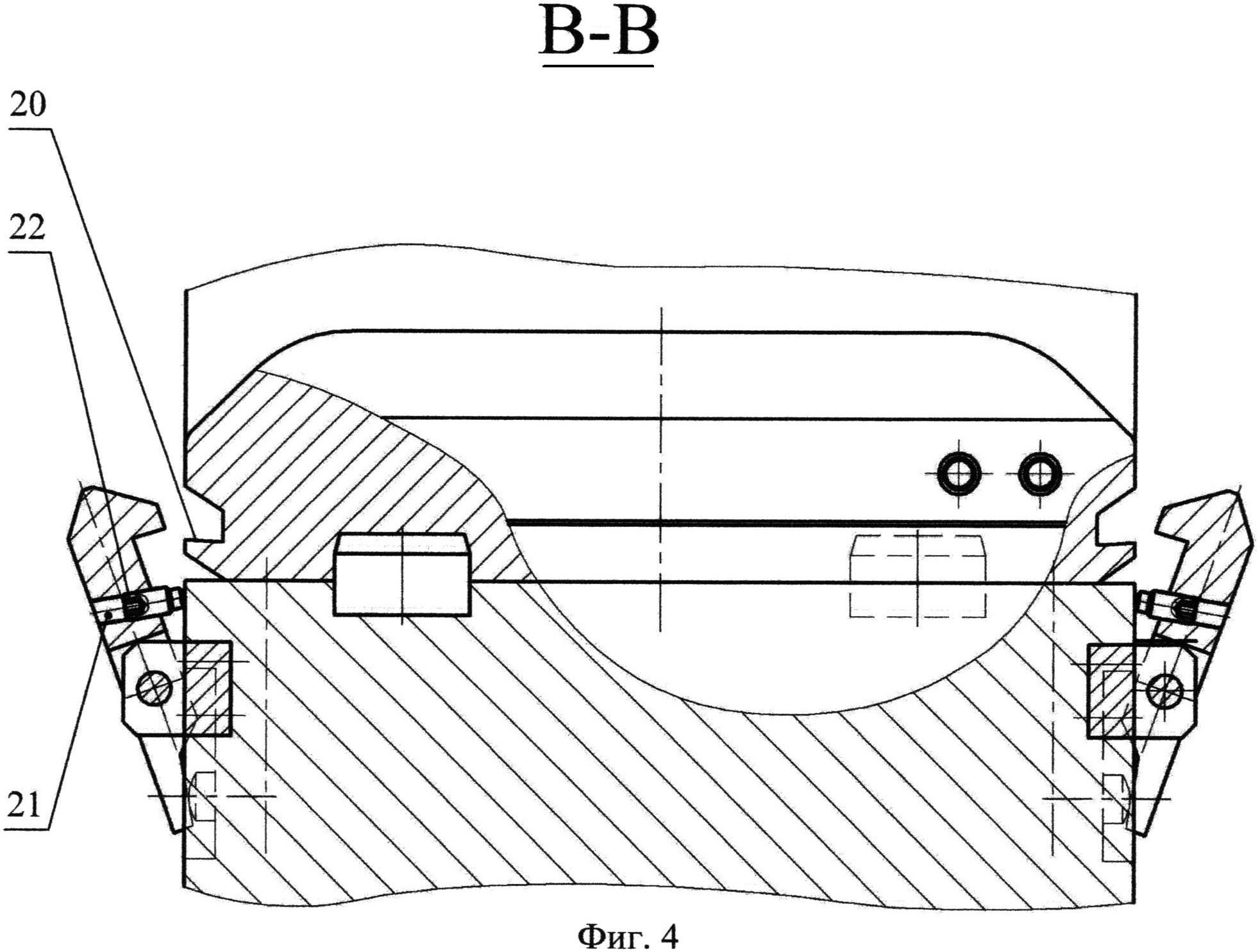
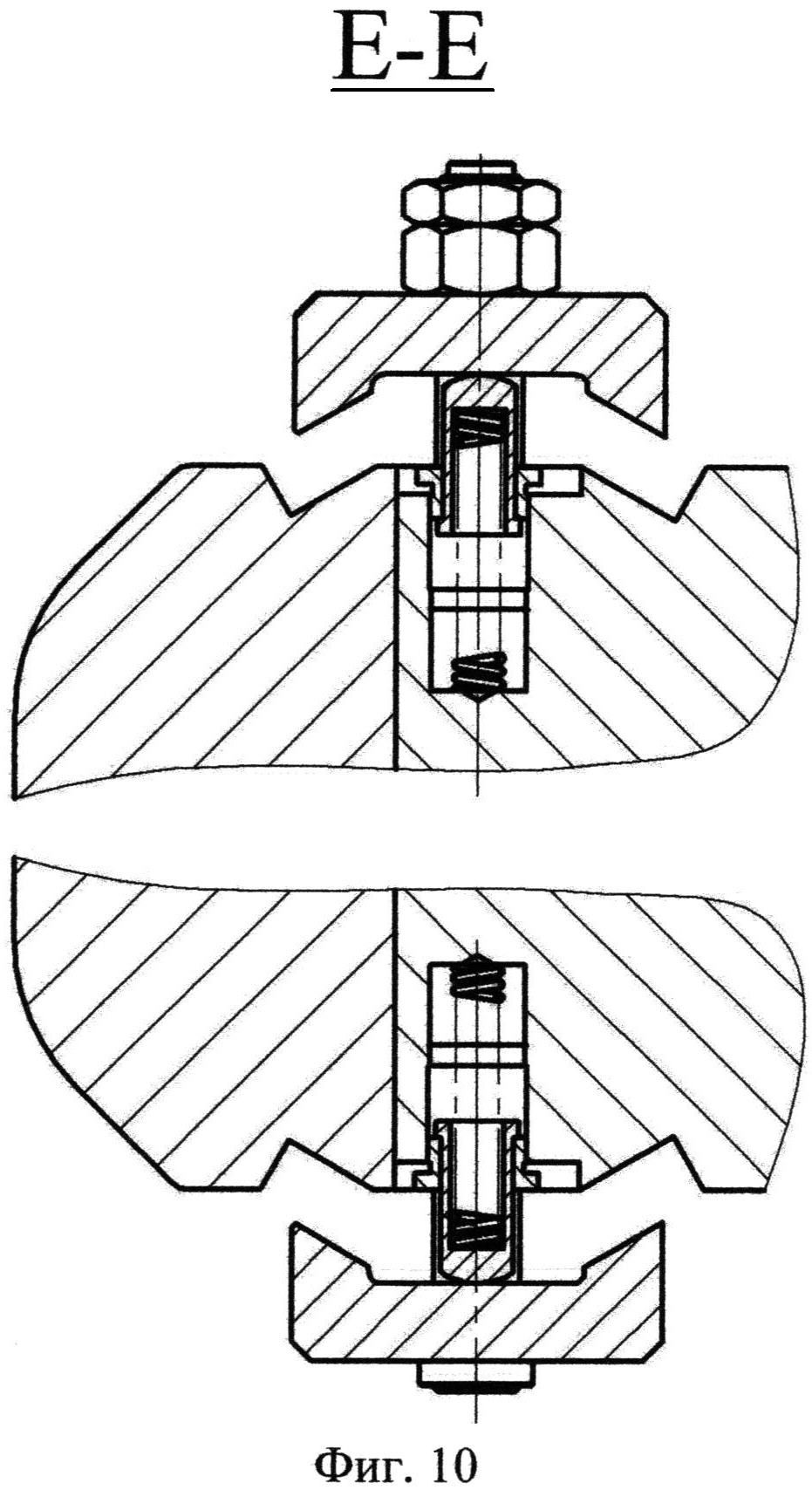
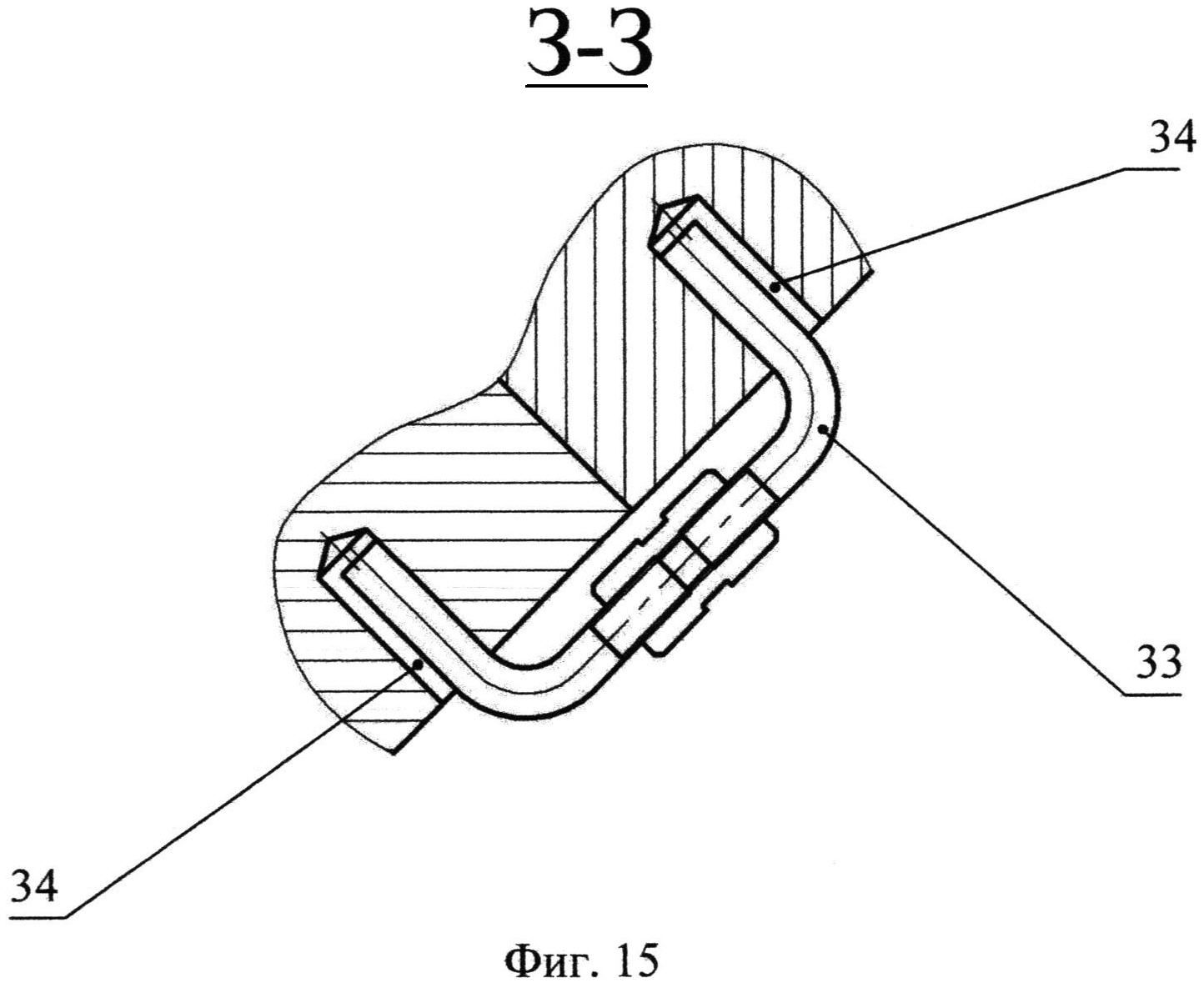
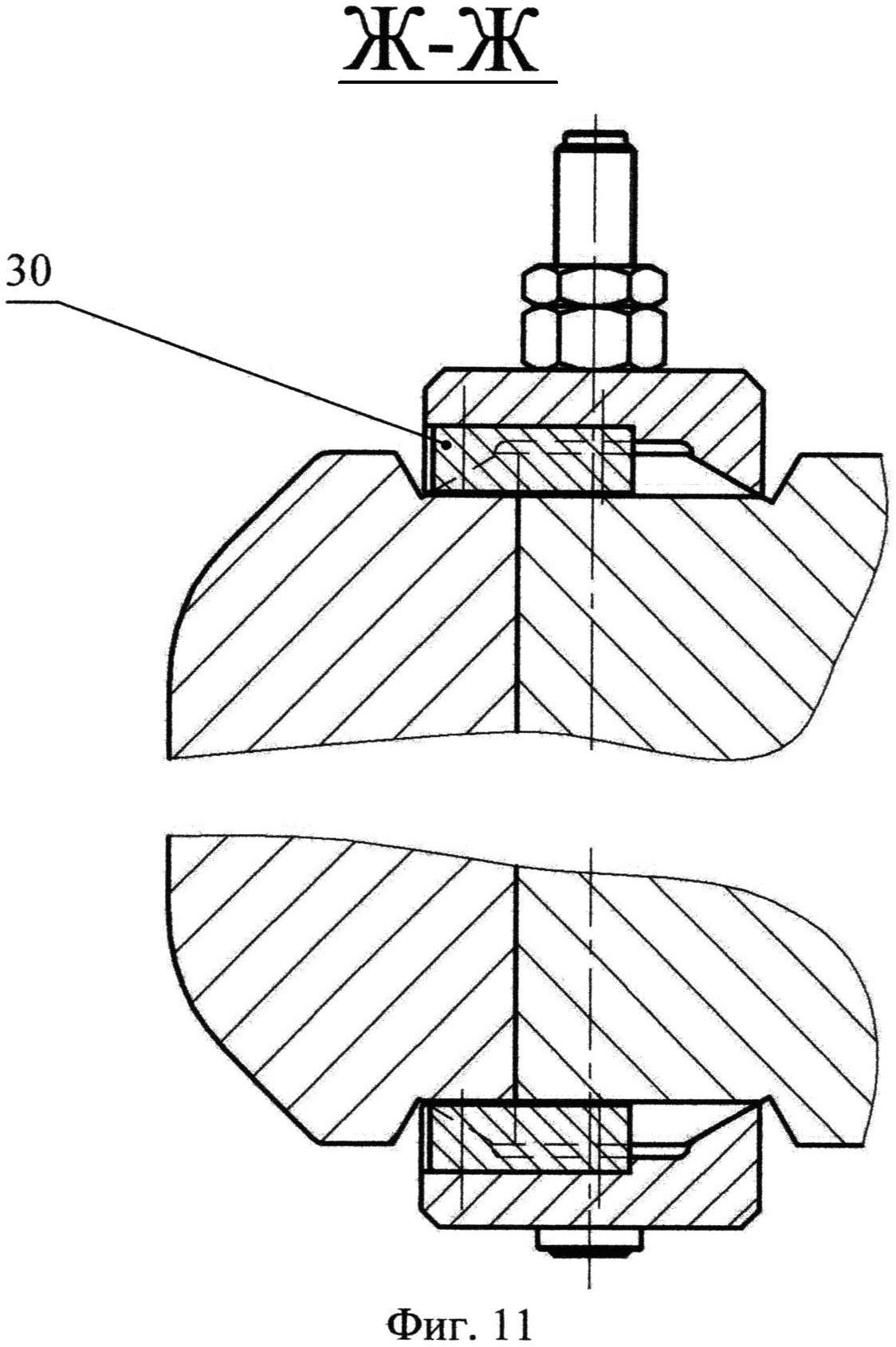
Сущность заявляемого изобретения поясняется чертежами, где на фиг. 1 изображен вид спереди четырехбойкового ковочного устройства с Г-образными прижимами; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1 с прижимами, выведенными из пазов; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - вид спереди четырехбойкового ковочного устройства с П-образными прижимами; на фиг. 7 - разрез Д-Д на фиг. 6 с прижатыми прижимами; на фиг. 8 - разрез Д-Д на фиг. 6 с отжатыми прижимами; на фиг. 9 - разрез Е-Е на фиг. 6 с прижатыми прижимами; на фиг. 10 - разрез Е-Е на фиг. 6 с отжатыми прижимами; на фиг. 11 - разрез Ж-Ж на фиг. 6 с прижатыми прижимами; на фиг. 12 - разрез Ж-Ж на фиг. 6 с отжатыми прижимами; на фиг. 13 - вид спереди четырехбойкового ковочного устройства с бойками, соединенными П-образными стяжками; на фиг. 14 - вид спереди четырехбойкового ковочного устройства, показанного на фиг. 13, с разведенными держателями верхнего и боковых бойков; на фиг. 15 - разрез З-З на фиг. 14.
Четырехбойковое ковочное устройство (фиг. 1, 6) содержит держатель 1 верхнего бойка и держатель 2 нижнего бойка с наклонными плоскостями, кинематически связанные с ними держатели 3, 4 боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, и четыре бойка 5-8, прикрепленные к соответствующим держателям бойков с помощью прижимов, которые могут быть выполнены Г-образными прижимами 9 (фиг. 1-5) или П-образными прижимами 10 (фиг. 6-12). Прижимы выполнены с возможностью присоединения к бойкам и отсоединения от них с помощью упругих элементов, предпочтительно пружин 11, установленных в выполненные в держателях бойков отверстия 12, при этом концы пружин 11 закрыты стаканами 13 с наружной резьбой, на которую накручены втулки 14 (фиг. 2, 3, 9, 10). Прижимы также выполнены с возможностью при отсоединении от бойков удерживаться или на держателях бойков (фиг. 4), или на проходящих сквозь них стяжных шпильках 15 (фиг. 8).
Прижимы 9 выполнены с возможностью поворота вместе с осью 16, установленной в проушинах 18, закрепленных на держателе и прижатых к хвостовым частям 17 прижима. При повороте прижима 9 его часть 19 заходит и выходит в выполненный в бойке паз 20. В прижиме между частью 19 и осью 16, предпочтительно посредине, в отверстие 21 установлен винт 22, выполненный с возможностью его частичного выхода из отверстия 21, для чего винт 22 выполнен с внутренним шестигранником под ключ. Пружины 11 установлены с возможностью взаимодействия с хвостовыми частями 17 (фиг. 1-5).
Прижимы 10 выполнены с возможностью захода в пазы 23, выполненные в бойках, и в пазы 24, выполненные в держателях бойков, и выхода из пазов с помощью установленных на шпильках 15 гаек 25 и пружин 11 (фиг. 6-12).
Кроме того, для обеспечения центрирования бойков относительно держателей в держатели нижнего и верхнего бойков запрессованы штифты 26 (фиг. 2) или шпонки (на чертежах не показаны) с коническим заходом, а в соответствующих местах нижнего и верхнего бойков выполнены отверстия. В углублениях держателей боковых бойков выполнены поперечные шпонки 27 (фиг. 1, 3), а в соответствующих им местах боковых бойков выполнены пазы на всю ширину бойков.
В углах бойков со стороны держателей могут быть выполнены скосы 28 (фиг. 2), предпочтительно параллельные верхней наклонной поверхности частей 19 Г-образных прижимов.
Для центрирования и удерживания прижимов на боковых бойках и их держателях, а также для фиксации боковых бойков и предотвращения их смещения вниз на поверхности прижимов 9, 10 со стороны держателей боковых бойков закреплена болтами 29 одна или две шпонки 30, а в соответствующем месте на поверхности боковых бойков и их держателей выполнены пазы 31, 32 (фиг. 1, 3, 11, 12).
Бойки могут быть выполнены с возможностью жесткого соединения между собой в сведенном до соприкосновения друг с другом положении с помощью П-образных стяжек 33, установленных в отверстия 34, выполненные на боковых поверхностях бойков (фиг. 13-15).
Нижние стенки 35 углублений в держателях боковых бойков могут быть наклонены в сторону держателя нижнего бойка под углом не менее 45° (фиг. 14).
Четырехбойковое ковочное устройство работает следующим образом.
Перед началом работы прижимы 9 разведены, для этого во внутренний шестигранник винта 22 устанавливают шестигранный ключ, проворачивая который винт 22 перемещают до выхода из отверстия 21 и упора в торцевую поверхность держателя. Отталкиваясь от этой поверхности, прижим 9 поворачивается вокруг оси 16, при этом его хвостовые части 17 давят на стаканы 13, перемещая их и сжимая пружины 11.
Нижний боек 5 и верхний боек 7 устанавливают на штифты 26 или шпонки, а боковые бойки 6, 8 - на шпонки 27, после чего бойки прикрепляют к держателям бойков путем ввода и фиксации частей 19 прижимов 9 в пазах 20 бойков. Для этого шестигранный ключ проворачивают в обратном направлении, винт 22 при этом перемещается внутрь прижима 9, снимая давление на пружины 11. Пружины 11 разжимаются и, в свою очередь, давят на хвостовые части 17, поворачивая прижим 9 в обратном направлении до захода частей 19 в пазы 20.
В случае, когда перед установкой бойков прижимы 9 расположены вдоль держателей бойков при разжатых пружинах 11, бойки своими скосами 28 давят на наклонную поверхность частей 19, вызывая их некоторое отклонение и сжатие, вследствие этого, пружин 11. При дальнейшем движении бойков части 19 заходят в пазы 20 бойков за счет разжатия пружин 11, при этом прижимы 9 работают как защелки.
В случае использовании прижимов 10 перед установкой бойков прижимы выведены из пазов 23 и находятся на некотором расстоянии от держателей бойков, достаточном для беспрепятственной установки бойков, и удерживаются на шпильках 15. Для этого раскручивают гайки 25 с одной стороны шпилек 15, ослабляя при этом давление на пружины 11, которые разжимаются и выводят прижимы из пазов 23 и 24.
После установки бойков на соответствующие держатели гайки 25 закручивают, плотно прижимая к бойкам и их держателям, прижимы 10, которые входят в пазы 23 и 24. Пружины 11 также сжимаются.
При включении рабочего хода пресса подвижная траверса перемещается вниз вместе с держателем 1 верхнего бойка, передающего движение на держатели 3, 4 боковых бойков, которые перемещаются в направлении к заготовке вместе с боковыми бойками 6, 8, обжимая ее одновременно с верхним бойком 7 и нижним бойком 5. После окончания обжатия заготовки подвижная траверса пресса перемещается вверх, раскрывая устройство.
При необходимости замены бойков прижимы 9 или 10 выводят из пазов в бойках, не снимая самих прижимов, и сразу же снимают бойки с держателей. При установке на держателях заменяющих бойков прижимы вводят в пазы в бойках, не устанавливая их заново. Это значительно ускоряет процесс замены бойков.
При этом при выведении прижимов 9 или 10 из пазов в боковых бойках, а также при введении в них шпонки 30, выполненные на поверхности прижимов 9, 10, выходят из пазов 31, 32 на поверхности боковых бойков и их держателей или входят в них.
При необходимости замены одновременно четырех бойков заготовку не устанавливают, а держатели бойков сводят до соприкосновения бойков друг с другом. Ближайшие пары бойков соединяют, устанавливая П-образные стяжки 33 в отверстия 34, выполненные на боковых поверхностях бойков. После этого прижимы 9 или 10 выводят из пазов в бойках, не снимая самих прижимов, и разводят держатели, отсоединяя их от бойков. При этом единая конструкция из жестко соединенных между собой четырех бойков удерживается на держателе нижнего бойка. С помощью грузоподъемного устройства единую конструкцию удаляют из рабочего пространства устройства и заводят единую конструкцию из заменяющих бойков, после чего сводят держатели до соединения с бойками и закрепляют эти соединения с помощью прижимов.
Таким образом, за счет упрощения и ускорения операции замены бойков обеспечивается повышение производительности работы четырехбойкового ковочного устройства.
Способ изготовления поковок с мелкозернистой структурой
Ковочный молот для кузнечной протяжки заготовок
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления полых поковок и ковочный комплекс для его осуществления
Способ изготовления прецизионных труб и радиально-ковочная машина для его осуществления
Четырехбойковое ковочное устройство
Способ производства заготовок на прокатных станах
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления поковок
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления поковок с мелкозернистой структурой
Ковочный молот для кузнечной протяжки заготовок
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления полых поковок и ковочный комплекс для его осуществления
Способ изготовления прецизионных труб и радиально-ковочная машина для его осуществления
Четырехбойковое ковочное устройство
Способ производства заготовок на прокатных станах
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления поковок
Четырехбойковое ковочное устройство для ковочных прессов

