Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к способам изготовления поковок с заданными механическими свойствами и структурой металла, для получения длинномерных заготовок с подготовленной мелкозернистой структурой, в том числе с субмикрокристаллической и нанокристаллической структурой.
Изобретение может быть использовано в машиностроительной и металлургической промышленности при изготовлении поковок из различных сталей, сплавов и цветных металлов в кузнечно-прессовых цехах, имеющих гидравлические ковочные прессы, оснащенные одним или несколькими четырехбойковыми ковочными устройствами с манипуляторами.
Известен способ изготовления поковок, заключающийся в том, что заготовку устанавливают в зажимной головке манипулятора, обжимают ее двумя парами противоположно расположенных бойков, прикладывая при этом усилия нормального обжатия и одновременно усилия сдвига, после чего заготовку перемещают вдоль продольной оси и поворачивают вокруг продольной оси. При этом операцию обжатия заготовки осуществляют одновременно на двух ее участках, расположенных последовательно вдоль ее продольной оси, а усилия сдвига прикладывают на этих участках в противоположных направлениях. Причем усилия сдвига создают не только путем обжатия бойками, но и путем поворота зажимной головки манипулятора (RU 2008994 С1, МПК5 B21J 1/04, опубл. 15.03.94).
Известный способ позволяет получить плотную макроструктуру металла в осевой зоне поковки, сходную со структурой металла в поверхностных слоях поковки. Однако недостатком известного способа является то, что он не позволяет получить поковку с плотной макроструктурой металла в осевой зоне и одинаково равномерной деформацией литой структуры как в поверхностных, так и в осевой зонах поковки.
Наиболее близким к предлагаемому способу изготовления поковок является способ, включающий нагрев заготовки до ковочной температуры, ее ковку в четырехбойковом ковочном устройстве на ковочном прессе, при которой создают усилия сдвига в заготовке двумя парами бойков так, что верхний боек устройства во время обжатия заготовки движется вертикально вниз навстречу нижнему неподвижному бойку, а два боковых бойка во время обжатия заготовки движутся вниз и навстречу друг другу, с одновременным кручением манипуляторами ковочного пресса участков заготовки и с подачами и кантовками при каждом единичном обжатии (RU 2406588 С2, МПК (2006.01) B21J 1/04, 5/00, опубл. 20.12.2010).
В известном способе за счет ковки заготовки в четырехбойковом ковочном устройстве с одновременным кручением участков заготовки получают поковки с плотной макроструктурой металла в осевой зоне и равномерной деформацией литой структуры по всему поперечному сечению поковки.
Недостатком известного способа является невозможность получения поковок с мелкозернистой структурой и, соответственно, повышенными физико-механическими свойствами, вследствие ограниченности применяемых схем деформации, которая приводит к недостаточно интенсивной деформации металла заготовки.
Задачей, на решение которой направлено изобретение, является создание такого способа изготовления поковок, в котором путем изменения схемы и режимов деформации обеспечивается более интенсивная деформационная проработка структуры металла по всей толщине заготовки, что приводит к получению микрокристаллической, в том числе субмикрокристаллической и нанокристаллической, структуры металла поковок большого поперечного сечения (диаметром 100-250 мм и более) и, как следствие, повышению их физико-механических характеристик.
Поставленная задача решается тем, что в способе изготовления поковок с мелкозернистой структурой, включающем ковку нагретой заготовки в четырехбойковом ковочном устройстве на ковочном прессе с двумя манипуляторами путем обжатия одновременно четырьмя бойками, при которой создают усилия сдвига в заготовке двумя парами бойков так, что верхний боек устройства во время обжатия заготовки движется вертикально вниз навстречу нижнему неподвижному бойку, а два боковых бойка во время обжатия заготовки движутся вниз и навстречу друг другу, с одновременным кручением манипуляторами ковочного пресса участков заготовки, с подачами и кантовками при каждом единичном обжатии, новым является то, что температуру заготовки доводят до температуры из интервала не ниже температуры окончания фазового превращения и не выше температуры начала собирательной рекристаллизации, а при обжатиях сохраняют постоянной длину заготовки путем жесткого закрепления ее концов в манипуляторах, расстояние L между которыми сохраняют постоянным.
Поставленная задача решается также тем, что перед указанным обжатием заготовку предварительно обжимают со степенью деформации 1-5% при каждом единичном обжатии предпочтительно за один или два прохода.
Поставленная задача решается также тем, что периферийную зону заготовки нагревают на 10-60°С выше температуры в осевой зоне заготовки.
Поставленная задача решается также тем, что осуществляют реверсивное кручение участков заготовки.
Поставленная задача решается также тем, что осуществляют кручение одновременно двух участков заготовки, зажатых в манипуляторах, в противоположных направлениях.
Поставленная задача решается также тем, что осуществляют кручение одновременно двух участков заготовки, зажатых в манипуляторах, в одном направлении.
Поставленная задача решается также тем, что по окончании обжатия к заготовке прикладывают растягивающие осевые усилия посредством манипуляторов.
Между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом существует следующая причинно-следственная связь.
Изменение схемы и режимов деформации, а именно:
- выбор температуры заготовки из интервала не ниже температуры окончания фазового превращения и не выше температуры начала собирательной рекристаллизации;
- сохранение постоянной длины заготовки в процессе ее обжатия путем закрепления концов заготовки в манипуляторах, расстояние L между которыми выдерживают постоянное;
в совокупности с известными признаками заявляемого изобретения обеспечивает при температуре ниже обычной ковочной температуры воздействие на заготовку, кроме схем деформации обжатия и кручения, дополнительной схемы деформации сжатия за счет того, что при обжатии длина заготовки не увеличивается, а это приводит к утолщению (осадке) необжимаемых в определенный момент участков заготовки, которые по мере ее продвижения также обжимаются, вызывая многократное обжатие одних и тех же участков. Таким образом, на заготовку действуют усилия обжатия бойками, сжатия и кручения манипуляторами, т.е. происходит одновременное сочетание схем деформации редуцирования (обжатия), осадки (сжатия) и кручения. В результате в заготовке накапливаются большие деформации, обеспечивающие при указанной температуре формирование микрокристаллической, в т.ч. субмикрокристаллической и нанокристаллической, структуры металла в поковках большого поперечного сечения и, как следствие, повышение их физико-механических характеристик.
Кроме того, предварительное обжатие заготовки со степенью деформации 1-5% при каждом единичном обжатии предпочтительно за один или два прохода с одновременным ее кручением обеспечивает смещение бойков по закручиваемой поверхности заготовки, вследствие чего достигается дополнительная деформация поверхностных слоев металла, которая приводит к формированию мелкозернистой структуры в поверхностных слоях заготовки.
Нагрев периферийной зоны заготовки на 10-60°С выше температуры в осевой зоне заготовки обеспечивает в процессе ковки, при потере температуры в периферийной зоне более чем в осевой, равномерность температуры по всей толщине заготовки и, соответственно, равномерность структуры металла полученной поковки. Кроме того, повышаются пластические характеристики металла в периферийной зоне заготовки, что позволяет устранить разрывы металла на поверхности заготовки при ее интенсивной деформации.
Осуществление реверсивного кручения участков заготовки и/или кручения одновременно двух участков заготовки, зажатых в манипуляторах, в одном направлении и/или в противоположных направлениях способствует получению равномерной деформации в объеме всей заготовки и получению более равномерной структуры металла как в периферийной, так и в осевой зонах заготовки.
Приложение растягивающих осевых усилий к заготовке посредством манипуляторов по окончании обжатия обеспечивает не только выравнивание заготовки, но и в случае применения этой схемы получение дополнительной интенсивной деформации по всему поперечному сечению заготовки, приводящей к измельчению зерна в поковках большого поперечного сечения.
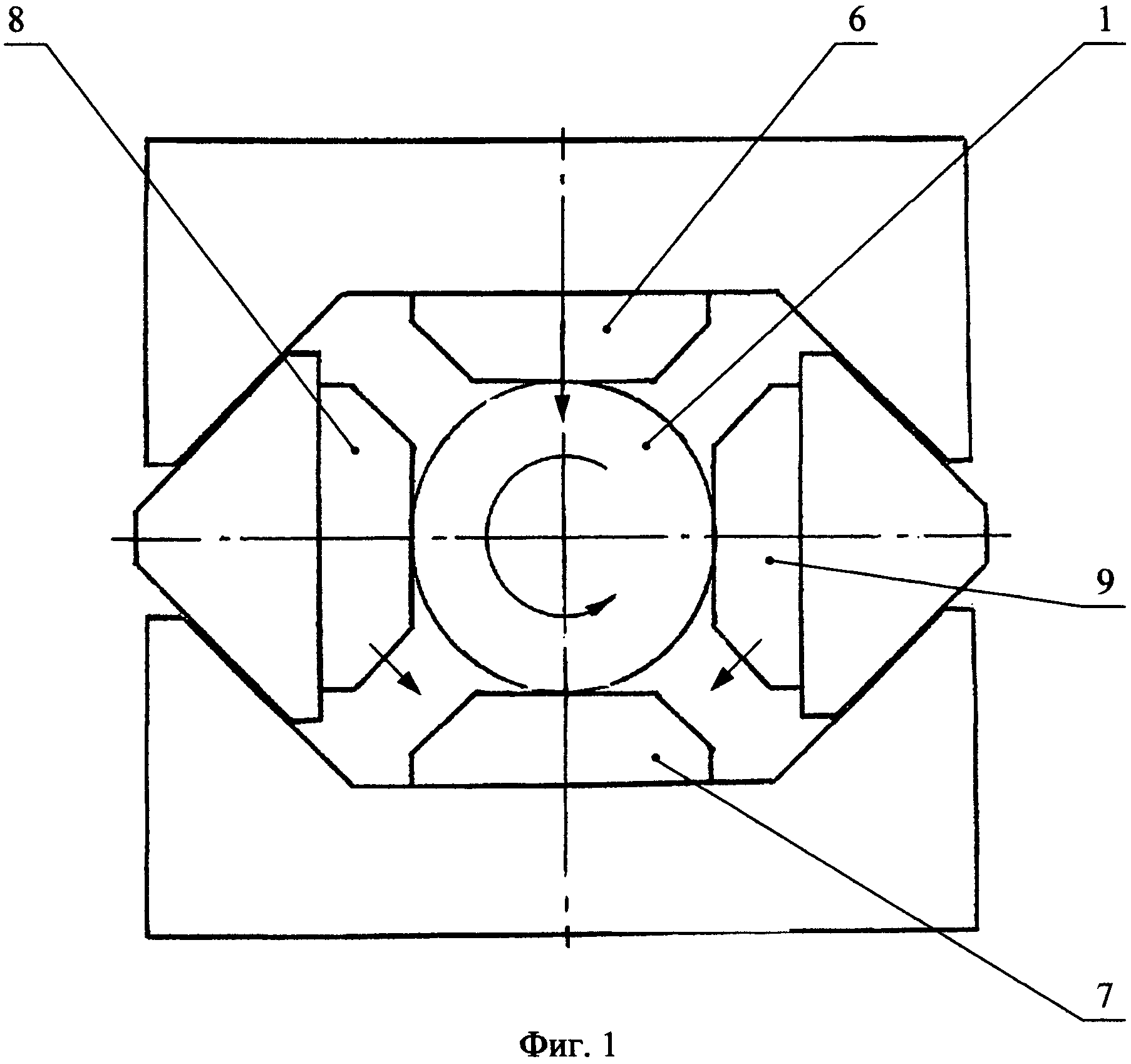
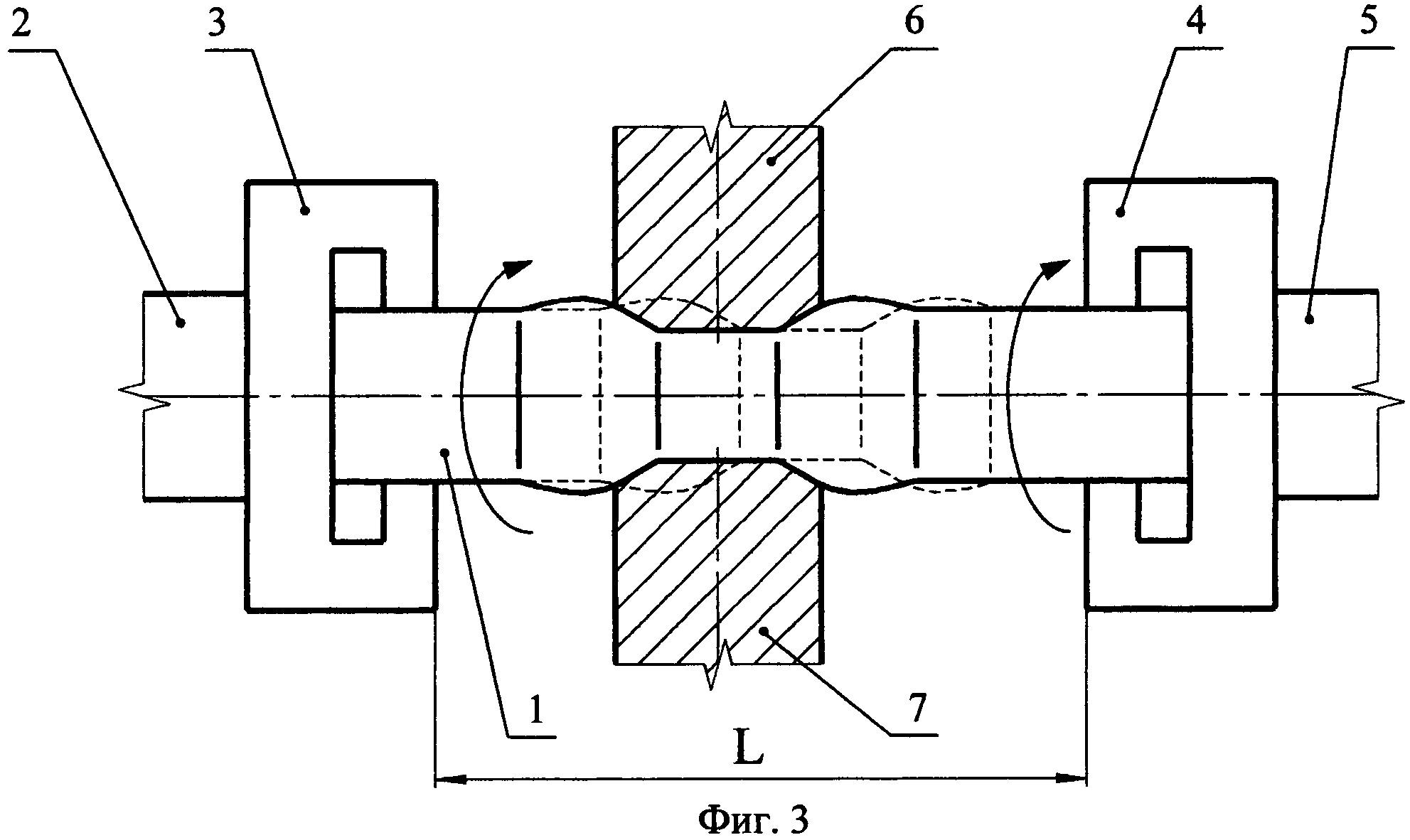
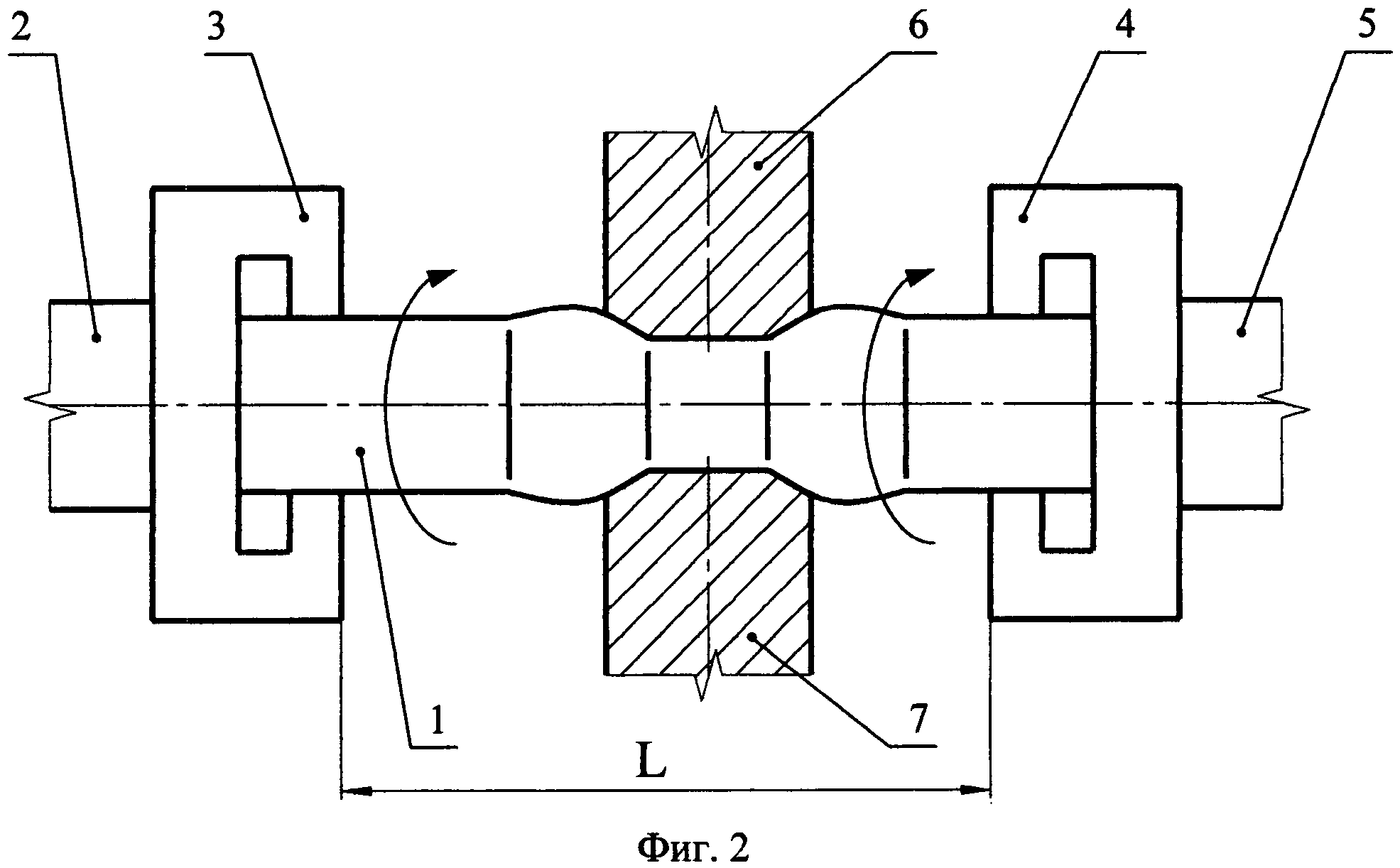
Заявляемый способ изготовления поковок поясняется чертежами, где на фиг.1 представлена схема обжатия заготовки в четырехбойковом ковочном устройстве; на фиг.2 - схема обжатия заготовки без увеличения ее длины, зажатой в манипуляторах с неизменным расстоянием L между ними; на фиг.3 - схема обжатия заготовки без увеличения ее длины, зажатой в манипуляторах с неизменным расстоянием L между ними, после смещения манипуляторов на величину подачи заготовки.
Патентуемый способ изготовления поковок с мелкозернистой структурой осуществляют следующим образом.
На первом этапе осуществляют подготовку заготовки к обработке по предлагаемому способу, для чего заготовку 1 нагревают в нагревательной печи до ковочной температуры и с помощью манипулятора 2 с зажимной головкой 3 подают в рабочую зону гидравлического ковочного пресса, где производят его ковку в четырехбойковом ковочном устройстве, которое предварительно установлено на этом прессе. После каждого единичного обжатия осуществляют подачу и кантовку заготовки 1 с помощью манипулятора 2. В процессе обжатия заготовка вытягивается в осевом направлении, и манипулятор 2 передает ее в зажимную головку 4 второго манипулятора 5 (фиг.1, 2).
После этого температуру заготовки 1 доводят до температуры из интервала не ниже температуры окончания фазового превращения и не выше температуры начала собирательной рекристаллизации, при этом периферийную зону заготовки могут нагреть на 10-60°С выше температуры в осевой зоне заготовки. Оба конца заготовки 1 закрепляют в манипуляторах, расстояние L между которыми остается неизменным, для чего манипуляторы 2, 5 могут быть соединены между собой рейками.
Ковку заготовки 1 осуществляют в четырехбойковом ковочном устройстве с подачами и кантовками при каждом единичном обжатии. В процессе ковки создают усилия сдвига в заготовке 1 двумя парами бойков так, что верхний боек 6 устройства во время обжатия заготовки 1 движется вертикально вниз навстречу нижнему неподвижному бойку 7, а два боковых бойка 8, 9 во время обжатия заготовки 1 движутся вниз и навстречу друг другу. При этом при обжатии заготовки 1 четырьмя бойками 6-9 за счет постоянства расстояния L между манипуляторами 2, 5 ее длина остается неизменной, а при обжатии участков заготовки объемы металла из-под бойков перемещаются в направлении к манипуляторам 2, 5, воздействуют на эти манипуляторы, а затем последние за счет сил противодействия сжимают их также в осевом направлении, гася силы деформации и приводя к бочкообразному утолщению (осадке) того участка заготовки, который в данный момент не обжимается. В дальнейшем, при подаче заготовки, именно этот участок обжимается бойками, а необжимаемый утолщается (фиг.2, 3). Таким образом происходит многократное обжатие одних и тех же участков заготовки без увеличения ее длины, что приводит к накоплению больших деформаций и получению поковок с мелкозернистой структурой.
Одновременно с обжатием осуществляют кручение манипуляторами 2, 5 участков заготовки, за счет чего обеспечиваются дополнительные интенсивные сдвиговые деформации в осевой зоне заготовки и по всему поперечному сечению заготовки. При этом могут осуществлять реверсивное кручение участков заготовки одним манипулятором или кручение одновременно двух участков заготовки, зажатых в манипуляторах, в одном и/или противоположных направлениях.
Заготовку могут предварительно (до обжатия с неизменным расстоянием между манипуляторами) обжать со степенью деформации 1-5% при каждом единичном обжатии предпочтительно за один или два прохода с одновременным кручением. При этом осуществляется интенсивная деформация поверхностных слоев металла.
А по окончании обжатия манипуляторы могут быть расцеплены и к заготовке приложены растягивающие осевые усилия посредством этих же манипуляторов для выравнивания заготовки и получения дополнительной деформации по всему ее поперечному сечению.
Кроме того, в начале ковки могут производить биллетировку (выравнивание) слитка за несколько проходов, а в конце ковки - калибровку поковки.
Примеры осуществления способа.
Пример 1. Перед началом ковки в рабочее пространство гидравлического ковочного пресса силой 25 MН с двумя манипуляторами установили четырехбойковое ковочное устройство с четырьмя бойками. Слиток массой 1200 кг из стали Р6М5 нагрели в газовой камерной печи до температуры 1200°С и ковали на гидравлическом ковочном прессе силой 25 МН в четырехбойковом ковочном устройстве. Вначале произвели биллетировку слитка до диаметра 360 мм. После этого заготовку проковали до диаметра 225 мм по способу, принятому в качестве прототипа. Полученную заготовку довели до температуры 850°С и редуцировали в четырехбойковом ковочном устройстве со степенью деформации 3-5% при каждом единичном обжатии с приложением крутящих моментов со стороны манипуляторов до получения заготовки диаметром 200 мм. На следующем этапе заготовку зажали двумя манипуляторами одновременно и выполнили ее обжатия в четырехбойковом ковочном устройстве с приложением крутящих моментов за четыре прохода без увеличения длины заготовки. Диаметр заготовки остался 200 мм. На последнем этапе выровняли заготовку до диаметра 190 мм с приложением к ней растягивающих усилий со стороны манипуляторов. Была получена мелкозернистая структура с равномерным распределением карбидов в объеме заготовки. Выполнили оценку структуры в баллах карбидной неоднородности по сечению поковки (по ГОСТ 19265-73):
- в поверхностном слое (толщиной 10 мм) - 1-й балл;
- на половине радиуса - 3-4-й балл;
- в осевой зоне - 5-й балл.
Пример 2. Слиток массой 5 тонн из стали 45 проковали на прессе силой 25 МН с двумя манипуляторами и четырехбойковым ковочным устройством. Температуру заготовки довели до 600°С и произвели обработку по патентуемому способу. Обжатие осуществляли с одновременным кручением обоих концов заготовки в противоположных направлениях. Получили заготовку диаметром 120 мм. Температура в конце ковки заготовки составляла 410°С. После отжига микроструктурный анализ показал, что в заготовке сформировалась нанокристаллическая структура с размером зерен в периферийном слое около 40-70 нм и в осевой зоне с размером зерен или фрагментов 100-200 нм.
Ковочный молот для кузнечной протяжки заготовок
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления полых поковок и ковочный комплекс для его осуществления
Способ изготовления прецизионных труб и радиально-ковочная машина для его осуществления
Четырехбойковое ковочное устройство
Способ производства заготовок на прокатных станах
Четырехбойковое ковочное устройство
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления поковок
Четырехбойковое ковочное устройство для ковочных прессов
Ковочный молот для кузнечной протяжки заготовок
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления полых поковок и ковочный комплекс для его осуществления
Способ изготовления прецизионных труб и радиально-ковочная машина для его осуществления
Четырехбойковое ковочное устройство
Способ производства заготовок на прокатных станах
Четырехбойковое ковочное устройство
Четырехбойковое ковочное устройство для ковочных прессов
Способ изготовления поковок
Четырехбойковое ковочное устройство для ковочных прессов

