Результат интеллектуальной деятельности: ОБОЛОЧЕЧНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при изготовлении оболочек, применяемых в изделиях авиационно-космической техники, баллонах давления, трубопроводах нефтехимической и газовой промышленности.
Известны способы изготовления цельнонамотанных оболочек из композиционных материалов, включающие пропитку нитей связующим, укладку прядей нитей в виде лент на оправку с различным углом наклона к оси ее вращения с формированием несущих слоев, термообработку с отверждением связующего и извлечение оправки (US №3047191).
Проблема таких оболочек заключается в обеспечении их герметичности, поэтому для изготовления высокопрочных оболочек под наматываемые слои вводят герметизирующие слои (FR №1414309).
Введение герметизирующих слоев приводит к увеличению веса изделий.
Наиболее близким аналогом к предлагаемой оболочечной конструкции можно считать «Трубу - оболочку из композиционного материала», содержащую силовой каркас ячеистой структуры из повторяющихся по толщине стенки трубы слоев систем перекрещивающихся спиральных, кольцевых и продольных лент, образующих ребра жесткости между узлами перекрестий (RU №2434748).
Наиболее близким аналогом к предлагаемому способу можно считать «Способ изготовления комбинированной упаковочной емкости», при котором имеющую форму стакана внутреннюю емкость, а также окружающую внутреннюю емкость по ее боковой поверхности, имеющую форму манжеты, наружную деталь изготавливают по отдельности, затем вдвигают в друг друга (RU №2430000).
Недостаток указанного способа заключается в недостаточной собственной жесткости получаемой упаковочной емкости.
Технической задачей, на которую направлено изобретение, является повышение прочности и жесткости оболочек, уменьшение их массы.
Поставленная задача решается тем, что оболочечная конструкция, имеющая реберно-ячеистый каркас из повторяющихся систем перекрещивающихся спиралей, с образованием ребер жесткости с узлами их перекрестий, и концентричный реберно-ячеистому каркасу внешний слой, снабжена слоем, установленным с внутренней стороны реберно-ячеистого каркаса и концентрично ему, при этом внутренний и внешний слои выполнены из тонкостенного материала волнообразной формы, а их выпуклые и вогнутые участки соединены с образованием полостей, в которых размещены ребра жесткости и узлы перекрестий ребер жесткости реберно-ячеистого каркаса.
Для решения поставленной задачи в оболочечной конструкции торцевые зоны внешнего и внутреннего слоев, расположенные с противоположных открытых концов конструкции, оснащены герметизирующими элементами, а между внешним слоем, реберно-ячеистым каркасом и внутренним слоем размещена связующая прослойка.
Кроме того, поставленная задача решается тем, что в предлагаемом способе изготовления оболочечной конструкции, при котором составляющие ее слои, выполненные в форме цилиндров, изготавливают по отдельности, а затем вдвигают друг в друга, средний составляющий слой получают путем намотки на оправку систем перекрещивающихся правой и левой спиралей с образованием ребер жесткости с узлами перекрестий, их отверждения и снятия с оправки, затем полученный средний слой и имеющиеся внешний и внутренний составляющие слои последовательно вставляют друг в друга симметрично относительно центральной оси, собранное размещают между концентрично установленными индукторами, работающими по схеме обжим и раздача, и подают на индукторы одновременный импульс, при воздействии которого внешний и внутренний слои в местах расположения ребер жесткости и узлов перекрестий среднего слоя образуют полости, а в местах их отсутствия сближаются друг с другом.
Для решения поставленной задачи при осуществлении способа образованные полости герметизируют с последующим вакуумированием, кроме того, перед последовательным осесимметричным расположением составляющих оболочечную конструкцию слоев на внутреннюю поверхность внешнего слоя, наружную поверхность внутреннего слоя и наружную и внутреннюю поверхности среднего слоя наносят связующий состав.
Совокупность признаков, характеризующих предлагаемое изобретение, позволяет получить оболочечную конструкцию, обладающую максимальной жесткостью при ее минимальном весе.
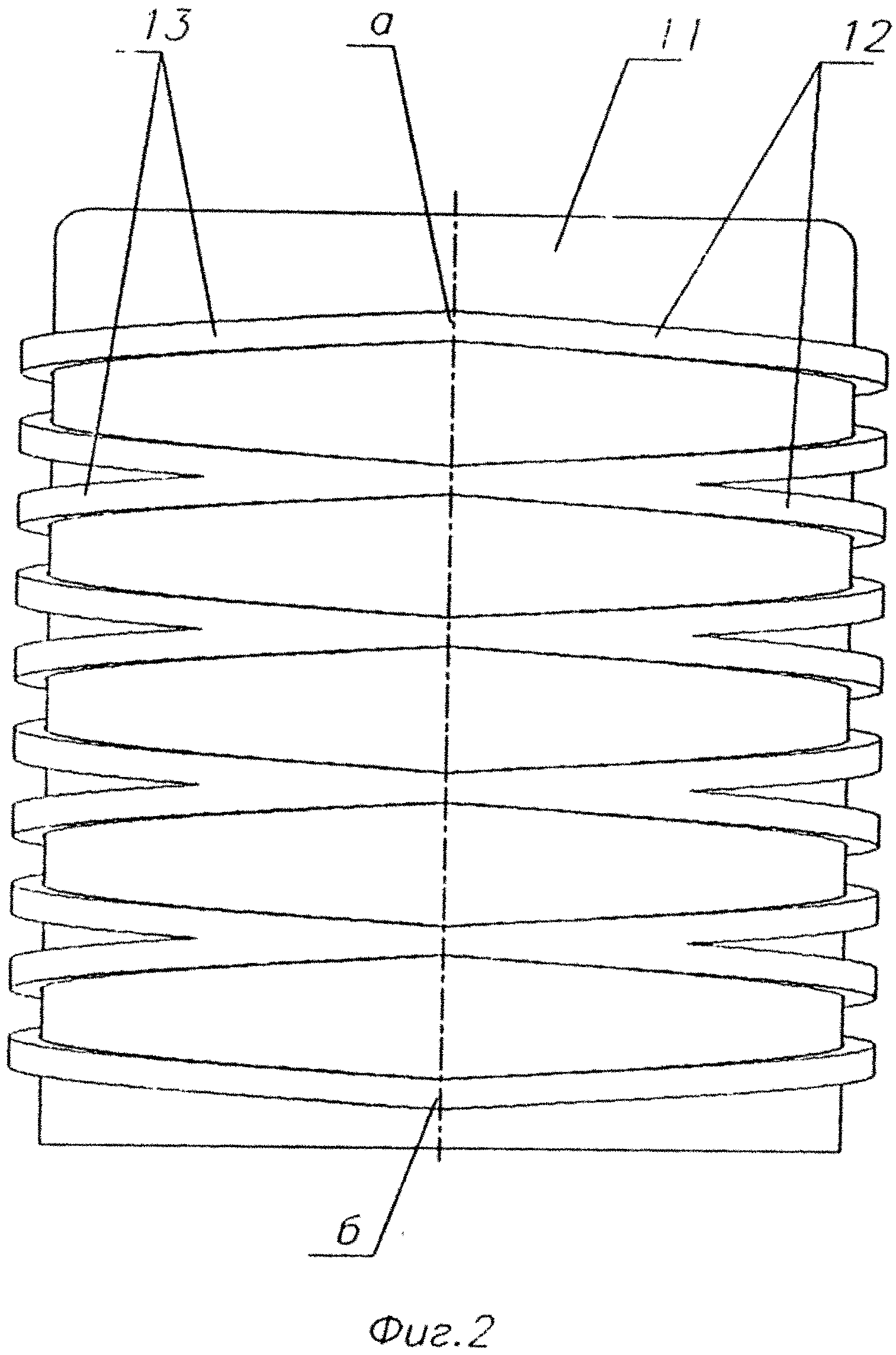
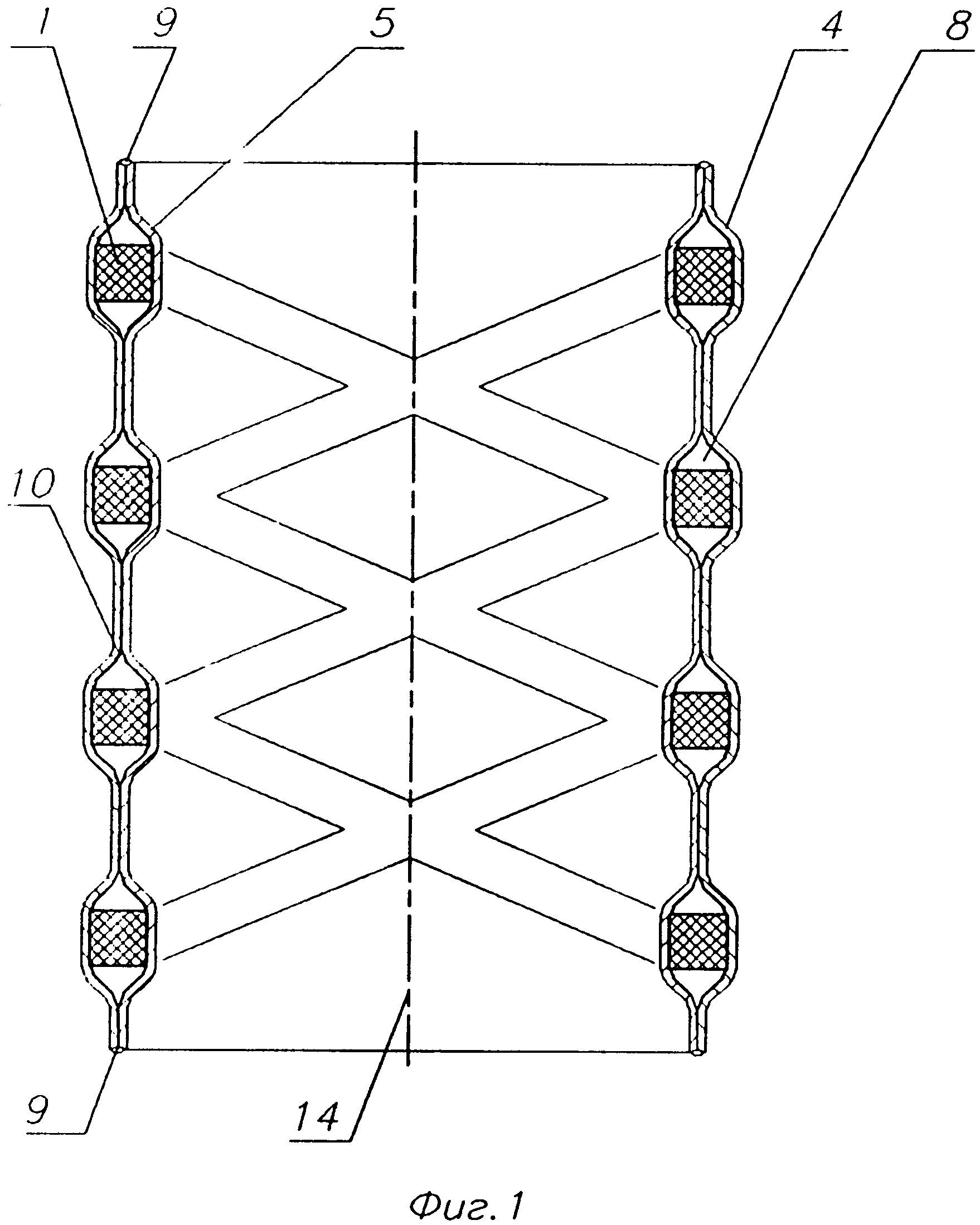
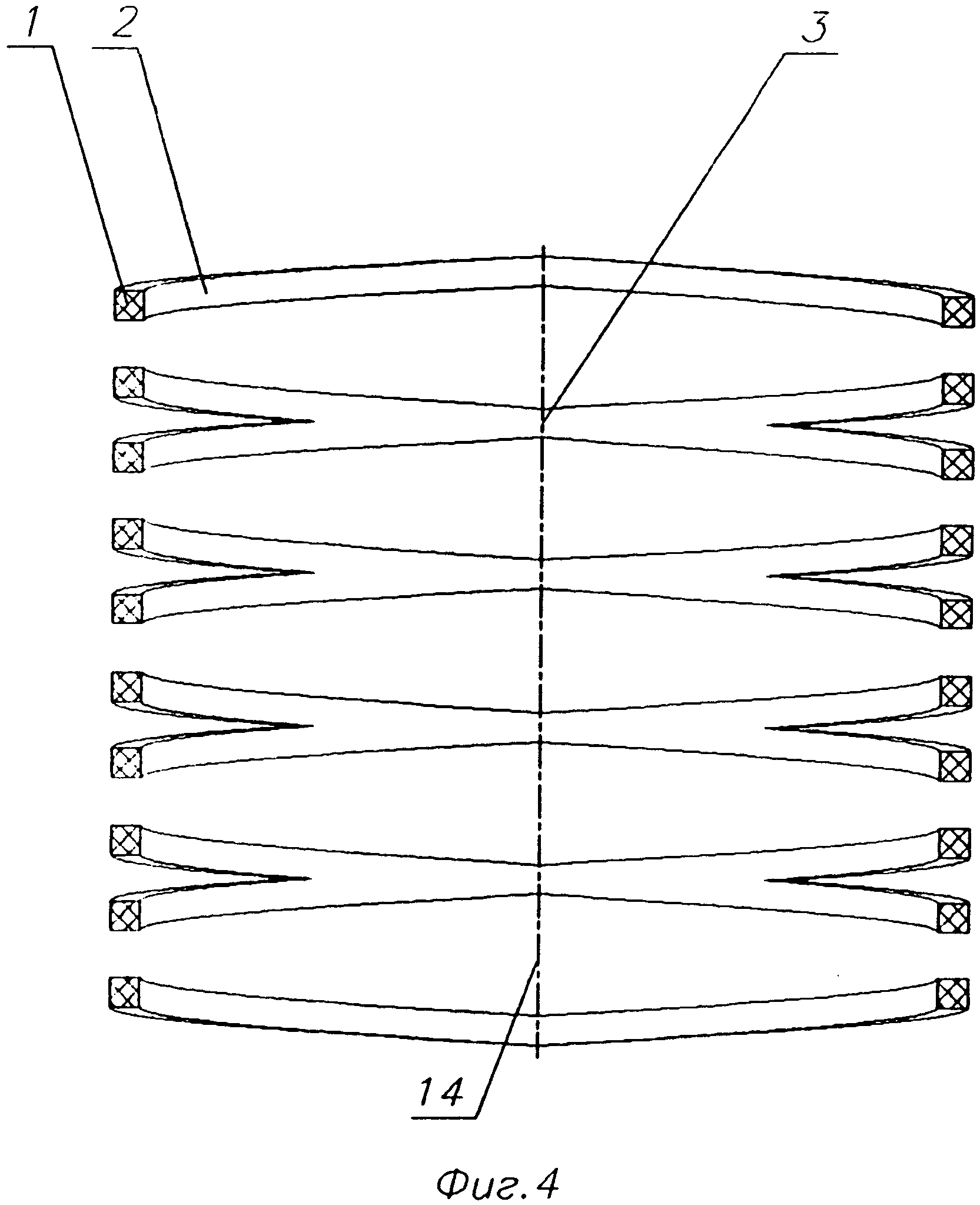
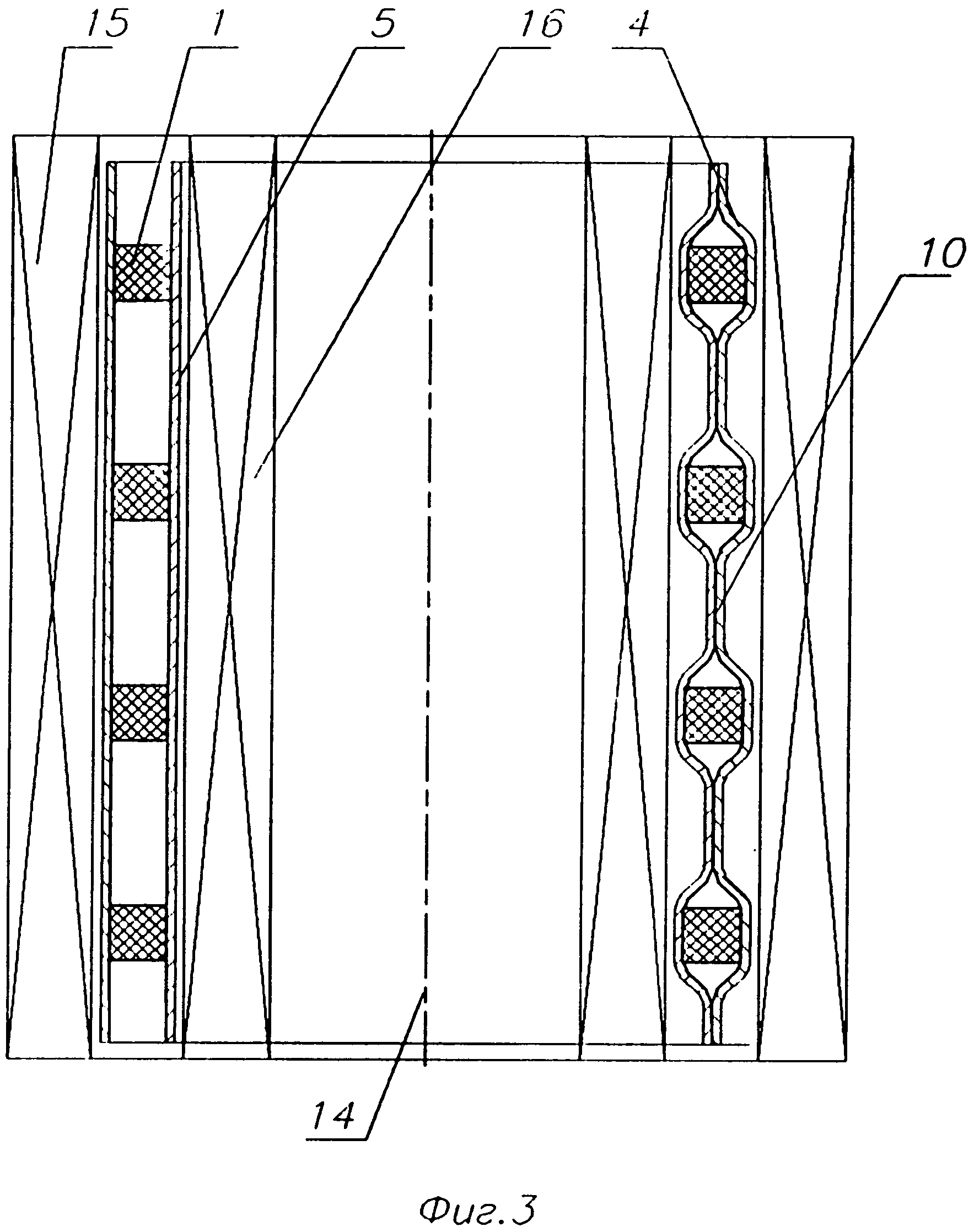
На фиг. 1 представлена оболочечная конструкция в разрезе, на фиг. 2 - схема образования среднего слоя оболочечной конструкции путем намотки на оправку систем перекрещивающихся правой и левой спиралей с образованием ребер жесткости с узлами перекрестий, на фиг. 3 - схема электромагнитной штамповки оболочечной конструкции (исходное положение, положение после штамповки), на фиг. 4 показан средний слой оболочечной конструкции, представляющий собой реберно-ячеистый каркас.
Оболочечная конструкция имеет реберно-ячеистый каркас 1 из повторяющихся систем перекрещивающихся спиралей, с образованием ребер жесткости 2 с узлами их перекрестий 3, и концентричные реберно-ячеистому каркасу внешний 4 и внутренний 5 слои.
Внутренний 5 и внешний 4 слои выполнены из тонкостенного материала волнообразной формы с образованием полостей 8, в которых размещены ребра жесткости 2 и узлы перекрестий 3 ребер жесткости реберно-ячеистого каркаса 1.
Торцевые зоны внешнего 4 и внутреннего 5 слоев, расположенные с противоположных концов конструкции, оснащены герметизирующими элементами 9.
Между внешним слоем 4, реберно-ячеистым каркасом 1 и внутренним слоем 5 размещена связующая прослойка 10.
В предлагаемом способе изготовления оболочечной конструкции составляющие ее слои 4, 1, 5, выполненные в форме цилиндров, изготавливают по отдельности, а затем вдвигают друг в друга.
Средний составляющий слой, представляющий собой реберно-ячеистую конструкцию 1, получают путем намотки на оправку 11 систем перекрещивающихся правой 12 и левой 13 спиралей с образованием ребер жесткости 2 с узлами перекрестий 3, их отверждения и снятия с оправки.
Полученную реберно-ячеистую конструкцию 1 и имеющиеся внешний 4 и внутренний 5 составляющие слои последовательно вставляют друг в друга симметрично относительно центральной оси 14.
Собранное размещают между концентрично установленными индукторами 15 и 16, работающими по схеме обжим и раздача, и подают на индукторы одновременный импульс, при воздействии которого внешний 4 и внутренний 5 слои в местах расположения ребер жесткости 2 и узлов перекрестий 3 реберно-ячеистой конструкции 1 образуют полости 8, а в местах их отсутствия соприкасаются друг с другом.
Полость 8 может быть выполнена герметичной, и в ней может быть откачан воздух, т.е. произведено вакуумирование.
Перед последовательным концентричным расположением составляющих оболочечную конструкцию слоев 4, 1, 5 на их поверхности наносят связующую прослойку 10.
Предлагаемую последовательность образования оболочечной конструкции рассмотрим на конкретном примере.
Средний слой оболочечной конструкции, представляющий собой реберно-ячеистый каркас, получают намоткой на цилиндрической оправке 11 (фиг. 2) жгута из материала Армас-600-К ТУ 2272-011-59207771-2006, пропитанного связующим ЭХО-МК ОСТ 3-4759-80.
В начальный момент жгут фиксируют в точке «а», далее жгут перемещают с постоянной скоростью вдоль оси оправки 11 при одновременном вращении оправки с постоянной угловой скоростью по часовой стрелке к противолежащей точке «б», где жгут фиксируют и далее перемещают вдоль оси оправки с постоянной скоростью в противоположном направлении - от точки «б» к точке «а», при этом оправка продолжает вращение с постоянной угловой скоростью по часовой стрелке. При движении от точки «б» к точке «а» жгут укладывается по линии правой спирали 12, а при движении от точки «б» к точке «а» - по линии левой спирали 13.
В результате намотки жгута, пропитанного связующим материалом, по схеме (фиг. 2) получают реберно-ячеистый каркас 1 из повторяющихся систем спиралей с образованием ребер жесткости 2 с узлами перекрестий 3 (фиг. 4).
После отверждения каркас снимают с оправки 11, получая готовый средний слой, который показан на фиг. 4.
Внешний слой 4 и внутренний слой 5 предварительно изготавливают в виде цилиндрических тонкостенных обечаек, например, методом вальцовки листовой заготовки с последующей сваркой. Далее, внутреннюю поверхность внешнего слоя 4 и наружную поверхность внутреннего слоя 5 покрывают слоем клея 10, например ЭПК-1 ГОСТ 0949-2013.
Затем реберно-ячеистый каркас 1 размещают внутри наружного слоя 4, покрытого изнутри слоем клея 10, далее внутренний слой 5, покрытый снаружи слоем клея 10, устанавливают во внутреннюю полость реберно-ячеистого каркаса 1. Полученную сборку размещают в полости между концентрично установленными индукторами 15 и 16 (фиг. 3). На индукторы подают одновременный импульс, под воздействием которого внешний 4 и внутренний 5 слои деформируются (в частном случае до соприкосновения, как показано на фиг. 1). Полученную сборку вынимают из полости между индукторами и выдерживают не менее 18 часов для «схватывания» клеевого слоя.
Полость 8 полученной сборки (фиг. 1) далее герметизируют, заваривая швом 9 (ГОСТ 14806-80) торцевые зоны внешнего и внутреннего слоев. Из полости 8 откачивают воздух, осуществляя вакуумирование.
Главное достоинство предлагаемой оболочечной конструкции заключается в том, что она обеспечивает высокую прочность и жесткость при минимальном собственном весе.
Предлагаемая оболочечная конструкция по торцам может быть закрыта сферическими или эллиптическими днищами. Полученная таким образом емкость может быть использована в качестве топливного бака космических аппаратов.
Учитывая возможность вакуумирования пространства между внешним и внутренним слоями оболочечной конструкции, а также способ ее изготовления, она может быть использована в качестве корпуса возвращаемого космического аппарата. Во всех случаях предлагаемая конструкция обеспечивает значительную экономию веса изделия.
Прочные, жесткие, обладающие термоизоляционными свойствами стенки предлагаемой оболочечной конструкции позволяют эффективно использовать ее в нефтегазовой отрасли для транспортировки и хранения нефтепродуктов и сжиженного природного газа.
В качестве реберно-ячеистого каркаса в предлагаемой оболочечной конструкции помимо неметаллического материала могут быть использованы магниевые и титановые сплавы. Это позволит эффективно использовать предлагаемое решение в производстве авиационной техники.
Возможность расширения сфер применения предлагаемого решения значительно повышает экономическую эффективность данного изобретения.
Устройство для определения градиента температур в зоне сварки профилей при контактной стыковой сварке
Способ получения неразъемного соединения осесимметричных полых деталей из разнородных материалов
Теплозащитное покрытие
Способ измерения тепловой постоянной времени термодатчика
Способ контроля расходной характеристики устройств дифференциально-предохранительных и установка для осуществления способа
Устройство для сборки под сварку кольцевых стыков емкостей
Способ изготовления полых изделий
Пакет тепловой изоляции и способ его изготовления
Способ соединения трубопровода из полимерного композиционного материала с металлической законцовкой
Устройство для определения градиента температур в зоне сварки профилей при контактной стыковой сварке
Способ получения неразъемного соединения осесимметричных полых деталей из разнородных материалов
Теплозащитное покрытие

