Результат интеллектуальной деятельности: Способ изготовления полых изделий
Вид РИД
Изобретение
Изобретение относится к механической обработке давлением ротационным выдавливанием, в частности, к изготовлению полых изделий. Преимущественно оно может быть использовано при изготовлении точных герметичных металлических изделий типа днищ, обтекателей и т.п., состоящих из тонкостенных оболочек, подкрепленных силовыми кольцами типа шпангоутов.
Из патентной литературы известен способ изготовления сосудов, при котором подготавливают плоские и желобообразные элементы, собирают их в плоскую полую заготовку и сваривают между собой. Затем полученную сварную заготовку деформируют внутренним давлением до получения сосуда заданных размеров (RU №2218250, B23K 5/00, B21D 51/00, B21D 51/24).
Отличительной особенностью способа является то, что концевые элементы плоской заготовки выполняют в виде трапеций, образующих усеченные четырехгранные пирамиды с суммарной высотой, равной радиусу сосуда, а размеры ломаной образующей плоского элемента концевой части заготовки определяются величинами углов между боковыми сторонами и нижними основаниями трапеций и длинами верхнего и нижнего оснований трапеций, которые определяются из условия минимума длины ломаной образующей. В предпочтительном варианте реализации способа торцевой элемент концевой части изготавливают, например, штамповкой из плоской или слабовыпуклой квадратной заготовки со стороной, примерно равной четырем радиусам продольных желобов.
Указанный способ не позволяет изготавливать тонкостенные днища с приваренными жесткими кольцевыми элементами - шпангоутами. Реализация способа связана с раздачей сварной полой заготовки внутренним давлением, что является опасной технологической операцией, связанной с особыми мерами предосторожности - применением бронекамер, специально обученного и аттестованного персонала и т.д.
Известен способ изготовления тонкостенных осесимметричных сосудов, включающий вырубку плоских листовых заготовок, получение цилиндрической части полуфабриката сосуда сверткой плоской листовой заготовки и сваркой продольных кромок, формоизменение донной части полуфабриката сосуда, сварку донной и цилиндрической частей полуфабриката сосуда, раскатку продольного сварного шва (RU №2131787, B21D 51/10, B21D 22/16).
Отличительной особенностью способа является то, что донную и цилиндрическую части полуфабриката сосуда сваривают кольцевым швом и производят ротационную вытяжку цилиндрической части сосуда, одновременно раскатывая кольцевой и продольный сварные швы, причем ширину М и длину l плоской листовой заготовки для свертки определяют по следующей зависимости:

где D вн - внутренний диаметр цилиндрической части сосуда, мм;
s - толщина плоской листовой заготовки, мм;

где D - наружный диаметр цилиндрической части сосуда, мм;
h - длина цилиндрического участка донной части полуфабриката сосуда, мм;
L - длина цилиндрической части сосуда, мм;
t - толщина стенки цилиндрической части сосуда, мм;
Δ - припуск на торцовку полуфабриката сосуда (Δ=30 мм).
К недостаткам указанного способа можно отнести:
- потребность, при его реализации, в большом количестве технологического оборудования: листогибочной машины для свертки цилиндрического полуфабриката, пресса для формоизменения донной части полуфабриката сосуда, сварочного автомата для сварки продольных и кольцевых стыков, станка для ротационной вытяжки;
- использование уникального дорогостоящего оборудования и больших производственных площадей при изготовлении крупногабаритных изделий;
- большую трудоемкость и продолжительность производственного цикла, т.к. способ является много переходным;
- наличие дополнительных операций по подгонке и сварке полученного полуфабриката сосуда с жесткими концевыми элементами типа шпангоутов, что является сложной технологической задачей, особенно при изготовлении крупногабаритных сосудов.
Наиболее близким по техническому решению можно считать способ образования оболочки бака, состоящей из шпангоутов и обшивки, заключающийся в формообразовании шпангоутов и обшивки, их подгонке и сварке по участкам, имеющим одинаковую толщину и протяженность 20…25 мм с обеих сторон сварного шва. Срединные поверхности обшивки и примыкающей к ней части шпангоута являются продолжением одна другой (А.С. Чумадин, В.И. Ершов, К.А. Макаров и др. «Основы авиа - и ракетостроения», М.: Инфра-М, 2008, с. 337…338, рис. 5.16, 5.17, 5.18).
Недостатком известного способа образования оболочки бака является то, что обшивка перед сваркой имеет форму полой детали. Для качественной сварки необходимо, чтобы не только толщины свариваемых деталей имели одинаковую величину, но также, чтобы ступенька между свариваемыми деталями была минимально возможной. Независимое изготовление точного сопряжения двух тонкостенных крупногабаритных деталей - полой обшивки и шпангоута является сложной технологической задачей, требующей использования крупногабаритной дорогостоящей оснастки для механической обработки и сварки.
Задачей предлагаемого изобретения является повышение технологичности образования оболочки бака, сокращение трудоемкости его изготовления, повышение качества и надежности, путем исключения предварительного формообразования тонкостенных обшивок.
Поставленная задача решается тем, что в способе изготовления полых изделий, содержащих тонкостенную оболочку, подкрепленную силовыми кольцами типа шпангоутов, включающий сварку указанной оболочки и шпангоутов по участкам, имеющим одинаковую толщину, подлежащие сварке участки указанных оболочки и шпангоутов выполняют плоскими, при этом сварку осуществляют по периметрам упомянутых плоских участков с получением заготовки и ее последующим формообразованием посредством деформирования с преднамеренным утонением стенки оболочки с получение полого изделия.
Кроме того, в указанном способе:
- используют оболочку в виде плоского кольца и наружный и внутренний шпангоут;
- используют оболочку в виде сваренных между собой плоских кольцевых сегментов и наружный и внутренний шпангоут;
- сварку указанных оболочки и шпангоутов выполняют трением с перемешиванием;
- сварку указанных оболочки и шпангоутов выполняют лазерным или электронным лучом;
- формообразование заготовки осуществляют методом ротационной вытяжки;
- ротационную вытяжку осуществляют с нагревом заготовки;
- после ротационной вытяжки полученное изделие обрабатывают резанием с удалением стружки.
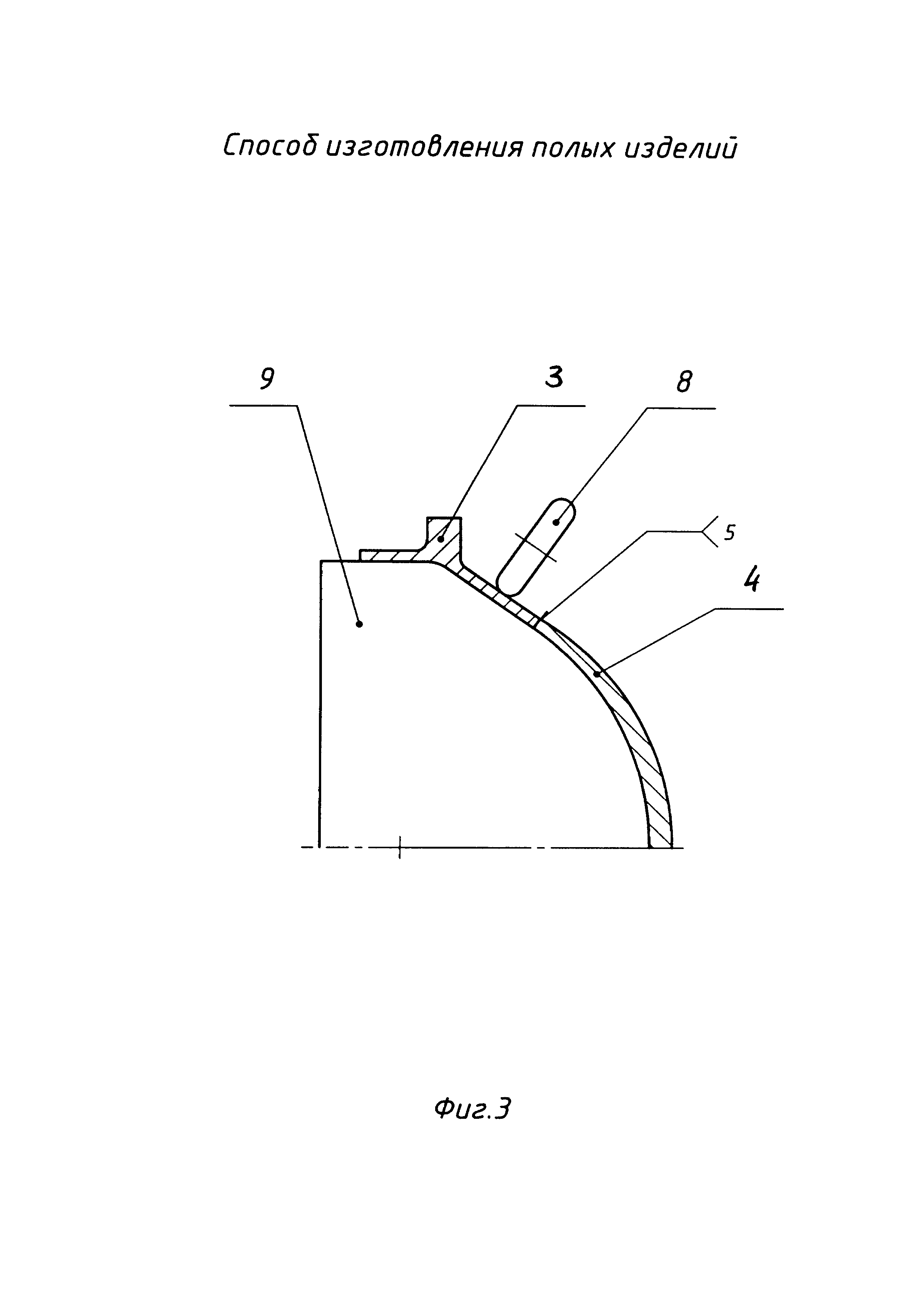
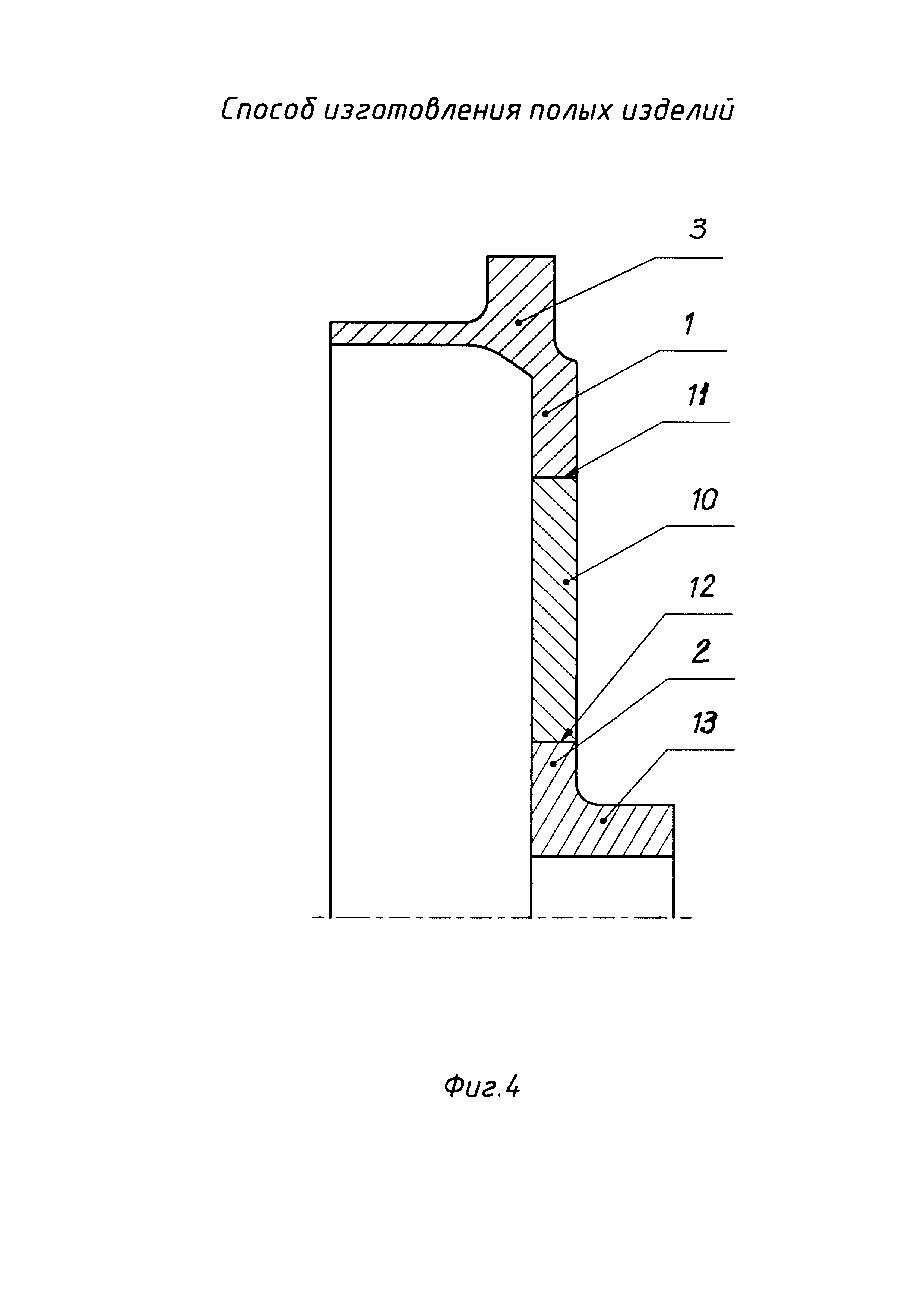
На фиг. 1 представлены заготовки шпангоута и оболочки перед сваркой, фиг. 2 - операция сварки шпангоута и оболочки по их периметрам, фиг. 3 - операция формообразования, фиг. 4 - пример выполнения способа, когда в качестве заготовки оболочки используют плоское кольцо, на фиг.5 -пример выполнения способа, когда в качестве заготовки оболочки используют плоские кольцевые сегменты, фиг. 6 - разрез полого изделия с кольцевой оболочки после ротационной вытяжки.
Способ изготовления полых изделий заключается в том, что части 1 и 2 шпангоута 3 и оболочки 4 (соответственно), имеющие одинаковую толщину и расположенные в зоне сварного шва 5 выполняют в виде плоских участков, сваривают их по периметрам 6 и 7 с последующим формообразованием, которое производят по сварному шву 5 и примыкающим к нему плоским частям 1 и 2 шпангоута 3 и оболочки 4 путем деформирования, например, роликом 8 по жесткой оправке 9, с преднамеренным утонением стенки. При этом получают полое изделие, состоящее из шпангоута 3 и оболочки 4.
Деформирование с преднамеренным утонением стенки выполняют по известной зависимости: S=S0 * sin α, где S - толщина детали после ротационной вытяжки, S0 - толщина заготовки, α - угол между осью вращения заготовки и касательной линией к оболочке в точке касания деформирующего ролика. Такое деформирование характеризуется тем, что заготовка шпангоута не будет испытывать радиальных усилий, и будет обеспечено устойчивое протекание процесса.
Кроме того, способ изготовления полых изделий может быть реализован:
- если в качестве заготовки оболочки используют плоское кольцо 10, наружный 11 и внутренний 12 диаметр которого приваривают к плоским частям 1 и 2 заготовок внешнего 3 и внутреннего 13 шпангоутов;
- если в качестве заготовки оболочки используют плоские кольцевые сегменты 14, которые сваривают между собой сварными швами 15 и приваривают по внешнему 16 и внутреннему 17 радиусам к плоским частям заготовок внешнего 3 и внутреннего 13 шпангоутов, а после ротационной вытяжки получают полое изделие, состоящее из шпангоутов 3 и 13 и оболочки 4.
- если сварку частей заготовки выполняют методом трения с перемешиванием;
- сварку частей заготовок выполняют лазерным или электронным лучом;
- формообразование производят методом ротационной вытяжки роликом 8 по жесткой оправке 9;
- ротационную вытяжку осуществляют с нагревом;
- после ротационной вытяжки изделие обрабатывают резанием с удалением стружки.
Таким образом, в результате совместного деформирования, например, ротационной вытяжкой полуфабриката, состоящего из сваренных между собой шпангоутов и оболочки, получают полое изделие типа днище.
Такая реализация способа изготовления полых изделий значительно сокращает материальные, трудовые и временные затраты. Дополнительным достоинством предлагаемого способа является упрочнение сварного шва в процессе деформации, что повышает надежность изделия и позволяет уменьшить его массу.
Способ ротационной вытяжки
Способ изготовления металлического листа
Способ формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов и устройство для осуществления этого способа
Способ вырубки в штампе деталей
Способ соединения оболочки трубопровода из полимерного композиционного материала с металлической законцовкой
Способ штамповки оболочек сложной формы из тонколистовых материалов
Способ получения наклонного фланца на трубчатой заготовке и устройство для осуществления этого способа
Оболочечная конструкция и способ ее изготовления
Многозвенная рычажная система
Трубчатый биметаллический переходник
Способ ротационной вытяжки
Способ изготовления металлического листа
Способ вырубки в штампе деталей
Трубчатый биметаллический переходник
Способ изготовления кольца
Способ получения неразъемного соединения осесимметричных полых деталей из разнородных материалов

