Результат интеллектуальной деятельности: Устройство для определения градиента температур в зоне сварки профилей при контактной стыковой сварке
Вид РИД
Изобретение
Предлагаемое изобретение относится к сварочному производству, а именно к устройствам для определения градиента температур в зоне сварки профилей различного сечения при контактной стыковой сварке, например, шпангоутов из алюминиевых сплавов на специализированных стыкосварочных машинах большой мощности с компьютерным управлением.
Процесс сварки включает несколько стадий: сборка деталей в кондукторах с формирующими ножами, установка припуска на соответствующие этапы сварки, а затем предварительное оплавление для выравнивания свариваемых торцов, подогрев методом сопротивления, оплавление, осадка и проковка.
Формирование соединения происходит на этапе осадки, все остальные этапы являются подготовительными. Осаживаемые торцы деталей должны быть нагреты до температуры пластической деформации (для высокопрочных алюминиевых сплавов она составляет ~400…450°С) и иметь относительно ровный рельеф оплавляемых поверхностей.
Для получения качественного соединения при контактной сварке оплавлением необходимо выполнить ряд требований, противоречивых по своему характеру - с одной стороны, для облегчения удаления оксидных пленок из стыка температуру заготовок необходимо увеличивать, а с другой стороны, нагрев высокопрочных алюминиевых сплавов может вызвать значительное разупрочнение в стыке и зоне термического влияния. Так, у сплава АМг6М при нагреве свыше 450°С и выдержке при ней более 30 секунд происходит выделение β-фазы (интерметаллидов), снижающее механические свойства получаемого соединения.
Однако, если нагрев до 450°С не превышает 30 секунд, разупрочнения можно избежать. Кроме этого, при сварке изделий развитого или большого сечения из алюминиевых сплавов важно получить равномерный нагрев по всему поперечному сечению и необходимый тепловой поток вглубь детали, чтобы избежать зон перегретого металла с низкими механическими свойствами.
Использование сварки рациональных заготовок в виде свальцованных полуколец (полушпангоутов) для получения замкнутых изделий, таких как кольца, шпангоуты и т.д. из различных профилей алюминиевых и титановых сплавов имеет большую экономическую выгоду, так как исключает многие затратные операции по мехобработке заготовок. Однако применяемая в таких случаях стыковая контактная сварка непрерывным оплавлением, требует строгого контроля и воспроизводимости режимов сварки для получения высокого качества сварного соединения заготовок между собой. Брак при изготовлении крупногабаритных изделий больших сечений практически недопустим, так как приводит к значительным затратам в случаях, когда бракованные изделия невозможно исправить подваркой или механической обработкой, поэтому возникает необходимость в контроле температуры заготовок на протяжении всего цикла сварки. При сварке профилей развитого или большого сечения особенно важно иметь возможность измерения температуры и определения градиента температур сразу в нескольких зонах заготовки.
Измерение температуры в производственных условиях представляет определенные сложности, так как оптические пирометры применять при контроле температуры вблизи торцов невозможно из-за опасности попадания расплавленных частиц металла на оптику и нестабильных показателей измерения, а контактные методы замеров трудоемки, поэтому подогрев контролируют по длительности нагрева, что не всегда позволяет достигать требуемой температуры или дает перегрев в зоне соединения, что вызывает отклонение параметров режима сварки и неисправимый брак сварного соединения.
Известен способ измерения температуры, применяемый при контактной стыковой сварке труб, при котором термопары расположены вдоль оси свариваемых труб на известных расстояниях в нескольких точках (см., например, B.C. Лифшиц и М.Д. Литвинчук «Прессовые методы сварки магистральных и промысловых трубопроводов». - М.: Недра, 1970 г., стр. 57). Спаи термопар при этом приваривают к поверхности стальных труб или зачеканивают в металл трубы.
Основным недостатком данного способа измерения температуры является его высокая трудоемкость приварки или зачеканивания спаев термопар, это ограничивает его применение лишь единичными опытами и невозможно для промышленного использования при контактной сварке оплавлением алюминиевых сплавов.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ измерения температуры в зоне сварки /см. патент RU 2389985, кл. В23К 11, G01К 7/02, опубл. 20.05.2010, Бюл. №14/, включающий установку термопар в каналах губок сварочной машины, параллельных поверхностям губок и изделию, при этом спай термопар поджимают в процессе замера к поверхности изделия через калиброванное отверстие дна канала, перпендикулярного к поверхности изделия, при этом спай термопар поджимают пружиной или винтом.
Недостатком вышеуказанного способа измерения температур является то, что при использовании этого способа каждая термопара закрепляется отдельно, а для получения графика распределения температур и построения температурного поля при сварке необходимо закрепить как минимум 2-3 термопары на изделии, при этом для профилей разного сечения на различном расстоянии от свариваемых торцов, кроме этого изоляция выводов термопар огнеупорной быстротвердеющей смесью не позволяет использовать термопары повторно при смене сварочных губок.
Техническим результатом предлагаемого изобретения является оптимизация технологических приемов при выполнении режима сварки с использованием предварительного подогрева свариваемых изделий, совершенствование машин контактной стыковой сварки с повышением точности соблюдения оптимальных параметров нагрева и повышение качества сварного шва за счет высокой точности нагрева торцов в процессе сварки.
Технический результат достигается тем, что измерение температуры производят не менее чем двумя термопарами, сцентрированными и зафиксированными в определенном требуемом положении в металлической втулке, заполненной эпоксидной смолой и установленной в канале кондуктора перпендикулярно поверхности изделия и ориентированной относительно торца изделия направляющими, спаи термопар перед замером поджимают винтом и нажимной пружиной через прокладку к поверхности изделия после установки деталей под сварку, а после сварки отводят спаи термопар от поверхности изделия при отжиме винта возвратной пружиной.
Указанный технический результат достигается тем, что устройство для определения градиента температур в зоне сварки профилей при контактной стыковой сварке, содержащее установленные в канале формирующего ножа кондуктора термопары, спаи которых сцентрированы и поджаты прижимным винтом с изолирующей прокладкой к поверхности изделия через калибровочное отверстие, ось которого перпендикулярна этой поверхности, снабжено дополнительными термопарами, спаи которых установлены в одной плоскости с существующим спаем, канал для размещения термопар выполнен соосно калибровочному отверстию и оснащен концентрично установленной в нем втулкой из электроизоляционного материала, наружная поверхность которой идентична форме канала, а внутренняя имеет вертикальные пазы, находящиеся в плоскости, расположенной вдоль оси свариваемых профилей, металлической втулкой, подпружиненной относительно прижимного винта изолирующей прокладкой и втулки из электроизоляционного материала, размещенной концентрично последней и установленной в ее вертикальных пазах с возможностью возвратно-поступательного перемещения, спаи с термопарами зафиксированы в центральном отверстии металлической втулки эпоксидной смолой и установлены в калибровочном отверстии на расстоянии от поверхности свариваемых профилей.
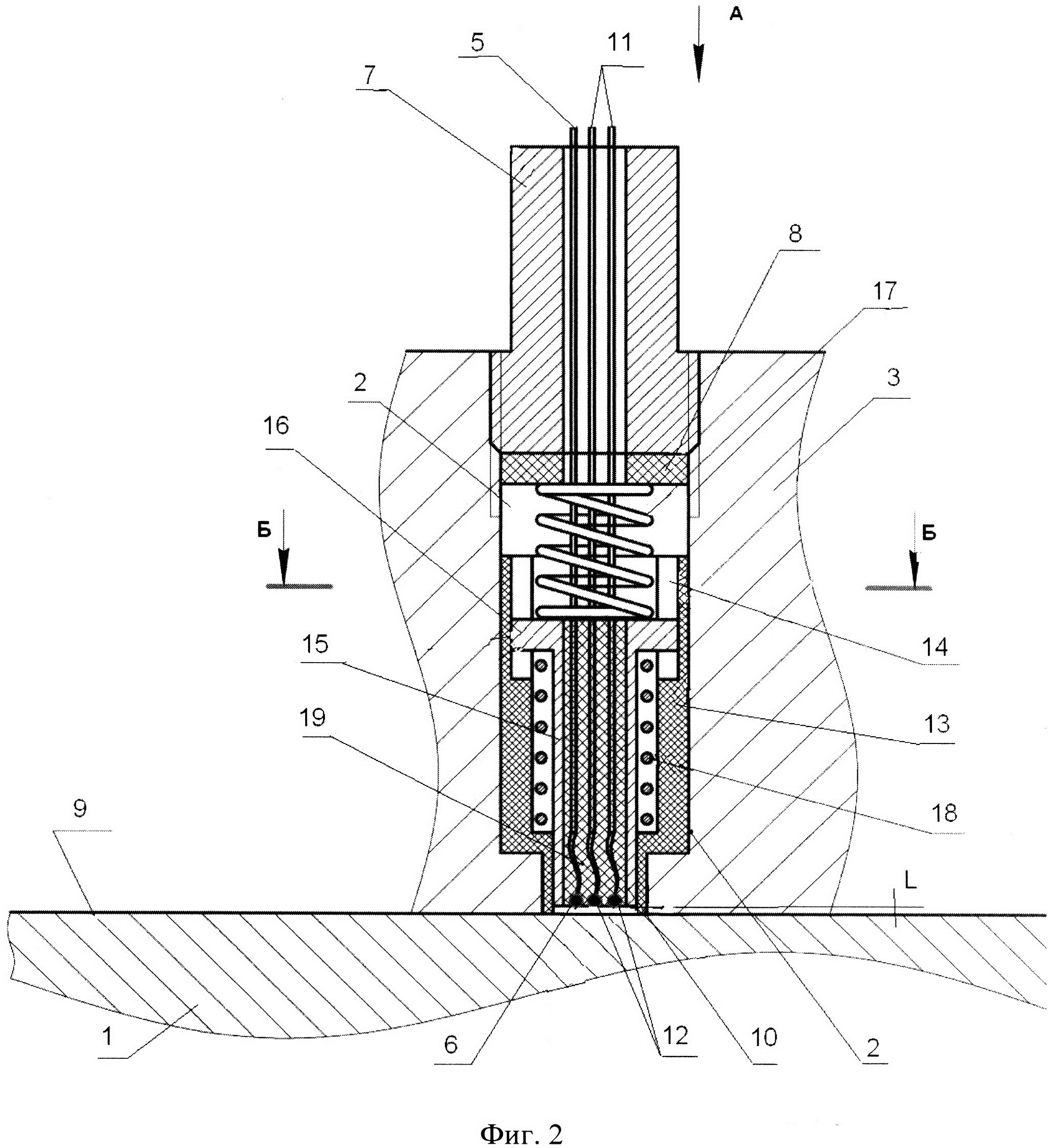
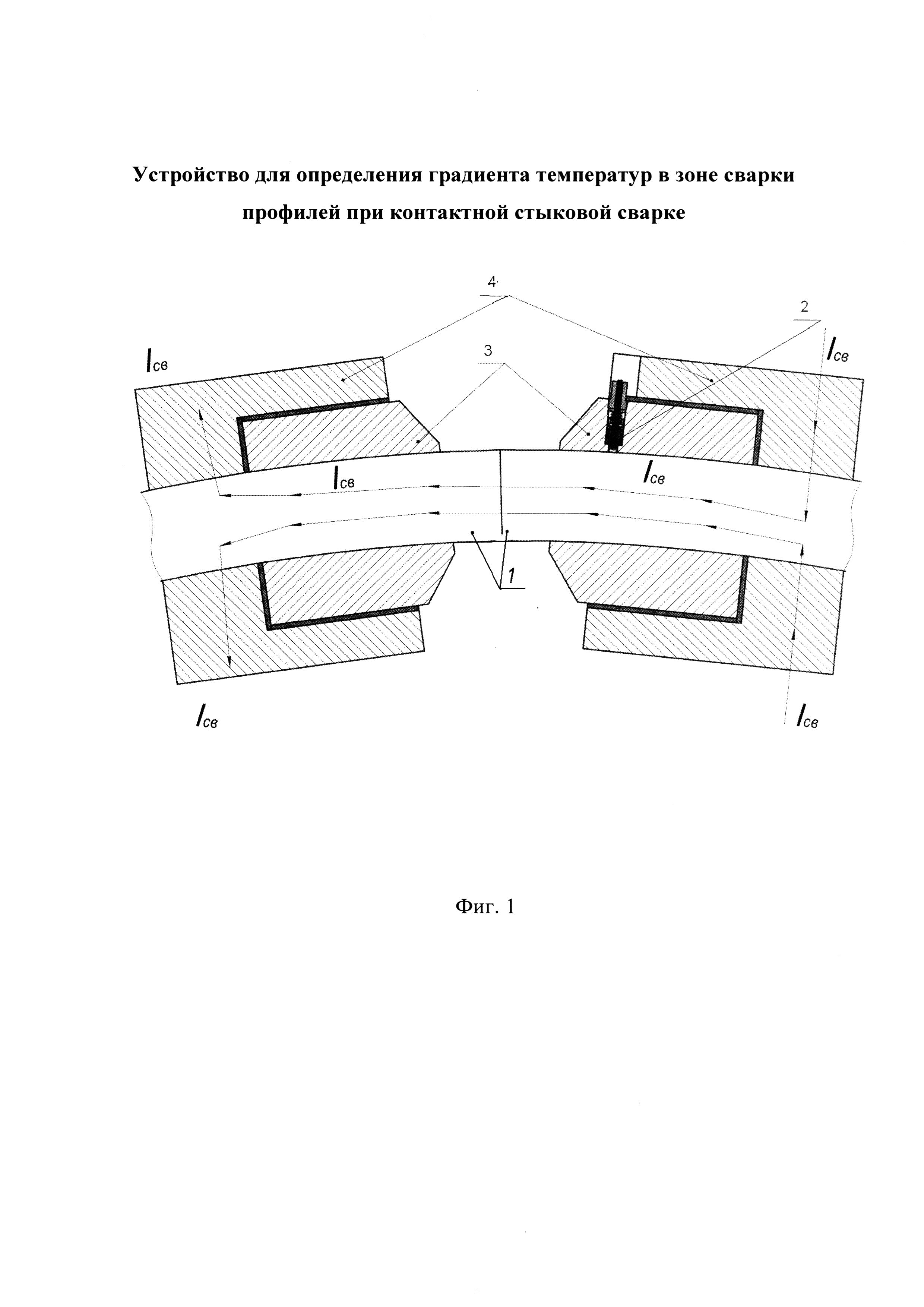
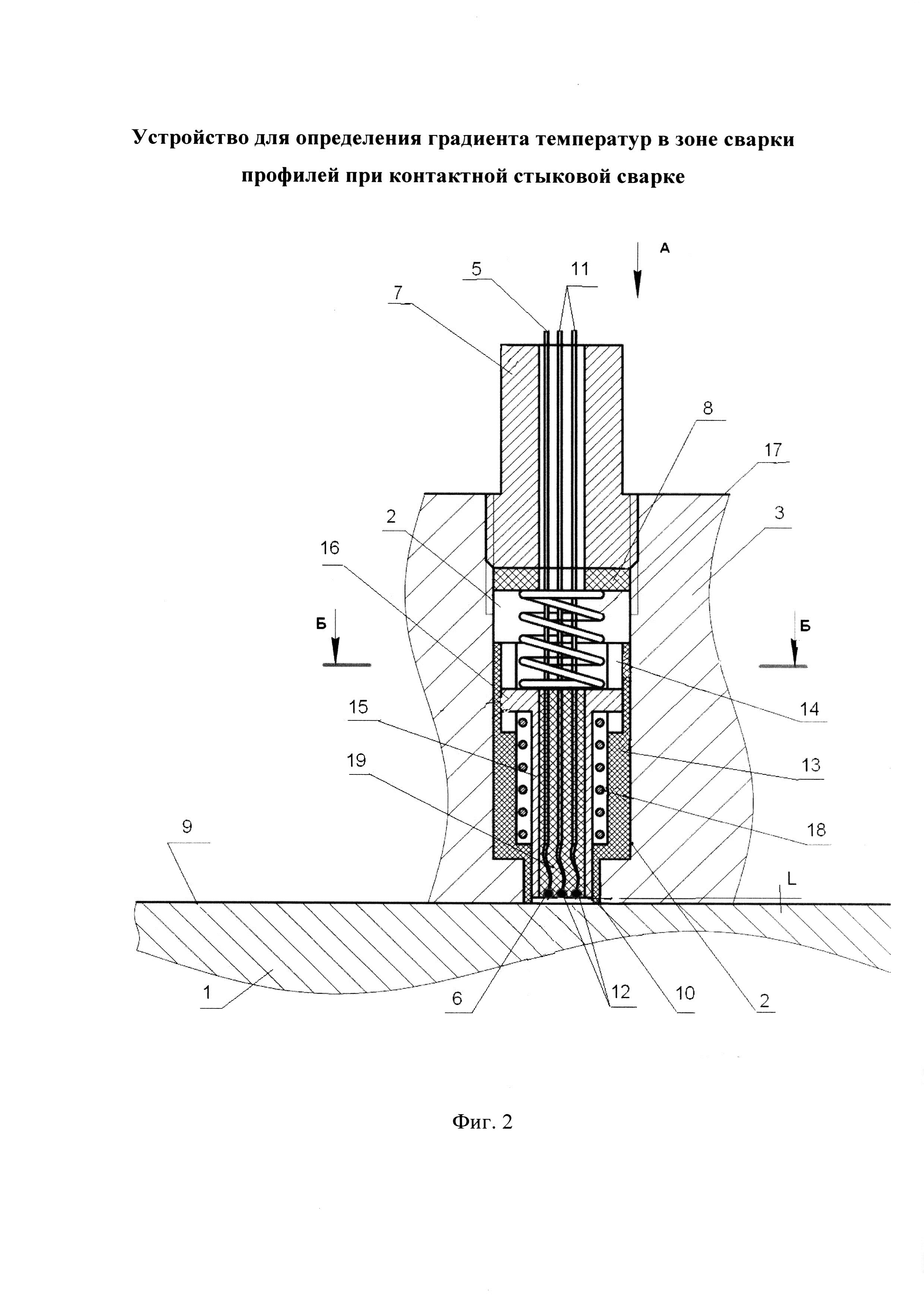
На фиг. 1 схематично показан общий вид заготовки, зажатой перед сваркой в кондукторах с установленной в формирующем ноже металлической втулки с термопарами, на фиг. 2 показан канал в формирующем ноже с установленной в нем металлической втулкой и закрепленными в ней термопарами, на фиг. 3 - вид по стрелке А на фиг. 2, на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство для определения градиента температур в зоне сварки профилей 1 при контактной стыковой сварке содержит установленные в канале 2 формирующего ножа 3 кондуктора 4 термопары 5, спаи 6 которых сцентрированы и поджаты прижимным винтом 7 с изолирующей прокладкой 8 к поверхности 9 изделия через калибровочное отверстие 10, ось которого перпендикулярна поверхности 9.
Устройство снабжено дополнительными термопарами 11, спаи 12 которых установлены в одной плоскости с существующим спаем 6.
Канал 2 для размещения термопар 5 и 11 выполнен соосно калибровочному отверстию 10 и оснащен концентрично установленной в нем втулкой 13 из электроизоляционного материала, наружная поверхность которой идентична форме канала 2, а внутренняя имеет вертикальные пазы 14, находящиеся в плоскости, расположенной вдоль оси свариваемых профилей.
Канал 2 также оснащен металлической втулкой 15 с выступами 16, которая подпружинена:
- относительно прижимного винта 7 с изолирующей прокладкой 8 - нажимной пружиной 17;
- относительно втулки 13 из электроизоляционного материала - возвратной пружиной 18.
Металлическая втулка 15 установлена концентрично втулке 13, а ее выступы 16 размещены в вертикальных пазах 14 втулки 13 с возможностью возвратно-поступательного перемещения.
Спаи 6 и 12 с термопарами 5 и 11 зафиксированы в центральном отверстии металлической втулки 15 эпоксидной смолой 19 и установлены в калибровочном отверстии 10 на расстоянии L от поверхности 6 свариваемых профилей 1.
Измерение температуры при использовании предлагаемого устройства осуществляется следующим образом:
- перед сваркой профили 1 зажимают в кондукторах 4, оснащенных формирующими ножами 3. Внутри канала 2 одного из них предварительно устанавливается металлическая втулка 15 с залитыми в ней эпоксидной смолой 19 термопарами 5 и 11 со спаями 6 и 12, которые при помощи выступов 16 втулки 15 фиксируются в вертикальных пазах 14 втулки 13, перпендикулярно свариваемому торцу и расположены вдоль оси свариваемых профилей 1;
- выводы термопар присоединяют к входам контрольного прибора или к системе управления процессом сварки (не показаны);
- затем прижимают спаи 6 и 12 термопар 5 и 11 при помощи поворота прижимного винта 7 и нажимной пружины 17 через изолирующую прокладку 8, выполненную из электроизоляционного материала;
- производят сварку и замер температуры;
- после сварки отводят спаи 6 и 12 термопар 5 и 11 от поверхности профилей 1 возвратной пружиной 13 при повороте прижимного винта 7 в другую сторону.
Втулка 13 с вертикальными пазами 14 изготовлена из электроизоляционного материала, что позволяет избежать погрешностей в передаче ЭДС термопар.
В отжатом состоянии спаи 6 и 12 расположены на расстоянии L от поверхности 9 и не касаются ее, что исключает их повреждение при снятии заготовок.
При необходимости подобные устройства могут быть расположены в нескольких местах, что позволит построить распределение температур по сечению профиля. После извлечения прижимного винта 7 все элементы могут быть установлены на другую оснастку.
Применение предложенного устройства для определения градиента температур в зоне сварки профилей при контактной стыковой сварке позволяет:
- полностью решить задачу точного и быстрого размещения термопар для замера температур при сварочном нагреве изделий;
- с успехом использовать его как при исследованиях сварочных процессов, так и в промышленном производстве для обеспечения управления сварочным нагревом в процессе сварки;
- использовать измеряемый температурный градиент как объективный параметр качества сварных соединений;
- получать высокое качество сварных соединений за счет обеспечения требуемого температурного градиента и воспроизводимости режимов сварки;
- использовать термопары для замеров многократно.
Устройство для определения градиента температур в зоне сварки деталей при контактной стыковой сварке, предназначенное для размещения в канале формирующего ножа кондуктора, содержащее термопары и прижимной винт с изолирующей прокладкой, установленный с возможностью поджатия спаев термопар к поверхности детали в зоне сварки через калибровочное отверстие, соосное упомянутому каналу, отличающееся тем, что оно снабжено втулкой из электроизоляционного материала, наружная поверхность которой идентична форме канала формирующего ножа кондуктора, а внутренняя имеет вертикальные пазы, и металлической втулкой с центральным отверстием, установленной концентрично относительно втулки из электроизоляционного материала с возможностью возвратно-поступательного перемещения и выполненной с выступами, размещенными в вертикальных пазах втулки из электроизоляционного материала, при этом металлическая втулка подпружинена относительно прижимного винта и относительно втулки из электроизоляционного материала, причем прижимной винт выполнен с продольным каналом для размещения в нем термопар, соосным центральному отверстию металлической втулки, термопары выполнены с возможностью соединения со средствами контроля процесса сварки, а спаи термопар расположены в одной плоскости и зафиксированы эпоксидной смолой в упомянутом центральном отверстии втулки.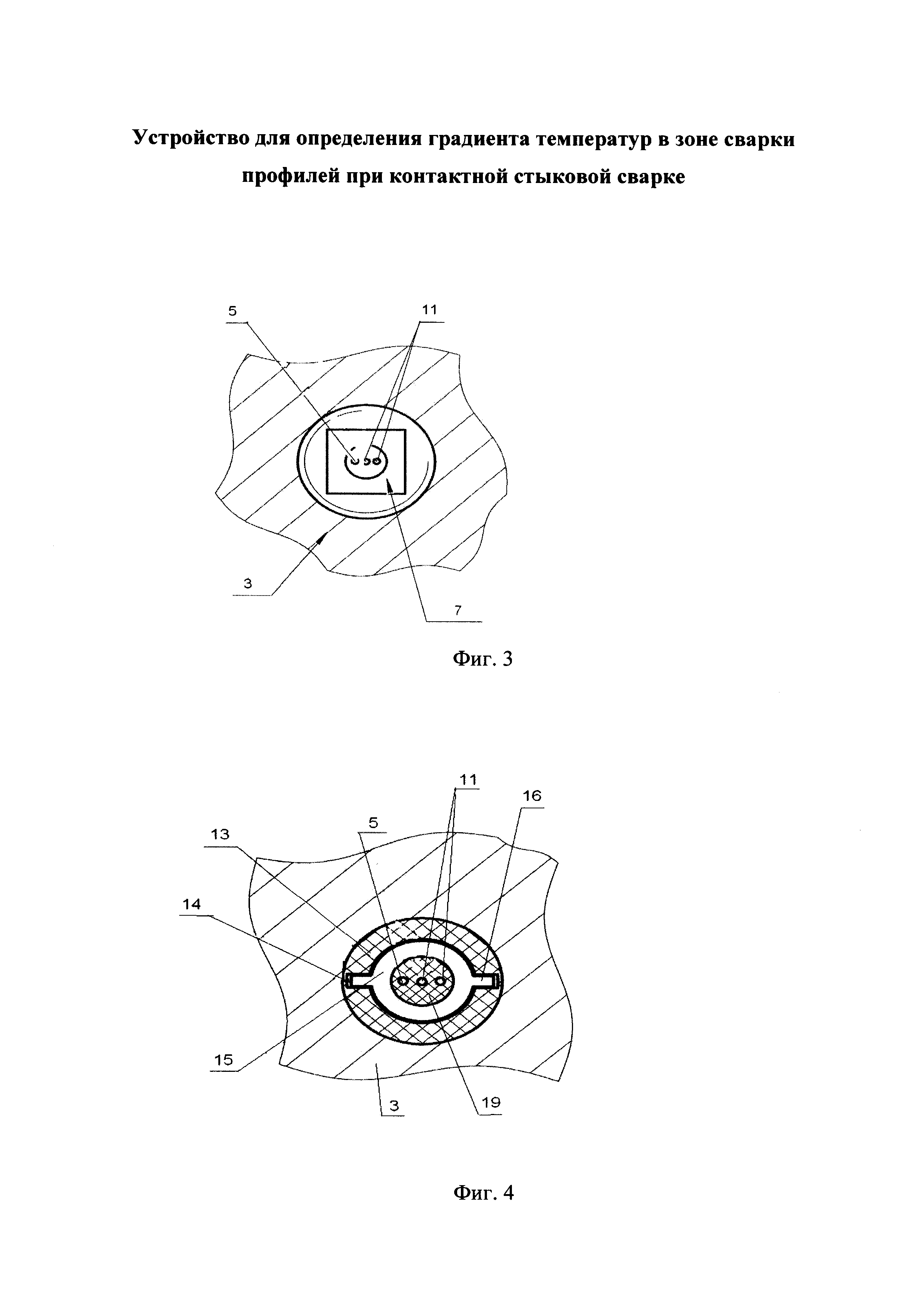
Способ ротационной вытяжки
Способ изготовления металлического листа
Способ контактной стыковой сварки с предварительным подогревом и измерением температуры образцов изделий различного сечения
Способ дуговой сварки под флюсом закладных деталей
Способ удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения
Способ формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов и устройство для осуществления этого способа
Способ вырубки в штампе деталей
Способ соединения оболочки трубопровода из полимерного композиционного материала с металлической законцовкой
Способ штамповки оболочек сложной формы из тонколистовых материалов
Способ замоноличивания сваркой в среде защитных газов кромок гофр стенок корпусов трансформаторов с одновременной приваркой усиливающих прутков
Способ ротационной вытяжки
Способ изготовления металлического листа
Способ контактной стыковой сварки с предварительным подогревом и измерением температуры образцов изделий различного сечения
Способ дуговой сварки под флюсом закладных деталей
Способ удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения
Способ формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов и устройство для осуществления этого способа
Способ вырубки в штампе деталей
Способ соединения оболочки трубопровода из полимерного композиционного материала с металлической законцовкой
Способ штамповки оболочек сложной формы из тонколистовых материалов
Способ замоноличивания сваркой в среде защитных газов кромок гофр стенок корпусов трансформаторов с одновременной приваркой усиливающих прутков

