Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ
Вид РИД
Изобретение
Устройство относится к обработке металлов резанием, а именно к инструменту для абразивной обработки.
Известно устройство для подачи смазочно-охлаждающей жидкости (СОЖ) при шлифовании, содержащее сопло для подачи СОЖ в зону резания, источник сжатого воздуха, элементы отклонения воздушных потоков и элементы их отвода, выполненные в виде эжекторных насадков и соединенные с источником сжатого воздуха (а.с. СССР №1201115, В24В 55/02, 1985).
Недостатком данного устройства является то, что известное устройство обладает высокой трудоемкостью изготовления, требует использования дополнительного источника сжатого воздуха и, кроме того, устройство невозможно установить на серийно выпускаемое оборудование без дополнительных доработок некоторых его узлов.
Известен также шлифовальный круг, содержащий диск из абразивного материала и расположенные на его торцах накладки, наружный диаметр которых равен наружному диаметру диска, выполненные в виде последовательно расположенных секций, каждая из которых образована перемещением сечения треугольного профиля постоянной высоты по спирали (а.с. СССР №1556886, В24В 55/02 // B24D 5/10, 1990).
Недостатком данного круга является то, что известный шлифовальный круг содержит накладки, полностью перекрывающие торцы абразивного диска, что препятствует созданию разрежения на периферийной поверхности круга и проникновению СОЖ непосредственно в зону обработки и в диск. Кроме того, изготовление самих накладок отличается высокой трудоемкостью.
Известно также устройство для шлифования, содержащее шлифовальный круг и узлы отвода воздуха от торцов шлифовального круга, установленные на торцах круга и выполненные в виде крыльчаток, причем на торцах круга остаются свободные участки, через которые происходит отсос воздуха из тела круга и создается разрежение на периферийной поверхности последнего (см. патент РФ №2372180, кл. B24D 55/02, 2009 г.), принятое за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что в порах участков, находящихся ближе к центру круга, создается разрежение меньшее, чем ближе к периферии (это обусловлено меньшей окружной скоростью) и воздух движется по порам круга к периферийной поверхности (чему также способствует и центробежная сила), выходя из круга через последнюю и препятствуя проникновению СОЖ непосредственно в зону резания.
Сущность изобретения заключается в следующем. Окружные и торцовые воздушные потоки, создаваемые вращающимися с большой скоростью шлифовальными кругами, препятствуют доступу СОЖ в зону шлифования. Это происходит потому, что воздух, находящийся в порах круга, отбрасывается центробежной силой к его периферии, что создает внутри круга разрежение, а новые объемы воздуха засасываются через торцы круга. В предлагаемом устройстве установленные на торцах круга крыльчатки создают внутри круга разрежение, причем на ближних к центру круга участках большее, чем ближе к периферии благодаря тому, что крыльчатки по длине выполнены с уменьшением угла их наклона к торцовым поверхностям шлифовального круга от его центра к периферийной поверхности круга, и воздух движется в порах круга от периферии к центру, создавая тем самым разрежение на периферийной поверхности круга и обеспечивая попадание СОЖ непосредственно в зону резания. Крыльчатки изготовлены из легко разрушаемого материала и изнашиваются вместе с кругом, не повреждая обрабатываемую заготовку.
Технический результат - повышение качества обработанных поверхностей за счет улучшения охлаждения зоны шлифования путем обеспечения большей степени разрежения на ближних к центру участках торцовых поверхностей и всасывания воздуха в поры через периферийную поверхность шлифовального круга.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном устройстве содержится шлифовальный круг и выполненные в виде крыльчаток узлы отвода воздуха от торцов шлифовального круга, установленные на торцах круга с чередованием со свободными участками, через которые происходит отсос воздуха из тела круга.
Особенность конструкции заключается в том, что крыльчатки по длине выполнены с уменьшением угла их наклона к торцовым поверхностям шлифовального круга от его центра к периферийной поверхности круга, что способствует созданию разрежения на ближних к центру участках торцовых поверхностей круга и, как следствие, на периферийной его поверхности, что облегчает попадание смазочно-охлаждающей жидкости непосредственно в зону обработки.
На чертежах представлено:
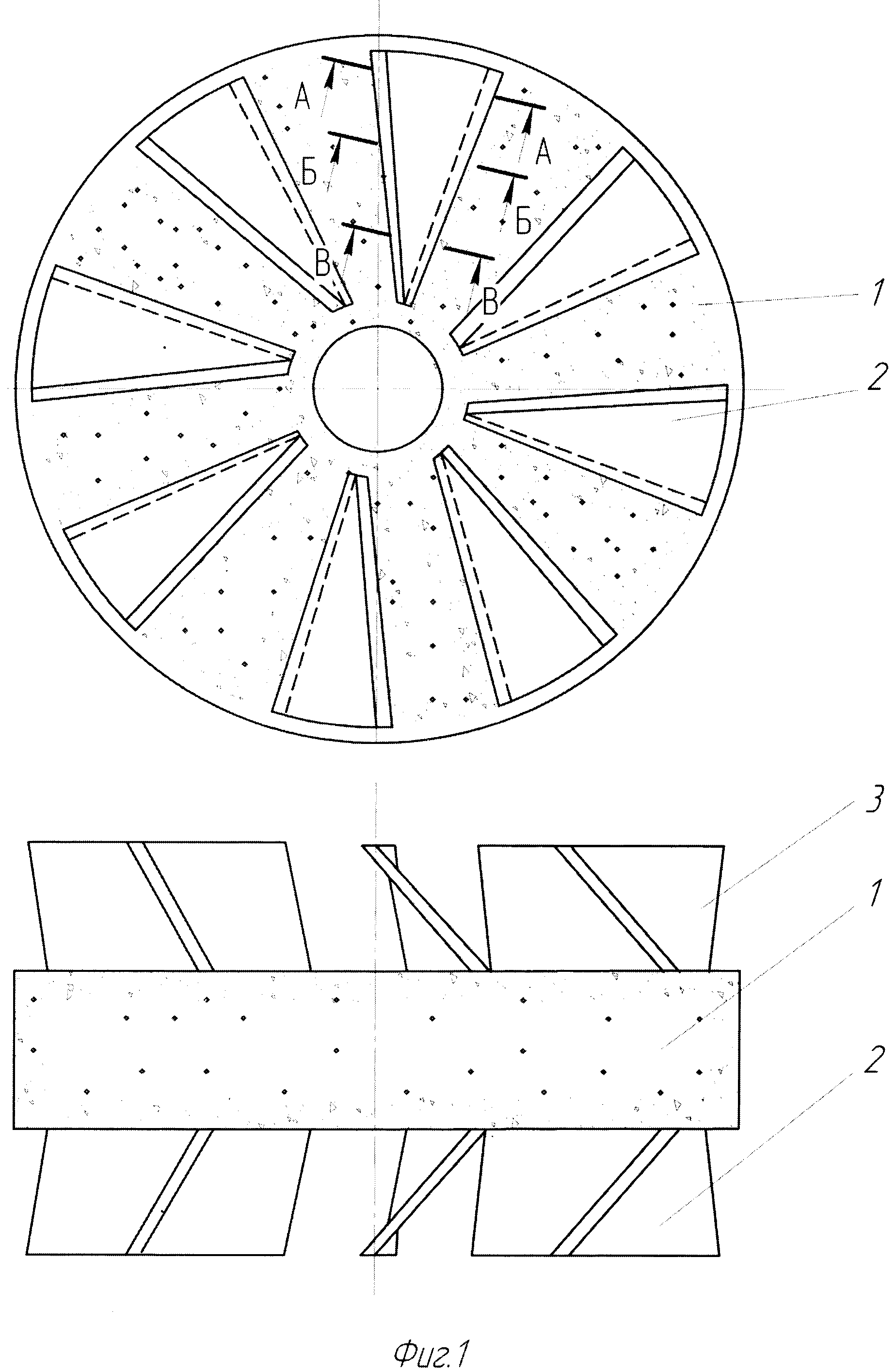
- на фиг. 1 - эскиз устройства;
- на фиг. 2 - разрезы А-А, Б-Б и В-В по фиг. 1.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
На стандартный шлифовальный круг 1 (см. фиг. 1) устанавливаются узлы отвода воздуха от торцов круга и круг вместе с этими узлами закрепляется в планшайбе (на фиг. не показана). Узлы отвода воздуха выполнены в виде крыльчаток 2 и 3, причем их лопасти направлены таким образом, чтобы при вращении они отбрасывали воздушные потоки от торцов круга.
Работает устройство следующим образом. Шлифовальному кругу придают вращение и начинают шлифовать заготовку. Смазочно-охлаждающую жидкость в зону резания подают самым распространенным способом - поливом свободно падающей струей. Крыльчатки, работая как вентилятор, отбрасывают воздух от торцов круга, создавая разрежение в порах в прилегающих к торцам областях шлифовального круга, в которые устремляется, преодолевая центробежную силу, воздух с периферии шлифовального круга. Причем крыльчатки по длине выполнены с уменьшением угла их наклона к торцовым поверхностям шлифовального круга от его центра к периферийной поверхности круга (α<β<γ, фиг. 2), что способствует созданию большего разряжения на ближних к центру участках торцовых поверхностей круга, чем на ближних к периферии. На периферийной поверхности круга создается разрежение и таким образом СОЖ вместе с воздухом втягивается в пространство между шлифовальным кругом и заготовкой, попадая непосредственно в зону обработки. Таким образом осуществляется охлаждение заготовки непосредственно в зоне резания, что способствует повышению качества обработанных поверхностей заготовок. Выполнение крыльчаток из легко разрушаемого материала обеспечивает использование устройства без переустановок до полного износа шлифовального круга.
Устройство для шлифования, содержащее шлифовальный круг и выполненные в виде крыльчаток узлы отвода воздуха от торцов шлифовального круга, установленные на торцах круга с чередованием со свободными участками, через которые происходит отсос воздуха из тела круга, отличающееся тем, что крыльчатки по длине выполнены с уменьшением угла их наклона к торцевым поверхностям шлифовального круга от его центра к периферийной поверхности с обеспечением большего разрежения на ближних к центру участках торцовых поверхностей круга, чем на его периферийной поверхности.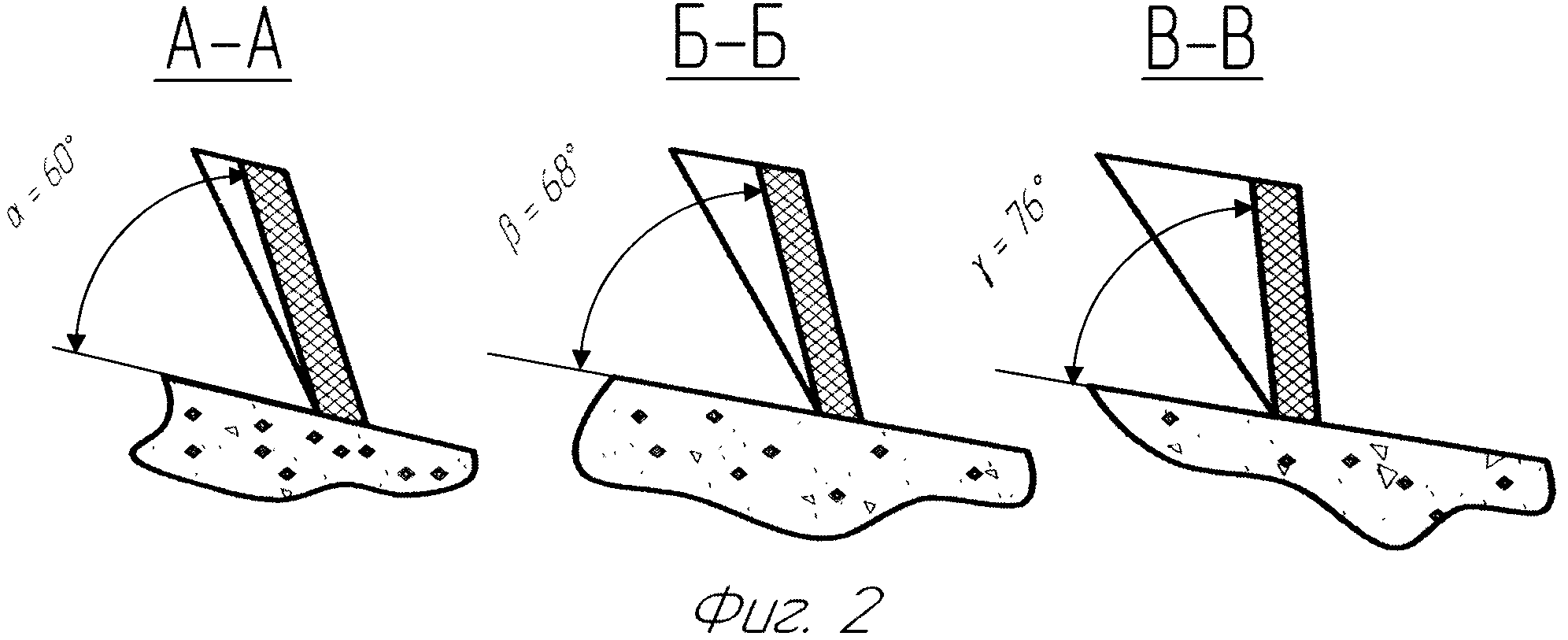
Способ получения многослойного покрытия для режущего инструмента
Способ изготовления полых изделий из листового металла
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ изготовления осесимметричных полых изделий с отверстием в донной части
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Система теплоснабжения
Система теплоснабжения
Система теплоснабжения

