Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение относится к способам нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке.
Известен способ повышения стойкости режущего инструмента (РИ), при котором на его поверхность вакуумно-плазменным методом наносят износостойкое покрытие (ИП) из нитрида титана (TiN) или карбонитрида титана (TiCN) (см. Табаков В.П. Работоспособность режущего инструмента с износостойкими покрытиями на основе сложных нитридов и карбонитридов титана. Ульяновск: УлГТУ, 1998. 123 с.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе наносимое покрытие не обеспечивает такой же высокой эффективности при работе режущего инструмента с этим покрытием в условиях прерывистого резания, в частности, при фрезеровании, как при непрерывном резании.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ нанесения многослойного покрытия, раскрытый в описании к патенту на изобретение RU 2269604 С1, принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного режущего инструмента с покрытием, принятого за прототип, относится то, что в известном способе многослойное покрытие обладает недостаточной твердостью, а, следовательно, трещиностойкостью и низкими сжимающими остаточными напряжениями. В результате покрытие плохо сопротивляется процессам износа и разрушения и быстро разрушается при резании.
Одним из путей повышения стойкости и, как следствие, работоспособности РИ с покрытием является нанесение покрытий многослойного типа со слоями с различными физико-механическими свойствами. Наличие в покрытии верхнего слоя, обладающего высокими твердостью и контактными характеристиками, способствует снижению интенсивности износа РИ с многослойным покрытием. Для повышения прочности сцепления покрытия с инструментальной основой оно должно иметь в своем составе нижний слой с высокими адгезионными свойствами. Кроме того, увеличение твердости нижнего слоя покрытия также способствует дополнительному снижению интенсивности износа РИ с многослойным покрытием. Промежуточный слой должен выполнять следующие функции. Во-первых, обеспечивать повышение прочности сцепления слоев за счет его формирования из элементов верхнего и нижнего слоев. Во-вторых, иметь высокие твердость и сжимающие остаточные напряжения для снижения интенсивности износа и трещинообразования в покрытии при прерывистом резании. В-третьих, способствовать повышению трещиностойкости всего покрытия за счет появления дополнительных границ между слоями.
Технический результат - повышение работоспособности РИ.
Указанный технический результат при осуществлении, изобретения достигается тем, что наносят нижний слой из нитрида соединения титана, молибдена и кремния при их соотношении, мае. %: титан 96,15-97,35, молибден 2,0-3,0, кремний 0,65-0,85; промежуточный - из карбонитрида соединения титана, молибдена и кремния при их соотношении, мас.%: титан 96,15-97,35, молибден 2,0-3,0, кремний 0,65-0,85; верхний - из нитрида соединения титана и молибдена при их соотношении, мас.%: титан 95,5-97,0, молибден 3,0-4,5, а нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый и второй из которых выполняют составными из титана и молибдена и располагают противоположно друг другу, а третий изготавливают из сплава титана и кремния и располагают между ними, причем нижний и промежуточный слои наносят с использованием всех трех катодов, а верхний слой - с использованием первого и второго катодов.
Такая структура наносимого покрытия позволяет получить высокие остаточные напряжения и твердость из-за наличия в покрытии промежуточного слоя. При этом нижний и промежуточный слои обладают высокой твердостью и трещиностойкостью из-за дополнительного легирования материала слоев покрытий и наличию в их структуре микрослоистости, получаемой при нанесении покрытий по предлагаемой схеме расположения катодов.
Сущность изобретения заключается в следующем. В покрытии при резании происходят процессы трещинообразования, приводящие к его разрушению. Кроме того, из-за недостаточной прочности сцепления с инструментальной основой и слоев внутри многослойного покрытия возможно разрушение последнего в результате адгезионно-усталостных явлений на контактных площадках. В этих условиях покрытие должно иметь слоистую структуру для торможения трещин и высокие сжимающие напряжения. Слои покрытия должны обладать также высокой твердостью для повышения износо- и трещиностойкости. При этом слои многослойного покрытия должны иметь высокую прочность связи между собой, что обеспечивается их высоким сродством друг с другом из-за наличия общих элементов.
Пластины с покрытиями, полученные с отклонениями от указанной технологии получения, показали более низкие результаты.
Для экспериментальной проверки заявленного способа было нанесено покрытие-прототип с соотношением слоев, соответствующему оптимальному значению, указанному в известном способе, а также трехслойное покрытие по предлагаемому способу.
Нанесение предлагаемого покрытия осуществляется следующим образом. Твердосплавные пластины МК8 (размером 4,7×12×12 мм) промывают в ультразвуковой ванне, протирают ацетоном, спиртом и устанавливают на поворотном устройстве в вакуумной камере установки «Булат-6», снабженной тремя катодами, расположенными горизонтально в одной плоскости. Используются расположенные противоположно друг другу первый и второй составные катоды из титана и молибдена, и третий составной катод из титана и кремния, расположенный между ними. Камеру откачивают до давления 6,65·10-3 Па, включают поворотное устройство, подают на него отрицательное напряжение 1,1 кВ, включают один катод и при токе дуги 100 А производят ионную очистку и нагрев пластин до температуры 560-580°C. Ток фокусирующей катушки 0,4 А. Затем при отрицательном напряжении 160 В, токе катушек 0,3 А и подаче реакционного газа азота включают все три катода и осаждают нижний слой покрытия TiMoSiN толщиной 2,0 мкм. Промежуточный слой покрытия TiMoSiCN толщиной 2,0 мкм наносят при отрицательном напряжении 160 В, токе катушек 0,3 А и включенных трех катодах при подаче реакционного газа, состоящего из смеси азота и ацетилена (60% азота и 40% ацетилена (мас.)). Верхний слой покрытия TiMoN толщиной 2,0 мкм наносят при отрицательном напряжении 160 В, токе катушек 0,3 А, включенных первом (из титана и молибдена) и втором (из титана и молибдена) катодах и подаче реакционного газа азота. Затем отключают испарители, подачу реакционного газа, напряжение и вращение приспособления. Через 15-20 мин камеру открывают и извлекают инструмент с покрытием.
Микротвердость покрытий определяли на микротвердомере «ПМТ-3» под нагрузкой 100 г. Остаточные напряжения определяли на рентгеновском дифрактометре «ДРОН-3М» с использованием фильтрованного CuKα-излучения.
Стойкостные испытания режущего инструмента проводили при симметричном торцовом фрезеровании заготовок из стали 5ХНМ на станке 6Р12. Испытывали твердосплавные пластины марки МК8, обработанные по известному и предлагаемому способам. Режимы резания были следующими: скорость резания V=247 м/мин, подача S=0,4 мм/зуб, глубина резания t=1,5 мм, ширина фрезерования В=20 мм. За критерий износа была принята величина фаски износа по задней поверхности hз=0,4 мм.
В табл. 1 приведены результаты испытаний РИ с полученными покрытиями.
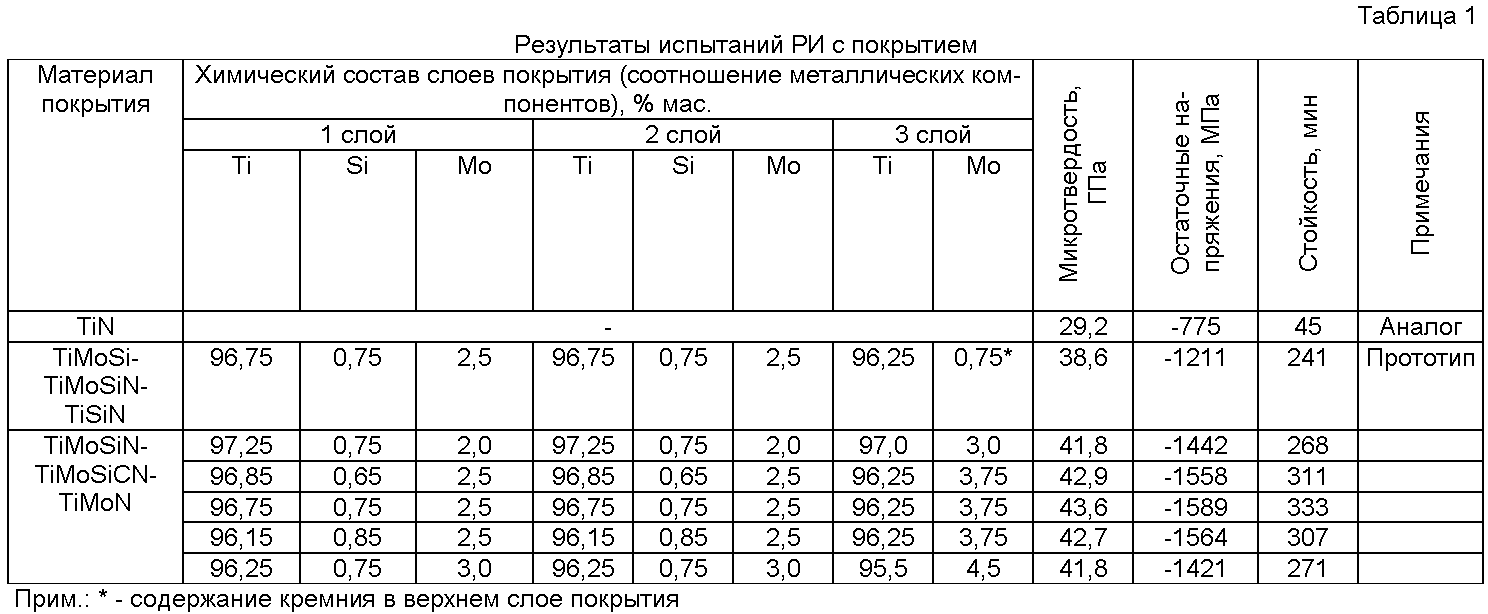
Как видно из приведенных в таблице 1 данных, стойкость пластин, с покрытиями, нанесенными по предлагаемому способу, выше стойкости пластин с покрытием, нанесенным по способу-прототипу в 1,11-1,38 раза.
Способ получения многослойного покрытия для режущего инструмента, включающий вакуумно-плазменное нанесение многослойного покрытия, отличающийся тем, что наносят нижний слой из нитрида соединения титана, молибдена и кремния при их соотношении, мас.%: титан 96,15-97,35, молибден 2,0-3,0, кремний 0,65-0,85, промежуточный - из карбонитрида соединения титана, молибдена и кремния при их соотношении, мас.%: титан 96,15-97,35, молибден 2,0-3,0, кремний 0,65-0,85, а верхний - из нитрида соединения титана и молибдена при их соотношении, мас.%: титан 95,5-97,0, молибден 3,0-4,5, причем нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый и второй из которых выполняют составными из титана и молибдена и располагают противоположно друг другу, а третий изготавливают из сплава титана и кремния и располагают между ними, причем нижний и промежуточный слои наносят с использованием всех трех катодов, а верхний слой - с использованием первого и второго катодов.Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Воздушная линия электропередачи
Распорка для проводов воздушных линий электропередачи
Реверсивный электропривод постоянного тока
Магнитно-вентильный преобразователь для электропривода постоянного тока
Устройство для очистки жидкости от магнитных частиц
Карниз крыши здания
Способ обработки резанием
Способ работы открытой системы теплоснабжения
Консольный свес кровли
Консольный свес кровли

