Результат интеллектуальной деятельности: СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА СО СТЫКОМ КРУГОВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к электронно-лучевой сварке круговых стыков, в частности, к технологии сварки сканирующим электронным лучом, и может быть использовано в различных областях машиностроения и приборостроения.
Известно изобретение под названием «Устройство визуализации стыка и шва для электронно-лучевой сварки» (А.с. СССР №1756070, МПК В23К 15/00, опубл. 1992 г.), в котором описан способ совмещения электронного луча со стыком. Электронный луч фокусируют на поверхности изделия и отклоняют в двух взаимно перпендикулярных направлениях таким образом, что он описывает на поверхности изделия прямоугольный растр.
Процесс совмещения сводится к совмещению перекрестия метки, при помощи перемещения стола с закрепленным на нем изделием или пушки, с заданной точкой на изображении.
Указанный способ позволяет совмещать электронный луч не только со стыком, но и с любой точкой на поверхности изделия, которую можно идентифицировать на изображении поверхности изделия.
Однако использование поверхностного растра приводит к воздействию луча на материал сканируемой поверхности, что не всегда допустимо для привариваемой конструкции из-за наличия в ней технологических или функциональных отверстий, а также из-за особенностей привариваемого материала (стекло, керамика).
Наиболее близким аналогом заявляемого изобретения, выбранным в качестве прототипа, является способ совмещения электронного луча со стыком кругового соединения, при котором определяют взаимное расположение луча и стыка кругового соединения по контрольным точкам (А.с. СССР №1624832, МПК В23К 15/04, опубл. в 1997 г.). Положение луча относительно стыка определяют по двум контрольным точкам. Электронный луч наводят на стык, поворотом изделия определяют точку максимального смещения стыка от оси луча, на стыке симметрично точке максимального смещения наносят контрольные точки и угловым смещением изделия, а также линейным и угловым перемещением луча совмещают его ось с плоскостью стыка на участке между контрольными точками. При этом длину участка между контрольными точками выбирают равной 0,2-0,3 наружного диаметра свариваемого стыка.
Данный способ позволяет уменьшить максимальную величину несовмещения оси луча с плоскостью стыка и трудоемкость затрат на устранение брака.
Однако при реализации данного способа точка максимального смещения от оси луча определяется визуально, что недостаточно точно. Контрольные точки наносят электронным лучом, что оставляет следы конечного размера, снижающие точность последующих совмещений. А самое главное, такой способ может быть применен только для деталей в виде тел вращения. В случае приварки кругового элемента в неподвижную деталь данный способ нереализуем.
При многолучевой сварке вращающимся лучом (сварке развернутым в кольцо лучом), исключающей отрицательное влияние автоподогрева, незначительная несоосность, незначительное смещение предварительно наведенной круговой развертки луча от линии кругового стыка, как перед сваркой, так и вследствие усадки непосредственно при сварке, а также при несовпадении их диаметров даже незначительно, неизбежно приводит к несимметричному формированию шва и всем дефектам сварного соединения, характерным при смещении со стыка: нестабильности глубины проплавления, локальным несплавлениям для тонкостенных деталей, прожогам, короблению ввариваемого элемента относительно корпуса и т.д. Такая несоосность связана не только с неточностью визуального контроля, но и с тем, что для круговых, более сложных (или функционально значимых), в отличие от простых заглушек, элементов, ввариваемых в различные конструкции, существует проблема определения реальной точки оси вварыша, то есть может отсутствовать видимая или реальная точка оси. Например, это актуально для газоввода с соосным трубопроводом (то есть пустотой в зоне оси) или для электрического разъема (где в зоне оси находятся штыревые контакты или керамические изоляторы или стеклоприпой с металлическими контактами).
Смещение электронного луча относительно стыка в процессе сварки приводит к отклонению корня шва от линии стыка и, как следствие, к непровару и к потере прочности сварного соединения, а для тонкостенных соединений к таким дефектам как прожоги и несплавления, то есть потере прочности и герметичности сварной конструкции. Сварка электронным лучом в автоматическом режиме переходников и вводов круговыми швами к несимметричной и невращаемой относительно луча конструкции в сварочном манипуляторе (позиционере) является сложнейшей задачей технологии неразъемных соединений. Основная задача при технологически невращаемой детали - это совмещение оси развертки луча и оси посадочного места (отверстия). Это связано с тем, что конструкции некоторых вводов не позволяют зафиксировать пересечение луча на оси развертки с осевой поверхностью ввариваемого элемента, например, из-за наличия в нем центрального отверстия (трубопровода) или при выполнении его с применением стекла или керамики (в разъемах), то есть при отсутствии видимой точки пересечения оси кольцевой развертки луча с осью отверстия или осью посадочного места для ввариваемой в корпус детали.
Точное совмещение оси неотклоненного луча и, соответственно, оси его круговой развертки с виртуальной осью ввариваемого элемента необходимо для точной электронно-лучевой сварки по всему круговому стыку. Это является необходимым условием для обеспечения одинаковой глубины проплавления соединения, обеспечения симметричных относительно оси усадочных явлений и, соответственно, линейных и угловых деформаций.
Задача, на решение которой направлено изобретение, - точное совмещение оси вращения луча с осью стыка кругового соединения.
Технический результат, получаемый при использовании предлагаемого технического решения, - определение оси ввариваемого кругового элемента.
Сущность первого варианта изобретения заключается в том, что в способе совмещения электронного луча со стыком кругового соединения, при котором определяют взаимное расположение луча и стыка кругового соединения по контрольным точкам, особенность заключается в том, что сканируют стык разверткой в виде эллипса, у которого большая диагональ 2a≈2,2884R, меньшая диагональ 2b≈1,7988R (где а - большая полуось эллипса, b - малая полуось эллипса, R - радиус кругового соединения по стыку) и определяют четыре контрольные точки пересечения развертки со стыком, последовательные временные промежутки между которыми равны.
Изобретение основано на зависимости, впервые установленной самими авторами, а именно соотношение размеров трех геометрических фигур: эллипса, квадрата и круга, расположенных относительно друг друга в определенном порядке. Такая зависимость не могла быть предсказана заранее на основе анализа известных из уровня техники зависимостей. Благодаря вновь введенным признакам достигается следующий технический результат. Сканирование стыка разверткой в виде эллипса с точно определенными параметрами для определения контрольных точек пересечения развертки со стыком позволяет зафиксировать пересечение оси развертки луча с поверхностью ввариваемого элемента в определенном месте и определить реальную точку оси ввариваемого кругового элемента. Таким образом решают задачу точного совмещения оси вращения луча с осью стыка кругового соединения.
Сущность второго варианта изобретения заключается в том, что в способе совмещения электронного луча со стыком кругового соединения, при котором определяют взаимное расположение луча и стыка кругового соединения по контрольным точкам, особенность заключается в том, что сканируют стык разверткой в виде правильного многоугольника, при этом число контрольных точек равно двухкратному числу ребер многоугольника, а размеры многоугольника (n - количество сторон, R1 - радиус описанной вокруг многоугольника окружности, R2 - радиус вписанной в многоугольник окружности) задаются так, чтобы все точки пересечения ребер многоугольника с круговым стыком образовывали на окружности стыка равные по углам дуги, причем:
R1=Rcos(α/2)/cosα,
R2=Rcos(α/2),
где n - число сторон многоугольника; R - радиус кругового стыка; α=360/2n.
Принцип осуществления способа по второму варианту аналогичен осуществлению способа по первому варианту. А достигаемый при этом технический результат такой же, как и при осуществлении способа по первому варианту. Отличие заключается в том, что осуществление способа по второму варианту позволяет регулировать (уменьшить) ширину зоны поискового сканирования электронного луча при совмещении его оси с осью стыка кругового соединения.
Для повышения точности совмещения оси вращения луча с осью стыка кругового соединения определяют взаимное расположение луча и стыка кругового соединения по контрольным точкам несколько раз, поворачивая развертку относительно оси стыка на угол α=360/2n.
При проведении анализа уровня техники, включающего поиск по патентным и научно-техническим источникам информации, и выявлении источников, содержащих сведения об аналогах заявленного изобретения, не обнаружено аналогов, характеризующихся признаками, тождественными всем существенным признакам данного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных отличительных признаков от прототипа, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
Для проверки соответствия заявленного изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. В результате поиска не выявлены технические решения с этими признаками. На этом основании можно сделать вывод о соответствии заявляемого изобретения условию «изобретательский уровень».
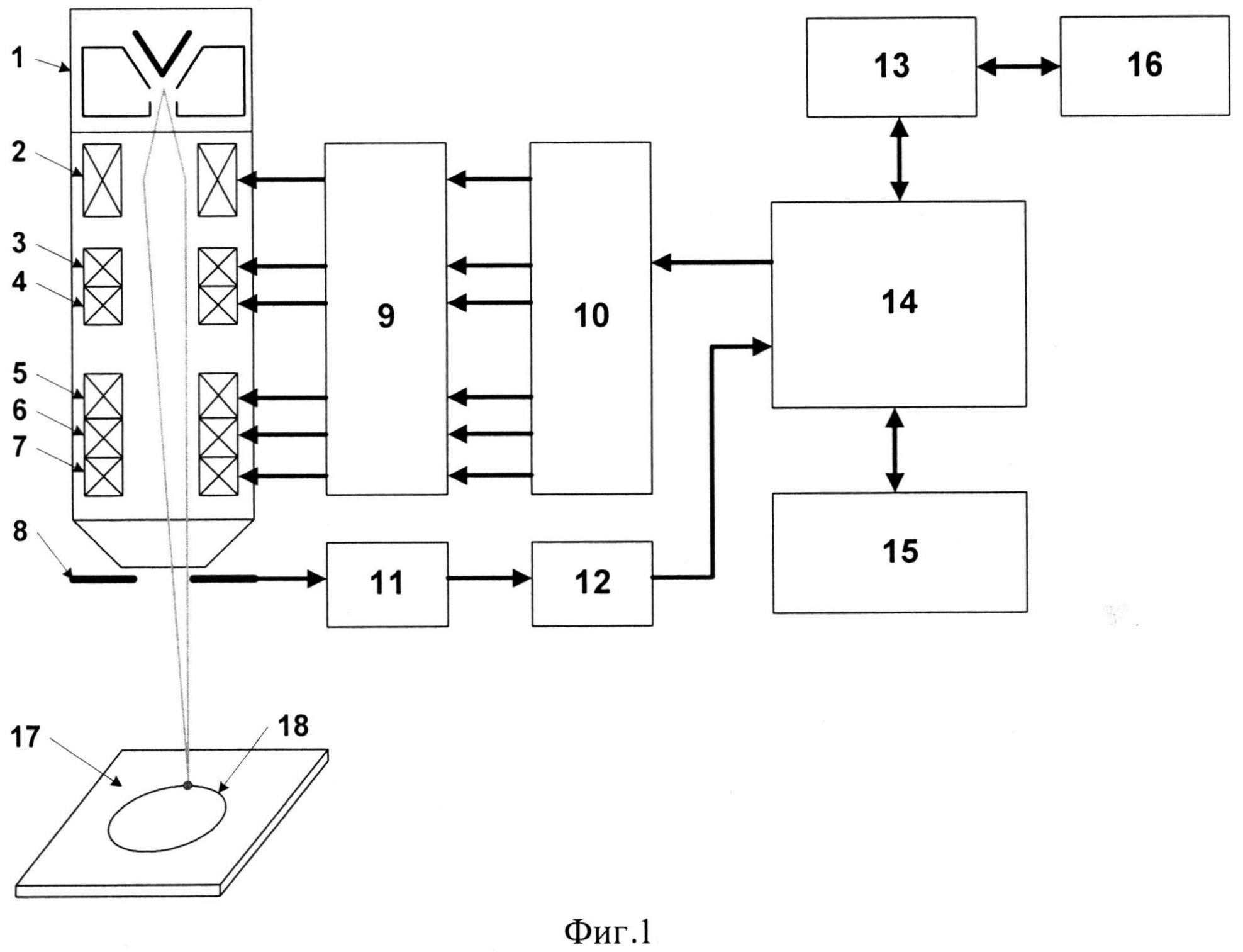
На фиг.1 представлена функциональная схема устройства для осуществления предлагаемого способа.
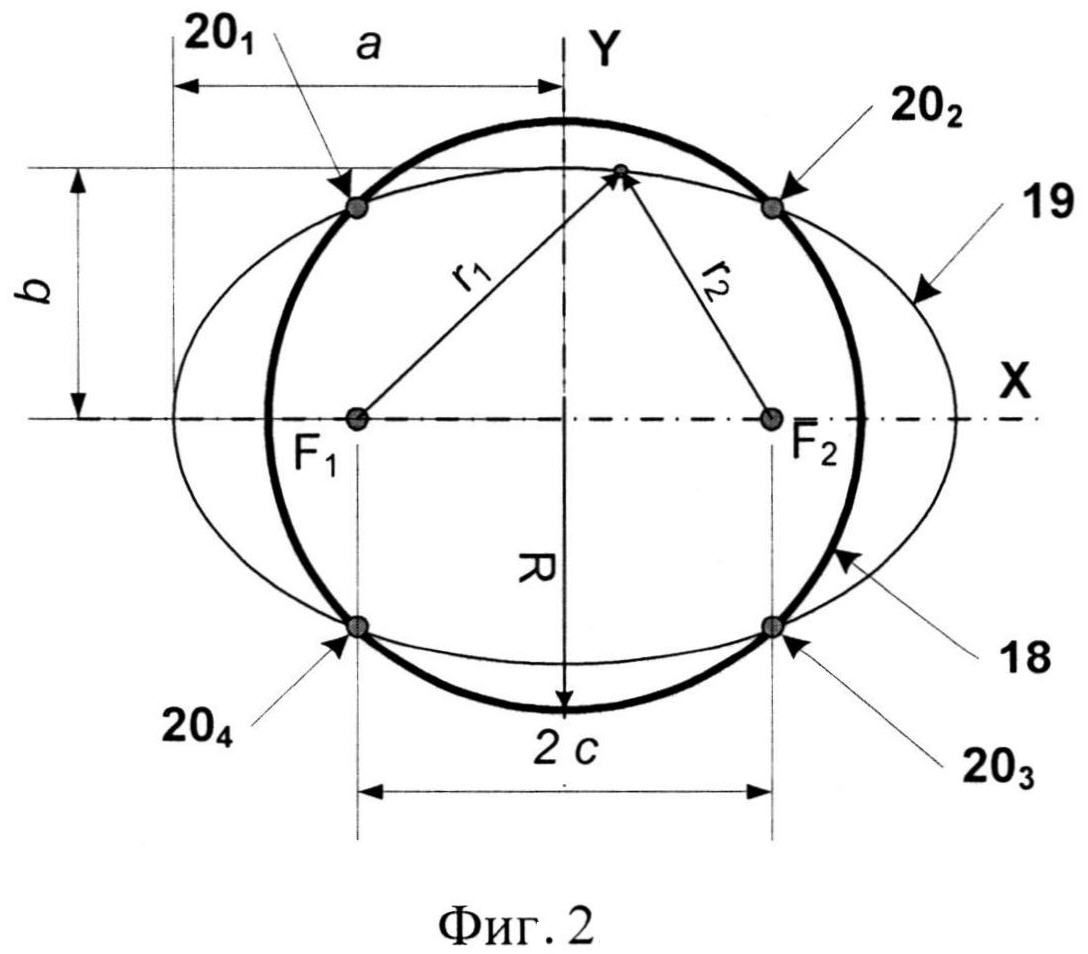
На фиг.2 представлен вид траектории электронного луча при поисковом сканировании стыка кругового соединения по первому варианту.
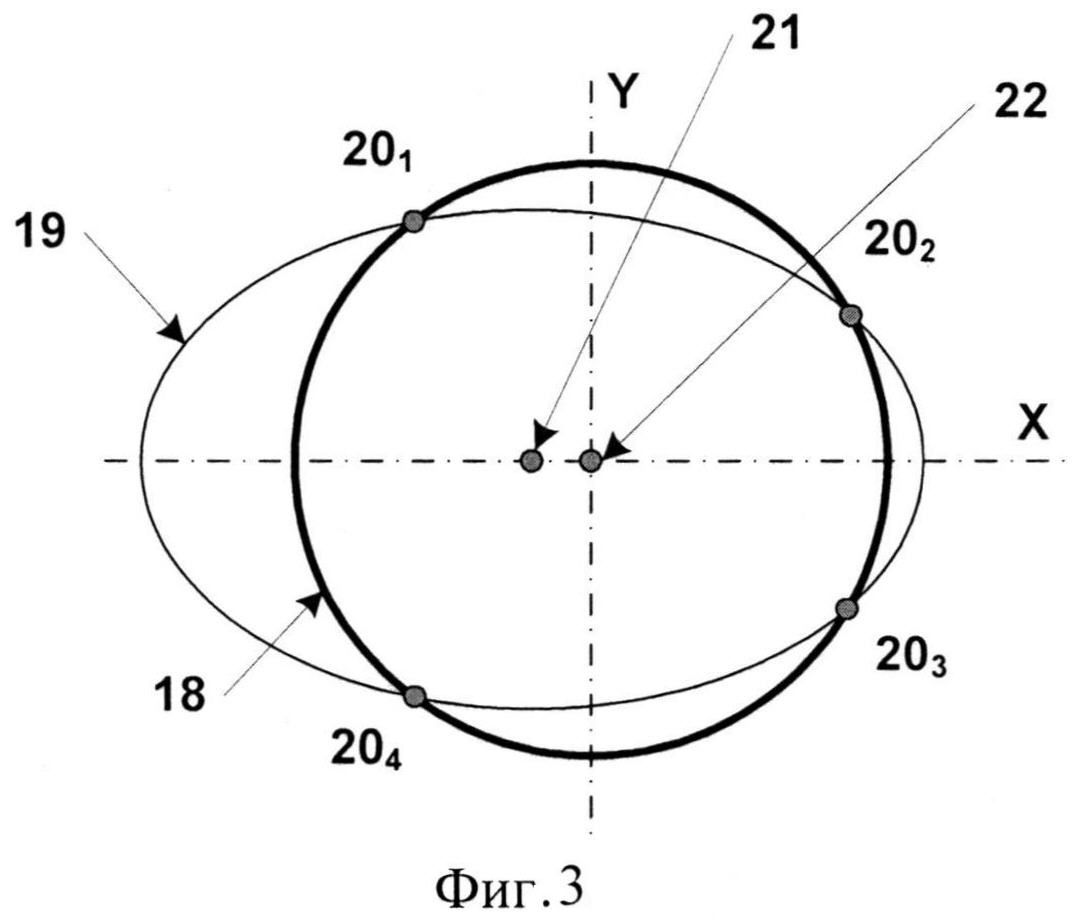
На фиг.3 представлен исходный момент сканирования при несовпадении оси эллипса и кругового стыка.
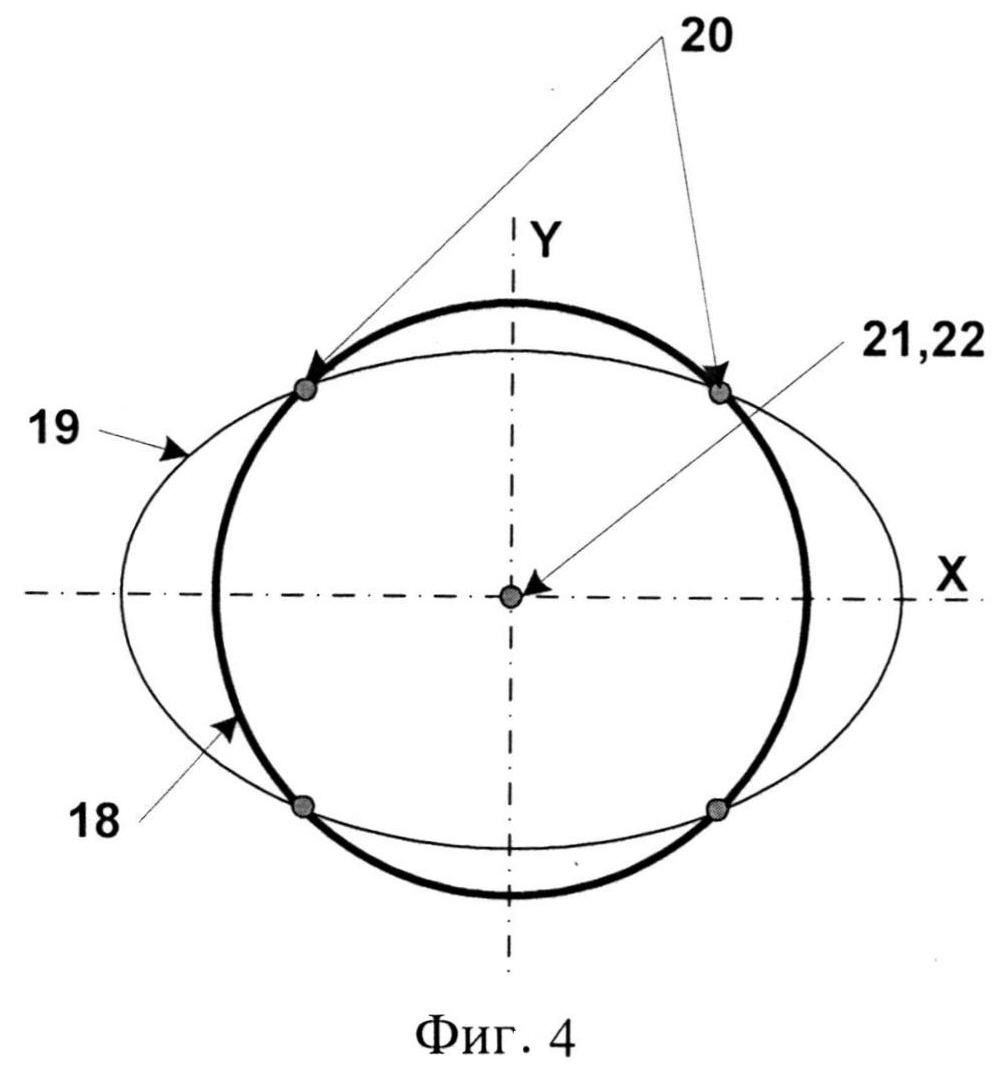
На фиг.4 представлен итог сканирования: совмещение осей эллипса и кругового стыка.
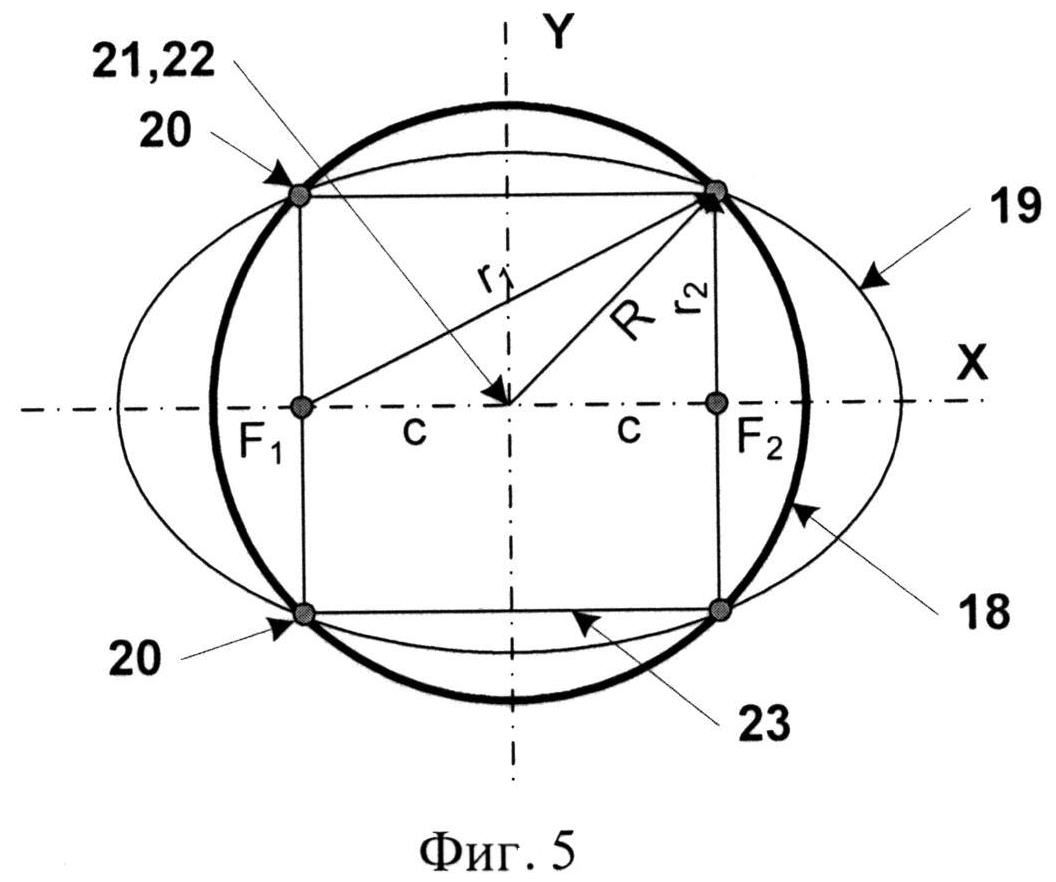
На фиг.5 представлен рисунок эллипса с вписанным квадратом и параметрами для расчета.
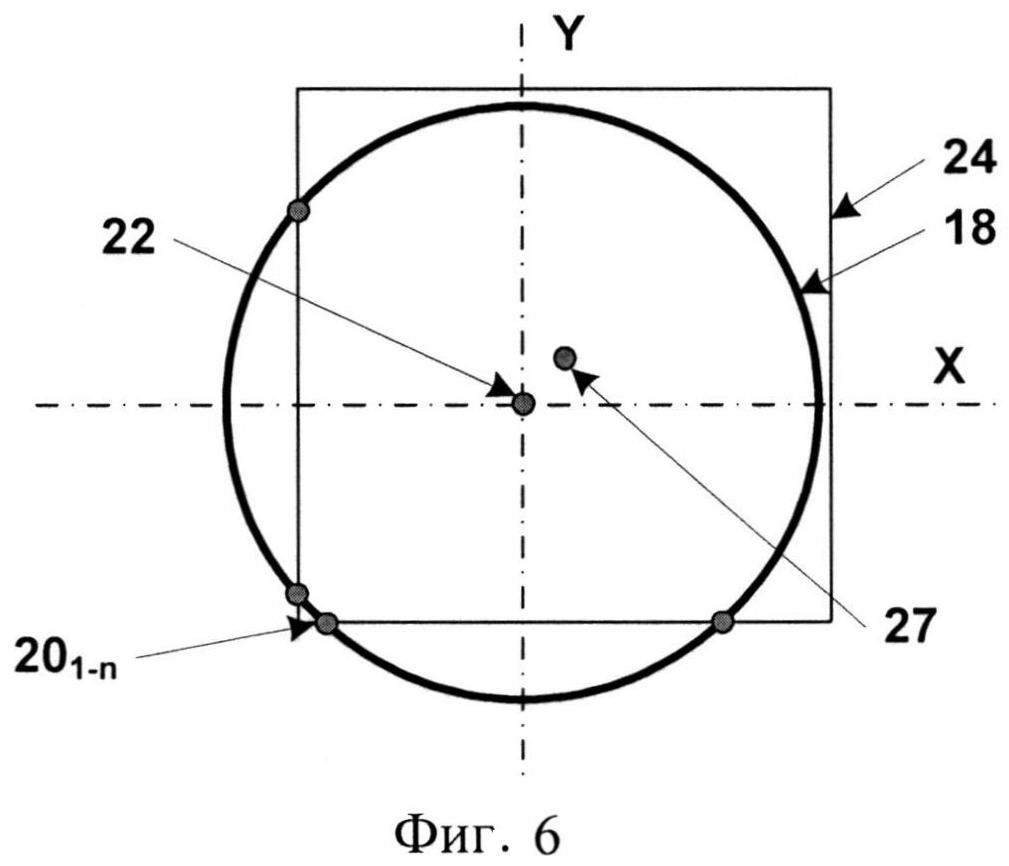
На фиг.6 представлен вид траектории электронного луча при сканировании стыка кругового соединения по второму варианту (квадратом) при несовпадении оси симметрии квадрата и кругового стыка.
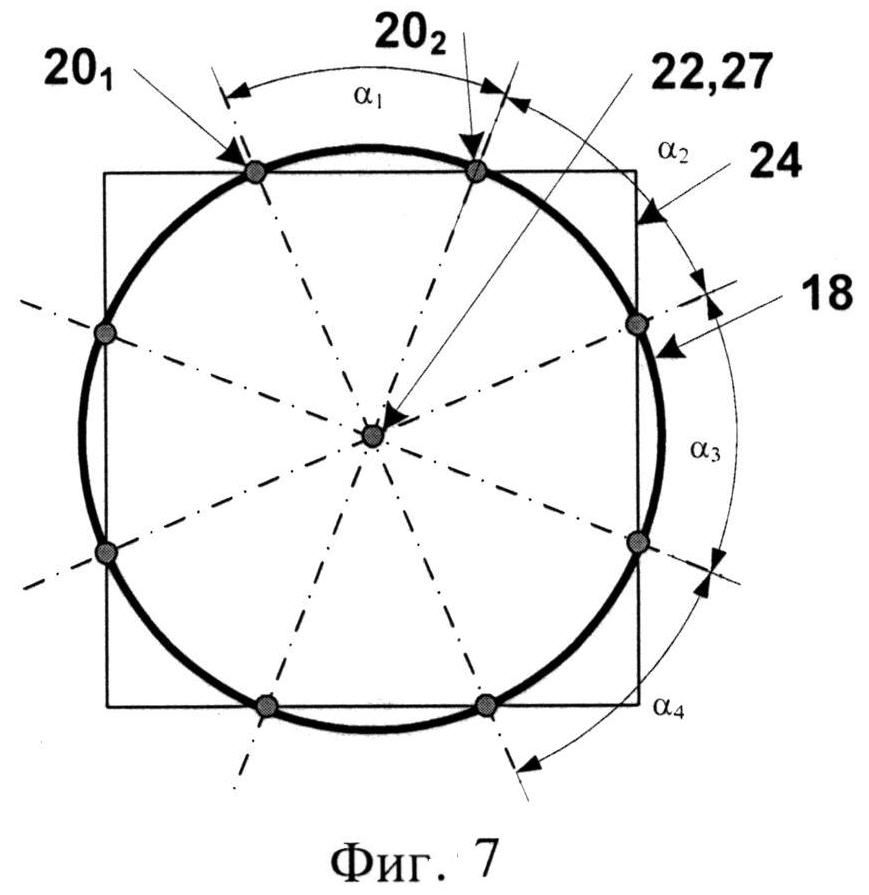
На фиг.7 представлен вид траектории электронного луча при сканировании стыка кругового соединения по второму варианту (квадратом) при совмещении осей.
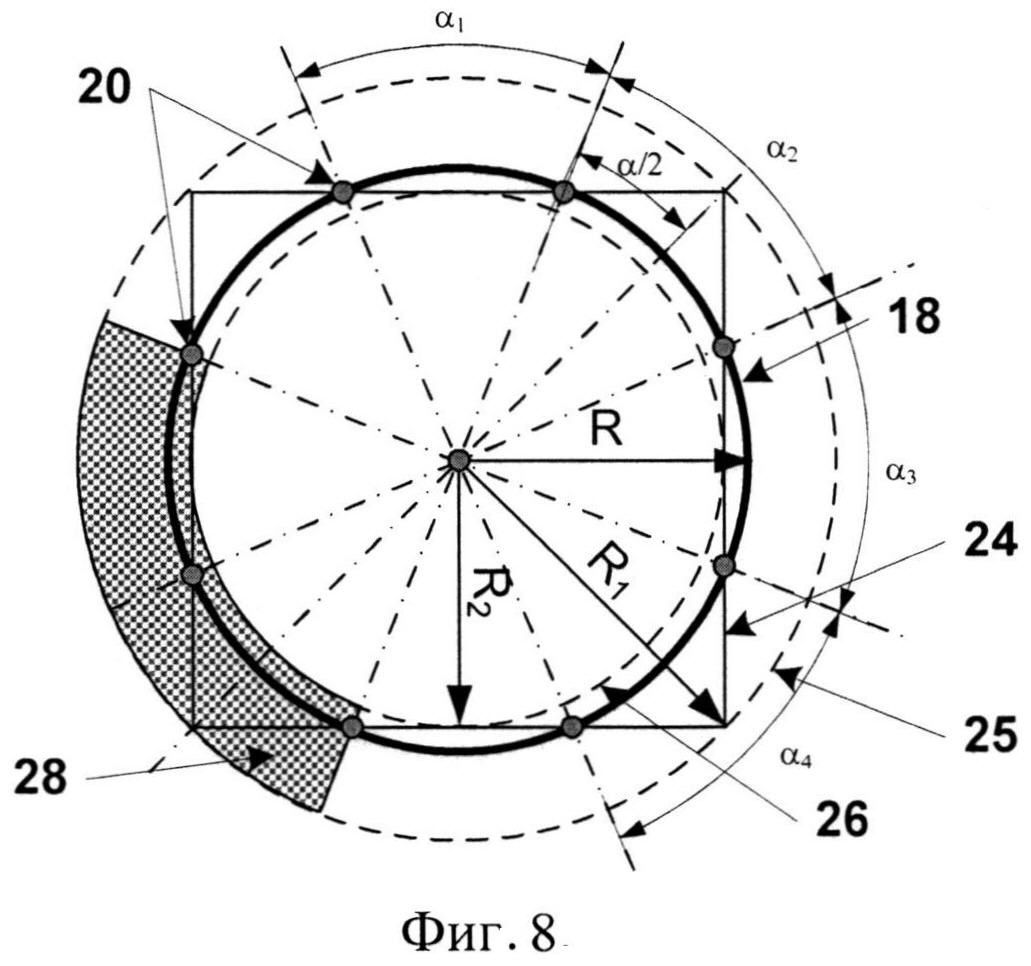
На фиг.8 представлен рисунок, представляющий все зоны совмещения траектории поискового сканирования с осью стыка и их параметры для расчета по второму варианту.
Устройство, реализующее заявляемый способ по первому и второму вариантам, содержит электронно-лучевую пушку 1, систему статической фокусировки 2, систему статического отклонения 3, 4 по осям Х и Y (первый канал статического отклонения), систему динамической фокусировки и отклонения 5, 6, 7 по осям X и Y (второй канал динамического отклонения). Также устройство содержит датчик вторичных электронов 8. Элементы 2-7 образуют электронно-оптическую систему. Управление электронно-оптической системой производится посредством блока усилителей 9 и блока цифроаналоговых преобразователей (ЦАП) 10. Преобразование сигнала отраженных электронов осуществляется с помощью блока преобразователей уровня сигналов 11 и блока аналого-цифровых преобразователей (АЦП) 12. Обработка и передача сигналов управления электронно-оптической системой электронной пушки и сигналов с датчика вторичных электронов 8 производится микроконтроллером 13, блоком ПЛИС 14 (программируемая интегральная логическая схема), модулем статической памяти 15 и персональным компьютером (ПК) 16. Устройство осуществляет сварку детали 17 по стыку 18 кругового соединения (фиг.1).
Способ по первому варианту осуществляют следующим образом.
Электронно-лучевой пушкой 1 формируется электронный луч в виде эллипса 19, который сканируют по стыку 18 кругового соединения (фиг.2). Для этого программой управления разверткой луча устанавливается эллипс с определенным соотношением амплитуд отклонения по осям Х и Y, у которого большая диагональ 2a≈2,2884R, меньшая диагональ 2b≈1,7988R (где а - большая полуось эллипса 19, b - малая полуось эллипса 19, R - радиус кругового соединения по стыку 18, который равен радиусу ввариваемого кругового элемента (на фиг. не показан). Причем большая полуось а эллипса больше радиуса ввариваемого кругового элемента, а меньшая полуось b меньше.
После чего определяют четыре контрольные точки 20 пересечения развертки в виде эллипса 19 со стыком 18. Непериодичность 4-х откликов (τ12≠τ23≠τ34≠τ41 - время прохождения луча от первой контрольной точки 201 до второй точки 202 и т.д., фиг.3) означает несоосность оси 21 развертки 19 и оси 22 стыка 18. Смещением всей развертки по осям Х и Y вручную или специальной программой устанавливается равенство последовательных временных промежутков между 4-мя откликами в цикле одного вращения луча в развертке (τ12=τ23=τ34=τ41). Таким образом определяется расположение оси ввариваемого кругового элемента. Это обеспечивает точное совмещение геометрической оси вращения луча (оси 21 развертки 19) и оси 22 стыка кругового соединения 18 (фиг.4). Так определяют взаимное расположение луча и стыка кругового соединения по контрольным точкам.
Совмещение оси симметрии 21 эллиптической развертки 19 с осью 22 кругового соединения 18 возможно только при размерах эллипса, в который вписывается квадрат 23, вершины которого в четырех точках 20 совпадут с окружностью сварного соединения 18. Этот квадрат 23 вписан в окружность, совпадающую с траекторией кругового стыка 18 (фиг.5).
Как известно из литературы (Справочник по высшей математике / А.А. Гусак, Г.М. Гусак, Е.А. Бричикова. - Минск: ТетраСистема, 2007. - С.25):
F1 и F2 - фокусы эллипса 19;
r1 и r2 - фокальные радиусы из фокусов;
2с - фокусное расстояние;
а - большая полуось;
b - малая полуось;
R - радиус кругового стыкового соединения 18
r1+r2=const=2a.
Эти общие данные необходимы для выведения уникального формульного соотношения трех геометрических фигур, расположенных относительно друг друга в определенном порядке.
В любой эллипс (c2=a2-b2) вписывается единственный квадрат, но только в определенный эллипс с полуосями a и b (то есть единственное соотношение между a и b) можно вписать квадрат, у которого сторона равняется 2c (фиг.5).
Диагональ квадрата (2R), вписанного в круг, есть диаметр этого круга с радиусом R окружности, совпадающей со стыком кругового сварного соединения.
Геометрически найдем соотношения a, b и R. Используем для этого свойства эллипса:
c2=a2-b2; r1+r2=2а
при τ1=c, τ2=r1·51/2 .
так как R=c·21/2,то из геометрических соотношений:
c=2a/(1+51/2), a=1,1442R,
2a=2,2884R,
из c2=a2-b2 b=0,8994R,
2b=1,7988R.
Исходя из известного радиуса R окружности кругового стыка 18, рассчитываем a и b. Это будут полуоси эллипса, большая a и малая b. Эти размеры полуосей дадут установочные амплитуды развертки поискового настроечного луча.
Равенство сторон вписанного квадрата 23 обеспечивает равенство периодов (τ12=τ23=τ34=τ41) между амплитудами сигналов с датчика вторичных электронов 8 при пересечении развертки 19 со стыком 18 в четырех равноудаленных точках 20. Это отличительное свойство эллипса и одновременно окружности с вписанным в нее квадратом (фиг.5). Обеспечение равенства сигналов (амплитуд) и будет свидетельствовать о полном совмещении оси 22 кругового соединения 18 с осью 21 развертки 19.
Затем, увеличивая амплитуду меньшей полуоси b эллипса до сведения в две точки пересечения эллипса со стыком 18, то есть совпадения с окружностью кругового соединения 18, определяют таким образом по одной полуоси b уровень сигнала (амплитуду), соответствующий диаметру 2R кругового соединения 18. Выставляя это значение аналогичным для амплитуды другой полуоси a эллипса 19, получают круговую развертку луча идеальной окружности, которая совпадает с окружностью кругового соединения 18. По сигналам датчика вторичных электронов 8 добиваются максимального уровня сигналов по всей длине окружности сканирования стыка 18. Осуществляется однопроходная однолучевая или многолучевая сварка или сварка развернутым в кольцо лучом.
Способ по второму варианту осуществляют следующим образом.
Электронно-лучевой пушкой 1 формируется развертка электронного луча в виде правильного многоугольника 24 (треугольника, квадрата и др.), которую сканируют по стыку 18 (фиг.6, 7, 8 - траектория в виде квадрата). Для этого программой управления разверткой луча устанавливается траектория в виде правильного многоугольника 24, причем, характерные размеры многоугольника (n - число сторон, R1 - радиус описанной вокруг многоугольника 24 окружности 25 и R2 - вписанной в многоугольник 24 окружности 26) задаются по соответствующим соотношениям таким образом, чтобы все точки пересечения 20 ребер многоугольника 24 с круговым стыком 18 образовывали на окружности стыка равные по углам дуги (ά1=ά2=ά3=…, фиг.7).
n - число сторон правильного многоугольника 24;
α=360/2n - центральный угол, образующий дугу на окружности кругового стыка между точками ее пересечений с правильным многоугольником;
R - радиус кругового стыкового соединения 18;
R1 - радиус описанной вокруг многоугольника 24 окружности 25;
R2 - радиус вписанной в многоугольник 24 окружности 26 (апофема многоугольника).
Зона сканирования 28 развертки представляется в виде концентрического кольца, ширина которого ограничена окружностями 25 и 26, зависит от количества сторон многоугольника и равна δ=R1-R2.
Из геометрических соотношений:
R1=Rcos(α/2)/cosα,
R2=Rcos(α/2),
δ=Rcos(α/2)·[(1-cosα)/cosα],
где α=360/2n, n - число сторон многоугольника.
При развертке в виде квадрата: n=4, α=45°,
R1=Rcos 22,5°/cos 45°≈1,307 R,
R2=Rcos 22,5°≈0,924R,
δ=0,383 R.
После чего определяют контрольные точки пересечения 20 развертки 24 со стыком 18, число которых равно двухкратному числу ребер многоугольника и числу равноугловых дуг на окружности стыка (фиг.7).
Для этого при пересечении разверткой 22 стыка 18 по сигналам датчика вторичных электронов 8 определяются относительные координаты точек пересечения 20 развертки 24 с круговым стыком 18. Непериодичность откликов (τ12≠τ23≠τ34≠τ41… - время прохождения луча от первой контрольной точки 201 до второй точки 202 и т.д., фиг.6) означает несоосность оси 27 развертки 24 и оси 22 стыка 18. Смещением всей развертки вручную или специальной программой устанавливается равенство последовательных временных промежутков между всеми откликами в цикле одного вращения луча в развертке (τ12=τ23=τ34=τ41…). Таким образом определяется расположение оси ввариваемого кругового элемента. Это обеспечивает точное совмещение геометрической оси вращения луча (оси 27 развертки 24) и оси 22 стыка кругового соединения 18 (фиг.7). Так определяется взаимное расположение луча и стыка кругового соединения по контрольным точкам. Для того чтобы повысить точность совмещения оси вращения луча с осью стыка кругового соединения, можно определять расположение луча и стыка несколько раз, поворачивая развертку относительно оси стыка на угол α=360/2n.
С увеличением числа сторон многоугольника n ширина δ зоны 28 уменьшается, ограничивая тем самым зону воздействия луча, аследовательно, и зону тепловложения, что обеспечивает локализацию тепловых воздействий только в зоне, прилегающей к шву.
Преимущество изобретения состоит в точном позиционировании оси круговой развертки луча с осью ввариваемого элемента, необходимом для обеспечения симметричного формирования сварного шва относительно линии стыка. Это позволит исключить такие дефекты сварки, как неравномерность глубины шва вдоль стыкового соединения, а также коробление ввариваемой детали, увод ее оси от оси отверстия, а также прожоги и несплавления тонкостенных ввариваемых функциональных переходников и вводов, например, электрических разъемов.
Таким образом, представленные данные свидетельствуют о возможности выполнения при использовании способа по заявляемому изобретению следующей совокупности:
- процесс, воплощающий заявленный способ при его осуществлении, предназначен для использования в электронной, машиностроительной, автомобильной, аэрокосмической и приборостроительной промышленности, в том числе как для крупногабаритных изделий сложной геометрии (не вращаемых при сварке), так и для прецизионной сварки вводов в тонкостенные малогабаритные изделия;
- для заявляемого способа в том виде, в котором он охарактеризован в формуле изобретения, подтверждена возможность его осуществления.
Следовательно, заявляемый способ соответствует условию «промышленная применимость».
Коллектор с рекуперацией энергии свч прибора
Способ получения и обработки изображений, сформированных с помощью протонного излучения
Способ получения пористого изделия из урана
Устройство уничтожения кристалла микросхемы памяти
Способ измерения энергии сверхширокополосного электромагнитного излучения
Исполнительное коммутирующее устройство
Устройство для хранения и выдачи предметов
Способ экспериментального определения динамического коэффициента внешнего трения
Способ изготовления композиционного термостойкого материала
Аккумулятор давления
Способ определения показателей однородности дисперсного материала спектральным методом и способ определения масштабных границ однородности дисперсного материала спектральным методом
Способ получения герметичного корпуса микроэлектронного устройства с контролируемой средой в его внутреннем объеме
Способ сварки неплавящимся электродом деталей с покрытием
Способ сварки неплавящимся электродом алюминиевых сплавов
Способ оценки механических характеристик деформированных металлических объектов

