Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано в металлургической промышленности при производстве полуфабрикатов из слоистых композиционных материалов «алюминий-сталь» расширенного сортамента по составу исходных материалов, толщине и соотношению толщин слоев, предназначенных для соединения сваркой плавлением надстроечных алюминиевых конструкций со стальным корпусом.
Известен способ получения слоистых композиций на основе алюминиевых сплавов и стали с применением промежуточного слоя из алюминия, который наносится прокаткой на исходные заготовки или помещается между основными слоями пакета (В.К. Король, М.С. Гильденгорн. Основы технологии производства многослойных металлов. М.: Металлургия. - 1970. 236 С).
Из-за наличия на поверхности алюминия окисной пленки Al2O3 процесс соединения слоев требует больших обжатий, поэтому сортамент получения полуфабрикатов «алюминий-сталь» по толщине и соотношению толщин слоев ограничен.
Известен способ прокатки конструкционных биметаллов без деформации стальной основы (Засуха П.Ф. и др. Биметаллический прокат. М., 1971. С.184-189 - аналог), включающий нагрев заготовок из алюминиевых сплавов, предварительно плакированных слоем чистого алюминия, до температуры их горячей прокатки, формирование пакета с использованием холодных или нагретых полос, прокатку пакета за один проход с обжатием 65-80% и термическую обработку.
Недостатком этого способа является отсутствие оптимальной технологии подготовки контактных поверхностей соединяемых материалов, что приводит к снижению стабильности качества сцепления слоев биметалла и, как следствие, к возможному недопустимому снижению прочностных свойств соединения.
Известен способ получения биметаллов на основе стали и алюминиевых сплавов с промежуточной прослойкой из технически чистого алюминия, включающий подготовку соединяемых поверхностей, нагрев алюминиевых заготовок до температуры их горячей обработки, сборку пакета и совместную прокатку стали и алюминия без деформации стального слоя с последующей термической обработкой биметаллической заготовки (Патент РФ №2061083 от 27.05.1996 г. - аналог). Этот способ также не может быть реализован в случае несоблюдения технических требований к подготавливаемой под прокатку контактной поверхности стальной заготовки и условий для их осуществления, результатом чего будет являться недопустимое снижение прочности сцепления слоев биметалла на отрыв и на срез.
Известен способ получения прокаткой слоистого композиционного материала (СКМ) на алюминиевой основе с использованием промежуточной прослойки из технически чистого алюминия, толщина которой выбирается из условия оптимального контактного взаимодействия слоев и составляет 2-6% от толщины наружного слоя из алюминиевого сплава (Патент РФ №1801072 от 19.03.91 г. - аналог). Предложенная композиция обеспечивает повышение механических свойств работоспособности слоистого материала на алюминиевой основе в сварных судостроительных конструкциях.
Недостатком изобретения являются ограниченные возможности получения полуфабрикатов расширенного сортамента по составу исходных материалов, толщине и соотношению толщин слоев, так как не установлены соотношения механических свойств исходных материалов, входящих в состав композиции, при которых реализуется эффект контактного упрочнения, зависящий не только от механической податливости прослойки, но и от условий совместного деформирования слоев композиционного материала.
Известен способ получения биметаллов на основе алюминиевых сплавов в сочетании с медью, титаном или сталью 12ХН10Т расширенного сортамента (Патент РФ №2268124 от 20.01.2006 г. - прототип), при котором алюминиевую прослойку с односторонним плакирующим слоем перед сборкой пакета предварительно наносят прокаткой на заготовку из стали, титана или меди с расположением легкоплавкого слоя наружу. Подготовку контактных поверхностей осуществляют обезжириванием и зачисткой. Заготовки из алюминия или его сплавов перед сборкой пакета предварительно нагревают до температуры, равной (0,68-0,76) температуры плавления алюминия, а плакированные заготовки из стали, меди, титана предварительно подогревают до 200-300°C. Собранные пакеты деформируют осадкой с высотным обжатием (10-30)% при скорости деформации (0,005-0,75) сек-1 и длительности контакта слоев не менее 5 сек. В процессе деформации пакета легкоплавкое покрытие расплавляется, резко снижаются силы межслойного трения и развивается контактная деформация со стороны алюминиевых заготовок, в результате чего разрушается окисная пленка на алюминии и в контакт входят слои, свободные от окислов. В указанном способе расширение сортамента по толщине и соотношению толщин слоев полуфабрикатов может быть достигнуто применением слоистых катаных прослоек на основе алюминия с односторонней или двусторонней плакировкой легкоплавким металлом и сочетанием процессов прокатки и осадки пакетов из разнородных металлов.
Способ получения двух- и трехслойных сочетаний материалов с различными механическими свойствами широкого размерного сортамента по толщине, соотношению толщин слоев и их расположению, условно обозначенными как (М-Т), (Т-М-Т) и (М-Т-М), где Т - слой стали, М - слой алюминия, не содержит выявленных признаков по оптимальному соотношению прочностных характеристик и толщин сплавов, входящих в состав композиции, которые будут определять работоспособность слоистого материала.
Недостатками известного способа является невысокая прочность сцепления слоев СКМ (менее 60-70 МПа) из-за использования утолщенной от 0,5 до 3,0 мм алюминиевой прослойки, а также пониженная усталостная прочность.
Техническим результатом предлагаемого изобретения является разработка способа получения слоистого композиционного материала на основе алюминиевых сплавов и низколегированной стали, обладающего более высоким уровнем прочности сцепления слоев биметалла, а также более высоким уровнем усталостной прочности.
Указанный технический результат достигается тем, что в предлагаемом способе получения слоистого композиционного материала на основе алюминиевых сплавов и низколегированной стали, содержащим зачистку контактных поверхностей заготовок из стали и алюминия механическим способом, предварительную плакировку алюминиевого сплава слоем из технически чистого алюминия, нагрев алюминиевой заготовки до температуры, равной (0,65-0,75) температуры плавления алюминия, сборку пакета, состоящего из холодной стальной и нагретой алюминиевой заготовок, совместную прокатку пакета за один проход с обжатием 65-70% и последующую термическую обработку, согласно изобретению, заготовки из алюминиевого сплава и низколегированной стали используют с соотношением пределов текучести от 0,3 до 0,7 и отношением толщин от 0,5 до 4,0 соответственно, прослойку из технически чистого алюминия, размещаемую между слоями, берут толщиной 2,0-8,0% от толщины алюминиевой заготовки, перед сборкой пакета контактную поверхность стальной заготовки подвергают пластической обработке с формированием слоя металла, имеющего зерно размером в 5-10 раз мельче исходного на глубину, равную (0,05-0,1)% толщины промежуточного слоя.
Известно, что рабочие характеристики СКМ при статическом, усталостном и ударном нагружении в существенной мере определяются неоднородностью свойств исходных материалов, входящих в композицию, т.е. зависят от соотношений их свойств и геометрических размеров макроструктуры входящих компонентов. Более чем двукратное различие пределов текучести материалов стального слоя и алюминиевого сплава приводит к тому, что при номинальном рабочем напряжении выше предела текучести алюминиевого сплава основную часть нагрузки воспринимает стальной слой, работающей в упругой области и разгружающий алюминиевый слой.
Выбор соотношения пределов текучести алюминиевых сплавов и низколегированной стали в диапазоне от 0,3 до 0,7 обусловлен тем, что при этих значениях реализуются максимальные характеристики работоспособности слоистого композиционного материала на их основе, в том числе прочность сцепления слоев на отрыв, статическая и усталостная прочность при растяжении.
При соотношении толщин более 4 снижаются прочностные свойства материала без компенсации работоспособности; при соотношении, меньшем 0,4, снижается технологичность материала при его переделе и сварке.
Толщина промежуточного слоя из технически чистого алюминия выбирается в пределах от 2 до 8% от толщины алюминиевой заготовки. При толщине промежуточного слоя больше 8% при прокатке формируется утолщенная прослойка, в которой, в связи с отсутствием эффекта контактного упрочнения, будут инициироваться при нагружении слоистого материала очаги преждевременного разрушения. При толщине промежуточного слоя менее 2% формирующаяся при прокатке толщина прослойки будет меньше суммарной глубины проникновения в нее диффундирующих из соседних сплавов атомов легирующих элементов, определяющих ширину диффузионной зоны, что приведет к снижению уровня прочностных свойств основного слоистого материала и его сварных соединений.
Кроме того, контактную поверхность стальной заготовки перед сборкой пакета и прокаткой подвергают механической обработке с формированием слоя металла, отличающегося измельченным зерном, размерами в 5-10 раз, отличными от исходного, глубиной, равной (0,05-0,1)% от толщины промежуточного слоя.
Глубина изменения структуры металла в поверхностном слое стали определяет размеры зоны взаимной диффузии атомов алюминия и железа, соответственно, в сталь и в алюминиевый сплав. Как показали результаты экспериментальных исследований, эта величина должна составлять не менее 10 мкм и не более 40 мкм, что в зависимости от деформируемого алюминиевого сплава находится в пределах (0,05-0,1)% от толщины промежуточного слоя.
При этих условиях формируется в поверхностном слое структура металла с микротвердостью, в 1,5-2,5 раза превышающей соответствующие значения микротвердости исходного материала, благодаря измельченности в ней зерен в 5-10 раз больше по сравнению с исходным состоянием, что интенсифицирует процессы массопереноса на контактной поверхности стали и алюминия при прокатке посредством диффузии, протекающей по границам зерен быстрее, чем по объему зерна. Реализация этих процессов способствует надежному схватыванию стали и алюминия при их совместной прокатке и обеспечивает условия для образования прочного биметаллического соединения.
Уменьшение глубины деформирования металла поверхностного слоя менее 0,05% от толщины промежуточного слоя приводит при прокатке к уменьшению зоны диффузионного взаимодействия стали и алюминия, что не в полной мере обеспечивает протекание процессов схватывания металлов, и следовательно, приводит к снижению прочностных свойств сталеалюминиевого соединения. Увеличение глубины деформирования металла поверхностного слоя более 0,1% от толщины промежуточного слоя приводит к формированию макронеоднородности прочностных свойств поверхностных и глубинных слоев металла, возникновению в них остаточных напряжений, возможному исчерпанию пластичности, и следовательно, к образованию макро- и микротрещин, расслоений и недопустимому снижению прочностных свойств сталеалюминиевого соединения.
Пример осуществления изобретения.
Технологический процесс получения слоистого композиционного материала толщиной 10 и 20 мм с соотношением толщин слоев 1,0 и 0,25, соответственно, на основе алюминиево-магниевого сплава марки 1561 толщиной 15 мм, предварительно плакированного слоем из технически чистого алюминия марки А5 толщиной 1,2 мм (8% от толщины алюминиевой заготовки), и низколегированной стали марки D32 толщиной 5 и 20 мм, включал в себя следующие операции:
- подготовка под прокатку исходных заготовок из алюминиевых сплавов и стали с соотношением пределов текучести, равным 0,5, и толщин 3 и 0,75, соответственно:
- механическая подготовка контактной поверхности стальной заготовки шлифовальным инструментом;
- зачистка проволочными дисковыми щетками поверхности алюминиевой заготовки;
- нагрев алюминиевой заготовки при температуре 410°C;
- сборка пакета, состоящего из нагретой алюминиевой и холодной стальной заготовок;
- совместная прокатка пакета без деформации стали за один проход с обжатием алюминиевого слоя на величину 70%;
- отжиг полученного материала.
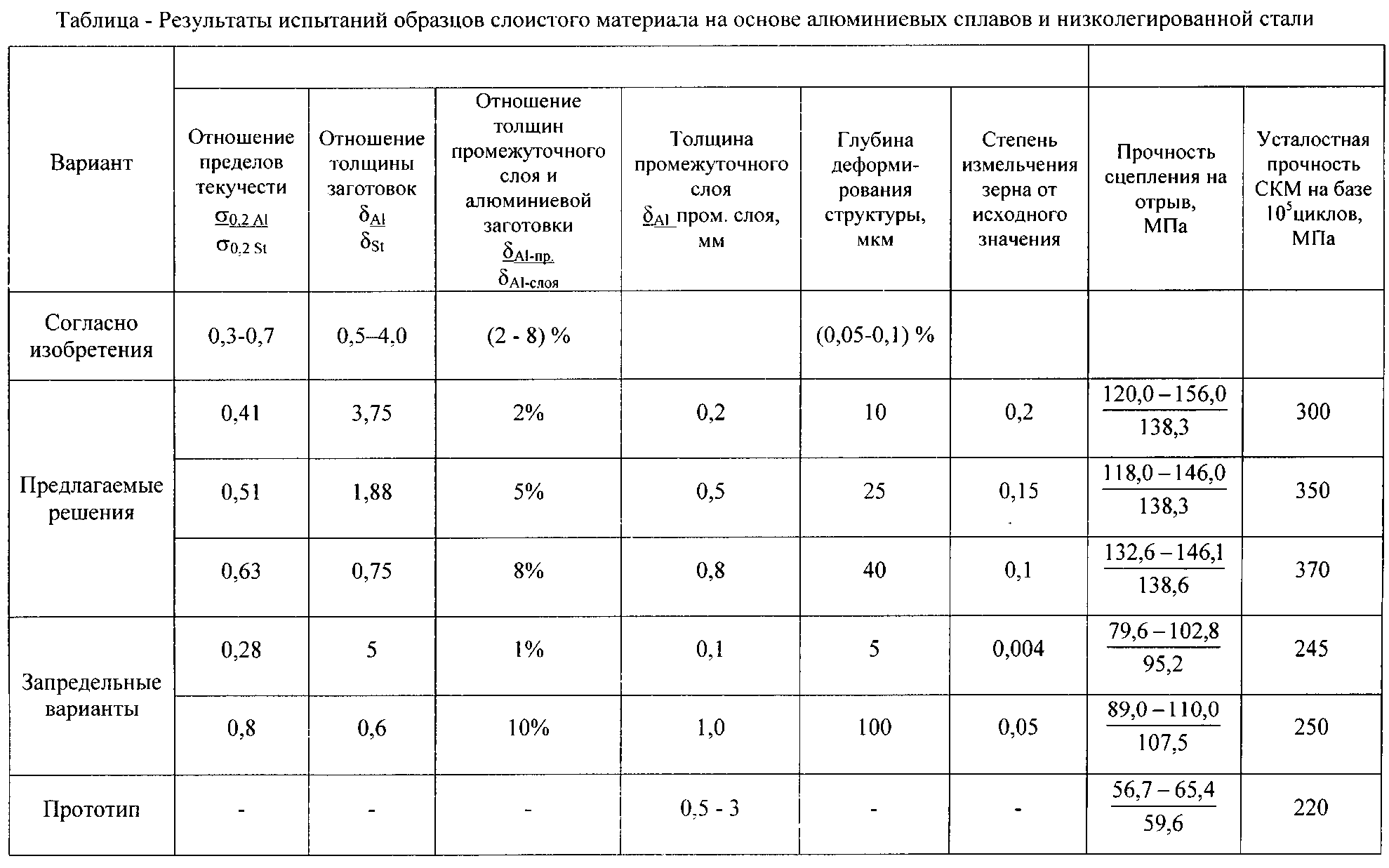
Полученные полуфабрикаты (полосы) СКМ «алюминий-сталь» подвергнуты механическим испытаниям специальных цилиндрических образцов с определением прочности сцепления слоев на отрыв и плоских образцов на усталость с определением максимальных напряжений приведенного цикла с коэффициентом асимметрии r=0,1 при долговечности N=(105±5%) циклов.
Результаты испытаний образцов СКМ «алюминий-сталь», выполненных по предлагаемым решениям, запредельным вариантам и прототипу, приведены в таблице.
Проведенным металлографическим анализом поверхности поперечного сечения образцов из стального слоя, входящего в состав СКМ «алюминий-сталь», изготовленных по предлагаемому решению, установлено, что глубина деформированного слоя со стороны контактной поверхности стали составила 10-40 мкм, что соответствует глубине, равной (0,05-0,1)% от толщины промежуточного слоя, а средний размер зерна в этой области - 2-4 мкм при среднем размере зерна исходного материала 18-25 мкм.
Как показывают результаты испытаний, предлагаемый способ получения слоистого композиционного материала на основе алюминиево-магниевого сплава марки 1561 толщиной 15 мм, предварительно плакированного слоем из технически чистого алюминия марки А5 толщиной 1,2 мм, и низколегированной стали марки D32 толщиной 5 и 20 мм обеспечивает высокие значения прочности сцепления слоев на отрыв (на 15-20% превышающие значения по прототипу), а также высокую усталостную прочность СКМ, значения которой, в частности, на базе 105 циклов нагружения, превышают на (25-30)% соответствующие значения СКМ, полученного по прототипу, что свидетельствует о достижении технического результата.
Способ градуировки гидрофонов методом взаимности
Способ изготовления упругоподобных моделей летательных аппаратов на станках с чпу
Способ градуировки гидрофонов методом сличения
Гидрофонный тракт с бездемонтажной проверкой его работоспособности
Композиционный сплав на основе co-tib-bn
Способ измерения параметров потока на выходе из протоков моделей ла
Поршень форсированного дизельного двигателя
Способ определения работоспособности гидроакустического тракта в натурных условиях
Способ изготовления сотового заполнителя
Индуктор для магнитно-импульсной раздачи трубчатых заготовок
Способ изготовления высокопористого абразивного инструмента
Способ правки шлифовального круга с выпуклым профилем с помощью алмазного ролика
Способ формования ударостойких прозрачных полимерных листов
Сплав на основе никеля для нанесения износо- и коррозионностойких покрытий микроплазменным или холодным сверхзвуковым напылением
Аппарат на воздушной подушке
Гиперзвуковой прямоточный воздушно-реактивный двигатель и способ организации рабочего процесса
Способ определения статических и нестационарных аэродинамических производных моделей летательных аппаратов и устройство для его осуществления
Способ получения 11бета, 17альфа, 21-тригидрокси-16альфа-метил-9альфа-фторпрегна-1,4-диен-3,20-диона (дексаметазона) из фитостерина
Векторное приемное устройство
Способ контроля подводного шума плавсредства с помощью забортного гидроакустического средства измерений (варианты)

