Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к отраслям народного хозяйства: машиностроительной, авиастроительной, автомобилестроительной, станкостроительной промышленности, может быть использовано для повышения ресурса изделий за счет упрочнения поверхностного слоя металлических деталей потоками высокотемпературной импульсной плазмы и может быть использовано для композиционного микролегирования поверхности с целью повышения твердости, коррозионной стойкости, долговечности деталей.
Известен способ обработки металлических деталей, включающий нагрев импульсной водородной плазмой с плотностью энергии 105÷109 Вт·см-2 и временем воздействия 10-7÷10-3 с. В обработанных по известному способу деталях образуется поверхностный слой толщиной до 100-450 мкм и с повышенной в 2-3 раза микротвердостью по сравнению с микротвердостью основного материала (см.: Киселев Е.А., Алексеев В.А., Ляшенко В.Н., Матвеев В.Е., Скворцов Ю.В., Киселева Т.Д., Струнников В.М., Церевитинов С.С., Чистяков В.М. Способ обработки металлических деталей, а.с. №1092959, Мкл С21D 1/09 от 29 марта 1982 г., не опубл.).
Недостатком известного способа обработки металлических деталей является насыщение потока плазмы нежелательными ионами, сорванными неустойчивой плазмой с электрода, металлических деталей конструкции плазмопровода, которые в процессе воздействия плазмы на обрабатываемую деталь производят нежелательное микролегирование ее поверхности.
Известно устройство, содержащее вакуумируемые разрядную камеру с медным электродом и газовым клапаном, магнитный стальной плазмопровод и шлюз, последовательно соединенные с помощью стальных фланцев. Через шлюз продвигают в «рабочую» часть плазмопровода стальную штангу с медным диском, на котором закрепляют обрабатываемую деталь (см.: В.И. Васильев, A.M. Житлухин, В.М. Струнников, Р.Ф. Хамидуллин. Раздел 3-3, Техника мощных плазменных ускорителей, стр. 268-278, Энциклопедия низкотемпературной плазмы, серия Б, том IX-3, гл.ред. академик Фортов В.Е. Москва, Издательство: Наука, Маик "Наука / Интерпериодика", ФИЗМАТЛИТ, Янус-К, 2008 г.).
Недостатком известного устройства является множество разнородных металлических деталей от электрода до рабочей части плазмопровода, в результате контакта с которыми импульсная плазма насыщается нежелательными ионами, что препятствует максимальной реализации энергетических возможностей плазмы для упрочнения деталей. Например, химические соединения, образованные в результате обработки поверхности металлических деталей по известному способу и на известном устройстве, в присутствии воды образуют гальванические пары, вызывающие точечную коррозию, и это явление снижает эффект упрочнения обработки плазмой.
Прототипом заявляемого изобретения по совокупности существенных признаков является способ обработки металлических деталей, включающий нагрев в вакуумной камере импульсной водородной плазмой с плотностью энергии 105÷109 Вт·см-2 и временем воздействия 10-7÷10-3 с, который осуществляют совместно с диффузионным упрочнением путем помещения в рабочую камеру экрана из распыляемого плазмой вещества.
Прототипом заявляемого изобретения по совокупности существенных признаков является устройство для осуществления известного способа обработки металлических деталей, содержащее соединенные с помощью металлического фланца разрядную камеру, снабженную системами подачи рабочего газа и накопленного электрического потенциала на электрод, и рабочую камеру с установленным за деталью экраном из распыляемого вещества (см.: Т.Д. Киселева, В.М. Струнников, М.Е. Киселев, В.И. Кучерявый. Способ обработки металлических деталей, а.с. SU №1804112 A1, Мкл С21D 1/09 от 27 декабря 1989 г., не опубл.).
Недостатком известного способа и устройства являются потери плотности энергии импульсной плазмы на ее пути от электрода до обрабатываемой поверхности деталей в результате неизбежного контакта с металлическим материалом фланца, соединяющего разрядную и рабочую камеры, а нагрев экрана, помещенного за обрабатываемой деталью, осуществляет плазма, по большей части, с пониженной плотностью энергии, что снижает эффективность нагрева распыляемого материала экрана.
Задачей изобретения является повышение эффективности использования плотности энергии высокотемпературной импульсной плазмы на пути от электрода до поверхности обрабатываемых деталей для достижения композиционного легирования.
Эта задача решается за счет того, что в способе обработки металлических деталей, при котором нагрев высокотемпературной импульсной плазмой с плотностью энергии 105÷109 Вт·см-2 и временем воздействия 10-7÷10-3 с осуществляют совместно с диффузионным упрочнением путем помещения в рабочую камеру экрана, выполненного из распыляемого плазмой вещества, причем нагрев выполняют высокотемпературной импульсной плазмой, содержащей ионы материала, необходимого для композиционного микролегирования поверхности обрабатываемых металлических деталей, а для защиты от воздействия плазмы на необходимую часть поверхности обрабатываемой детали наносят диэлектрический изоляционный материал.
Эта задача решается также за счет того, что в устройстве обработки металлических деталей, содержащем соединенные с помощью металлического фланца разрядную камеру, снабженную системами подачи рабочего газа и накопленного электрического потенциала на электрод, и рабочую камеру с установленным за обрабатываемой деталью экраном из распыляемого вещества, к рабочей камере присоединяют несколько разрядных камер, а в каналах соединяющих фланцев устанавливают заменяемые вставки из распыляемого материала, при этом материалы электрода, вставок и накладок экрана применяют соответственно классу материала обрабатываемых деталей.
При решении поставленной задачи создается технический результат, заключающийся в композиционном микролегировании поверхности обрабатываемых деталей в процессе их нагрева в рабочей камере высокотемпературной импульсной плазмой, содержащей ионы необходимого распыляемого материала, в защите от воздействия плазмы путем нанесения диэлектрического изоляционного материала на необходимую часть поверхности обрабатываемой детали, в увеличении производительности и мобильности устройства за счет присоединения к рабочей камере нескольких разрядных камер с помощью фланцев, содержащих заменяемые вставки из распыляемых материалов.
Многократное повторение импульсной обработки увеличивает толщину упрочненного поверхностного слоя деталей, а применение материалов электрода, вставок и накладок экрана соответственно классу обрабатываемых металлических деталей увеличивает однородность микролегирования поверхности.
Пример конкретного выполнения способа обработки металлических деталей и устройства для его осуществления
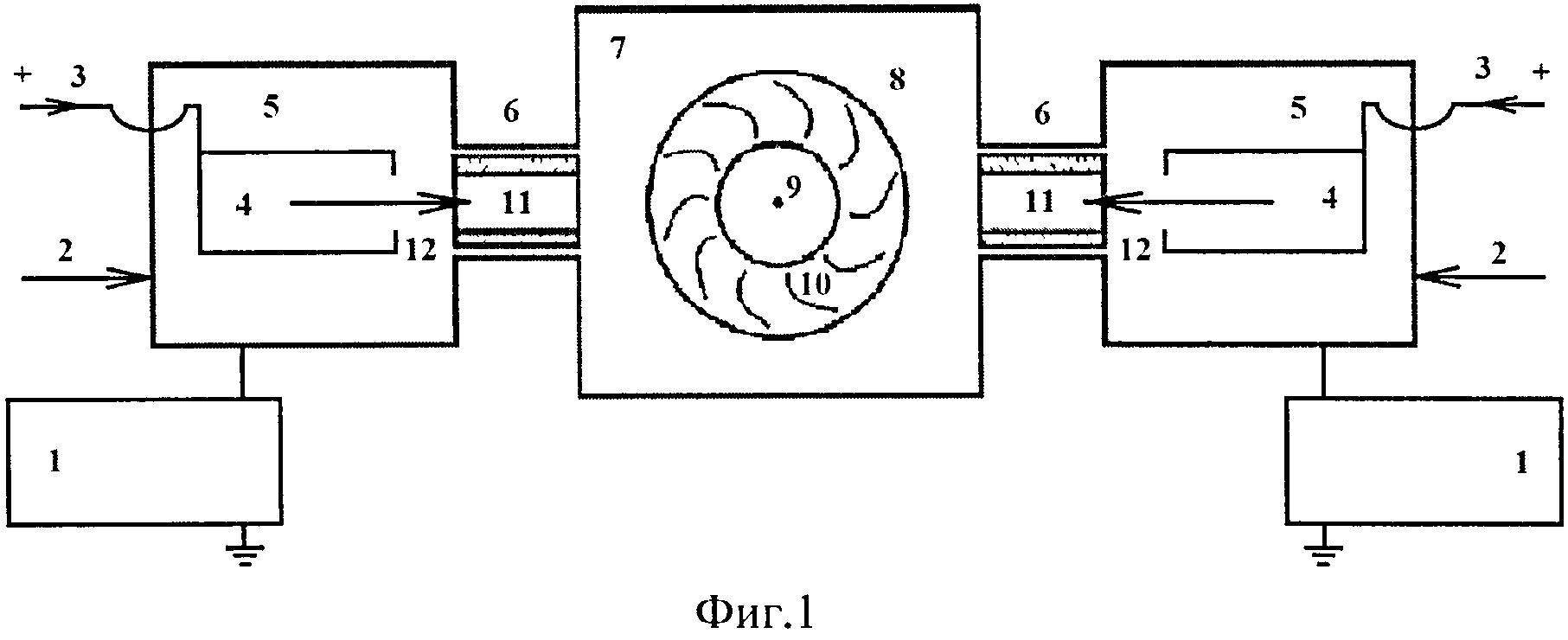
На фиг.1 схематически изображено устройство для осуществления способа обработки металлических деталей, которое содержит вакуумную систему 1, линию подачи рабочего газа через газовый клапан 2, линию подачи накопленного электрического потенциала 3 на электрод 4, установленный в разрядной камере 5, с помощью фланца 6 присоединенную к рабочей камере 7, содержащей поворотный стол 8 с закрепленными на нем экраном 9 и обрабатываемыми деталями 10, а в канале фланца 6 установлена заменяемая вставка 11 из распыляемого материала потоком плазмы 12.
Предлагаемое устройство работает следующим образом. Разрядную и рабочую камеры вакууммируют до давления 10-2÷10-4 Па, затем через газовый клапан подают в разрядную камеру под давлением 60 атм рабочий газ, по необходимости водород, или азот, или гелий, или кислород, и спустя время задержки 100÷200 мкс включают разряд накопленного в конденсаторной батарее электрического потенциала на электрод. Взаимодействие импульсного электромагнитного поля и расширяющегося рабочего газа вызывает лавинообразное образование высокотемпературной импульсной плазмы. Формируемая плазма нагревает концевую часть электрода и в результате эрозии срывает ионы его материала, преобразуется в поток плазмы, который направляется по каналу заменяемой вставки из распыляемого материала на обрабатываемые детали, закрепленные на поворотном столе рабочей камеры. За деталями ближе к центру поворотного стола размещают, например, цилиндрический экран из сплошного распыляемого материала или набора распыляемых накладок. Поток плазмы, нагревая обрабатываемые детали, упрочняет и микролегирует их поверхности ионами материалов электрода, заменяемой вставки и экрана.
Время существования и воздействия на детали плазмы укладывается в интервал 10-7÷10-3 с, а плотность энергии в интервал 105÷109 Вт·см-2.
За время воздействия в поверхностном слое нагреваемой детали в результате протекания электродинамических процессов, образования металлического пара, ударных акустических и иных волн в электромагнитных полях, протекания диффузионных процессов в сочетании с охлаждением с высокой скоростью упрочняется композиционно микролегированная поверхность обрабатываемой детали и улучшаются ее физико-механические свойства.
Сравнительные данные экспериментальной проверки известного и предлагаемого способа обработки металлических деталей и устройство для его осуществления
В известном способе созданный в разрядной камере поток высокотемпературной импульсной плазмы, содержащей ионы медного электрода с плотностью энергии 105÷109 Вт·см-2, за время воздействия 10-7÷10-3 с проходит через канал фланца, выполненного из нержавеющей стали 12×18H12T, и дополнительно насыщается нежелательными ионами металлического фланца. В рабочей камере известного устройства экран из распыляемого материала не устанавливали.
Пример 1. Обрабатывали по известному способу промышленные детали серийного производства в виде полуколец, изготовленные из свинцовистой бронзы состава Cu=72÷77%, Pb=22÷26%, Sn=1÷2% по техническим условиям завода-изготовителя ООО «ДЗВ» («Димитровградский завод вкладышей» г. Димитровград, Ульяновская область). В процессе промышленного производства бронзовой детали в ее поверхностном слое из-за ликвационных и иных процессов наблюдают свойственные промышленному производству сплавов отклонения от химического состава по техническим условиям.
Исследование элементного химического состава на площади поверхности размером 1-2 мкм2 выполняли на растровом электронном микроскопе фирмы «Karl Zeiss» EVO-50 при напряжении U=10÷30 кВ. Содержание химических элементов на площади 1÷2 мкм2 поверхности бронзовой детали до обработки плазмой следующее: Cu=53,22%, Pb=18,3%, Sn=1,37%, C=16,2%, O=10,81%.
Обработку осуществляли при напряжении разряда на медном электроде U=20 кВ, давлении рабочего газа азота P=60 атм, энергии в одном импульсе (выстреле) E=20 Дж·см-2. Произведено три выстрела. После обработки плазмой в исследуемых точках поверхности детали из свинцовистой бронзы обнаружено изменение химического состава за счет ионов железа Fe и хрома Cr, распыленного потоком плазмы с поверхности стального фланца, соединяющего разрядную и рабочую камеры, табл.1.
Пример 2. В разрядной камере известного устройства применили рабочий газ гелий, а в рабочей камере установили деталь из латунного сплава ЛАН 59-3-2, его состав по техническим условиям: Cu=57÷60%, Al=2,5÷3,5%, Ni=1,5÷2,5%, Zn=34÷39%. Режимы работы устройства соответствовали режимам примера 1. Исследование химического состава поверхности детали, обработанной гелиевой плазмой, также обнаруживает ее микролегирование ионами распыляемого стального фланца, табл.1.
Пример 3. Для выполнения предлагаемого способа обработки металлических деталей в предлагаемом устройстве в канал фланца, соединяющего разрядную и рабочую камеры, установили заменяемую вставку в виде двух сопряженных полуколец из свинцовистой бронзы следующего состава: Cu=72÷77%, Pb=22÷26%, Sn=1÷2% по техническим условиям завода-изготовителя.
Режим обработки плазмой применен по примеру 1, рабочий газ азот давлением P=60 атм, напряжение разряда на медном электроде U-20 KB, энергия в одном импульсе E=20 Дж·см-2. Произведено три выстрела. Обрабатывали деталь шириной 60 мм, длиной 200 мм, толщиной 1,5 мм, выполненную из латуни марки Л62, химический состав Cu=60,5÷63,5%, Zn=36÷39%, остальное - примеси: Pb=0,08%, Fe=0,15%, Sb-0,005%, Bi=0,002%. После обработки азотной плазмой по режимам примера 1 в исследуемой точке поверхности детали химический элементный состав следующий: Cu=60%, Zn=30%, Pb=1%, C=3,2%, O=5,2%, в котором содержание свинца превышает в десять раз допустимое техническими условиями содержание примеси Pb=0,08%.
Заменяемая вставка из свинцовистой бронзы, установленная в канале стального фланца, выполняет роль протектора, защищающего поток импульсной плазмы от контакта с металлическим фланцем, изготовленным из нержавеющей стали. Плазма взаимодействует с материалом бронзовой вставки и переносит ионы свинца из распыляемого материала на обрабатываемую латунную деталь, что позволяет выполнить композиционное микролегирование, табл.1.
Пример 4. Для выполнения предлагаемого способа обработки металлических деталей в предлагаемом устройстве в канал стального фланца поместили заменяемую вставку из титанового сплава OT4. Напряжение заряда на титановом электроде - U=20 KB, давление рабочего газа водорода - P=60 атм. Энергия плазмы в одном импульсе E=20 Дж·см-2. Произведено три выстрела. Обрабатываемая деталь размером 1,5×100×100 мм3 выполнена из титанового сплава OT4 состава по техническим условиям: Ti=94,5÷97,6%, Al=2÷3,5%, Mn=1÷2%. На пластину с помощью силикатного клея, в составе которого содержится кремний Si, приклеили трафарет, выполненный из писчей бумаги формата A4 для офисной техники (ТУ 5438-016-00253497-2001, производство ЗАО "Интернешнл Пейпер" Россия 188991, г. Святогорск, Ленинградская область). После обработки водородной плазмой цвет бумаги не изменился, контур обработанной плазмой поверхности детали четкий по периметру трафарета. Наблюдается некоторое увеличение шероховатости глянцевой обработанной поверхности, обусловленное избыточным переносом ионов распыляемых материалов титанового электрода и заменяемой титановой вставки. Элементный химический состав в поверхностном слое обрабатываемой титановой детали не изменился, что обеспечило получение однородного поверхностного слоя.
Как видно из приведенных экспериментальных данных, предлагаемый способ обработки металлических деталей и устройство для его осуществления уменьшает насыщение плазмы нежелательными ионами в процессе микролегирования поверхности обрабатываемых деталей.
Применение предлагаемого способа обработки металлических деталей и устройство для его осуществления улучшает однородность химического состава поверхности обрабатываемой титановой детали за счет применения электрода и заменяемой вставки фланца, изготовленных из титановых сплавов.
Применение заменяемой вставки фланца, изготовленной из свинцовистой бронзы, и медного электрода предоставляет возможность композиционного микролегирования ионами свинца поверхности латунной детали.
Применение диэлектрического изоляционного материала в виде бумажного трафарета, нанесенного на необходимую часть поверхности титановой детали, защищает ее от воздействия высокотемпературной импульсной плазмы.
Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Использование предлагаемого способа обработки металлических деталей и устройство для его осуществления позволяет:
1. Улучшить процесс композиционного микролегирования поверхности металлических деталей, обрабатываемых высокотемпературной импульсной плазмой за счет ионов распыляемых материалов заменяемой вставки фланца.
2. Увеличить производительность устройства, мобильность переоснащения заменяемых вставок.
3. Обеспечить защиту от воздействия плазмы необходимой части поверхности обрабатываемых деталей.
|
Способ анализа структурных и оптических изомеров
Способ определения молекулярной массы и температуры кипения неизвестных компонентов смеси хромато-распределительным методом
Способ определения маркеров транспортируемых нефти и нефтепродуктов и устройство для его осуществления
Способ определения соответствия хроматографических пиков одному и тому же компоненту и устройство для его осуществления
Способ определения соответствия хроматографических пиков, полученных на колонках с полярной и неполярной фазами, одному и тому же компоненту пробы
Способ получения градуировочных смесей фотохимической реакцией карбоксилатоуранилатов калия и устройство для его осуществления
Способ жидкостной хроматографии и устройство для его осуществления
Способ анализа оптических и структурных изомеров
Способ хроматографического анализа в закрытом тонком слое сорбента и устройство для его осуществления
Малоотражающее покрытие на основе омега-частиц и способ его изготовления
Способ анализа структурных и оптических изомеров
Способ определения молекулярной массы и температуры кипения неизвестных компонентов смеси хромато-распределительным методом
Способ определения маркеров транспортируемых нефти и нефтепродуктов и устройство для его осуществления
Способ определения соответствия хроматографических пиков одному и тому же компоненту и устройство для его осуществления
Способ определения соответствия хроматографических пиков, полученных на колонках с полярной и неполярной фазами, одному и тому же компоненту пробы
Способ получения градуировочных смесей фотохимической реакцией карбоксилатоуранилатов калия и устройство для его осуществления

