Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к технике прокатного производства и может быть использовано при производстве металлической полосы, которая может применяться в машиностроении, энергетике, сельскохозяйственном и транспортном машиностроении, пищевой промышленности, а также при производстве теплиц, легких съемных рамных конструкций и др.
Известен способ прокатки или обработки металлической полосы методом пластической деформации, при котором прокатку ведут при одном вращающемся и одном заторможенном валке (SU 249330 A1, МПК B21B 1/00, опубл. 17.07.1967 г.).
Недостатком способа является изменение давления прокатки по длине рулона при появлении возмущений (рывки моталок, биение валков), приводящих к образованию продольной и поперечной разнотолщинности полосы.
Известен способ прокатки полос и листов, при котором ведомому валку сообщают окружную скорость, направленную противоположно скорости движения полосы, прокатку ведут с передним натяжением (SU 1490777 A2, МПК B21B 1/22, опубл. 16.11.1987 г.).
Недостатком способа является изменение давления прокатки по длине рулона при появлении возмущений, приводящих к появлению продольной и поперечной разнотолщинности полосы, снижающих ее качество.
Известен способ прокатки полосы, принятый за прототип, при котором процесс осуществляют путем последовательной пластической деформации в двух группах валков, причем во второй группе валков процесс ведут с охватом валков полосой и с рассогласованием их окружных скоростей (SU 1600871 A1, МПК B21B 1/28, опубл. 23.10.1990 г.).
Недостатком способа также является пониженное качество полосы, появление продольной и поперечной разнотолщинности на полосе вследствие изменения давления прокатки.
Известно устройство для охвата полосой валка прокатной клети, содержащее натяжные ролики и механизм их перемещения (SU 1098599 A2, МПК B21B 39/16, опубл. 23.06.1984 г.).
Недостатком устройства является недостаточный охват бочек валков полосой, что снижает качество прокатываемых полос ввиду появления повышенной продольной разнотолщинности полосы.
Известно устройство, принятое за прототип, для охвата полосой валков в прокатной клети, содержащее расположенные на параллельной оси валка приводные валы рычагов, несущие на свободных концах прижимные ролики, установленные центрально-симметрично относительно очага деформации (A.C. 579050, МПК B21B 39/16, опубл. 05.11.1977 г.).
Недостатком устройства является недостаточный (до 180 градусов) охват бочек валков полосой, что снижает качество прокатываемых полос из-за повышенной продольной разнотолщинности полосы при прокатке.
Задачей предлагаемых способа и устройства для обработки металлической полосы методом пластической деформации является повышение качества полосы путем снижения продольной и поперечной разнотолщинности.
Технический результат достигается за счет того, что способ обработки металлической полосы путем пластической деформации, при котором процесс ведут с охватом ведущего и ведомого валков полосой, обеспечивающим натяжение концов полосы, и с рассогласованием окружных скоростей валков, в отличие от прототипа для снижения сил переднего и заднего натяжений на свободных концах полосы углы охвата ведущего φ1 и ведомого φ0 валков полосой задают в пределах π≤φ1, φ0≤2π радиан.
Устройство для осуществления способа содержит станину рабочей клети, ведущий и ведомый валки, прижимные ролики, расположенные центрально-симметрично относительно очага деформации, в отличие от прототипа, для увеличения величины углов охвата валков полосой до 2π (радиан), на станине клети закреплены верхняя и нижняя криволинейные проводки, на входе в клеть размещены направляющий и обводной ролики, между обводным и прижимным роликами жестко закреплена наклонная проводка, на выходе из клети установлены тянущие ролики, а прижимные ролики снабжены гидроприводами.
Кроме того, в устройстве для осуществления способа на входе в верхнюю и нижнюю проводки установлены форсунки для подачи смазочно-охлаждающей жидкости.
При холодной прокатке рулонной стали в результате появления возмущений (рывки моталок, биение валков) давление прокатки изменяется по длине полосы, что приводит к появлению продольной и поперечной разнотолщинности на полосе.
Известен процесс несимметричной прокатки и его разновидность прокатка-волочение (ПВ), который осуществляется с охватом валков полосой, а также рассогласованием их окружных скоростей (Р.Л. Шаталов, Е.А. Максимов. Несимметричная прокатка листового металла, М.: МГОУ, 2011. - С.80).
Чтобы в процессе прокатки при появлении рывков моталок, биении валков и др. возмущений ослаблять влияние данных возмущений на процесс прокатки, необходимо снижать и стабилизировать силы переднего и заднего натяжения на свободных концах полосы. Для стабилизации сил натяжения переднего и заднего свободных концов полосы процесс осуществляют с охватом валков полосой, при этом передний конец полосы охватывает ведущий валок, а задний конец полосы - ведомый валок.
Силы заднего и переднего натяжений T0∗∗ и T1∗∗ на свободных концах прокатываемой полосы определяются по формуле Л. Эйлера (Р.Л. Шаталов, Е.А. Максимов. Несимметричная прокатка листового металла. - М.: МГОУ, 2011. - С.85).
Натяжение переднего конца полосы T1 определяют в пределах T1∗∗≤T1≤T1∗, натяжение заднего конца полосы T0 определяют соответственно в пределах T0∗∗≤T0≤T0∗.
Здесь T1∗∗ - сила натяжения переднего конца полосы на свободном участке,
T1∗ - сила натяжения переднего конца полосы в плоскости выхода полосы из валков,
T0∗∗ - сила натяжения заднего конца полосы на свободном участке,
T0∗ - сила натяжения заднего конца полосы в плоскости входа полосы в валки

где f - коэффициент трения на дугах охвата между ведомым, ведущим валками и полосой,
φ0, φ1 - соответственно угол охвата ведомого валка полосой, угол охвата ведущего валка полосой.
Как видно из формулы, для снижения сил переднего T1∗∗ и заднего T0∗∗ натяжений на свободных концах полосы необходимо снизить силы трения, для чего на поверхность бочки ведущего и ведомого валков подают смазку. При этом в соответствии с формулой (1) коэффициент трения на дугах охвата между ведомым, ведущим валками и полосой снижается, вызывая снижение сил переднего T1∗∗ и заднего T0∗∗ натяжений на свободных концах полосы.
Кроме того, в формуле (1) угол охвата ведущего валка полосой φ1 изменяется от нуля до 2π (радиан), угол охвата ведомого валка полосой φ0 изменяется от нуля до 2π (радиан). Величина 2π (радиан) является максимальной, что соответствует величине охвата валка полосой на 360 градусов. Выражение (1) для расчета сил натяжения на свободных концах прокатываемой полосы показывает, что с увеличением угла охвата на ведущем валке φ1 от нуля до 2π (радиан) сила T1∗∗ натяжение переднего конца полосы на свободном участке снижается до минимальной величины.
Аналогично с увеличением угла охвата на ведомом валке φ0 от нуля до 2π (радиан) сила T0∗∗ натяжение заднего конца полосы на свободном участке снижается до минимальной величины.
Снижение T0∗∗ и T1∗∗ приводит к стабилизации давления прокатки по длине полосы при появлении возмущений (рывки моталок, биение валков) и улучшению качества прокатываемой поверхности.
Наибольшее снижение силы переднего натяжения на свободном конце прокатываемой полосы наблюдается, если угол охвата ведущего валка равен 2π (радиан) или 360 градусов. Аналогично, наибольшее снижение силы заднего натяжения на свободном конце прокатываемой полосы наблюдается, если угол охвата ведомого валка равен 2π (радиан).
Так как ведущий валок передает большую мощность в очаг деформации, то угол охвата задают π≤φ1, а ведомый валок передает меньшую мощность, в этом случае угол охвата необходимо задавать φ0≤2π.
Если углы охвата ведущего и ведомого валков полосой φ1 и φ0 меньше π (радиан), то величины сил переднего и заднего натяжения на свободных концах недостаточно для снижения влияния возмущений (рывки моталок, эксцентриситет валков) и изменения (колебаний) давления прокатки и, соответственно, уменьшения продольной разнотолщинности прокатываемой полосы.
Учитывая все вышесказанное, углы охвата φ1 и φ0 задают в пределах π≤φ1, φ0≤2π радиан.
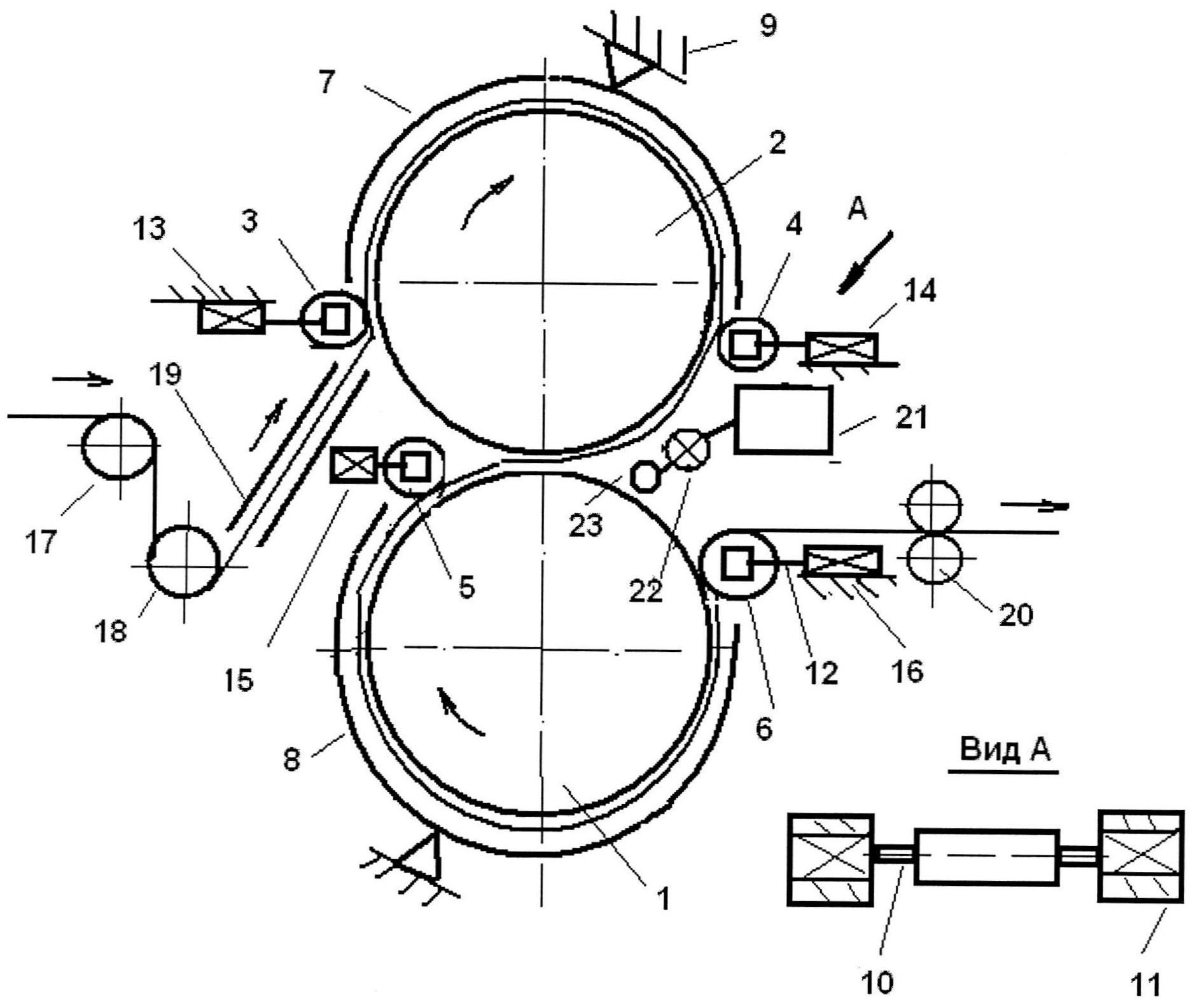
На фиг. изображена схема устройства для осуществления способа.
Устройство (см. фиг.) содержит ведущий 1 и ведомый 2 валки, первый 3, второй 4, третий 5, четвертый 6 прижимные ролики, верхнюю 7 и нижнюю 8 проводки, охватывающие валки на 360 градусов и неподвижно закрепленные на станине клети 9, оси 10 прижимных роликов расположены в подушках 11, контактирующих со штоками 12, первый 13, второй 14, третий 15, четвертый 16 гидроцилиндров, неподвижно закрепленных на станине. На входе в клеть расположены направляющий 17 и обводной 18 ролики, между обводным роликом и первым прижимным роликом закреплена наклонная проводка 19, на выходе из клети установлены тянущие ролики 20. Смазочно-охлаждающая жидкость (СОЖ) из резервуара 21 насосом 22 подается в форсунки 23 (на фиг. показана одна форсунка со стороны ведущего валка), расположенные на входе в верхнюю 7 и нижнюю 8 проводки, и разбрызгивается в зазор между ведомым, ведущим валками и полосой.
Способ осуществляется при помощи устройства (фиг.) следующим образом. От разматывателя (на фиг. не показан) полоса подается слева направо на направляющий 17 и обводные 18 ролики, установленные на входе в клеть. Затем через наклонную проводку 19 полоса подается на первый прижимной ролик 3 ведомого валка 2. Включается первый гидроцилиндр 13, шток которого перемещает подушку. Через подушку и ось 10 давление от гидроцилиндра передается на первый прижимной ролик 3, который прижимает полосу к бочке ведомого валка 2. Включается главный привод валков 1 (не показан) и полоса, зажатая между первым прижимным роликом и ведомым валком, направляется в зазор между верхней криволинейной проводкой 7 и ведомым валком, охватывает ведомый валок на 360 градусов. На выходе из верхней проводки полоса попадает на второй прижимной ролик 4. Включается второй гидроцилиндр 14, который прижимает полосу к бочке ведомого валка, направляя ее в щель между ведомым и ведущим валками.
Далее, за счет работы главного привода, осуществляющего вращение обоих валков, полоса перемещается в зазор между третьим прижимным роликом 5 и ведущим валком. Включается третий гидроцилиндр 6, который прижимает полосу к бочке ведущего валка. Далее, зажатая между третьим прижимным роликом и ведущим валком полоса перемещается в зазор между нижней криволинейной проводкой 8 и ведущим валком 1, охватывает ведущий валок на 360 градусов.
На выходе из нижней проводки полоса попадает на четвертый прижимной ролик 6. Включается четвертый гидроцилиндр 16, который прижимает полосу к бочке ведущего валка. Далее, после перегиба четвертого прижимного ролика полоса направляется в тянущие ролики 20 и перемещается на моталку (не показана). Таким образом, осуществляется охват ведомого и ведущего валков полосой соответственно на угол 360 градусов.
Смазочно-охлаждающая жидкость (СОЖ) подается из резервуара 21 насосом 22 и разбрызгивается в зазор между валками и криволинейными проводками с помощью форсунок 23.
При использовании охвата передним концом полосы ведущего валка, а задним концом полосы - ведомого валка на величину 2π (радиан) происходит снижение силы заднего натяжения на свободном конце полосы на 10%, силы переднего натяжения на свободном конце полосы на 10,1%. Это, в свою очередь, приводит к стабилизации давления прокатки по длине полосы в пределах 12,9-18,7%. При этом продольная разнотолщинность полосы снижается на 10-12%, а качество прокатываемой полосы повышается.
Способ получения биодизельного топлива
Способ очистки промышленных сточных вод и устройство для его осуществления
Способ биологической очистки сточных вод и устройство для его осуществления
Устройство для электрообработки молочной продукции
Валковая мельница
Устройство двойного среза стеблей зерновых культур
Электрофлотатор
Способ восстановления изношенного отверстия поршня под поршневой палец и устройство для его осуществления
Воздушно-шнековое устройство
Комбинированное орудие для возделывания картофеля
Смазочно-охлаждающая жидкость для обработки металлов давлением
Смазка для обработки металлов давлением
Способ обеззараживания продуктов и устройство для его осуществления
Способ обработки почвы, загрязненной радионуклидами, тяжелыми металлами и устройство для его осуществления
Способ очистки почвы от нефтепродуктов и установка для его осуществления
Барабанный подборщик
Режущий аппарат сельскохозяйственной машины
Способ выращивания зеленой кормовой массы на субстрате
Подборщик стеблей сельскохозяйственных культур
Электрокоагулятор

