Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ДЕТАЛИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к устройствам для закрутки деталей, преимущественно лопаток газотурбинных двигателей, и может найти применение в авиадвигателестроении и других отраслях промышленности.
Известно устройство для закрутки детали, например стержня квадратного сечения, включающее в себя фиксатор одного конца стержня и рычаг, надеваемый на противоположный конец стержня и имеющий возможность поворота относительно оси стержня (Мещерин В.Т. Листовая штамповка. Атлас схем, издание 3, М.: «Машиностроение» - 1975 г., стр.95, рис.230).
Известное устройство реализует процесс закрутки детали в свободном состоянии без ограничения течения материала детали жесткими поверхностями устройства, что не позволяет изготавливать высокоточные детали с регламентированным профилем и углами закрутки промежуточной зоны, находящейся между фиксатором базового сечения и фиксатором концевого сечения, например лопатки авиационного двигателя.
Известно устройство для закрутки детали, содержащее фиксатор для базового сечения лопатки, ложемент для концевого сечения пера лопатки, дополнительные ложементы для промежуточных сечений пера лопатки, каждый ложемент выполнен с возможностью окружного перемещения посредством механизма для перемещения ложементов в окружном направлении, в каждом ложементе выполнен паз, повторяющий профиль сечения при раскрученном пере лопатки, точка, относительно которой имеет возможность окружного перемещения каждый ложемент, совпадает с центром масс сечения пера лопатки этого ложемента (Патент на изобретение RU 2284240 от 23.07.04, опубл. 27.09.2006, Бюл. №27, МПК B21D 53/78, B21D 11/14).
Наиболее близким является устройство для закрутки детали типа пера лопатки, содержащее корпус, блок фиксации базового сечения лопатки, содержащий фиксатор для базового сечения лопатки, образованный двумя ложементами, фиксатор промежуточных сечений в виде ложементов, охватывающих сечения срединной зоны пера лопатки со стороны спинки и корыта, фиксатор концевого сечения в виде двух ложементов с возможностью их окружного перемещения, при этом ложементы соединены со штоками соответствующих гидроцилиндров (Патент на изобретение RU 2358825 от 16.06.07, опубл. 20.06.09, Бюл. №17, МПК B21D 53/78).
Недостатками данных устройств является то, что при малых расстояниях между сечениями лопатки по ее чертежу проблематично включить в состав устройства требуемое количество промежуточных ложементов, соответствующее количеству сечений пера лопатки. При уменьшении их количества возникают свободные зоны закручиваемого пера лопатки, не охваченные жесткими поверхностями промежуточных ложементов, не позволяя изготавливать высокоточные детали с регламентированным профилем и углами закрутки срединной зоны. Вследствие этого закрученная лопатка должна в дальнейшем подвергнуться также операции калибровки профиля пера, что повышает трудоемкость ее изготовления.
Техническим результатом, на который направлено изобретение, является создание универсального устройства для закрутки деталей, преимущественно лопаток газотурбинных двигателей, позволяющего повысить точность взаимного расположения закручиваемых сечений пера лопатки относительно ее базового сечения, а также обеспечивающего закрутку и деформацию срединной части лопатки с возможностью ее калибровки в устройстве и позволяющего осуществлять закрутку пера лопатки как с прямолинейными, так и криволинейными осями, проходящими через центры масс закручиваемых сечений.
Технический результат достигается тем, что устройство для закрутки детали, преимущественно пера лопатки газотурбинного двигателя, содержит корпус, блок фиксации базового сечения лопатки, содержащий фиксатор для базового сечения лопатки, образованный двумя ложементами, фиксатор промежуточных сечений в виде ложементов, охватывающих сечения срединной зоны пера лопатки со стороны спинки и корыта, фиксатор концевого сечения в виде двух ложементов с возможностью их окружного перемещения, при этом ложементы соединены со штоками соответствующих гидроцилиндров.
Новым в изобретении является то, что ложементы, охватывающие сечения срединной зоны пера лопатки со стороны спинки, жестко связанные между собой и образуют гравюру штампа, например пуансона, ложементы, охватывающие сечения срединной зоны пера лопатки со стороны корыта, жестко связанны между собою и образуют гравюру штампа, например матрицы, при этом пуансон и матрица входят в блок калибровки срединной зоны пера лопатки вместе с соответствующими гидроцилиндрами, ложементы фиксатора концевого сечения жестко связаны с зубчатым колесом и входят в блок закрутки концевого сечения пера лопатки с соответствующими гидроцилиндрами, при этом ось зубчатого колеса совмещена с осью концевого закручиваемого сечения пера лопатки, зубчатое колесо связано с приводом устройства, так же устройство снабжено тормозом.
Гравюры пуансона и матрицы соответствуют форме поверхностей спинки и корыта срединной зоне пера лопатки после закрутки соответственно.
Привод содержит серводвигатель, кинематически связанный с зубчатым колесом блока закрутки концевого сечения пера лопатки.
Тормоз содержит гидроцилиндр, на штоке которого жестко закреплен ложемент, взаимодействующий с зубчатым колесом блока закрутки концевого сечения пера лопатки.
На прилагаемых чертежах изображено устройство для закрутки детали - пера лопатки авиационного газотурбинного двигателя, где:
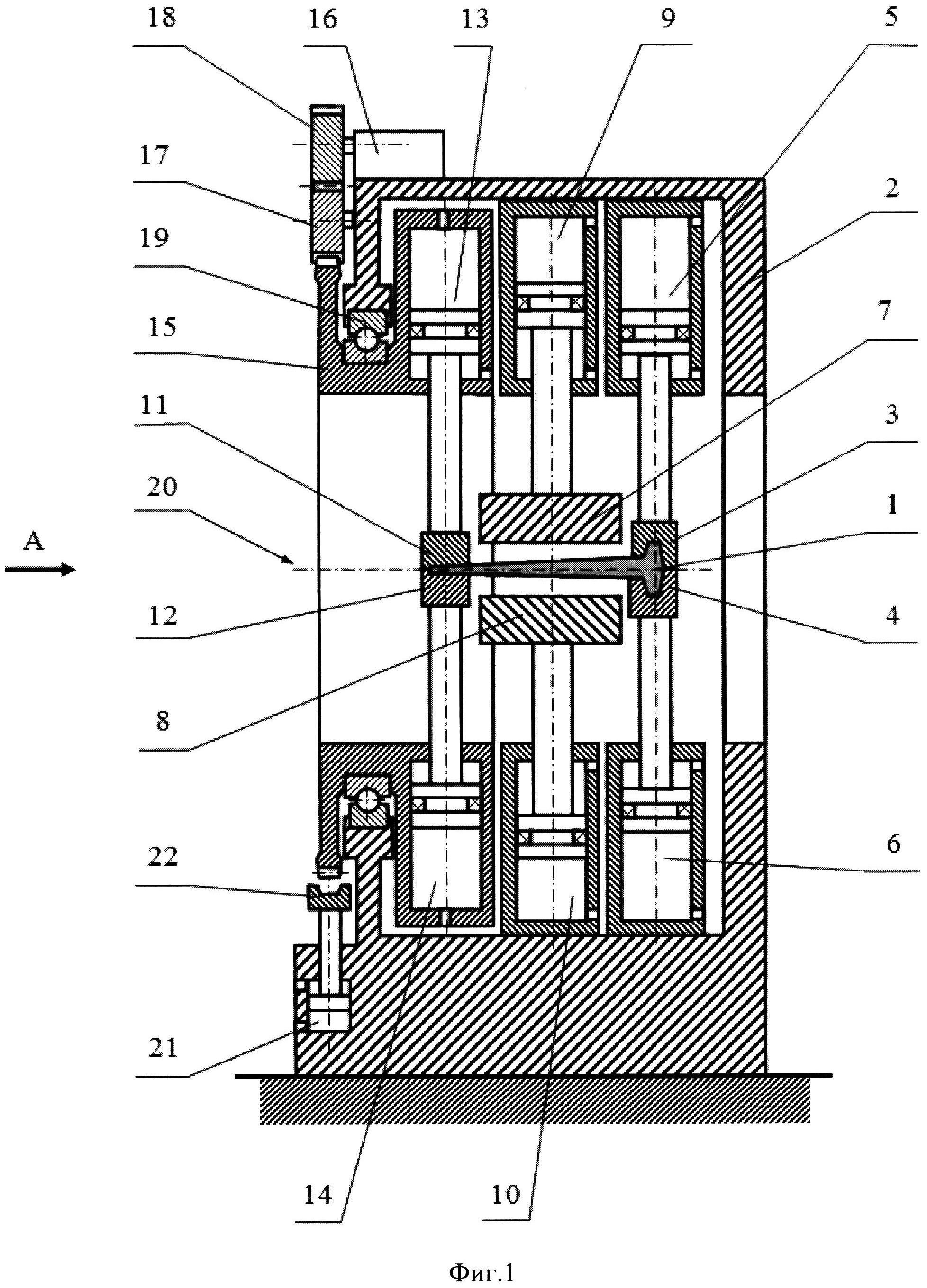
фиг.1 - схема устройства для закрутки пера лопатки авиационного газотурбинного двигателя: начальный этап закрутки.
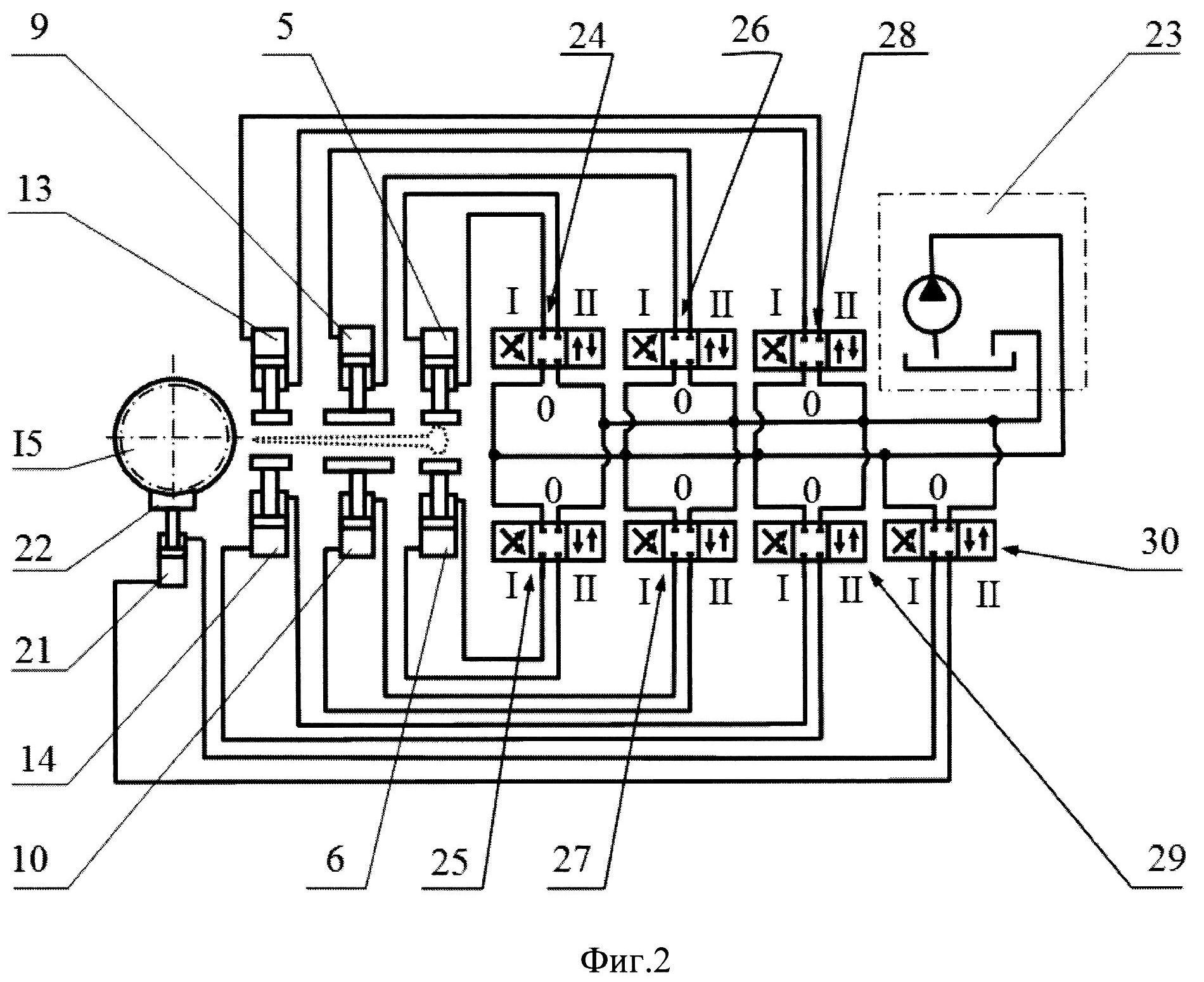
фиг.2 - гидромеханическая схема устройства для закрутки пера лопатки.
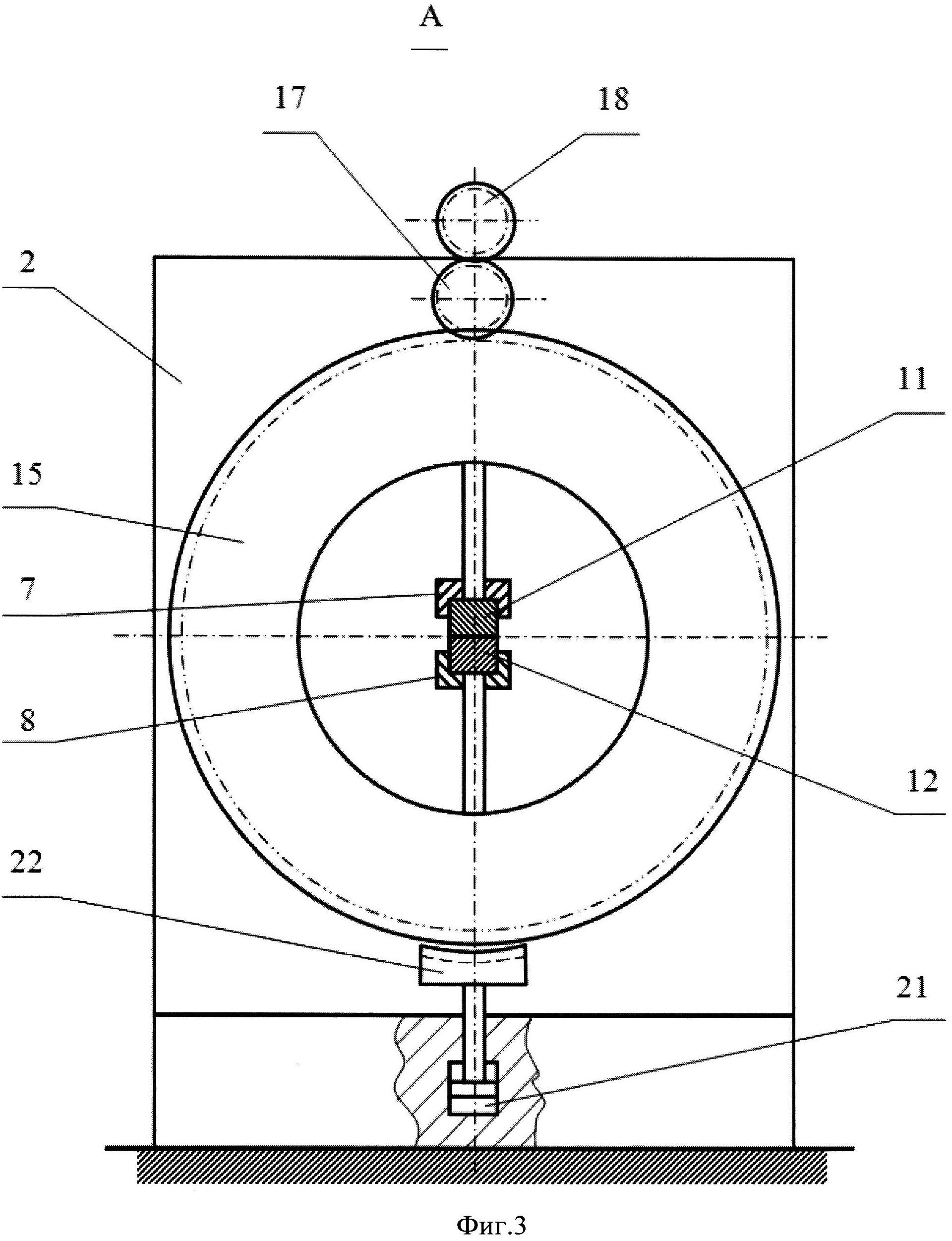
фиг.3 - вид по стрелке А фиг.1.
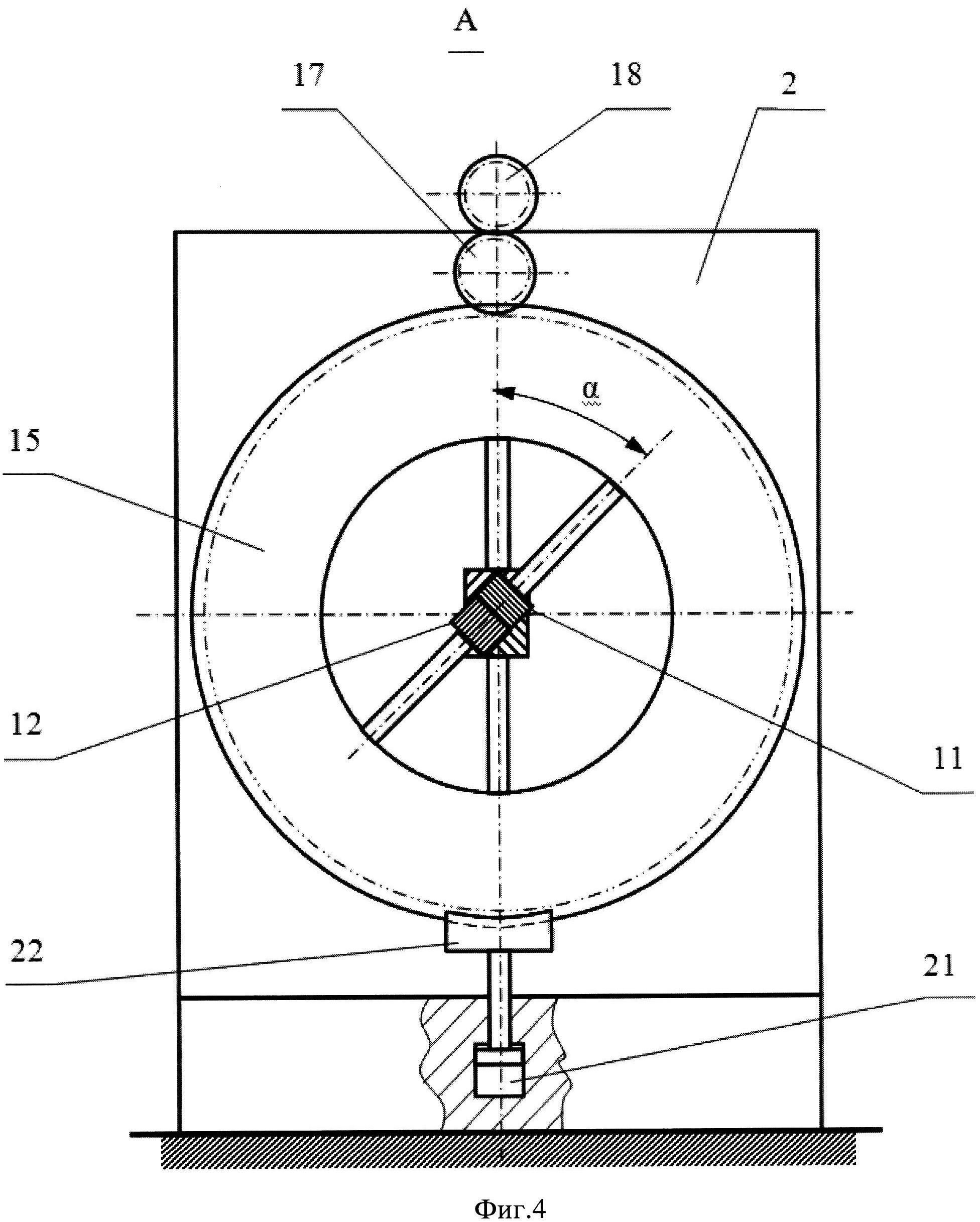
фиг.4 - вид по стрелке А фиг.1: положение элементов устройства на промежуточном или завершающем этапе закрутки пера лопатки.
Устройство для закрутки детали, преимущественно пера лопатки 1 (фиг.1) авиационного газотурбинного двигателя, содержит корпус 2, блок фиксации базового сечения пера лопатки, блок калибровки срединной зоны пера лопатки после его закрутки, блок закрутки концевого сечения пера лопатки.
Блок фиксации базового сечения пера лопатки (далее: блок фиксации) образован двумя ложементами 3, 4, соединенными соответственно с гидроцилиндрами 5, 6. Гидроцилиндры 5, 6 жестко связанны с корпусом 2.
Блок калибровки срединной зоны пера лопатки 1 после его закрутки (далее: блок калибровки) образован ложементами, охватывающими сечения срединной зоны пера лопатки 1 со стороны спинки и жестко связанными между собой, образуют гравюру штампа, например пуансона 7, также ложементами, охватывающими сечения срединной зоны пера лопатки 1 со стороны корыта и жестко связанными между собой, образуют гравюру штампа, например матрицы 8. Также в блок калибровки входят гидроцилиндры 9, 10, соединенные соответственно с пуансоном 7 и матрицей 8 и жестко связанные с корпусом 2. При этом гравюры пуансона 7 и матрицы 8 соответствуют форме поверхностей спинки и корыта срединной зоне пера лопатки 1 после закрутки соответственно.
Блок закрутки концевого сечения пера лопатки (далее: блок закрутки) включает ложементы 11, 12, соединенные с гидроцилиндрами 13, 14, и зубчатое колесо 15, жестко связанное с гидроцилиндрами 13 и 14. Зубчатое колесо 15 кинематически связано с приводом 16, например, через шестерни 17, 18. Привод 16 жестко связан с корпусом 2. При этом блок закрутки соединен с корпусом 2 через подшипник 19 и имеет возможность окружного перемещения.
В качестве привода 16 может быть использован, например, серводвигатель.
Ось зубчатого колеса 15 совмещена с осью 20 закручиваемого концевого сечения пера лопатки 1 (при расположении центров масс закручиваемых сечений срединной зоны пера лопатки на некоторой кривой) или с осью лопатки (при расположении центров масс закручиваемых сечений срединной зоны пера лопатки на прямой).
Для жесткой фиксации углового положения зубчатого колеса 15 блока закрутки устройство снабжено тормозом. Тормоз блока закрутки содержит гидроцилиндр 21, на штоке которого жестко закреплен ложемент 22. Ложемент 22 при вертикальном перемещении взаимодействует с зубчатым колесом 15, жестко фиксируя его угловое положение.
Гидроцилиндры 5 и 6, 9 и 10, 13 и 14 всех блоков попарно расположены напротив друг друга. При этом гидроцилиндры 5, 6 блока фиксации и гидроцилиндры 9, 10 блока калибровки в зависимости от длины лопатки 1 могут попарно перемещаться в горизонтальном направлении по направляющим (не показаны) и жестко фиксироваться относительно корпуса 2 устройства.
Пуансон 7 и матрица 8 блока калибровки позволяют выполнить как корректировку углов закрутки сечений срединной зоны пера лопатки 1, так и осуществить пластическую деформацию срединной зоны, например, по толщине пера лопатки 1.
Дополнительно в состав устройства входит насосная станция 23, гидравлически связанная через гидрораспределители 24, 25, 26, 27, 28, 29, 30 с гидроцилиндрами 5, 6, 9, 10, 13, 14, 21 соответственно (фиг.2).
Устройство работает следующим образом.
Перед выполнением операции закрутки пера конкретной лопатки 1 (фиг.1) в зависимости от длины лопатки настраивают взаимное расположение блока фиксации и блока калибровки вдоль оси 20 путем их перемещения по направляющим (не показаны) и фиксации (не показано) как относительно друг друга, так и корпуса 2. Затем устройство оснащают:
- ложементами 3 и 4 блока фиксации, имеющими профиль спинки и корыта лопатки, традиционно расположенного около хвостовика лопатки;
- ложементами 11 и 12 блока закрутки, имеющими профиль спинки и корыта сечения, расположенного на конце пера лопатки (или имеющими профили, охватывающие технологическую базу, выполненную в концевой зоне пера заготовки лопатки);
- пуансоном 7 и матрицей 8 блока калибровки, имеющими профиль спинки и корыта срединной зоны пера лопатки после его закрутки;
На этом заканчивается настройка устройства для закрутки пера конкретной лопатки.
Затем приступают непосредственно к выполнению операции закрутки пера лопатки 1.
При этом в исходном положении устройства шток гидроцилиндра 21 тормоза блока закрутки занимает крайнее верхнее положение, при котором ложемент 22 жестко фиксирует начальное положение колеса 15. Штоки гидроцилиндров 5, 13, 9 с ложементами 3, 11 и пуансоном 7 соответственно находятся в крайнем верхнем положении, штоки гидроцилиндров 6, 14, 10 с ложементами 4, 12 и матрицей 8 - в крайнем нижнем положении.
Для обеспечения указанного положения устройства гидрораспределитель 30 (фиг.2) занимает положение "I", гидрораспределители 24, 25, 26, 27, 28, 29 - положение «II». Лопатку 1 (фиг.1) с раскрученным пером в холодном или нагретом до ковочных температур состоянии укладывают в горизонтальном положении в устройство для закрутки. При этом лопатка 1 своими сечениями, выполненными в зоне хвостовика и конца пера, устанавливается на соответствующие сечения профильных ложементов 4 и 12.
Включают кнопку «Пуск». При этом гидрораспределители 24, 25, 28, 29 (фиг.2) занимают положение «I», а штоки силовых цилиндров 5 и 13 перемещаются вниз, штоки цилиндров 6 и 14 вместе с лопаткой 1 - вверх. Таким образом, осуществляется в конечном положении силовой контакт ложементами 3 и 4, 11 и 12 (фиг.1) с соответствующими сечениями пера лопатки 1. При этом оси рабочих профилей ложементов 3 и 4, 11 и 12 совмещают с осью 20 зубчатого колеса 15 блока закрутки лопатки 1.
При этом для повышения жесткости системы: «хвостовик лопатки 1 - ложементы 3, 4» последние могут иметь профиль, охватывающий не только базовое сечение в зоне хвостовика, но и охватывать дополнительно поверхности хвостовика лопатки 1.
Затем гидрораспределитель 30 (фиг.2) переключается в положение "II", шток гидроцилиндра 21 перемещается вниз, устраняя контакт ложемента 22 с зубчатым колесом 15. В этот момент начинает работать серводвигатель 16 (фиг.1), осуществляя нормированный поворот через шестерни 17, 18 блока закрутки на угол α (фиг.4), равный углу закрутки между сечениями на конце пера и базовым сечением в зоне хвостовика готовой лопатки. Завершив закрутку пера на угол α, привод 16 отключается. На завершающем этапе закрутки пера на угол α, гидрораспределитель 30 занимает положение "I", жестко фиксируя ложементом 22 достигнутое угловое положение колеса 15 блока закрутки (фиг.4). Одновременно или с некоторым запаздыванием, определяемым реле времени в электрической цепи устройства (не показано), гидрораспределители 26 и 27 занимают положение "I" (фиг.2). При этом пуансон 7 и матрица 8 (фиг.1) начинают движение навстречу друг другу, встречаясь со свободно закрученной зоной лопатки, расположенной между базовым сечением и сечением на конце пера, зафиксированных ложементами 3, 4 и 11, 12. В процессе встречного перемещения пуансона 7 и матрицы 8, рабочий профиль которых соответствует профилям спинки и корыта готовой лопатки, выполняется корректировка по углам закрутки зоны пера лопатки 1, расположенной между базовым сечением и сечением на конце пера. При этом пуансон 7 и матрица 8 пластически деформируют материал срединной зоны лопатки 1 в соответствии со своими рабочими профилями.
При закрутке заготовки лопатки 1, имеющей припуск по профилю пера, пуансон 7 и матрица 8 помимо корректировки пера заготовки по углу закрутки, могут подвергнуть обрабатываемую ими зону пластической деформации сжатия в пределах припуска на дальнейшую обработку пера, выполняя также роль калибровочного штампа.
Выполнив закрутку пера лопатки (или заготовки лопатки), достигнутое положение ложементами 3 и 4, 11 и 12, пуансон 7 и матрица 8 сохраняют определенное время, например 5…20 секунд, за счет работы настраиваемого реле времени в электрической цепи установки (не показано). При этом выполняется выдержка закрученной лопатки 1 (или заготовки лопатки) под нагрузкой. В этот период при закрутке детали в холодном состоянии осуществляют перераспределение остаточных напряжений, снижая упругое пружинение материала детали после снятия деформирующих нагрузок. При закрутке детали типа лопатки в горячем состоянии частично или полностью выполняется удаление полученных при закрутке внутренних напряжений, а за счет конвекционного снижения температуры металла детали - повышается его предел текучести, предел прочности, снижаются показатели пластичности. Это повышает жесткость закрученной детали и стабилизирует достигнутые геометрические характеристики.
Технологические возможности устройства могут быть расширены, например, за счет введения в конструкцию пуансона 7 и матрицы 8 нагревательных элементов (не показано). Это позволяет целенаправленно управлять температурными полями как при закрутке детали, так и в процессе выдержки закрученной детали сомкнутыми пуансоном 7 и матрицей 8.
Закончив выдержку закрученной детали в сомкнутых пуансоне 7 и матрице 8 устройства, гидрораспределители 26 и 27 (фиг.2) занимают положение "II". При этом пуансон 7 и матрица 8 (фиг.1) перемещаются вверх и вниз соответственно от закрученной срединной зоны детали. Затем гидрораспределители 24 и 28, 25 и 29 занимают положение "II" (фиг.2). При этом осуществляется перемещение ложементов 3 и 11 (фиг.1) вверх, а ложементы 4 и 12 с закрученной деталью перемещаются вниз, занимая исходное положение.
Закрученную деталь извлекают из устройства. Затем гидрораспределитель 30 (фиг.2) переключают в положение "II", обеспечивая перемещение ложемента 22 вниз и осуществляя разблокировку колеса 15. После этого включается привод 16, выходной вал которого начинает вращаться в противоположную сторону по сравнению с предыдущим циклом, возвращая, тем самым, блок закрутки пера лопатки в исходное состояние. Выполнив реверсирование блока закрутки, привод 16 отключается. При этом гидрораспределитель 30 занимает положение "I", блокируя, тем самым, вращение зубчатого колеса 15 ложементом 22, а следовательно, и сам блок закрутки лопатки 1.
На этом заканчивается работа устройства, а его гидромеханическая схема вновь готова к повторению описанного цикла закрутки пера лопатки (или заготовки лопатки).
Устройство позволяет закручивать перо достаточно широкого типоразмера лопаток (или заготовок лопаток) газотурбинных и иных двигателей в холодном и горячем состоянии. Перенастройка устройства для закрутки иной лопатки заключается в замене ложементов, пуансона и матрицы, контактирующих с закручиваемой деталью и нормированном смещении блока фиксации и блока калибровки относительно друг друга в зависимости от длины закручиваемой детали. При этом устройство обеспечивает не только закрутку и деформацию срединной части пера лопатки с высокой точностью, но и позволяет осуществлять операцию калибровки профиля пера лопатки. Эти обстоятельства позволяют рассматривать предложенное устройство как универсальное.
Выносная камера сгорания
Комбинированная радиальная опора
Компрессор двухконтурного газотурбинного двигателя
Газотурбинный двигатель
Способ испытаний газотурбинного двигателя
Устройство для диагностики автоколебаний рабочего колеса турбомашины
Способ обработки фасонных поверхностей точением
Устройство для подачи смазочно-охлаждающей жидкости
Способ установления ресурса деталей газотурбинного двигателя
Радиальный лепестковый газодинамический подшипник
Комбинированная радиальная опора
Способ удаления поковки из штампа
Способ сборки образца, применяемого для испытания на одноосное пластическое растяжение, в виде стержня со втулками из материала, обладающего памятью формы
Способ изготовления гнутых изделий
Способ изготовления полых сферических изделий с одним или двумя осесимметричными отводами

