Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ
Вид РИД
Изобретение
Предлагаемый способ относится к электрофизическим и электрохимическим методам обработки и может быть применен для автоматической стабилизации межэлектродного промежутка на оптимальной величине с помощью пропорционально-интегрального (ПИ) регулятора подачи фасонного электрода по наблюдаемым электрическим параметрам при электроэрозионной обработке (профилировании) вращаемого шлифовального круга на токопроводящей связке.
Из предыдущего уровня техники известно устройство образной связи для системы автоматического управления процессом электроискровой обработки [1]. Согласно способу, описанному в данном изобретении, подача электрода по управляющей программе осуществляется в соответствии с достижением величин пороговых напряжений Umin и Umax искрового промежутка. При установлении величины напряжения в искровом промежутке меньше Umin схема программного управления блокируется. Если напряжение на электроискровом промежутке достигает Umax, то формируется импульс запуска управляющей программы
Недостатком способа является необходимость экспериментального подбора пороговых напряжений Umin и Umax, зависящих от значительного числа факторов, оказывающих влияние на процесс обработки, вследствие чего значительно увеличивается время на подготовку к выполнению операции.
Известен способ электроэрозионной обработки, в котором сигнал на изменение параметров процесса вырабатывают в момент уменьшения скорости падения напряжения ниже заранее установленного значения [2].
Недостатком указанного способа электроэрозионной обработки является низкая информативность управляющего сигнала, поскольку величина скорости падения напряжения импульсов характеризует улучшение или ухудшение условий обработки, не давая конкретной информации о состоянии межэлектродного промежутка вследствие наличия большого числа помех в процессе обработки, что не обеспечивает высокую производительность процесса.
Известен способ адаптивной защиты от коротких замыканий при электрических методах обработки, согласно которому измеряют текущее значение мощности и напряжения, определяют знаки производных от измеренной мощности и текущих значений мощности высокочастотных сигналов, когда знаки производных одновременно принимают положительное значение, производится срабатывание защиты [3].
Недостатком способа является низкая автоматизация процесса вследствие задания уровня опорного сигнала Pзад вручную, теоретическую зависимость которого от параметров процесса обработки довольно сложно вычислить. Одновременно уровень этого сигнала существенно зависит от вида, характера обработки, а также схемотехники и элементной базы устройства. Такое сочетание факторов приводит также к существенному снижению производительности обработки.
Известен способ автоматического регулирования подачи электродов при электроэрозионной обработке, согласно которому перед усреднением рабочие импульсы классифицируют на две группы по текущему значению напряжения импульсов выше и ниже заданного оптимального значения, сравнивают эти две группы между собой, результат сравнения интегрируют по времени и из полученного интеграла вычитают сигнал, характеризующий появления непрерывной последовательности рабочих импульсов более двух с пониженным напряжением [4].
Недостатком способа является неадекватное реагирование на «аномальные» импульсы напряжения, поскольку у таких импульсов амплитуда переднего фронта может иметь уровень, соответствующий холостому ходу, а амплитуда заднего фронта может равняться нулю, что соответствует короткому замыканию. Это не обеспечивает достижения требуемой производительности и качества обработки, поскольку данные импульсы появляются вследствие загрязнения межэлектродного промежутка продуктами эрозии.
Известен способ экстремального регулирования процесса электроэрозионной обработки, включающий регулирование подачи по среднему значению мощности, выделяемой в межэлектродном промежутке, определяют величину произведения времени задержки пробоя межэлектродного промежутка и пропорционально указанной величине изменяют частоту следования технологических импульсов [5].
Этот способ имеет низкую производительность процесса обработки, поскольку величина межэлектродного промежутка соответствует среднему значению мощности, выделяемой в нем, а, как известно, максимальная производительность при электроэрозионной обработке достигается, когда величина межэлектродного промежутка соответствует максимальному значению мощности, выделяемой в этом промежутке. Одновременно этот способ имеет и невысокую стабильность процесса обработки из-за случайных изменений времени задержки и напряжения пробоя.
Из известных наиболее близким по технической сущности является способ стабилизации межэлектродного промежутка при электроэрозионном профилировании шлифовальных кругов с помощью автоматического экстремального регулятора подачи электрода [6]. Этот способ включает регулирование подачи электрода по максимальному значению мощности, выделяемой в межэлектродном промежутке, согласно которому поддерживают величину межэлектродного промежутка на уровне максимального значения мощности с помощью автоматического экстремального регулятора привода подачи электрода.
Однако этот способ обладает недостаточным быстродействием, вследствие чего трудно достигается заданная точность профиля, а также технически сложно реализуем за счет использования экстремального регулятора.
Изобретение направлено на повышение производительности и точности обработки за счет повышения быстродействия регулирования и стабилизации величины межэлектродного промежутка на оптимальном уровне путем автоматического регулирования подачи электрода.
Поставленная задача достигается тем, что электроэрозионное профилирование шлифовального круга на токопроводящей связке включает электроэрозионную обработку вращаемого шлифовального круга фасонным электродом с поддержанием заданной величины межэлектродного промежутка путем автоматического регулирования подачи электрода, при этом устанавливают величину межэлектродного промежутка из условия обеспечения равенства величины отношения амплитуды импульсов тока к значению тока короткого замыкания и величины отношения амплитуды импульсов напряжения к значению напряжения холостого хода, а затем поддерживают ее путем регулирования подачи электрода посредством пропорционально-интегрального регулятора привода подачи электрода.
Сущность предлагаемого способа заключается в том, что автоматическое регулирование подачи электрода при электроэрозионном профилировании шлифовальных кругов осуществляется по наблюдаемым электрическим параметрам, в результате чего достигается стабилизация величины промежутка между шлифовальным кругом и электродом на оптимальном уровне, соответствующем максимальной производительности и точности профилирования. Согласно предлагаемому изобретению в качестве наблюдаемых электрических параметров выбираются амплитуды импульсов напряжения и импульсов тока генератора технологических импульсов, которые выделяются в межэлектродном промежутке.
Для того чтобы обеспечить максимальную производительность электроэрозионного профилирования, необходимо чтобы в межэлектродном промежутке выделялась максимальная электрическая мощность [7]. В свою очередь, максимальная мощность в межэлектродном промежутке будет выделяться в том случае, если внутреннее сопротивление генератора технологических импульсов будет равно сопротивлению межэлектродного промежутка.
Следовательно, условие получения максимальной мощности в межэлектродном промежутке достигается, когда величина отношения амплитуды импульсов тока к значению тока короткого замыкания и величины отношения импульсов напряжения к значению напряжения холостого хода будут равны.
Таким образом, максимальная производительность профилирования достигается за счет установления и дальнейшего поддержания такой величины межэлектродного промежутка путем автоматического регулирования подачи электрода с помощью ПИ регулятора, при котором импульсы тока и напряжения будут равны.
Повышение точности процесса обработки осуществляется путем установления и дальнейшего поддержания величины промежутка между шлифовальным кругом и электродом на одном уровне (стабилизации межэлектродного промежутка).
Такое сочетание новых признаков с известными позволяет упростить оборудование по сравнению с прототипом, так как становится не нужным экстремальное регулирование подачи электрода, а также повысить производительность и точность обработки, за счет стабилизации межэлектродного промежутка на определенной величине, соответствующей максимальной мощности, выделяемой в межэлектродном промежутке и за счет повышения быстродействия автоматического регулирования подачи электрода.
Функциональная схема системы автоматического регулирования подачи электрода при электроэрозионном профилировании шлифовальных кругов, реализующая предлагаемый способ, представлена на фигуре.
Она включает в себя ПИ регулятор 1, выход которого соединен с приводом подачи 2, выход привода подачи подключен к механизму подачи электрода электроэрозионного профилирующего станка 3. Амплитуды импульсов напряжения и тока, выделяемые в межэлектродном промежутке электроэрозионного станка, измеряются датчиками напряжения 4 и тока 5, а их предельные значения регистрируются устройствами запоминания максимального значения 6. Выходные значения датчиков напряжения 4 и тока 5 делятся на предельные величины, зарегистрированные устройствами запоминания максимального значения 6, и получившиеся относительные величины напряжений и токов подаются на вход ПИ регулятора.
Способ осуществляется следующим образом. Перед началом обработки устанавливают выходные параметры генератора технологических импульсов, положительный и отрицательный полюсы которого подключены к шлифовальному кругу на токопроводящей связке и профилирующему дисковому фасонному электроду соответственно. Затем шлифовальному кругу сообщают вращательное движение 1…2 м/с. После чего не вращающийся фасонный электрод сближают со шлифовальным кругом до появления электрических разрядов в межэлектродном промежутке. Слежение осуществляется с помощью датчика тока. Как только ток становится больше нуля, начинается электроэрозионное врезание фасонного электрода в шлифовальный круг на величину его формообразующей части. При больших величинах межэлектродного промежутка, в начальный момент обработки, уровень относительных амплитуд импульсов напряжения, выделяемых в межэлектродном промежутке, будет превышать значения относительных амплитуд импульсов тока. В результате этого напряжение на выходе ПИ регулятора будет увеличиваться, приводя к увеличению скорости подачи электрода. В противном случае, при малых значениях межэлектродного промежутка, величина относительных амплитуд импульсов тока будет превышать относительные амплитуды импульсов напряжения, что в конечном итоге будет приводить к уменьшению скорости подачи электрода. Подача будет оставаться неизменной лишь в том случае, когда значения относительных амплитуд импульсов тока и напряжения будут равны, что соответствует выделению максимальной мощности в межэлектродном промежутке, а следовательно, и максимальной производительности.
При достижении величины формообразующей части фасонного электрода при электроэрозионном врезании сближение электрода со шлифовальным кругом прекращается и электроду задается медленная круговая подача. При круговой подаче фасонного электрода промежуток между шлифовальным кругом и электродом также стабилизируется на величине, при которой значения относительных амплитуд импульсов тока и напряжения будут равны. Поддержание значений относительных амплитуд осуществляется ПИ регулятором подачи электрода на основании показаний с делителей. По мере вращения электрода в действие последовательно вступают новые неизношенные участки его поверхности и происходит постепенное исправление искаженного профиля шлифовального круга.
Профилирование выполняется за один оборот электрода. После чего глубина профиля, полученного на шлифовальном круге, будет равна глубине профиля формообразующей части профилирующего фасонного электрода.
Таким образом, стабилизируя величину промежутка между шлифовальным кругом и профилирующим электродом с помощью автоматического регулирования подачи электрода на уровне, при котором значения относительных амплитуд импульсов тока и напряжения будут равны, получаем максимальную производительность и точность электроэрозионного профилирования шлифовальных кругов на токопроводящих связках.
Пример 1.
Профилировали алмазный шлифовальный круг согласно способу по патенту РФ 2486037 (прототип), где регулирование подачи электрода осуществляется по максимальному значению мощности, выделяемой в межэлектродном промежутке. Параметры алмазного круга: ⌀250×15 мм, связка M1, прямой профиль, зернистость алмазного порошка 80/63 и концентрация алмазных зерен в алмазосодержащем слое - 100%. Частота вращения алмазного круга составляла 1 м/с. Межэлектродная среда - масло индустриальное. Режимы генератора технологических импульсов были следующими.
Черновой переход:
- частота прямоугольных технологических импульсов - 8 кГц;
- скважность импульсов - 3;
- амплитуда импульсов - 100 В;
- максимальный ток - 20 А.
Чистовой переход:
- частота прямоугольных технологических импульсов - 20 кГц;
- скважность импульсов - 5;
- амплитуда импульсов - 100 В;
- максимальный ток - 14 А.
Время профилирования составило 4,5 часа. При этом величина межэлектродного промежутка стабилизировалась на уровне максимальной мощности, выделяемой в этом промежутке с помощью автоматического экстремального регулятора подачи профилирующего фасонного электрода. Мощность на черновом переходе составляла 600…670 Вт, а на чистовом - 230…250 Вт. Производительность обработки на черновом переходе составила - 54 мкм3 /мин, а на чистовом - 11 мкм3 /мин. Максимальная погрешность профиля составила - 0,12 мм.
Пример 2.
Профилировали алмазный шлифовальный круг согласно предлагаемому способу. Параметры алмазного круга: ⌀250×15 мм, связка M1, прямой профиль, зернистость алмазного порошка 80/63 и концентрация алмазных зерен в алмазосодержащем слое - 100%. Частота вращения алмазного круга составляла 1 м/с. Межэлектродная среда - масло индустриальное. Режимы генератора технологических импульсов были следующими.
Черновой переход:
- частота прямоугольных технологических импульсов - 8 кГц;
- скважность импульсов - 3;
- амплитуда импульсов - 100 В;
- максимальный ток - 20 А.
Чистовой переход:
- частота прямоугольных технологических импульсов - 20 кГц;
- скважность импульсов - 5;
- амплитуда импульсов - 100 В;
- максимальный ток - 14 А.
Время профилирования составило 4 часа. При этом величина межэлектродного промежутка стабилизировалась на уровне, при котором значения относительных амплитуд импульсов тока и напряжения были равны, с помощью автоматического ПИ регулятора подачи профилирующего фасонного электрода. Мощность на черновом переходе составляла 620…670 Вт, а на чистовом - 235…250 Вт. Производительность обработки на черновом переходе составила - 62 мкм3/мин, а на чистовом - 13 мкм3/мин. Максимальная погрешность профиля составила - 0,07 мм.
Таким образом, предлагаемый способ обеспечивает технический эффект и может быть осуществлен с помощью известных в технике средств.
Источники информации
1. А.с. СССР 589024, МПК G05В 19/02. Устройство обратной связи для системы автоматического управления процессом электроискровой обработки / В.М. Лобанов, В.Д. Розгон. - №1964740/17; заявл. 08.10.73; опубл. 15.03.78.
2. Патент СССР 820650, МПК В23Р 1/00. Способ электроэрозионной обработки / Г.А. Марендац. - №1764871/25; заявл. 22.03.72; опубл. 07.04.81.
3. А.с. СССР 1255328, МПК В23Н 7/18. Способ адаптивной защиты от коротких замыканий при электрических методах обработки и устройство для его осуществления / В.В. Атрощенко и др. - №3874879/25; заявл. 01.04.85; опубл. 07.09.86.
4. А.с. СССР 891310, МПК В23Р 1/14. Способ автоматического регулирования подачи электродов при электроэрозионной обработке и устройство для его осуществления / А.И. Аронов, Ю.И. Сычев, В.В. Лишенков. - №2823269/25; заявл. 28.09.79; опубл. 23.12.81.
5. А.с. СССР 1301594, МПК В23Н 1/02 // 7/20. Способ экстремального регулирования процесса электроэрозионной обработки / А.Б. Лахмостов, В.В. Атрощенко. - №3829119/31; заявл. 25.12.84; опубл. 07.04.87.
6. Патент РФ 2486037, МПК В23Н 1/00, В23Н 9/00. Способ стабилизации межэлектродного промежутка при электроэрозионном профилировании шлифовальных кругов с помощью автоматического экстремального регулятора подачи электрода / А. С.Никиткин и др. - №2011136674/02; заявл. 02.09.11; опубл. 27.06.13, Бюл. №18.
7. Подураев В.Н. Технология физико-химических методов обработки. М.: Машиностроение, 1985.
Способ электроэрозионного профилирования шлифовального круга на токопроводящей связке, включающий электроэрозионную обработку вращаемого шлифовального круга фасонным электродом с поддержанием заданной величины межэлектродного промежутка путем автоматического регулирования подачи электрода, отличающийся тем, что устанавливают величину межэлектродного промежутка из условия обеспечения равенства величины отношения амплитуды импульсов тока к значению тока короткого замыкания и величины отношения амплитуды импульсов напряжения к значению напряжения холостого хода, а затем поддерживают ее путем регулирования подачи электрода посредством пропорционально-интегрального регулятора привода подачи электрода.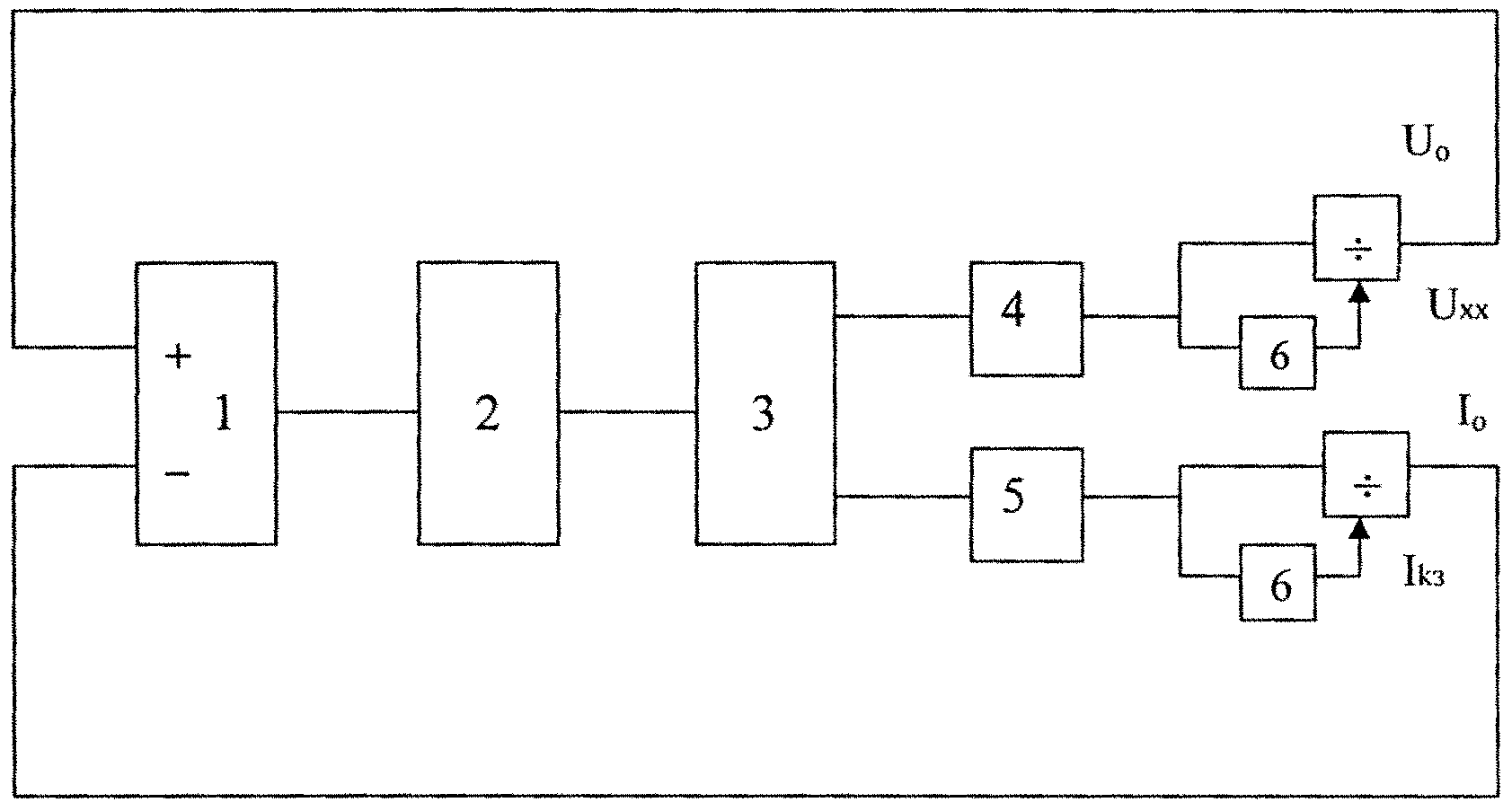
Способ стабилизации межэлектродного промежутка при электроэрозионном профилировании шлифовальных кругов с помощью автоматического экстремального регулятора подачи электрода
Молекулярно-электронный акселерометр
Способ выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере внутри туннельной печи
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ изготовления формы для литья по выплавляемым моделям (варианты)
Способ фосфатирования железокобальтового сплава
Способ выпечки хлебобулочных изделий в формах или без форм на сетке внутри туннельной печи
Способ осветления и удаления шлама с поверхности самарий-кобальтовых магнитных сплавов
Способ фосфатирования магнитомягких сплавов типа пермаллой (варианты)
Раствор для химического серебрения медных сплавов и способ его получения
Способ стабилизации межэлектродного промежутка при электроэрозионном профилировании шлифовальных кругов с помощью автоматического экстремального регулятора подачи электрода
Молекулярно-электронный акселерометр
Способ выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере внутри туннельной печи
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ изготовления формы для литья по выплавляемым моделям (варианты)
Способ фосфатирования железокобальтового сплава
Способ выпечки хлебобулочных изделий в формах или без форм на сетке внутри туннельной печи
Способ осветления и удаления шлама с поверхности самарий-кобальтовых магнитных сплавов
Способ фосфатирования магнитомягких сплавов типа пермаллой (варианты)
Раствор для химического серебрения медных сплавов и способ его получения

