Результат интеллектуальной деятельности: СПОСОБ РЕМОНТА БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ
Вид РИД
Изобретение
Изобретение относится к области технологических процессов машиностроения, ремонта корпусных конструкций агрегатов, содержащих элементы с появившимися в эксплуатации трещинами, и, в частности, к ремонту блока цилиндров двигателя внутреннего сгорания (ДВС).
Изобретение позволяет предлагаемым способом ремонта увеличить ресурс блока цилиндров двигателя, надежность и работоспособность двигателя в целом.
Технология может быть использована при ремонте и восстановлении блоков цилиндров двигателей внутреннего сгорания автомобилей, сельскохозяйственных, строительных и дорожных машин.
Технический результат, обеспечиваемый приведенной совокупностью признаков, определяется тем, что отремонтированный таким способом блок цилиндров усиливается дополнительной заплатой, трещина (трещины) надежно герметизируется, оставшаяся часть стенки предохраняет заплату от кавитационного разрушения. Прочность отремонтированного участка блока цилиндров при ускоренных испытаниях на разрыв при циклическом нагружении оказалась соизмеримой с прочностью нового блока. Подтверждена долговечность восстановленного блока и в процессе длительных (1000-часовых) и эксплуатационных испытаний на весь срок службы блока. Таким образом, ремонт блока описанным способом не является поводом для его выбраковки при повторном ремонте.
Блок цилиндров часто имеет трещины на водяной рубашке силового происхождения, иногда из-за размораживания. Заварка трещин не дает требуемого результата, поскольку трещина продолжает развиваться и, кроме того, из-за нагрева образуются другие трещины. Для устранения этого дефекта накладывают дополнительные заплаты разнообразными методами для герметизации трещины и сварного шва блока цилиндров.
Из современного уровня развития техники известен способ торможения роста усталостных трещин в деталях (авторское свидетельство на изобретение SU №1361856 Al от 10.10.1985, В23Р6/00), которое включает сверление отверстий в вершинах трещин, установку в эти отверстия крепежных элементов и их затяжку. Выполняли выточки по входным и выходным отверстиям под головки крепежа и устанавливали в отверстия прецизионные болты диаметром 8 мм. Под головками крепежа располагали стальные шайбы толщиной 3 мм из стали 12Х2Н4А с цилиндрическими пазами диаметром 10 мм, в которые помещали стяжные элементы диаметром 10 мм.
Недостатками данного технического решения являются следующие:
- способ применим преимущественно к несквозным трещинам;
- способ не обеспечивает герметичность ремонтируемого участка (что так важно в блоке цилиндров ДВС);
- способ неприменим в динамически нестабильных системах (например, с вибрацией, деформацией и т.п.).
Наиболее близким к заявленному техническому решению является способ ремонта блока цилиндров двигателей, изложенный в книге "Ремонт автомобиля ЗИЛ", Липкинд А.Г., Гринберг П.Н., Ильин А.И. Изд-во "Транспорт", 1970, стр. 253 (принят за прототип).
Способ состоит в приварке заплаты на участок стенки блока цилиндров с трещиной или пробоиной и герметизацией сварного шва по контуру заплат проклеиванием снаружи последовательно одна на другую до нескольких полос из стекловолокона с промазкой эпоксидной композицией (до восьми полос).
Недостатком данного способа является то, что герметичность сварного шва на длительное время не сохраняется из-за воздействия температуры вибрации и самой охлаждающей жидкости. Нанесенные снаружи заваренной заплаты полосы стеклоткани с эпоксидной смолой отслаиваются. Товарный вид стенки блока цилиндров после такого ремонта низкого уровня.
Задачей, на решение которой направлено заявляемое изобретение, является восстановление работоспособности и надежности ДВС.
Сущность изобретения поясняет фиг. 1 (способ ремонта блока цилиндров ДВС с трещинами).
Технический результат изобретения достигается за счет того, что эпоксидная композиция благодаря трубкам и бачку (емкости) нагнетается под давлением в замкнутое пространство, образуемое заплатой и стенкой блока, и вдавливается в поры, трещины, раковины и другие негерметичности в сварном шве и собственно в трещине и блоке.
Сущность способа состоит в следующем (фиг. 1). Место расположения трещины 1 на водяной рубашке 2 надо зачистить до основания металла, трещину разделать и засверлить отверстия 3 на ее концах сверлом диаметром 5...6 мм.. Из листовой стали толщиной 2,5...3,0 мм вырубают заплату 6 по контуру усиленных мест блока (верхний посадочный пояс, нижний посадочный пояс, перегородки цилиндров) и подгоняют ее по рельефу стенки.
Затем края заплаты надо чуть отогнуть для создания зазора 2...3 мм между заплатой и стенкой. С внутренней стороны заплату следует зачистить от ржавчины и обезжирить. Теперь заплату можно приварить к блоку проволокой ПАНЧ-11 диаметром 1,2 мм на полуавтомате А-547 током 90... 120 А обратной полярности короткими участками длиной 40 мм с проковкой шва 7 после отрыва дуги.
При этом нельзя допускать перегрева свариваемой зоны, иначе могут образоваться микротрещины. В просверленные отверстия 3 необходимо вставить соответствующего размера трубки длиной 300 мм: трубку 4 отвода воздуха (дренажа) и трубку 5 подвода под давлением эпоксидной композиции. С наружной стороны блока трубки развальцовывают, а с внутренней стороны концы трубок выводят наружу через отверстие гильзы блока.
Порядок выполнения операций при данном способе ремонта блока: сначала приваривают к внешней стенке блока металлическую заплату по силовому контуру, а затем вставляют две трубки в просверленные отверстия, можно выполнять и в обратной последовательности - сначала вставить две трубки, а затем приварить металлическую заплату.
В расходный бачок 8 заливают эпоксидную композицию ЭД-20 или ЭД-16 (необходимо 200 куб. см композиции) и соединяют его с трубкой 5 подвода герметизирующего состава. К расходному бачку подводят сжатый воздух 9 давлением 0,4...0,7 МПа для выдавливания смолы. Смола вытекает из бачка по трубке 5 в пространство 10 между заплатой и стенкой блока. Воздух при этом выходит через дренажную трубку 4.
В момент, когда из дренажной трубки начнет выходить смола, трубку надо обжать плоскогубцами и выдержать композицию под давлением в течение 3...4 мин. В это время происходит герметизация трещин, пор, раковин, трещин (неплотностей) в сварном шве (выдавливание смолы по шву не является браковочным признаком). Затем обжимают трубку 5 подвода композиции, сбрасывают давление воздуха и отсоединяют расходный бачок.
В таком состоянии блок необходимо просушить в течение 6 часов, после чего трубки у основания заподлицо со стенкой спиливают (срубают зубилом) и блок проверяют на герметичность, подавая сжатый воздух изнутри и промазывая мыльным раствором шов и заплату снаружи. При полноценном заполнении эпоксидной композицией пространства 10 герметичность обеспечивается полностью без дополнительной проварки, проковки, герметизации швов.
Способ ремонта блока цилиндров двигателя внутреннего сгорания, включающий технологические операции по разделке образовавшихся трещин и сверление отверстий в их вершинах, по изготовлению металлической заплаты, которая специально вырезается и подгоняется по месту ремонтируемой поверхности, приваривается по силовому контуру (верхний и нижний пояс, перегородки), отличается тем, что ремонтируемый блок размещают горизонтально заплатой вниз, в отверстия в вершинах трещины вставляют трубку, через которую нагнетают под давлением воздуха эпоксидную композицию в замкнутое пространство, образованное упомянутой заплатой и внешней стенкой блока, и дренажную трубку для отвода воздуха, которую обжимают при появлении эпоксидной композиции на ее конце, выдерживают упомянутую композицию под давлением для герметизации трещины и всего сварного шва, затем обжимают трубку для подвода эпоксидной композиции и просушивают блок для застывания композиции, после чего упомянутые трубки спиливают у основания заподлицо со стенкой ремонтируемого блока.
Таким образом, с применением эпоксидной композиции, нагнетаемой под давлением, ремонтируемый блок двигателя надежно герметизируется по трещине, усиливается дополнительной заплатой, а оставшаяся часть стенки предохраняет заплату от кавитационного разрушения.
Прочность отремонтированного участка при ускоренных испытаниях на разрыв при циклическом нагружении оказалась соизмеримой с прочностью нового блока.
Подтверждена долговечность восстановленного блока и в процессе длительных (1000-часовых) эксплуатационных испытаний на весь срок службы блока. Таким образом, ремонт блока описанным способом не является поводом для его выбраковки при повторном ремонте.
Данный способ может быть применен на предприятиях при ремонте ДВС. Использование предложенного способа ремонта предлагается с целью повышения качества ремонта блоков, повышения их долговечности.
Описанный способ ремонта позволяет соответствовать установленному нормативу пробега на отремонтированный блок цилиндров ДВС - не менее 80% от нового.
Способ ремонта блока цилиндров двигателя внутреннего сгорания, включающий технологические операции по разделке образовавшихся в водяной рубашке блока трещин, сверление отверстий в их вершинах, приваривание к внешней стенке блока металлической заплаты по силовому контуру, отличающийся тем, что ремонтируемый блок размещают горизонтально заплатой вниз, в отверстия в вершинах трещины вставляют трубку, через которую нагнетают под давлением воздуха эпоксидную композицию в замкнутое пространство, образованное упомянутой заплатой и внешней стенкой блока, и дренажную трубку для отвода воздуха, которую обжимают при появлении эпоксидной композиции на ее конце, выдерживают упомянутую композицию под давлением для герметизации трещины и всего сварного шва, затем обжимают трубку для подвода эпоксидной композиции и просушивают блок для застывания композиции, после чего упомянутые трубки спиливают у основания заподлицо со стенкой ремонтируемого блока.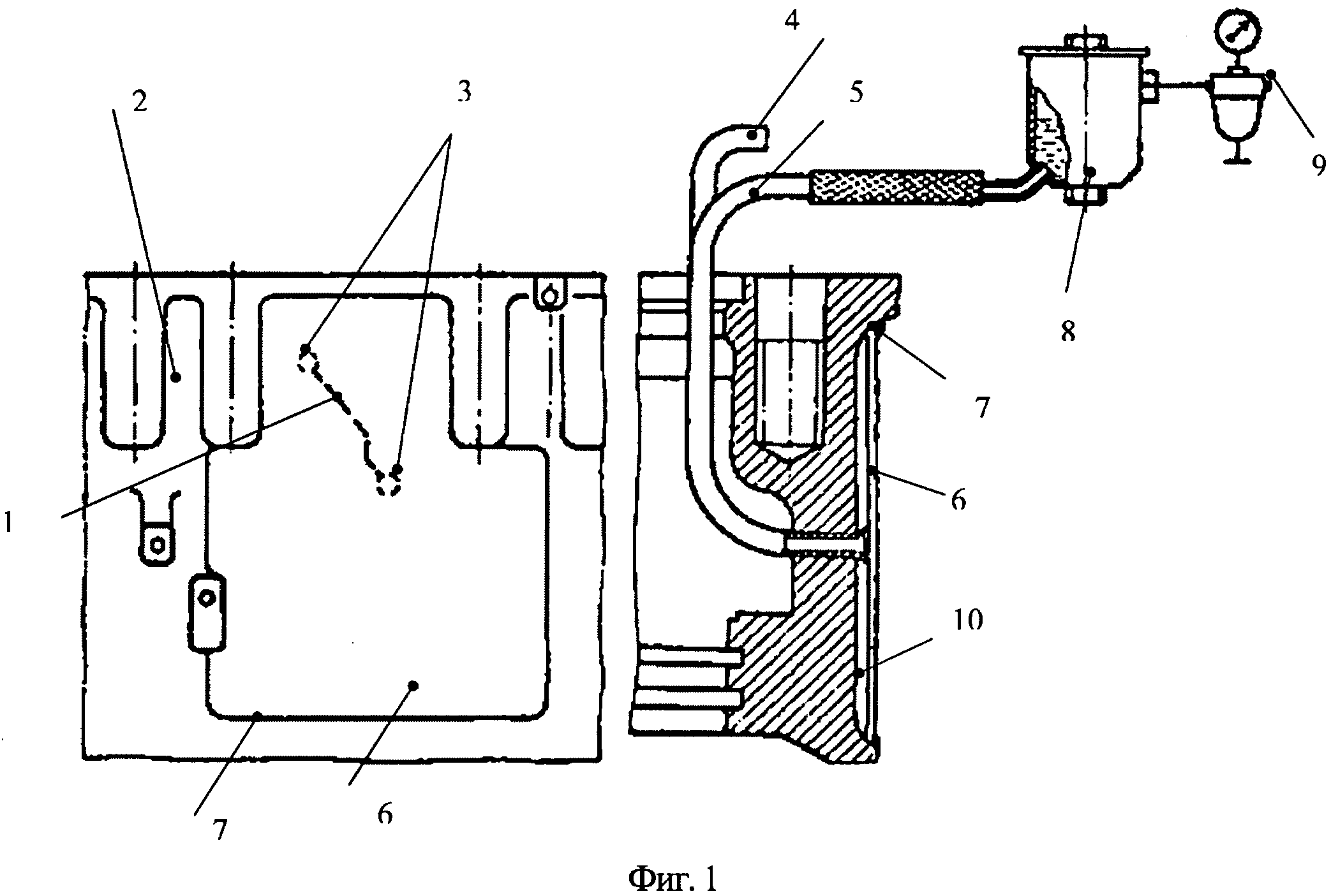
Способ безразборной диагностики степени износа подшипников двигателя внутреннего сгорания
Способ обработки гильзы блока цилиндров с созданием антифрикционного покрытия
Способ восстановления изношенной поверхности зубьев каретки синхронизатора
Узел сцепления силового агрегата транспортных и транспортно-технологических машин с центрированием ведущих дисков сменными элементами
Способ ремонта ведущих дисков узла сцепления силового агрегата
Способ восстановления изношенной поверхности шлицов каретки синхронизатора
Способ определения зазора в шатунном подшипнике коленчатого вала при испытании и диагностике двигателя внутреннего сгорания автомобилей, транспортных и транспортно-технологических машин
Узел сцепления силового агрегата транспортных и транспортно-технологических машин с центрированием ведущих дисков сменными элементами
Способ ремонта ведущих дисков узла сцепления силового агрегата
Способ восстановления изношенной поверхности шлицов каретки синхронизатора
Способ непрерывного диагностирования технического состояния опорных подшипников первичного и вторичного валов коробки передач камаз в эксплуатации
Способ определения зазора в шатунном подшипнике коленчатого вала при испытании и диагностике двигателя внутреннего сгорания автомобилей, транспортных и транспортно-технологических машин
Система смазки двигателя внутреннего сгорания

