Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН, ИМЕЮЩЕЙ ОБТЕКАЕМУЮ ФОРМУ
Вид РИД
Изобретение
Изобретение относится к области сельскохозяйственного машиностроения, в частности к способам нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин с использованием сварки плавлением.
Известен способ снижения трения рабочих поверхностей почвообрабатывающего агрегата глубокого рыхления почвы путем выполнения рабочей поверхности в виде двухгранных лезвий, повышающих степень крошения переуплотненной почвы (Патент РФ №2110166 А01В 13/16, А01В 13/08).
Недостатком данного способа является высокая скорость изнашивания рабочей поверхности двухгранных лезвий при трении с переуплотненной почвой.
Наиболее близким аналогом к заявленному изобретению относится способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, при котором на рабочую поверхность детали наплавляют износостойкий присадочный материал в виде полос с толщиной слоя 2-4 мм под прямым углом к направлению перемещения рабочей поверхности детали на расстоянии друг от друга не более 15-кратной толщины слоя, при этом полосы выполняют в виде одинаковых отрезков, расположенных на расстоянии друг от друга не более ширины наплавленной полосы, в шахматном порядке (Патент РФ №2414337 В23К 9/04, В23К 6/00).
Недостатком данного способа является высокая скорость изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности детали, имеющей обтекаемую форму.
Задача изобретения - снижение скорости изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности детали, имеющей обтекаемую форму.
Поставленная задача решается за счет того, что в способе получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, имеющей обтекаемую форму, включающем наплавку вдоль рабочей поверхности детали износостойкого присадочного материала в виде параллельных друг другу одинаковых отрезков полос с толщиной слоя 2-4 мм, расположенных под прямым углом к направлению перемещения рабочей поверхности детали, с размещением их в шахматном порядке, полосы износостойкого присадочного материала наносят в виде отрезков длиной в 5-7 раз больше их ширины с расстоянием между ними не более ширины наплавленной полосы и расстоянием между соседними полосами, равном ширине полосы, при этом продольная ось симметрии центральной наплавленной полосы расположена в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения.
Новые существенные признаки:
1. Полосы износостойкого присадочного материала наносят в виде отрезков длиной в 5-7 раз больше их ширины с расстоянием между ними не более ширины наплавленной полосы и расстоянием между соседними полосами, равном ширине полосы.
2. Продольная ось симметрии центральной наплавленной полосы расположена в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения.
Новые существенные признаки в совокупности с известными позволяют получить технический результат во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Техническим результатом изобретения является снижение скорости изнашивания основного металла путем увеличения степени деформирования и рыхления контактного слоя почвы в области наибольшей интенсивности трения рабочей поверхности детали, имеющей обтекаемую форму.
Нанесение полос износостойкого присадочного материала в виде отрезков, длина которых в 5-7 раз больше их ширины, снижает уровень остаточных напряжений и деформацию рабочей поверхности за счет создания более благоприятного термического цикла нагрева и охлаждения наплавленного слоя при снижении термического воздействия на деталь в околошовной зоне.
Нанесение отрезков полос с расстоянием между ними не более ширины наплавленной полосы и расположение соседних параллельных полос на расстоянии друг от друга равном ширине полосы, снижает степень взаимодействия контактного слоя почвы с основным металлом между соседними полосами и отрезками полос за счет рыхления контактного слоя почвы путем его торможения и смятия на толщину наплавленного слоя с образованием застойных зон почвы повышенной плотности под действием нормального давления почвы, примыкающей к основному металлу между отрезками полос с разных сторон оси симметрии рабочей поверхности в направлении ее перемещения.
Расположение продольной оси симметрии центральной наплавленной полосы в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения обеспечивает симметричное распределение лобового сопротивления почвы с разных сторон оси симметрии рабочей поверхности с образованием устойчивой поверхности трения контактного слоя почвы с поверхностью наплавленных полос и застойных зон почвы, имеющих повышенную плотность, снижают скорость изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности деталей почвообрабатывающих машин, имеющей обтекаемую форму.
На фиг. 1 схематично изображено расположение полос износостойкого присадочного материала в виде отрезков на рабочей поверхности детали, имеющей обтекаемую форму.
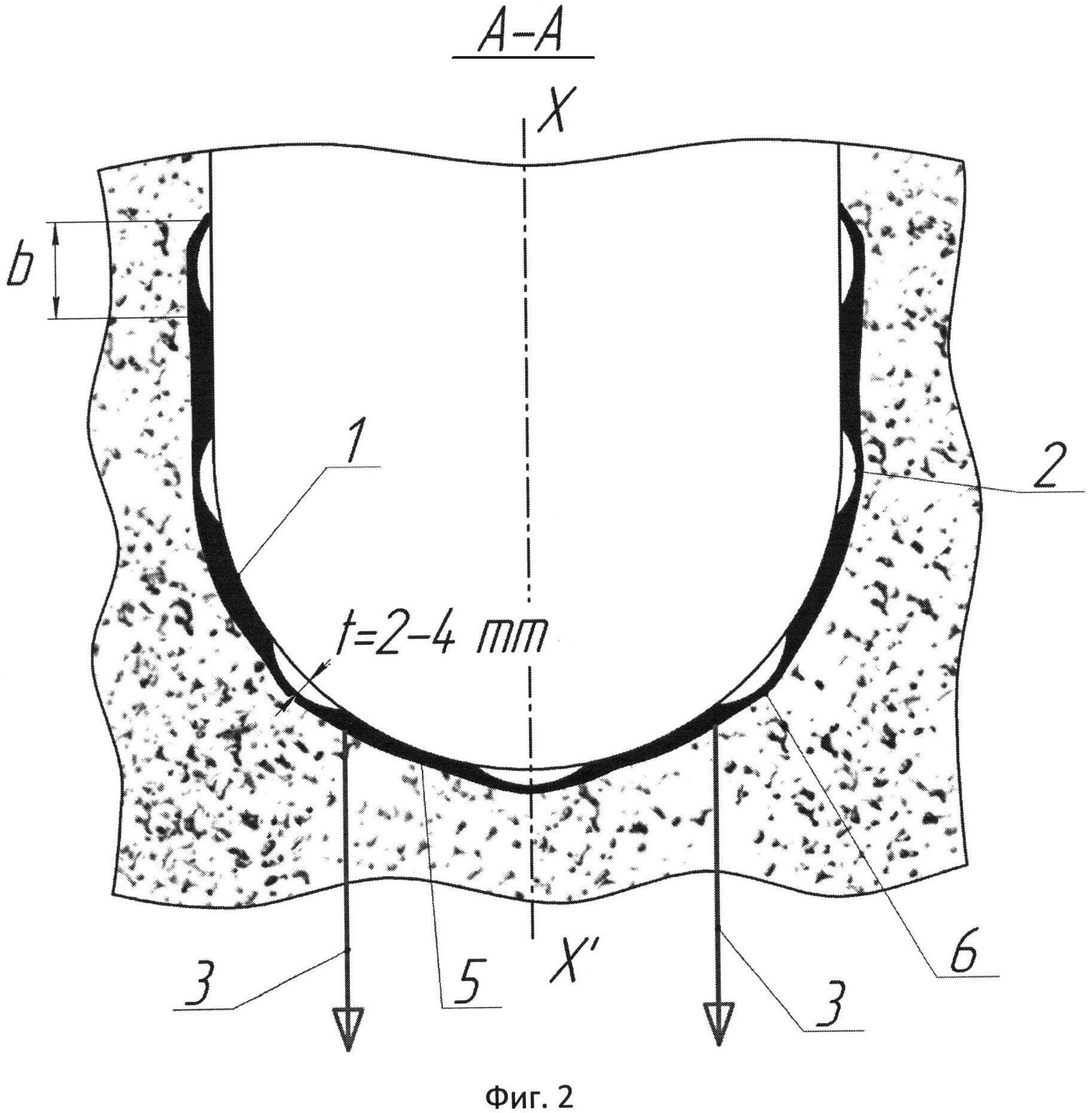
На фиг. 2 приведена схема взаимодействия контактного слоя почвы с рабочей поверхностью.
На рабочую поверхность 1 детали, имеющей обтекаемую форму с помощью наплавки наносят износостойкий присадочный материал в виде параллельных друг другу полос 2 с толщиной слоя t от 2 до 4 мм под прямым углом к направлению перемещения 3 рабочей поверхности 1 детали с расположением на расстоянии S друг от друга, равном ширине полосы b.
Полосы 2 выполняют вдоль рабочей поверхности 1 в виде отрезков 4, длина l которых в 5-7 раз больше их ширины b. Расстояние S' между соседними отрезками 4 устанавливают не более ширины b наплавленной полосы 2, при этом продольная ось симметрии O-O' центральной наплавленной полосы 2 расположена в одной плоскости с осью симметрии X-X' рабочей поверхности 1 детали в направлении ее перемещения 3.
В процессе взаимодействия с рабочей поверхностью 1 на основном металле между соседними полосами 2 образуются зоны 5 застойной почвы, снижающие трение с основным металлом при торможении и смятии контактного слоя почвы 6.
Способ осуществляется следующим образом.
При заглублении наплавленной рабочей поверхности 1 почвообрабатывающей машины увеличивается взаимодействие контактного слоя почвы 6 с рабочей поверхностью 1 детали, имеющей обтекаемую форму. При движении рабочей поверхности 1 в направлении перемещения 3 под действием нормального давления происходит заполнение почвой промежутков S и S' на основном металле с ее уплотнением и смятием. Образуются застойные зоны 5 неподвижной почвы, которые снижают трение контактного слоя почвы 6 с основным металлом рабочей поверхности 1.
Нанесение полос износостойкого присадочного материала в виде отрезков 4, длина l которых в 5-7 раз больше их ширины, снижает уровень остаточных напряжений и деформацию рабочей поверхности 1 за счет создания более благоприятного термического цикла нагрева и охлаждения наплавленного слоя с толщиной t от 2 до 4 мм при снижении термического воздействия на деталь в околошовной зоне.
Нанесение отрезков 4 полос 2 с расстоянием S' между ними не более ширины b наплавленной полосы 2 и расположение соседних параллельных полос 2 на расстоянии S друг от друга, равном ширине b полосы 2, снижает степень взаимодействия контактного слоя почвы 6 с основным металлом между соседними полосами 2 и отрезками 4 полос 2 за счет рыхления контактного слоя почвы путем его торможения и смятия на толщину t наплавленного слоя с образованием застойных зон почвы 5, повышенной плотности под действием нормального давления почвы, примыкающей к основному металлу между отрезками 4 полос 2 с разных сторон оси симметрии X-X' рабочей поверхности 1 в направлении перемещения 3.
Расположение продольной оси симметрии O-O' центральной наплавленной полосы 2 в одной плоскости с осью симметрии Х-X' рабочей поверхности в направлении ее перемещения 3 обеспечивает симметричное распределение лобового сопротивления почвы с разных сторон оси симметрии Х-X' рабочей поверхности 1 с образованием устойчивой поверхности трения контактного слоя почвы 6 с поверхностью наплавленных полос 2 и застойных зон почвы 5, имеющих повышенную плотность, поверхности трения контактного слоя почвы 6 с поверхностью наплавленных полос 2 и застойных зон почвы 5, имеющих повышенную плотность, снижают скорость изнашивания основного металла в области наибольшей интенсивности трения рабочей поверхности 1 деталей, имеющей обтекаемую форму, что снижает тяговое сопротивление почвообрабатывающих машин.
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, имеющей обтекаемую форму, включающий наплавку вдоль рабочей поверхности детали износостойкого присадочного материала в виде параллельных друг другу одинаковых отрезков полос с толщиной слоя 2-4 мм, расположенных под прямым углом к направлению перемещения рабочей поверхности детали и размещенных в шахматном порядке, отличающийся тем, что полосы износостойкого присадочного материала наносят в виде отрезков, длина которых в 5-7 раз больше их ширины, с расстоянием между ними не более ширины наплавленной полосы и расстоянием между соседними полосами, равном ширине полосы, при этом продольная ось симметрии центральной наплавленной полосы расположена в одной плоскости с осью симметрии рабочей поверхности в направлении ее перемещения.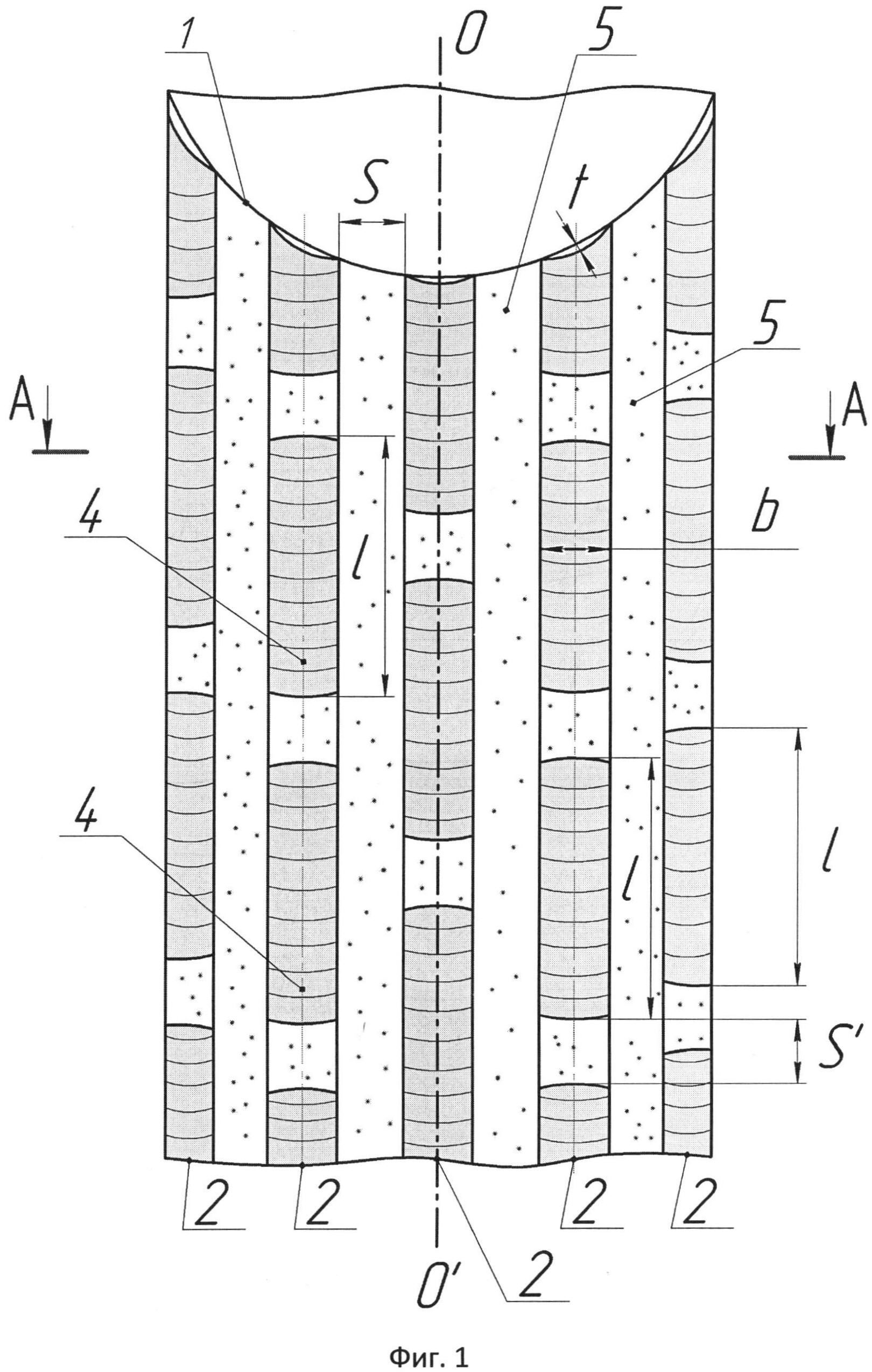
Молотильное устройство (варианты)
Способ плазменной наплавки
Молотильный барабан
Устройство для внесения консервирующих препаратов в растительную массу
Молотильно-сепарирующее устройство (варианты)
Молотильный барабан
Способ выращивания свиней и устройство для его осуществления
Рабочий орган для глубокого рыхления почвы
Устройство для сушки рулонов льна
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин
Молотильное устройство (варианты)
Способ плазменной наплавки
Устройство для сухой очистки корнеклубнеплодов
Молотильный барабан
Устройство для внесения консервирующих препаратов в растительную массу
Молотильно-сепарирующее устройство (варианты)
Молотильный барабан
Способ выращивания свиней и устройство для его осуществления
Рабочий орган для глубокого рыхления почвы
Устройство для сушки рулонов льна

