Результат интеллектуальной деятельности: РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, к обработке металлов давлением и резанием, в частности к изготовлению инструмента для комбинированного формообразования внутренних резьб пластическим деформированием - накатыванием и тонким растачиванием с использованием импульсной нагрузки на инструмент.
Известен метчик с открытым контуром для изготовления резьбы методом пластической деформации, снабженный участками с замкнутым контуром и стружечными канавками, образующими участки, работающие методом снятия стружки, при этом стружечные канавки расположены на всей рабочей части, а участки с замкнутым контуром выполнены на части ширины пера, начинающейся у режущей кромки и составляющей примерно 0,15-0,2 D, где D - номинальный диаметр метчика [а.с. СССР №304076. МПК B23G 5/06. Метчик. Г.П. Урлапов, В.М. Меньшаков, В.С. Середа. Заявка №1286822 (25-8), 04.12.1968; 16.08,1971. Бюл. №17].
Известная конструкция метчика отражает прогрессивную тенденцию концентрации операций, однако не использует всех возможностей повышения точности обработки, вытекающей из физической сущности растачивания металла при его пластической деформации.
Задачей изобретения является расширение технологических возможностей изготовления крупных трапецеидальных, упорных и др. внутренних резьб на заготовках из материалов с пониженной пластичностью путем повышения глубины упрочнения комбинированной деформирующе-режущей обработки, где режущая обработка служит для удаления разрушаемого волнообразованием при пластическом деформировании наиболее дефектного поверхностного слоя, повышение степени упрочнения и снижение высоты микронеровностей обрабатываемой поверхности, используя импульсную нагрузку при передаче крутящего момента на метчик, позволяющую увеличить контактную выносливость, производительность, КПД и снизить энергоемкость процесса.
Поставленная задача решается с помощью предлагаемого резьбонакатного метчика с импульсным устройством привода для изготовления крупной резьбы методом пластической деформации, который снабжают режущими кромками и стружечными канавками, образующими участки, работающие методом снятия стружки, и расположенными на последнем витке заборного конуса и первом витке калибрующей части, во впадинах между перьями, причем режущие кромки служат для удаления разрушаемого волнообразованием при пластическом деформировании наиболее дефектного поверхностного слоя, образующегося на вершине витка накатываемой резьбы, и формируют плоскосрезанный профиль внутреннего диаметра резьбы, при этом режущие кромки располагают в зоне образования волны пластически деформируемого металла с возможностью полного срезания волны от ее вершины до внутреннего диаметра накатываемой резьбы, при этом в устройство привода метчика входит поворотный гидродвигатель с возможностью возвратно-вращательного движения выходного шлицевого шпинделя, на котором смонтирована обгонная муфта с закрепленным на ней патроном для быстросменного инструмента, а в состав упомянутого гидродвигателя входит боек, оказывающий импульсное воздействие на лопасть-волновод, при этом боек и лопасть-волновод выполнены с возможностью приложения к метчику периодической импульсной нагрузки, вырабатываемой гидравлическим генератором импульсов.
Особенности конструкции резьбонакатного метчика с импульсным устройством привода и его работа поясняются чертежами.
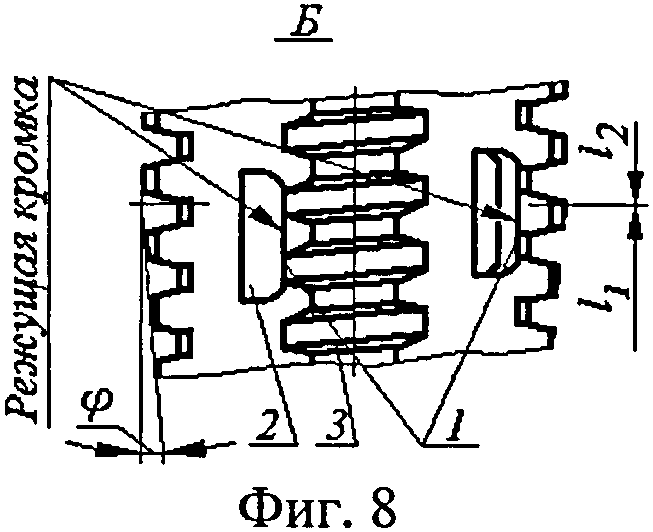
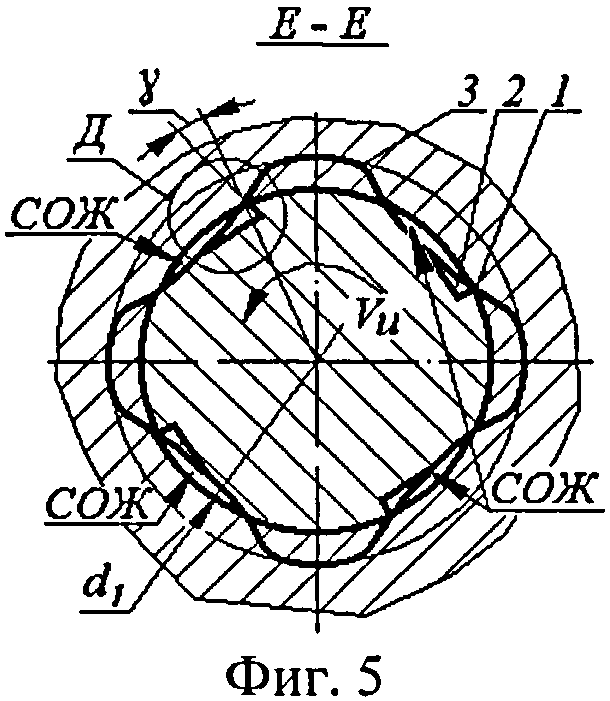
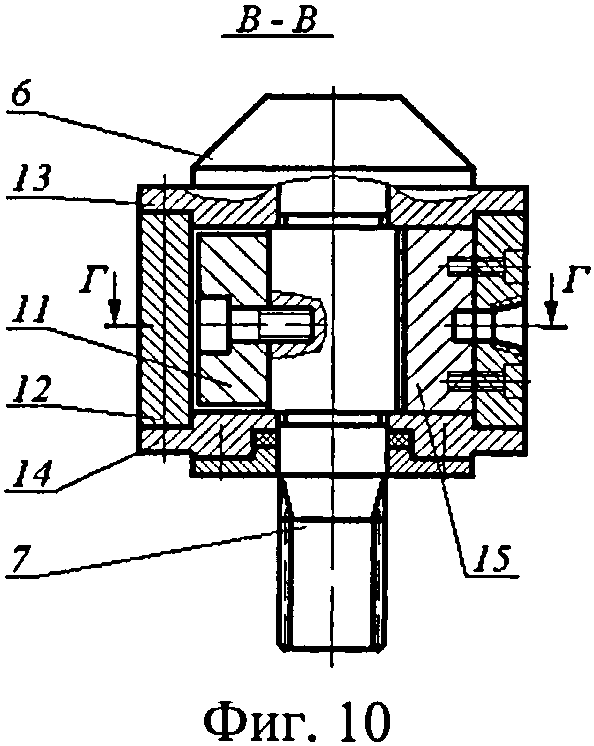
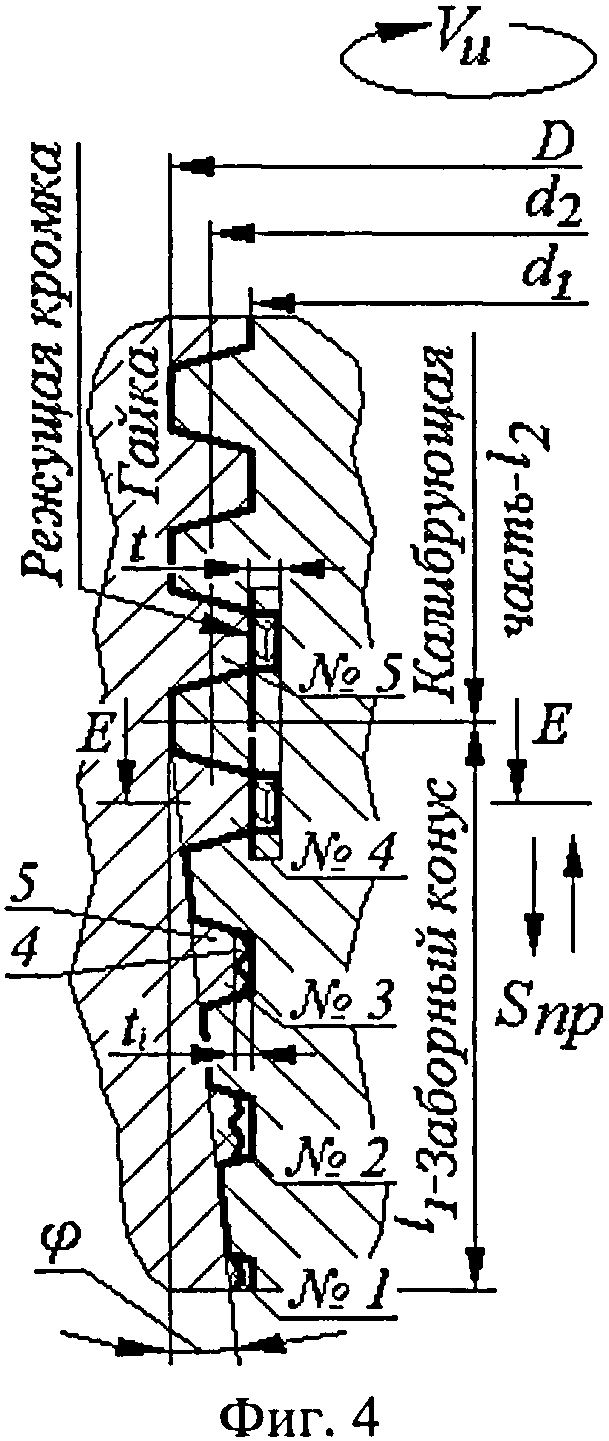
На фиг.1 представлена конструкция предлагаемого метчика для накатывания с одновременным растачиванием крупной трапецеидальной резьбы, общий вид; на фиг.2 - поперечный разрез по А-А на фиг.1; на фиг.3 - продольный разрез пера метчика, режущая кромка условно совмещена с секущей продольной плоскостью; на фиг.4 - продольный разрез пера метчика в рабочем положении при накатывании с одновременным растачиванием вершины витка крупной трапецеидальной резьбы, на схеме режущая кромка условно совмещена с секущей продольной плоскостью; на фиг.5 - поперечный разрез по Е-Е на фиг.4; на фиг.6 - элемент Д на фиг.5; на фиг.7 схематично показано изменение профиля витка резьбы в продольном сечении, накатываемой заборным конусом и калибрующей частью с режущими кромками предлагаемого метчика, виток винтовой цилиндрической накатываемой резьбы условно показан выпрямленным, номер профиля витка см. на фиг.4; на фиг.8 - вид по Б на фиг.2; на фиг.9 - общий вид импульсного устройства привода накатывания с одновременным растачиванием крупной трапецеидальной резьбы предлагаемым метчиком; на фиг.10 - гидромотор импульсного устройства привода накатывания с одновременным растачиванием крупной трапецеидальной резьбы предлагаемым метчиком, продольный разрез по В-В на фиг.11; на фиг.11 - поперечный разрез по Г-Г на фиг.10.
Предлагаемый резьбонакатной метчик служит для накатывания крупных внутренних резьб с одновременным тонким растачиванием вершин внутренней резьбы с целью удаления разрушаемого волнообразованием при пластическом деформировании наиболее дефектного поверхностного слоя, чем исключается разрушение поверхности даже при накатывании с большими натягами, с использованием импульсной нагрузки при передаче крутящего момента на метчик.
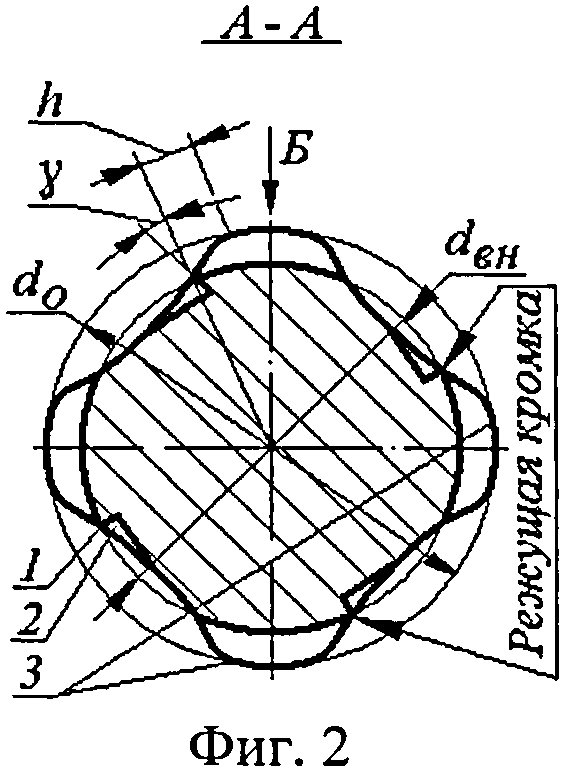
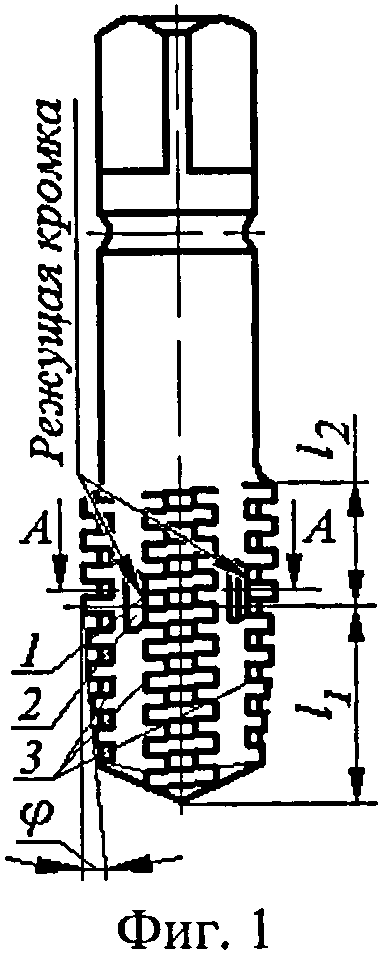
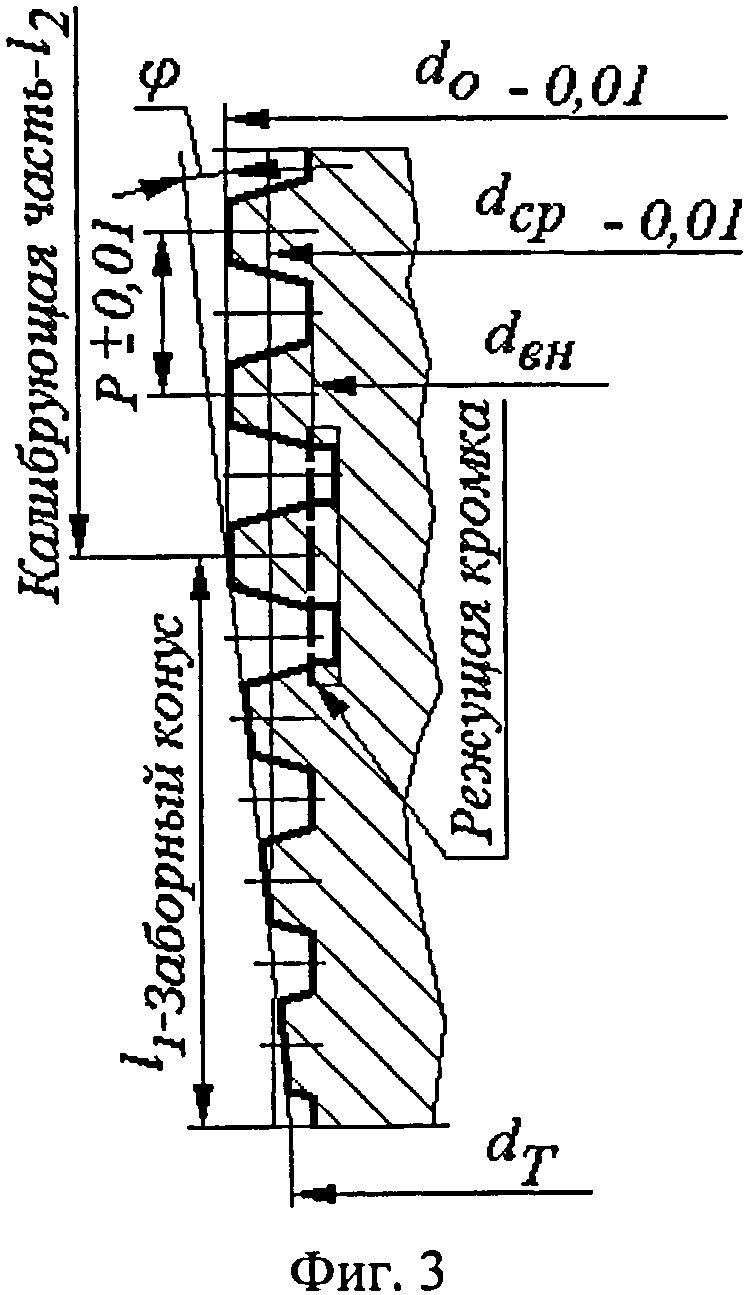
Предлагаемый метчик снабжают режущими кромками 1 и стружечными канавками 2, образующими участки, работающие методом снятия стружки. Режущие кромки со стружечными канавками расположены на последнем витке заборной части - l1 и первом витке калибрующей части - l2. Режущие кромки со стружечными канавками находятся во впадинах между перьями 3. На фиг.1-3 изображен метчик с четырехгранной формой поперечного сечения рабочей части, имеющий четыре пера 3. Такую форму (см. [Киричек А.В., Афонин А.Н. Резьбонакатывание. Библиотека технолога. М.: Машиностроение. 2009. - 312 с.], рис.3.36, в) предварительно получают на затыловочных станках, резьба на метчике нарезается без затылования. В некоторых случаях рекомендуется профиль заготовки метчика в поперечном сечении образовывать штамповкой (см. [Киричек А.В., Афонин А.Н. Резьбонакатывание. Библиотека технолога. М.: Машиностроение. 2009. - 312 с.], рис.3.36, г, с.226-235), с последующим шлифованием резьбы.
Образование режущих кромок осуществляется, например, фрезерованием концевой фрезой стружечных канавок 2 с выдерживанием dBH (d1) - внутреннего диаметра резьбы метчика и положительного переднего угла резания - γ=(1°-5°). Режущие кромки 1 служат для удаления разрушаемого волнообразованием при пластическом деформировании наиболее дефектного поверхностного слоя 4, образующегося на вершине витка 5 накатываемой резьбы, и формируют плоскосрезанный профиль внутреннего диаметра накатываемой резьбы.
Режущие кромки 1 располагают в зоне образования волны пластически деформируемого металла с возможностью полного срезания волны от вершины до наружного диаметра накатываемой резьбы.
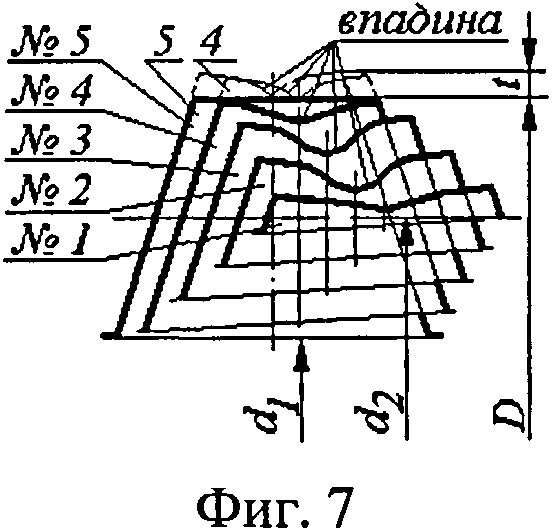
Режущие кромки калибрующей части метчика расположены на внутреннем диаметре dBH метчика, равном наружному диаметру накатываемой внутренней резьбы заготовки. Причем режущие кромки располагают в зоне образования волны пластически деформируемого металла с возможностью полного срезания волны от вершины до наружного диаметра накатываемой резьбы и на расстоянии h в поперечном направлении от продольного сечения с полным контуром резьбы, определяемым механическими свойствами металла и параметрами обработки. Высота волны от вершины до наружного диаметра резьбы - t показана на фиг.4, 7, причем в середине поперечного сечения волна имеет впадину, образованную соседними витками метчика.
При внедрении в заготовку витков заборной части метчика металл из впадин накатываемой резьбы на заготовке выдавливается и формируются выступы, с приложением больших усилий к деформирующему метчику. Пластическое деформирование под действием больших усилий вызывает волнообразование, причем в вершине волны происходит ужесточение показателя напряженного состояния, а следовательно, снижение запаса пластичности металла, что приводит к разрушению поверхностного слоя ([Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. - М.: Машиностроение, 2002, 300 с.] гл.4 и 5).
Исключить возможность разрушения поверхностного слоя при накатывании с большими натягами и управлять пластическим волнообразованием возможно несколькими способами ([Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. - М.: Машиностроение, 2002, 300 с.] с.272…277). Наиболее исследованным в настоящее время является срезание части пластической волны - размерное совмещенное накатывание и тонкое растачивание. Сущность его заключается в том, что в зону образования волны вводят режущие кромки, расположенные на внутренней поверхности витков резьбы метчика. Режущие кромки срезают выдавленный металл толщиной t, прошедший пластическое волнообразование (фиг.4-7). Первые режущие кромки, расположенные во впадинах между перьями, на последнем витке заборного конуса подрезают волну толщиной t. Последующие режущие кромки, расположенные на первом витке калибрующей части, зачищают вершины накатываемых витков резьбы, которые проходят калибрование и окончательное формирование резьбы. В принципе предлагаемое размерное совмещенное накатывание и тонкое растачивание отличается от традиционных методов обработки, основанных на последовательной работе метчика и резца, следующими признаками:
- при подрезании волны на вершинах внутренней резьбы удаляется наиболее дефектный слой толщиной t, чем исключается возможность дальнейшего разрушения поверхности даже при резьбонакатывании с большими натягами;
- возможность в более широких пределах, чем при обычных методах резьбонакатывания, управлять параметрами поверхностного слоя;
- наряду с традиционными технологическими факторами резьбонакатывания - скоростью, подачей, натягом и другими - совмещенная обработка имеет дополнительный технологический фактор - точность настройки режущей кромки, т.е. разность между диаметром, полученным резанием, и окончательно полученным диаметром dBH внутренней резьбы.
Обработка предлагаемым метчиком отличается от обычного резьбонакатного метчика своеобразной схемой удаления припуска t, предопределяющей особенность формирования параметров упрочнения. Эта особенность заключается в том, что часть поверхностного слоя t во внеконтактной зоне волны накапливает деформацию лишь до встречи с режущей кромкой. Затем эта часть t, имеющая наибольшую поврежденность, срезается, и в контакт с резьбонакатным инструментом вступает нижерасположенный слой. В связи с этим на обработанной поверхности вершин витков не обнаруживается следов разрушения даже при значительных натягах.
Другой отличительной особенностью обработки предлагаемым метчиком является формирование размеров очага деформации по геометрическому подобию в более широком интервале варьирования технологических факторов, чем обычное резьбонакатывание. Подрезка волны способствует существенному увеличению поверхностно-упрочненного слоя при одинаковых размерах резьбонакатных метчиков, а следовательно, одинаковых силах обработки.
На фиг.4 представлен продольный разрез пера метчика в рабочем положении при накатывании с одновременным растачиванием вершины витка крупной трапецеидальной резьбы. На схеме режущая кромка условно совмещена с секущей продольной плоскостью.
На глубину стружечной канавки 2 и глубину впадины между перьями метчика влияет толщина снимаемой стружки, ее количество и расположение. Это видно на схемах, показанных на фиг.5 и 6. Стружка должна свободно располагаться в стружечных канавках и впадинах между перьями метчика и вымываться смазочно-охлаждающей жидкостью (СОЖ), обязательно подаваемой под давлением в зоны пластического деформирования, иначе стружка будет попадать под деформирующие витки метчика, что приведет к браку изготовляемых изделий, к заклиниванию и поломке метчика.
На фиг.7 схематично показано изменение профиля витка резьбы в продольном сечении, накатываемой заборным конусом и калибрующей частью с режущими кромками предлагаемого метчика, виток винтовой цилиндрической накатываемой резьбы условно показан выпрямленным, номер профиля витка см. на фиг.4. Тонкой пунктирной линией показан слой металла, срезаемый режущими кромками.
Результаты экспериментального и теоретического исследования толщины упрочненного слоя накатанной трапецеидальной резьбы предлагаемым метчиком с подрезкой волны приведены в таблице, обрабатывались гайки из стали 45.
|
Полученные результаты согласуются и совпадают с данными источника ([Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. - М.: Машиностроение, 2002, 300 с.] с.272-277, рис.6.23, б.)
Анализ результатов исследования глубины проникновения пластической деформации при резьбонакатывании предлагаемым метчиком с подрезкой волны и сопоставление их с аналогичными результатами обычного резьбонакатывания показывает, что подрезка волны позволяет при одинаковых силах обработки несколько снизить интенсивность накопленной деформации в поверхностном слое и увеличить глубину ее проникновения.
С целью расширения технологических возможностей внутреннего резьбонакатывания крупных резьб предлагается оказывать динамическое воздействие деформирующих элементов - витков метчика - на раскатываемую внутреннюю резьбовую поверхность заготовки, вместо статического воздействия, используемого при традиционном резьбонакатывании.
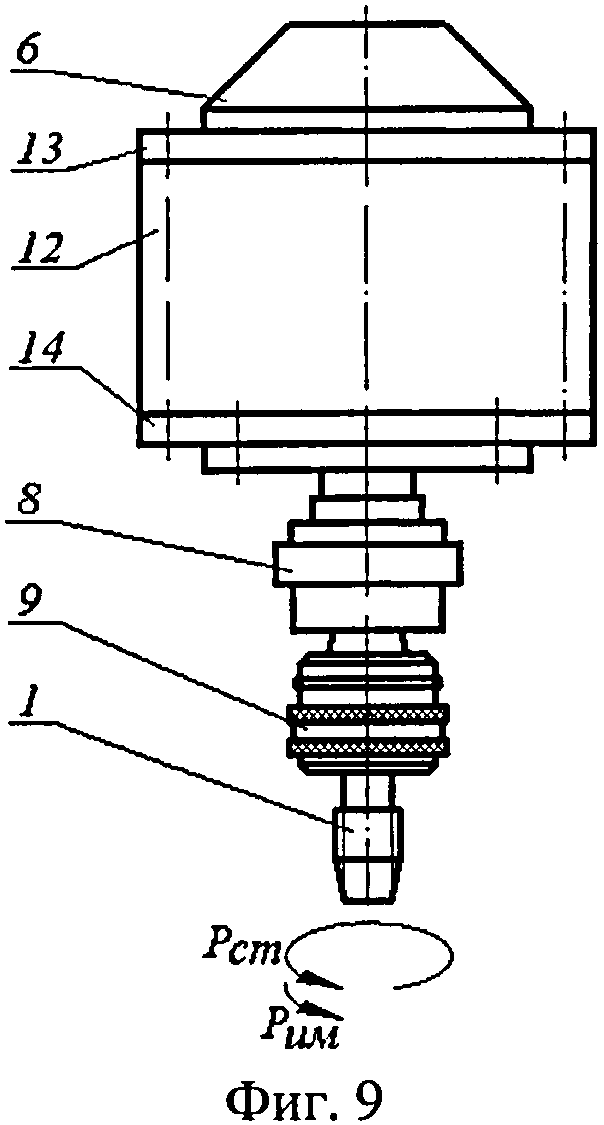
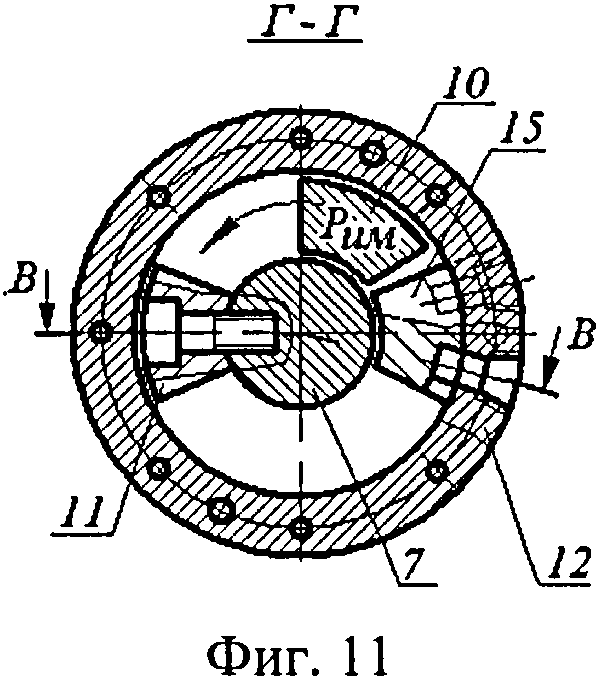
В предлагаемое устройство привода вращения метчика входит поворотный гидродвигатель 6 с возможностью возвратно-вращательного движения выходного шлицевого шпинделя 7, на котором смонтирована обгонная муфта 8 с закрепленным на ней патроном 9 для быстросменного инструмента метчика 1 (фиг.9-11). В состав гидродвигателя 6 входит боек 10, оказывающий импульсное воздействие на лопасть-волновод 11, при этом боек и лопасть-волновод выполнены с возможностью приложения к метчику периодической импульсной нагрузки РИМ» вырабатываемой гидравлическим генератором импульсов (не показан) [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.].
Предлагаемый резьбонакатной метчик с режущими кромками приводится во вращение с помощью модернизированного поворотного гидродвигателя 6, например, типа ДПГ, выполненного по ТУ2-053-1562-81Е. Поворотный гидродвигатель типа ДПГ предназначен для привода неполноповоротных вращательных движений гидрофицированных машин, состоит из корпуса 12, двух крышек 13 и 14, шпинделя 7 с лопастью-волноводом 11, неподвижной перегородки 15, уплотнений и крепежных деталей. Шпиндель 7 установлен на двух подшипниках, расположенных в крышках. Модернизация заключается в установлении во внутренней рабочей полости корпуса 12 бойка 10, оказывающего импульсное воздействие на лопасть-волновод, при этом боек и лопасть-волновод выполнены с возможностью приложения к шпинделю, на котором установлен метчик, периодической импульсной нагрузки РИМ, вырабатываемой гидравлическим генератором импульсов (ГГИ, не показан) [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.].
Периодическая импульсная нагрузка РИМ может превышать в 1,5…2 раза статическую нагрузку, развиваемую тем или иным силовым механизмом [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.]. Таким образом, данная модернизация позволяет при сохранении неизменных размеров силового механизма - поворотного гидродвигателя - увеличить импульсный крутящий момент в 1,5…2 раза, превышающий его номинальный крутящий момент, вырабатываемый статической нагрузкой РСТ.
Подключение питания гидродвигателя к ГГИ и установка бойка позволяют расширить технологические возможности привода устройства и оказывать как статическое, так и динамическое воздействие деформирующих элементов - витков метчика - на накатываемую внутреннюю резьбовую поверхность заготовки.
Модернизированный гидродвигатель работает в двух режимах: в режиме выработки статического крутящего момента и в режиме использования импульсного крутящего момента. При воздействии на шпиндель с лопастью-волноводом поворотного гидродвигателя статической нагрузки РСТ метчик с деформирующими витками равномерно вращается под давлением масла, нагнетаемого во внутреннюю рабочую полость корпуса гидродвигателя. При воздействии на шпиндель импульсной нагрузки РИМ с частотой f, создаваемой бойком 10, лопастью-волноводом 11, и питании гидродвигателя от гидравлического генератора импульсов (не показан) [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.], на метчик воздействует импульсный крутящий момент.
При повороте шпинделя и достижении лопасти-волновода неподвижной перегородки рабочий ход метчика заканчивается, далее происходит автоматическое переключение подачи масла из одной полости в другую и реверсирование вращательного движения шпинделя. Изменение направления вращения шпинделя приводит к срабатыванию обгонной муфты 8. Шпиндель свободно поворачивается и возвращается в первоначальное исходное положение, а метчик остается на месте. Обгонная муфта свободного хода, роликовая, выполнена, например, по нормали машиностроения МН 3-61, передает крутящий момент возникающими силами трения при заклинивании роликов [Анурьев В.Н. Справочник конструктора-машиностроителя. В 3-х т. Т.2. - 5-е изд., перераб. и доп. - М.: Машиностроение, 1980. С.215-226.]. Муфта состоит из трех основных элементов: обоймы, сидящей на шпинделе, ступицы, соединенной с патроном 9, и роликов. При вращении обоймы ролики автоматически вкатываются в клиновую щель и заклиниваются, связывая этим обойму со ступицей в одно целое.
Исходный импульс, сформированный в бойке 10 в момент удара по лопасти-волноводу 11, отражаясь от свободного торца бойка с противоположным знаком, доходит до лопасти - волновода, одна его часть вновь отражается в боек, а другая переходит в лопасть-волновод и распространяется в направлении нагружаемой поверхности. Дойдя до нагружаемой поверхности, последняя часть импульса распределяется на проходящий и отраженный. Проходящие волны деформации при равенстве длин бойка и лопасти-волновода не накладываются и не разрываются, а следуют друг за другом, кроме того, при равенстве площадей контакта поперечных сечений бойка и лопасти-волновода энергия удара наиболее полно реализуется в контакте с нагружаемой средой.
Метчик работает следующим образом.
Во время рабочего хода при действии только статической нагрузки РСТ, воздействующей на метчик, деформирующие витки заборной части внедряются в заготовку и медленно пластически деформируют металл.
При ударе бойка по лопасти-волноводу, вместо статической нагрузки, на метчик начинает действовать импульсная РИМ нагрузка (фиг.9-11). Импульсная нагрузка РИМ действует на деформирующие витки метчика, которые преодолевают сопротивление металла заготовки, радиально раздвигают его от центра к периферии, образуя отпечатки необходимой глубины. Совершаемая с частотой f импульсная нагрузка при непрерывном окружном вращательном движении метчика раскатывает внутреннюю резьбу в обрабатываемой заготовке. Возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой резьбовой поверхности.
Предлагаемое импульсное устройство привода вращения резьбонакатного метчика эффективно обрабатывает пластическим деформированием - накатыванием - резьбы с большим упрочнением поверхностного слоя и на большую глубину, чем при обычном раскатывании. Повышается качество обработанной поверхности.
Импульсный привод метчика и его возможности комбинированной обработки (поверхностным пластическим деформированием и резанием) ведут к уменьшению габаритов оснастки и инструмента.
Глубина упрочненного слоя предлагаемым устройством с комбинированным метчиком увеличивается и достигает 1,5…2,5 мм, что значительно (в 3…4 раза) больше, чем при традиционном статическом резьбонакатывании.
Наибольшая степень упрочнения составляет 25…30%. В результате импульсной обработки по сравнению с традиционным резьбонакатыванием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 2…2,6 раза, а глубина слоя, упрочненного на 10% и более, - в 1,6…2,2 раза.
Пример. Обрабатывалась заготовка - гайка с резьбой Трап 50×6 ГОСТ 9484-73 высотой 50 мм, изготовленная из конструкционной стали твердостью НВ200. Заготовку устанавливали в машинных тисках, а метчик - в быстросменном патроне ГОСТ 14077-83 с быстросменной переходной жесткой втулкой для метчиков ГОСТ 15936-70. Патрон закрепляли на обгонной роликовой муфте свободного хода, выполненной по нормали машиностроения МН 3-61 [Анурьев В.Н. Справочник конструктора-машиностроителя. В 3-х т. Т. 2. - 5-е изд., перераб. и доп. - М.: Машиностроение, 1980. С.215-226.]. Обгонную муфту с патроном устанавливали на шпинделе модернизированного поворотного гидродвигателя типа ДПГ-16, выполненного по ТУ2-053-1562-81Е. Энергия ударов бойка по лопасти-волноводу составляла А=160 Дж, сила ударов - РИМ=260 кН, статическое усилие - РСТ=40 кН, частота ударов f=18 Гц. Основные параметры гидродвигателя: рабочий объем на угол поворота 270° - 50 см3; расход масла при максимальной скорости поворота - 1,6 л/мин; давление страгивания без нагрузки - 0,03 МПа; номинальный крутящий момент - 160 Н·м; утечка масла через уплотнение лопасти при номинальном давлении - 100 см3/мин; полный КПД при номинальных параметрах - 0,94; давление нагнетания: номинальное - 16 МПа; максимальное - 20 МПа; максимальное давление в сливной линии - 16 МПа; максимальная скорость поворота вала - 180°/с. Модернизация гидродвигателя заключалась в установлении во внутреннюю рабочую полость корпуса бойка, оказывающего импульсное воздействие на лопасть-волновод. Боек и лопасть-волновод осуществляли дополнительное периодическое импульсное нагружение инструмента метчика. Питание и управление работой гидродвигателя производилось с помощью специального ГГИ-гидравлического генератора импульсов [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.].
Использовали предлагаемый резьбонакатной метчик, который изготовляли из быстрорежущей стали Р6М5 ГОСТ 19265-73, а для снижения себестоимости изготовления конструкцию выполнили сварной с хвостовиком из стали 45. Режущие кромки изготовляли фрезерованием концевой фрезой стружечных канавок с выдерживанием dBH - внутреннего диаметра резьбы метчика и положительного переднего угла резания - γ=3°. Метчику сообщали вращательное движение VИ=39,6 м/мин (nИ=126 мин-1) и продольную подачу - Sпр=6 мм/об.
Испытаниями установлено, что размеры накатанной резьбы стабильны и соответствуют требуемому квалитету точности, стойкость инструмента соответствует нормам стойкости инструмента для стандартных резьбонакатных метчиков, высота шероховатости резьбовой поверхности соответствует требованиям чертежа. Толщины упрочненного слоя накатанной трапецеидальной резьбы с шагом Р=6 мм предлагаемым метчиком с тонким растачиванием волны составила h=3,25 мм (см. таблицу), при этом толщина упрочненного слоя трапецеидальной резьбы, накатанного обычным метчиком, - 1,90 мм.
Предлагаемый резьбонакатной метчик с режущими элементами имеет относительно простую конструкцию и позволяет накатывать крупные резьбы в том числе на заготовках из труднообрабатываемых или предварительно упрочненных материалов с высокой производительностью и качеством. Подрезка волны в очаге деформации позволяет снизить интенсивность накопленной деформации в поверхностном слое и увеличить глубину ее проникновения. Метчик обеспечивает возможность резьбодеформирующей обработки с рациональными и оптимальными режимами, позволяет снизить себестоимость изготовления резьбовой поверхности, повысить качество, производительность процесса благодаря одновременному последовательному накатыванию внутренней резьбы и тонкому растачиванию ее вершин с использованием импульсной нагрузки на инструмент, увеличивающей его срок стойкости.
Резьбонакатной метчик для изготовления крупной резьбы методом пластической деформации с использованием импульсного устройства привода, содержащий режущие кромки и стружечные канавки, образующие участки, работающие методом снятия стружки, отличающийся тем, что режущие кромки со стружечными канавками расположены на последнем витке заборной части и первом витке калибрующей части, во впадинах между перьями, причем режущие кромки служат для удаления разрушаемого волнообразованием при пластическом деформировании наиболее дефектного поверхностного слоя, образующегося на вершине витка накатываемой резьбы, и формируют плоскосрезанный профиль внутреннего диаметра резьбы, при этом режущие кромки расположены в зоне образования волны пластически деформируемого металла с возможностью полного срезания волны от вершины до внутреннего диаметра накатываемой резьбы, при этом импульсное устройство привода метчика содержит поворотный гидродвигатель, выполненный с возможностью возвратно-вращательного движения выходного шлицевого вала, на котором смонтирована обгонная муфта с закрепленным на ней патроном для быстросменного инструмента, а упомянутый гидродвигатель содержит боек, оказывающий импульсное воздействие на лопасть-волновод, при этом боек и лопасть-волновод выполнены с возможностью приложения к метчику периодической импульсной нагрузки, вырабатываемой гидравлическим генератором импульсов.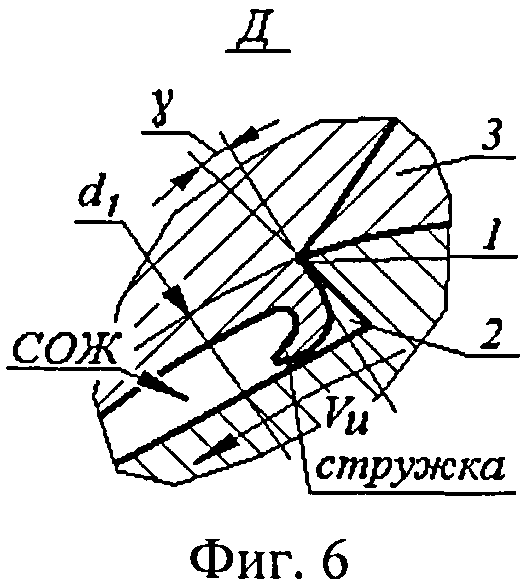
Устройство для упрочнения металлических втулок
Форма для производства стеклянной тары и способ ее изготовления
Устройство ударного действия для образования скважин в грунте
Способ диагностирования эндопротезов суставов с металлической парой трения
Способ диагностирования величины осевого зазора в шаровом шарнире автомобиля
Состав для производства хлебобулочных изделий
Комбинированная опора
Способ получения экструдированных пищевых волокон
Муфта зубчатая сцепная
Комбинировання опора
Лепестковый газодинамический подшипник с активным управлением
Устройство для улавливания и выгрузки волокнистых липких материалов из жидкой среды
Способ землякова н.в. подсушки потока зерна в мобильной сушилке
Установка для испытаний элементов систем производственной вентиляции
Многолепестковый газодинамический подшипник с активным управлением
Способ получения сухой смеси для блинчиков
Устройство для деформационного упрочнения внутренней поверхности сквозных отверстий
Способ определения типов высшей нервной деятельности
Погружной центробежный насосный агрегат

