Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСКРЕМНИСТОЙ ЛИСТОВОЙ ДИНАМНОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при получении бескремнистой листовой динамной (изотропной электротехнической) стали толщиной 0,2-1,8 мм.
Известен способ производства тонколистовой стали, включающий заправку горячекатаной травленой полосы из стали марки 08ЮР толщиной 2,0 мм и ее холодную прокатку за четыре прохода до конечной толщины 0,38 мм с суммарным относительным обжатием 81%, распределенным по проходам [1].
Известен также способ производства листовой стали толщиной 2,0 мм, включающий прокатку горячекатаной травленой полосы из стали марки 08кп на непрерывном четырехклетевом стане с распределением и установкой суммарного относительного обжатия по клетям (проходам) по следующей схеме: 35,5%→54,5%→68,4%→70% [2].
Недостаток известных способов [1, 2] заключается в том, что при прокатке горячекатаного подката из бескремнистой динамной стали холоднокатаные полосы имеют большую неплоскостность.
Наиболее близким аналогом к предлагаемому изобретению является способ производства бескремнистой листовой динамной стали, по которому осуществляют горячую прокатку полос, травление, заправку в непрерывный четырехклетевой стан, распределение и установку обжатий по клетям и последующую холодную прокатку с суммарной относительной деформацией 75-80% и регламентированными межклетевыми натяжениями [3].
Недостаток данного способа состоит в том, что в результате холодной прокатки бескремнистая листовая динамная сталь имеет большую неплоскостность. Это в конечном счете приводит к снижению выхода годного.
Техническая задача, решаемая изобретением, состоит в повышении плоскостности бескремнистой листовой динамной стали.
Для решения технической задачи в известном способе производства бескремнистой листовой динамной стали, включающем заправку горячекатаной травленой полосы в непрерывный стан, распределение и установку обжатий по клетям и последующую холодную прокатку, согласно изобретению обжатия по клетям устанавливают в соответствии со следующими значениями накопленных относительных обжатий: до 43%; 45-54%; 56-66%; 68-74%; 76-78%; не менее 80%.
На фигуре представлена экспериментальная зависимость усилия прокатки от суммарного относительного обжатия при холодной прокатке бескремнистой листовой динамной стали. Обжатие изменяли с шагом в 1%.
Сущность изобретения состоит в следующем. Как показали экспериментальные исследования, в диапазоне суммарных относительных обжатий 40÷80% существуют аномальные зоны шириной ≈2%, обозначенные на фигуре позициями 1-5, расположенными в окрестностях: 1-44%, 2-55%, 3-67%, 4-75%, 5-79% («пораженные точки»). В этих аномальных зонах вследствие накопленной металлом энергии деформации и адиабатического разогрева металла происходит изменение характера формирования текстуры и тонкой структуры стали. При этом формируется дислокационная структура из вытянутых ячеек с четкими боковыми границами, а в областях между аномальными зонами - полноценная ячеистая структура с равноосными ячейками. В результате в аномальных зонах 1-5 (фигура) имеет место скачкообразное изменение механических свойств стальной полосы, что сопровождается колебаниями усилия прокатки, локальным изменением вытяжек, нестабильностью процесса, и, как следствие, нарушениями плоскостности полосы на выходе из очага деформации. Прокатка с накопленными значениями относительного обжатия до 43%; 45-54%; 56-66%; 68-74%; 76-78%; не менее 80% позволяет исключить попадания в зоны аномальных обжатий (см. фигуру), избежать колебаний усилий прокатки, вытяжек полосы и нарушений их плоскостности. Это повышает стабильность процесса прокатки и плоскостность холоднокатаной листовой стали.
При накопленной суммарной относительной деформации 43%, более 45%, более 56%, более 68% или более 76% возникает аномальное изменение механических свойств стали в очаге деформации, нестабильность вытяжек по ширине полосы и увеличение неплоскостности. При накопленной суммарной относительной деформации менее 54%, менее 66%, менее 74% менее 78% или менее 80%, абсолютное обжатие в клети также попадает в зону аномальных значений. Это ведет к нестабильности механических свойств прокатываемой стали и увеличению неплоскостности полос.
Примеры реализации способа
В качестве подката для производства бескремниевой листовой динамной стали толщиной H6=0,5 мм используют горячекатаную травленую полосу толщиной Н0=3,1 мм, имеющую следующий химический состав, мас.%:
|
Здесь и далее H соответствует толщине полосы на выходе из клети, номер которой обозначен нижним индексом.
Передний конец полосы последовательно задают в рабочие валки непрерывного 6-клетевого стана кварто 1400 холодной прокатки и закрепляют на моталке. С помощью гидравлических нажимных механизмов устанавливают заданный режим относительных обжатий по клетям:
Клеть 1,  .
.
Клеть 2.  .
.
Клеть 3.  .
.
Клеть 4. 
Клеть 5. 
Клеть 6. 
К валкам и полосе подают смазочно-охлаждающее технологическое средство (5-процентную эмульсию минерального масла в воде) и осуществляют холодную прокатку полосы толщины Н6=0,5 мм с межклетевыми натяжениями. Благодаря тому, что суммарные относительные обжатия в каждой из клетей не попадают в «пораженные точки» 1; 2; 3; 4 и 5 (фигура), процесс прокатки протекает стабильно, неплоскостность холоднокатаных полос минимальна и не превышает величины S=1,0 мм на метр длины.
Варианты реализации способа производства бескремнистой листовой динамной стали представлены в таблице.
|
Как следует из данных, приведенных в таблице, при реализации предложенного способа (варианты №2-4) достигается повышение стабильности процесса прокатки, благодаря чему неплоскостность холоднокатаных полос минимальна: S=1÷2 мм/м. В случаях запредельных значений заявленных параметров (варианты №1 и №5), когда суммарное относительное обжатие попадает в «пораженные» зоны, обозначенные позициями 1-5 на фигуре, из-за нарушения стабильности процесса прокатки неплоскостность бескремнистой листовой динамной стали возрастает до значений S=8,8÷10,3 мм. Такие же значения неплоскостности были получены при реализации известного способа [3].
Технико-экономические преимущества предложенного способа состоят в том, что использование предложенных диапазонов суммарных относительных обжатий при непрерывной холодной прокатке позволяет исключить режимы, при которых формируется неблагоприятная структура и текстура металла, возникает нестабильность процесса прокатки. Благодаря этому достигается повышение плоскостности холоднокатаной бескремнистой листовой динамной стали толщиной 0,2-1,8 мм. Использование предложенного способа обеспечивает повышение рентабельности производства данного вида металлопродукции на 10-12%.
Литературные источники
1. Патент Российской Федерации №2340414, МПК В21В 1/28, 2008 г.
2. Патент Российской Федерации №2325241, МПК В21В 1/28, 2008 г.
3. Патент Российской Федерации №2271255, МПК В21В 1/28, 2006 г.
Способ производства бескремнистой листовой изотропной электротехнической стали толщиной 0,2-1,8 мм, включающий холодную прокатку горячекатаной травленой полосы в непрерывном шестиклетевом стане, при котором устанавливают заданный режим обжатия по клетям, отличающийся тем, что устанавливают режим обжатия по клетям с обеспечением суммарного относительного обжатия в первой клети - до 43%, во второй клети - 45-54% , в третьей клети - 56-66%, в четвертой клети - 68-74%, в пятой клети - 76-78 и в шестой клети - не менее 80%.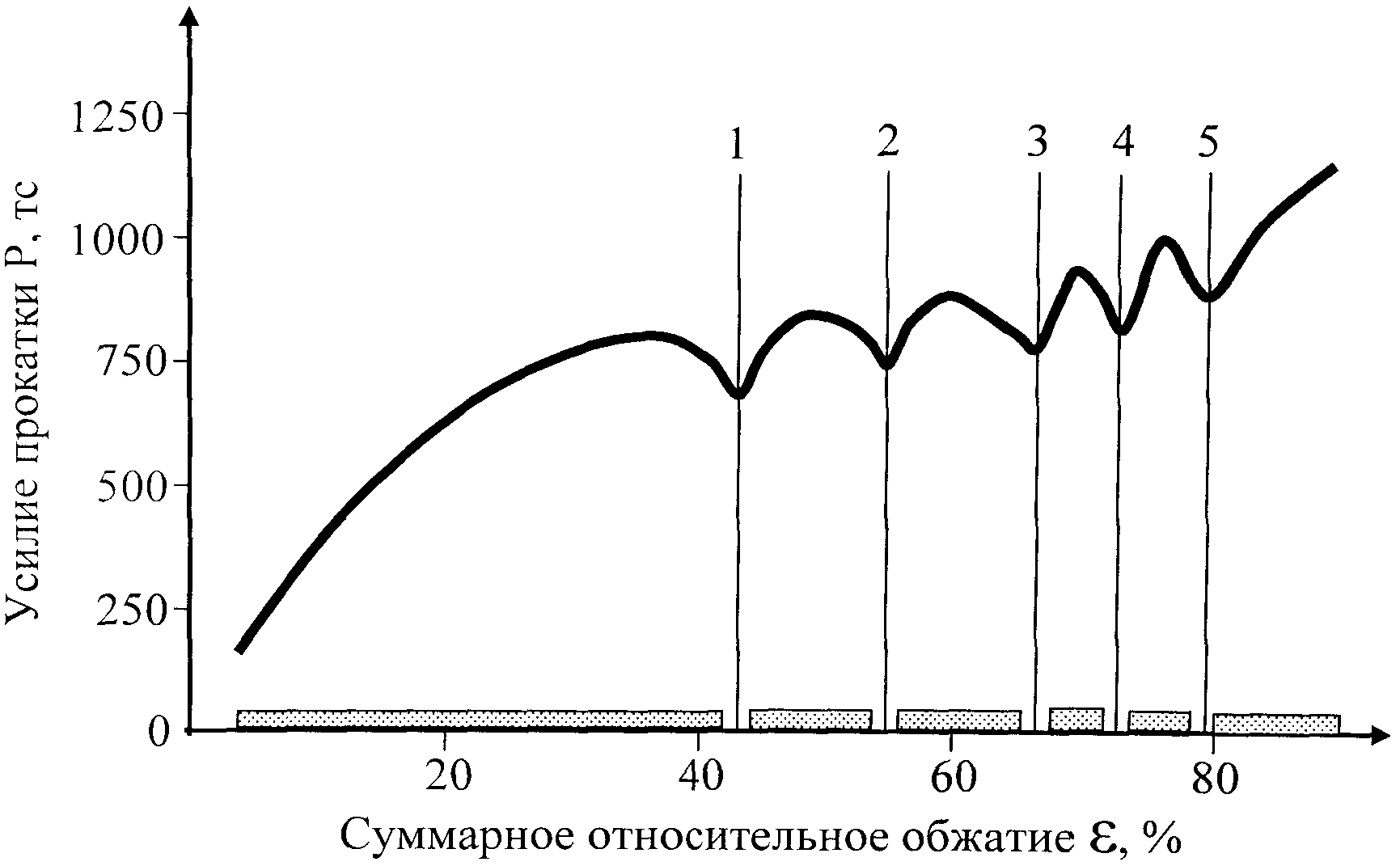
Способ производства стальных сортовых профилей
Сталь для прокатных валков
Способ термического улучшения инструмента
Способ управления охлаждением слитка в машине непрерывного литья
Способ холодной прокатки полос на реверсивном стане
Способ получения листового композиционного материала системы титан-алюминий
Листопрокатная клеть
Способ производства штрипсов из низколегированной стали
Сталь низколегированная свариваемая
Способ производства горячекатаных полос
Приемный участок холодильника сортового прокатного стана
Способ производства стальных горячекатаных полос
Способ горячей прокатки полос с односторонним рифлением
Способ производства хромоникелевой листовой стали
Оловянистая бронза для расходуемых электродов машин электроразрядного текстурирования листопрокатных валков
Способ производства холоднокатаных листов для глубокой вытяжки
Способ горячей прокатки стального углового профиля

