Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ
Вид РИД
Изобретение
Изобретение относится к машиностроению, может быть использовано, например, в подшипниковой промышленности при обработке кромок отверстий сепараторов крупногабаритных подшипников.
Известны аналогичные способы обработки некруглых отверстий (а.с. 1816555, B23B 35/00, БИ, 19, 1993 г.; а.с. 181442, B23D 37/04, БИ, 15, 1993 г.). В аналогичных способах удается снять заусенцы и обработать кромки в некруглых отверстиях. Аналогичные способы имеют недостаток: для их реализации требуются крупногабаритные установки, занимающие значительные производственные площади.
Наиболее близко по своей технической сущности к заявленному способу в качестве прототипа подходит способ обработки некруглых отверстий (а.с. 1816555, B23B 35/00, БИ, 19, 1993 г.). В способе-прототипе в качестве инструмента используется резец, которому сообщают несколько движений от копиров, профиль которых принимают в зависимости от профиля обрабатываемого отверстия, причем используют одновременно два инструмента. Способ-прототип обеспечивает высокую производительность при высоком качестве обработки. Однако способ-прототип имеет недостаток, заключающийся в том, что для его реализации для обработки крупногабаритных деталей потребуются технологические установки больших размеров. Они занимают большие производственные площади. Заявленный способ обработки лишен этого недостатка.
Сущность изобретения заключается в том, что в способе обработки некруглых отверстий, при котором резцу от копиров задают несколько формообразующих движений относительно обрабатываемой детали, перед этим совмещают оси копиров с осью обрабатываемого отверстия, резец подпружинивают и устанавливают его вдоль оси, параллельной оси отверстия; используют одновременно не менее двух резцов, которые устанавливают с внешней стороны обрабатываемой детали, для обеспечения возможности обработки некруглых отверстий в кольцевых деталях, например сепараторах крупногабаритных подшипников качения, резцы устанавливают с внешней и внутренней кромок одного отверстия, при этом обрабатываемую деталь устанавливают горизонтально торцом неподвижно на не менее чем трех опорах, равномерно распределенных по окружности торца обрабатываемой детали, а устройство с резцами базируют на обрабатываемой детали относительно обрабатываемого отверстия и закрепляют на обрабатываемой детали. После окончания обработки и для перехода на обработку последующего отверстия устройство раскрепляют, перемещают его с резцами по обрабатываемой детали на угловой шаг расположения последующего некруглого отверстия, базируют относительно последующего некруглого отверстия и закрепляют на обрабатываемой детали, обрабатывают последующее некруглое отверстие.
Технической задачей, которую решает изобретение, является уменьшение габаритов устройства и размеров производственных площадей.
Отличительные признаки изобретения - иное выполнение действий с обрабатываемой деталью и устройством, несущим инструменты - резцы. В заявленном изобретении обрабатываемую деталь оставляют неподвижной за время обработки всех некруглых отверстий, а относительное позиционирование устройства и обрабатываемой детали осуществляют перемещением устройства вместе с резцами вдоль плоскости торца обрабатываемой детали каждый раз на угловой шаг расположения обрабатываемого некруглого отверстия. Затем устройство с резцами базируют относительно последующего обрабатываемого некруглого отверстия и закрепляют на обрабатываемой детали. Второй отличительный признак: иное расположение и последовательность работы резцов. Их располагают по обе стороны одного и того же обрабатываемого некруглого отверстия и обрабатывают одновременно обе системы кромок одного некруглого отверстия.
Доказательство возможности решения технической задачи с помощью реализации отличительных признаков изобретения.
В случае реализации способа обработки с помощью прототипа размеры устройства значительно превышают габариты обрабатываемой детали, например, для сепараторов крупногабаритных подшипников качения увеличивается размер производственной площади, которую необходимо предоставить для размещения таких устройств. Размеры производственной площади будут превосходить размеры площади обрабатываемой детали. При реализации заявляемого изобретения размеры производственной площади существенно меньше, чем при реализации прототипа. Второй отличительный признак позволяет дополнительно уменьшить габариты устройства и производственной площади. Этим доказана возможность решения технической задачи посредством применения отличительных признаков.
Графические материалы заявки содержат:
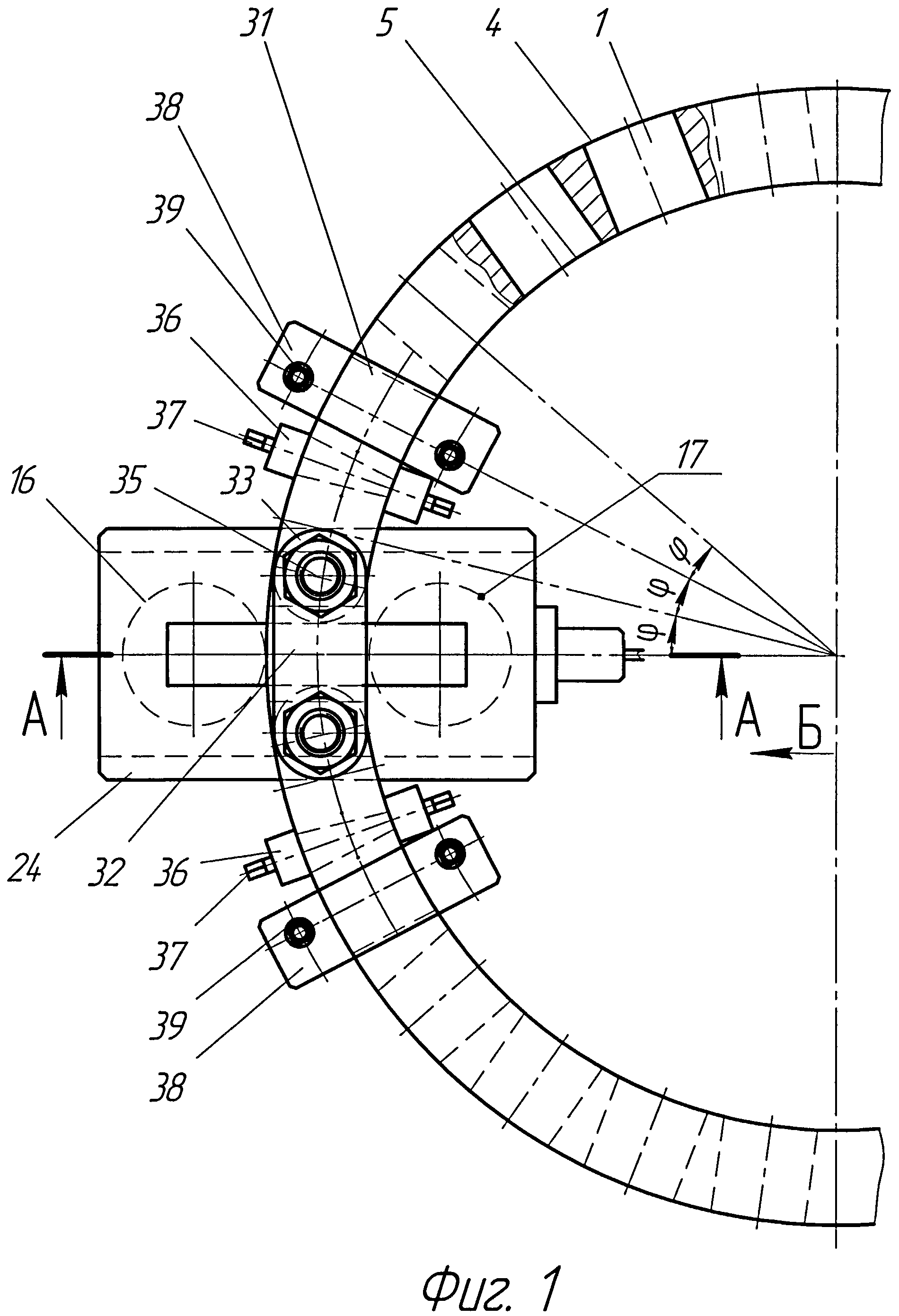
фиг.1 - схема расположения обрабатываемой детали и устройства с резцами при реализации способа обработки (вид сверху);
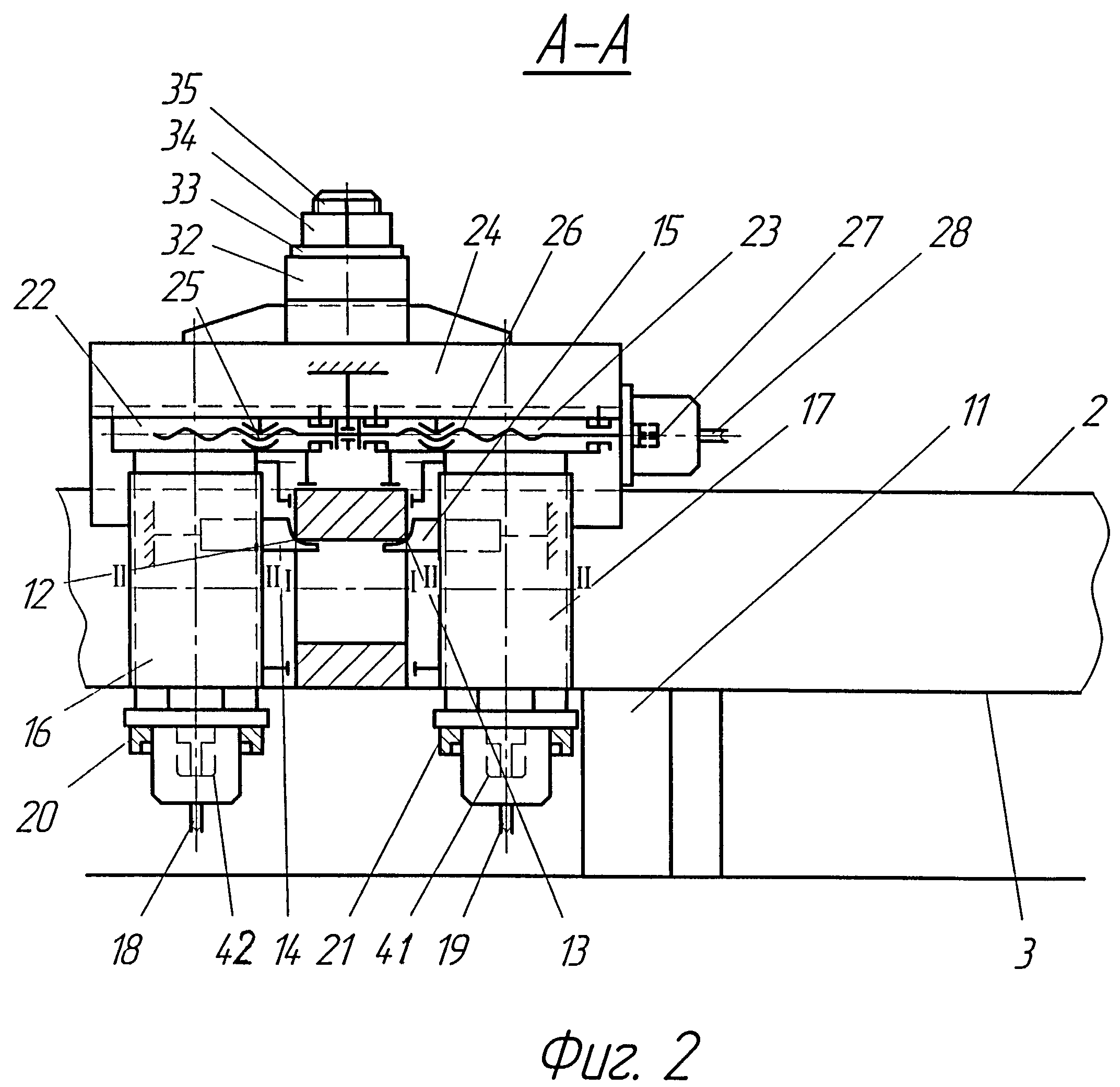
фиг.2 - схема способа обработки (разрез А-А);
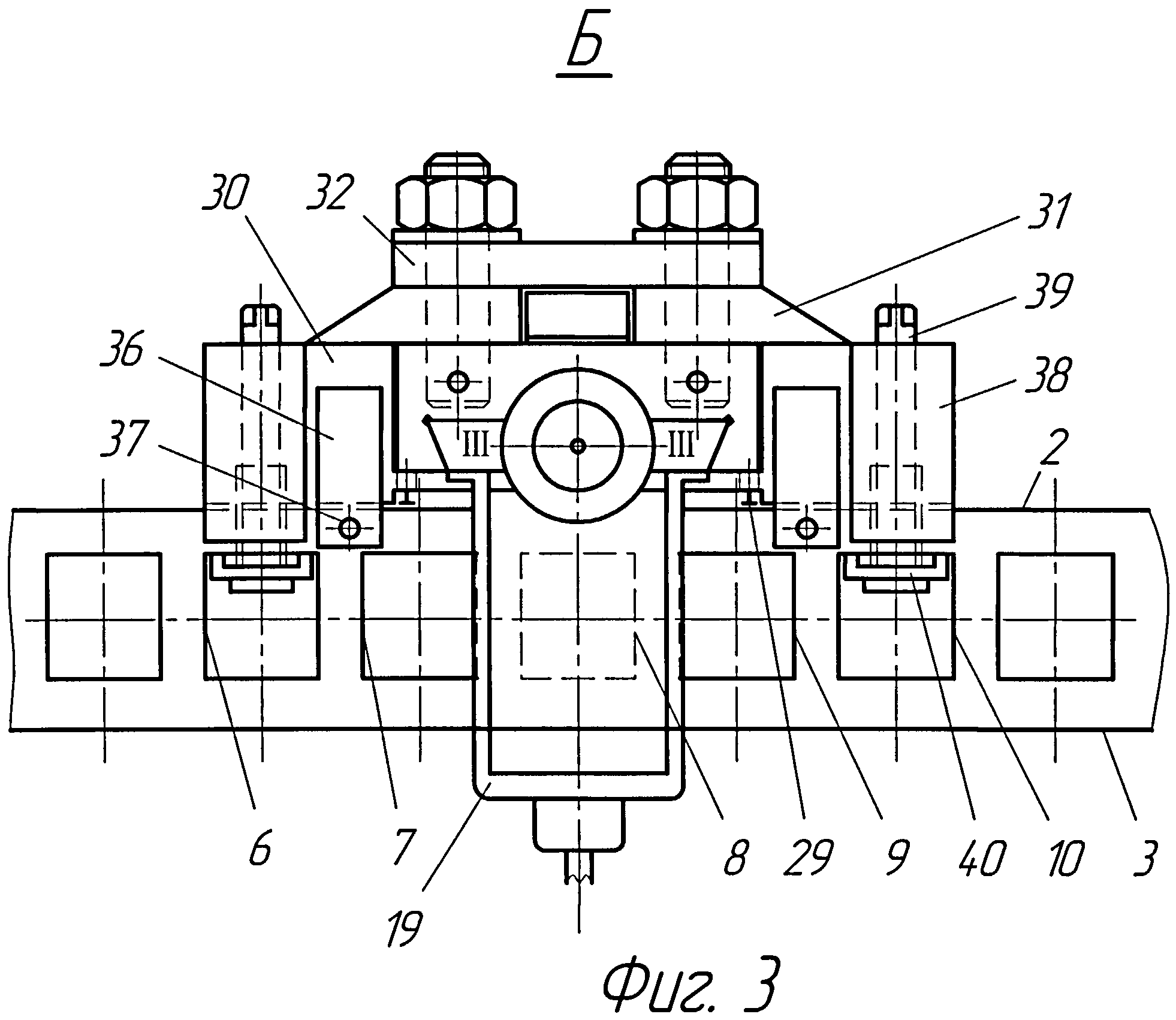
фиг.3 - схема способа обработки (вид по стрелке Б).
Обрабатываемая деталь 1, например, в виде кольца с параллельными торцами 2, 3 и цилиндрическими поверхностями 4, 5, имеет некруглые отверстия 6-10 и т.д., равномерно расположенные по окружностям цилиндрических поверхностей 4, 5. К таким деталям можно отнести, например, массивные сепараторы крупногабаритных подшипников качения, в частности роликовых подшипников. Размеры таких деталей могут достигать по диаметру 1000 и более мм. Обрабатываемая деталь 1 имеет возможность быть установленной на опоры 11 торцом 3. При этом число опор 11 должно быть не менее трех. В обрабатываемой детали 1 в некруглых отверстиях 6-10 имеются кромки 12, 13, представляющие собой границы сопряжения некруглых отверстий 6-10 с цилиндрическими поверхностями 4, 5. По техническим требованиям, предъявляемым к обрабатываемой детали 1, кромки 12, 13 необходимо притупить. Кромки 12, 13 представляют собой каждая пространственную замкнутую кривую. В простейшем случае эта замкнутая кривая состоит из 4-х участков: две - прямые линии; две - дуги окружности. На каждом из участков кромок 12, 13 имеются заусенцы. Заусенцы имели возможность появиться во время предыдущей операции. В качестве инструмента имеется возможность использовать резцы 14, 15, например резцы-шаберы, либо другой инструмент необходимой конструкции. Каждое из некруглых отверстий 6-10 имеет ось симметрии 1-1. Резцы 14, 15 имеют ось II-II поворота - каждый свою. Ось II-II поворота резцов 14, 15 имеет возможность перемещения по пространственной кривой, эквидистантой кривой кромок 12, 13, от контакта с копирами, расположенными в копировальных головках 16, 17. Внутри копировальных головок 16, 17 расположены механизмы перемещения резцов 14, 15, приводимые в действие через гибкие валы 18, 19 от внешних приводов вращения. Конструкция копировальных головок 16, 17 является предметом самостоятельной заявки на изобретение. Копировальные головки 16, 17 посредством хомутов 20, 21 закреплены на ползунах 22, 23. Ползуны 22, 23 имеют возможность перемещения в корпусе 24 посредством винтовых передач 25, 26, либо вручную от хвостовика 27, либо механически от внешнего привода вращения через гибкий вал 28. Корпус 24 имеет возможность устанавливаться на обрабатываемой детали 1 посредством регулируемых опор 29. На корпусе 24 установлены левая поворотная часть 30 и правая поворотная часть 31, имеющие возможность поворачиваться вокруг осей III-III, соответственно, и закрепляться на корпусе 24 посредством накладки 32, шайб 33, гаек 34, шпилек 35. Левая поворотная часть 30 и правая поворотная часть 31 снабжены механизмами боковой ориентации, состоящими из кронштейнов боковой ориентации 36 и регулируемых опор 37. Регулируемые опоры 37 имеют возможность контактировать с цилиндрическими поверхностями 4, 5 обрабатываемой детали 1. Кроме того, левая поворотная часть 30 и правая поворотная часть 31 снабжены кронштейнами зажима 38, составляющими часть механизма зажима. Механизм зажима включает кронштейн зажима 38, винт 39 и пяту 40. С помощью механизмов зажима имеется возможность закреплять устройство неподвижно на обрабатываемой детали 1 с помощью винтов 39 и пят 40. Пяты 40 имеют возможность перемещаться винтами 39 и совершать силовые замыкания всего устройства путем контактирования с поверхностями некруглых отверстий 6 и 10.
Способ обработки некруглых отверстий в динамике. Обрабатываемую деталь 1 одним из торцов 2 или 3 устанавливают на опоры 11, расположенные равномерно по окружностям торцов 2 или 3 при их числе не менее трех. Обрабатываемую деталь 1 закрепляют на опорах 11. Устанавливают устройство на обрабатываемую деталь 1 так, чтобы регулируемые опоры 29 касались торца 2. Регулируемыми опорами 29 и регулируемыми упорами 41, 42, настраивают требуемое положение резцов 14, 15 и соответственно копировальных головок 16, 17 относительно одного из обрабатываемых отверстий 6-10, а следовательно, его кромок 12, 13. Затем регулируют положение левой поворотной части 30 и правой поворотной части 31 так, чтобы они занимали симметричное положение относительно цилиндрических поверхностей 4, 5 с помощью механизма боковой ориентации. Для этого используют соответствующий поворот регулируемых опор 37, пока одна из них не коснется некруглой цилиндрической поверхности 4 обрабатываемой детали 1, а другая - внутренней цилиндрической поверхности 5 обрабатываемой детали 1. Закрепляют левую поворотную часть 30 и правую поворотную часть 31 с корпусом 24 поворотом гаек 34. При этом гайки 34 передают через шайбы 33 и шпильки 35, закрепленные в корпусе 24 с помощью штифтов, сжимающие усилие накладке 32, левой поворотной части 30 и правой поворотной части 31 и корпусу 24. Они фиксируются, как единое целое. Окончательный зажим устройства с обрабатываемой деталью 1 осуществляется с помощью механизма зажима. Для этого проверяют положение пят 40, которые при установке устройства должны были расположить внутри соответствующих некруглых отверстий, например, 6 и 10. Поворотом винтов 39 в кронштейнах зажима 38 передают усилия окончательного закрепления, стягивающие в единое цело устройство и обрабатываемую деталь 1. Настраивают положение резцов 14, 15 поворотом вручную хвостовика 27 ходового винта винтовой передачи 25, 26 (либо от внешнего привода через гибкий вал 28). Включают пробный проход резцов 14, 15 через гибкие валы 18, 19 от внешнего привода. Резцы 14, 15 совершают перемещение от копировальных головок 16, 17 по всему контуру кромок 12, 13 некруглого отверстия, например, отверстия 8. Резец 14 перемещается по кромке 12 со стороны наружной цилиндрической поверхности 4, резец 15 - по кромке 13 со стороны внутренней цилиндрической поверхности 5. После окончания перемещения резцов 14, 15 проверяют состояние кромок. Если они отвечают техническим требованиям по рабочему чертежу, то резцы 14, 15 отводят от обработанного некруглого отверстия, и настраивают устройство для обработки следующего некруглого отверстия, например некруглого отверстия 9. Если же слой снятого металла по кромке недостаточен, то производят повторную обработку. Перед этим подают резцы 14, 15 на врезание на требуемую величину по нониусу винта 27. Производят повторную обработку кромок некруглого отверстия, например отверстия 8. Затем резцы отводят с помощью поворота хвостовика 27 (либо гибкого вала 28 внешнего привода).
Далее осуществляют все действия с устройством, но в обратном порядке, позволяющие раскрепить устройство с обрабатываемой деталью 1. Пяты 40 выводят из некруглых отверстий, например некруглых отверстий 6 и 10. Перемещают устройство скольжением по торцу 2 обрабатываемой детали 1 на угловой шаг 4. Все действия по обработке, например, некруглого отверстия 9, повторяются аналогично обработке некруглого отверстия 8.
При малой толщине обрабатываемой детали 1 установка устройства осуществляется по цилиндрической поверхности 4 наибольшего диаметра.
Пример конкретного использования заявленного способа обработки. Требуется обработать некруглые отверстия в сепараторе 30928/630Л-56 роликового подшипника. Материал обрабатываемой детали латунь ЛС 59 - 1 по ГОСТ 15527-70. Наружная поверхность - цилиндрическая диаметром ⌀725,20-0,3. Высота сепаратора 101-0,51. Внутренние три цилиндрические поверхности: меньшего диаметра Dmin=670+0.5, две - большого диаметра Dmax=682+0.5. Обрабатываемая деталь имеет 40 окон (некруглых отверстий) прямоугольного профиля с размерами 75,3+0,25×40,3+0,25 с радиусом закругления по углам R 1,1-0.4. Требуется притупить острые кромки радиусом 0,8 мм max в некруглых отверстиях (окнах) по наружной поверхности ⌀725,20-0,3. Внутренняя поверхность подвергается накатыванию, поэтому размер окна здесь занижен.
Для реализации заявленного способа в качестве основной технологической базы для установки устройства используют наружную цилиндрическую поверхность ⌀725,2, имеющую высоту 107 мм, а также поверхность торца. Поэтому корпус устройства снабжен дополнительными регулируемыми опорами с расстоянием между ними 91 мм и отстоящими одной пары из них от торца на расстоянии 8 мм. Резцы, работающие с наружного контура некруглого отверстия, и внутреннего контура имеют разные траектории перемещения. Первый - в виде прямоугольника с радиусами закругления по углам; второй - более сложную пространственную кривую. Обе траектории осуществляют копировальные головки разной конструкции.
После обработки заявленным способом все некруглые отверстия соответствовали техническим требованиям.
Заявленный способ обработки некруглых отверстий позволяет кроме решения названной технической задачи исключить ручной труд и повысить качество обрабатываемой поверхности.
Способ обработки поверхностей вращения и инструмент для его осуществления
Способ определения прочностных характеристик материала и устройство для его осуществления
Способ шлифования сферических торцов конических роликов
Способ ускорения восстановления скелетных мышц от атрофии после длительной алкогольной интоксикации
Способ интенсификации лечения доброкачественного пароксизмального позиционного головокружения
Установка измельчения зарядов из баллиститных порохов и трт
Способ получения наноструктурированного технически чистого титана для биомедицины
Система управления погружным электроцентробежным насосом и кустовой насосной станцией
Устройство продольной дифференциальной защиты двухобмоточных силовых трансформаторов
Аэрозолеобразующий состав
Гранулированный железоалюминиевый термит
Способ переработки нефтесодержащих шламов
Способ приготовления хлеба (варианты)
Минеральный порошок для асфальтобетонной смеси
Способ получения битума из нефтесодержащих отходов

