Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано в подшипниковой промышленности.
Известны аналогичные способы обработки поверхностей вращения инструментом с радиально подвижными абразивными брусками, при которых заготовке и инструменту сообщают вращение в одну сторону и относительное осевое перемещение (а.с. 1794633, СССР, МКИ В24В 33/02, В24В 19/06, БИ, 6, 1993; а.с. 1803310, СССР, МКИ В24В 33/02, БИ, 11, 1993; патент 2028913, В24В 33/02, БИ, 5, 95; а.с. 2128571, В24В 33/02, БИ, 10, 95). Недостатком аналогичных способов является ограниченная точность, производительность.
В качестве прототипа наиболее близко по своей технической сущности подходит способ обработки поверхностей вращения (а.с. №2128571, В24В 33/02, БИ, 10, 95), при котором заготовке и инструменту с подвижными в радиальном направлении посредством центробежных сил основными и расположенными в прерывистости основных остальными абразивными брусками сообщают вращательное движение в одну сторону и относительно продольное возвратно-поступательное перемещение, при этом остальным брускам сообщают перемещение по нормали при холостых подводах-отводах и контакте с обрабатываемой поверхностью независимо от основных абразивных брусков, радиальное перемещение при контакте обрабатываемой поверхностью заготовки сообщают поочередно основным после холостого отвода остальных, а затем - остальных после холостого отвода основных абразивных брусков, при этом при контакте с обрабатываемой поверхностью заготовки остальным абразивным брускам сообщают дополнительное колебательное движение вдоль образующей обрабатываемой поверхности. Однако способ-прототип имеет недостаток - ограниченные виды обрабатываемых поверхностей, точность и производительность.
Заявленный способ обработки поверхностей вращения позволяет устранить названный недостаток.
Известен аналогичный инструмент (а.с. 856768, СССР, МКИ В24В 33/02, БИ, 1981), содержащий корпус, сборные колодки с абразивными брусками. Аналогичный инструмент прост по конструкции и имеет широкие технологические возможности. Однако, его недостаток в ограниченных видах обрабатываемых поверхностей, точности и производительности.
В качестве прототипа наиболее близко по своей сущности подходит инструмент (а.с. 2128571, В24В 33/02, БИ, 10, 95), содержащий корпус, смонтированный в нем комплект подвижных в радиальном направлении колодок с абразивными брусками и подвижными элементами, установленными с возможностью возвратно-поступательного перемещения вдоль образующей обрабатываемой поверхности посредством шарнирных звеньев, связанных с приводом. Инструмент-прототип обладает расширенными технологическими возможностями. Однако он не позволяет увеличить точность и производительность.
Сущность изобретения-способа. В способе обработки торцевых сферических поверхностей вращения, при котором заготовке и инструменту с подвижными основными и расположенными в прерывистости основных остальными абразивными брусками сообщают вращательное движение в одну сторону, при этом остальным абразивным брускам сообщают перемещение по нормали к обрабатываемой поверхности независимо от перемещения по нормали основных абразивных брусков, при обработке торцевых сферических поверхностей нормальное перемещение при контакте с обрабатываемой поверхностью заготовки сообщают поочередно основным после холостого отвода остальных, а затем - остальным после холостого отвода основных абразивных брусков, при этом при контакте со сферической торцевой обрабатываемой поверхностью заготовки остальным абразивным брускам сообщают дополнительное возвратно-поступательное движение по касательной к образующей обрабатываемой поверхности.
Сущность изобретения - инструмента. Инструмент для обработки торцевых сферических поверхностей вращения, содержащий корпус, смонтированный в нем комплект подвижных в осевом направлении колодок с абразивными брусками и подвижными элементами, подпружиненные и соосно расположенные поршни разного диаметра, расположенными в выполненных в корпусе центральных полостях, на поршне большего диаметра выполнен выступ, предназначенный для контакта с плоской ч поверхностью колодок основного комплекта и перемещения их к поверхности заготовки, а поршень меньшего диаметра размещен в отдельной цилиндрической камере и посредством переднего штока соединяется с втулкой, на которой в свою очередь размещены колодки другого комплекта.
Технической задачей, которую решает изобретение-способ и изобретение-инструмент, является повышение точности при обработке торцевых сферических поверхностей вращения и производительности.
Отличительные признаки способа-обработки: введены новые действия - дополнительные колебательные движения абразивных брусков; известные действия выполняются по-иному и в другой последовательности - основные абразивные бруски для предварительной обработки торцевых сферических поверхностей вводят в контакт с обрабатываемой поверхностью заготовки в то время, как остальные абразивные бруски отводят от нее и, наоборот, абразивные бруски вводят в контакт, когда основные абразивные бруски отведены, т.е. основные и остальные абразивные бруски работают поочередно и при вращающемся инструменте присутствует бесконтактный период. Это означает возможность объединения двух различных технологических операций в одну при одной установке. Такое техническое решение позволяет достигнуть новый технический результат: сделать возможным и повысить точность обработки торцевых сферических поверхностей, - т.к. исчезают два источника погрешностей обработки - одна установка заготовки и одна установка инструмента; повысить производительность, т.к. сокращается общее штучное время.
Анализ способа-обработки прототипа и известных аналогичных решений показал, что в них отсутствуют такие признаки. Признаки влияют на достигаемый технический результат, т.е. находятся в причинно-следственной связи с указанным результатом. Следовательно, признаки являются существенными.
Отличительные признаки инструмента: изменена структура его введением новых конструктивных элементов - комплект дополнительных элементов в креплении остальных абразивных брусков, позволяющий им перемещаться в осевом направлении. Изменена форма некоторых элементов -установлены направляющие от проворота штока вокруг своей оси. Предлагаемые технические решения позволяют автоматизировать подвод и отвод основных и остальных абразивных брусков к и от обрабатываемой поверхности в любой необходимой последовательности независимо друг от друга.
Анализ инструмента-прототипа показал, что в нем не содержится таких решений. Отличительные признаки влияют на достигаемый технический результат и находятся в причинно-следственной связи с указанным результатом. Следовательно, признаки являются существенными.
Таким образом, заявляемые способ и инструмент для обработки торцевых сферических поверхностей позволяют решить задачу создания технологической схемы последовательной работы нескольких инструментов, совмещенных в одном, каждый из которых предназначен для снижения периодических составляющих с определенным шагом в общем спектре. Причем, главное, это решение позволяет последовательно работать разным режущим элементам (теперь одного инструмента) при одной установке заготовки. Таким решением повышается точность обработки за счет устранения двух источников погрешностей обработки: 1) установки заготовки; 2) установки инструментов, и повышается производительность за счет сокращения вспомогательного времени (исключением затрат на одну установку и съем заготовки) и машинного времени (совмещением или перекрытием времени подвода и отвода разных инструментов).
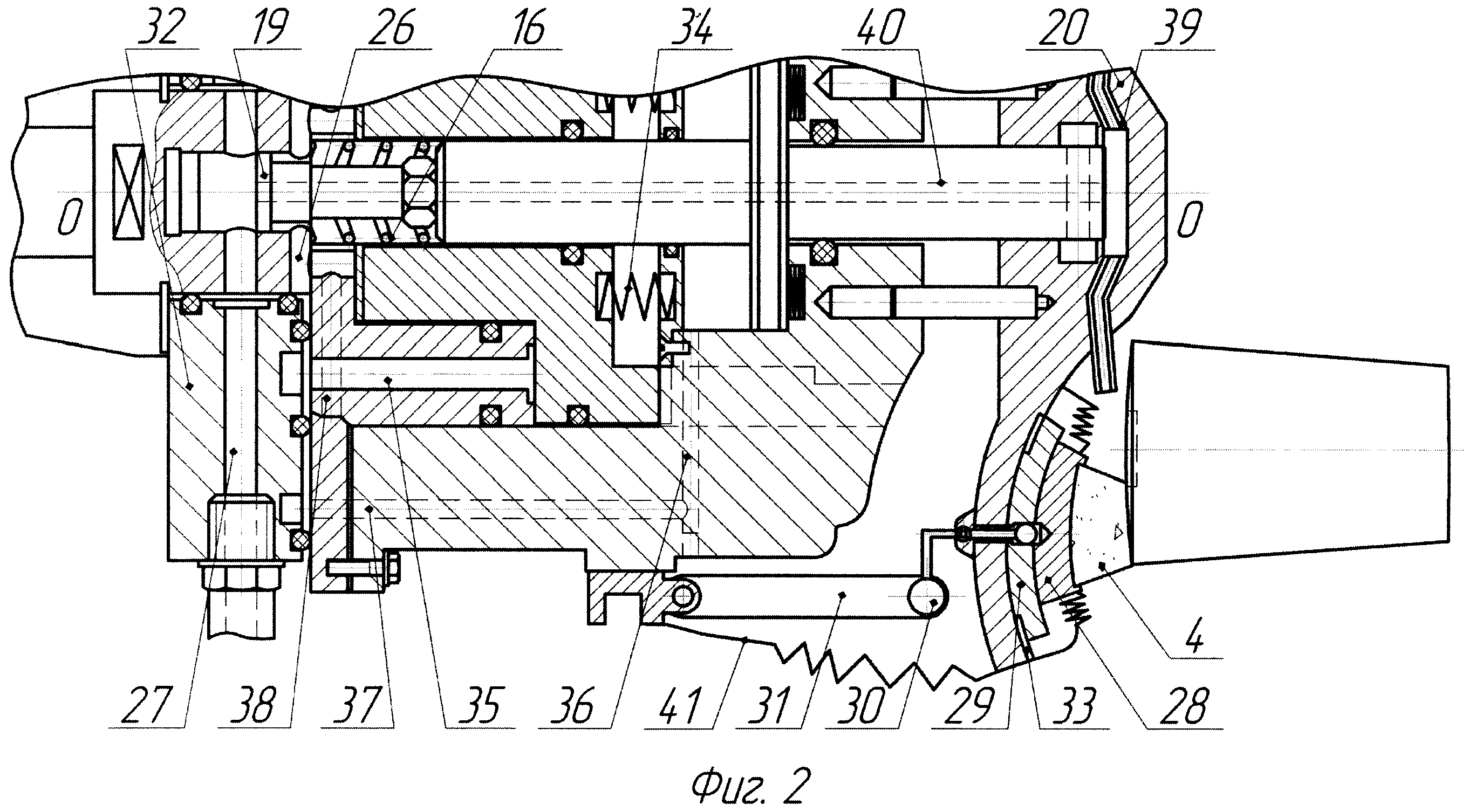
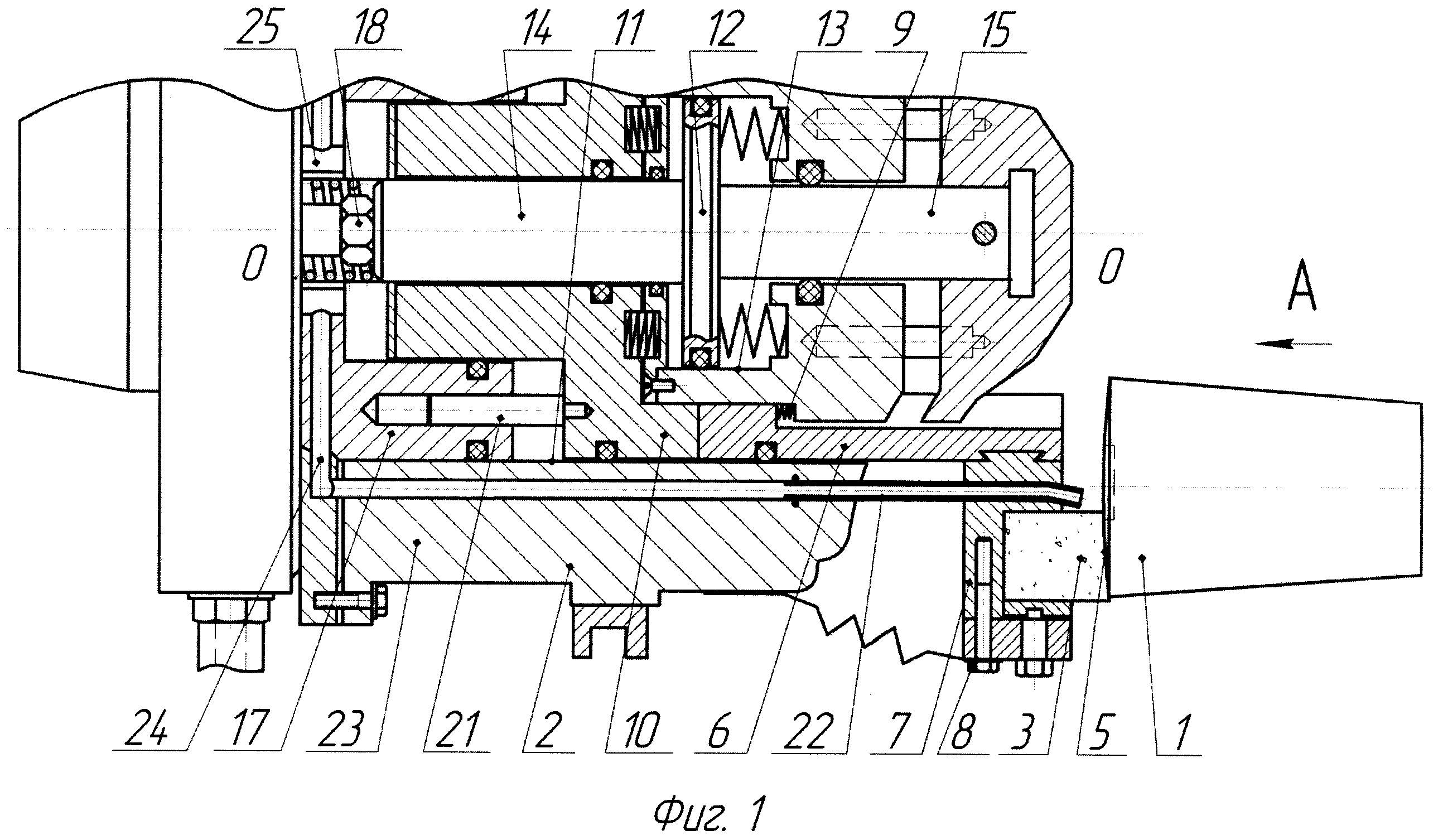
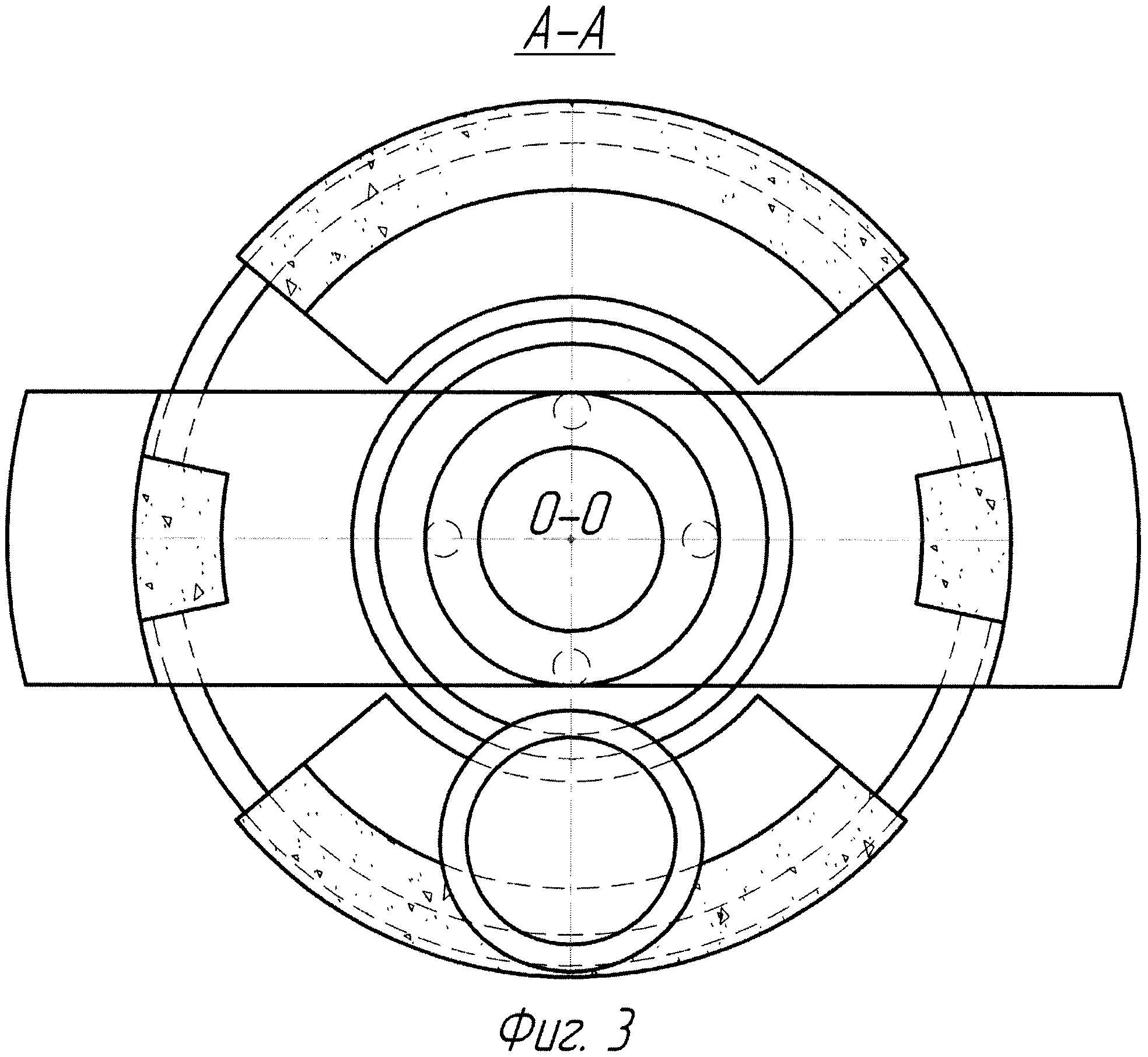
В графических материалах заявки представлены: фиг.1- схема расположения основных абразивных брусков в разрезе; фиг.2 - схема расположения остальных абразивных брусков в разрезе; фиг.3 - схема расположения основных и остальных абразивных брусков (вид снизу).
Способ и инструмент для обработки поверхностен вращения в статике. Относительно заготовки 1 имеет возможность располагаться инструмент, включающий в себя корпус 2 с основными 3 и остальными 4 абразивными брусками. Заготовка 1 имеет обрабатываемую поверхность 5. Основные абразивные бруски 3 установлены на комплекте колодок 6 посредством державок 7 и болтов 8. Комплект колодок 6 установлен по подвижной посадке с возможностью перемещения вдоль оси в корпусе 2 инструмента. Колодки 6 имеют возможность быть соединенными с корпусом 2 посредством пружин. Основные абразивные бруски 3, таким образом, имеют возможность с колодками 6 перемещаться в осевом направлении к обрабатываемой поверхности 5. В корпусе 2 имеют возможность быть размещенными поршень 10 большего диаметра - в полости 11 и поршень 12 меньшего диаметра - в полости 13. Полости 11 и 13 являются центральными относительно корпуса 2. При этом поршень 12 меньшего диаметра имеет возможность быть снабженным штоками: задним 14 и передним 15. Задний шток 14 имея возможность входить внутрь поршня 10 большего диаметра, подпружинен пружиной 16 относительно хвостовика 17 и соединен посредством резьбы и гайки 18 с золотником 19, которым снабжен поршень 12 малого диаметра. Передний шток 15 имеет возможность быть соединенным жестко со снабженной им втулкой 20. Поршень 10 большего диаметра имеет возможность быть снабженным штифтами 21, входящими по подвижной посадке в хвостовик 17, предназначенными для предотвращения поворота их вокруг собственной оси. Кроме того, в колодках 6 размещены трубки 22, выходящие к зоне контакта основных абразивных брусков 3 с обрабатываемой поверхностью 5 заготовки 1 и предназначенные для пропускания СОЖ в зону резания. В корпусе 2 и хвостовике 17 выполнены отверстия 23-27, предназначенные также для пропускания СОЖ. Остальные абразивные бруски 4 установлены в колодки 28, которые, в свою очередь, установлены на подвижном элементе 29, соединенном через шарнирные звенья 30,31, муфту 32 с приводом (условно не показано). Таким образом, абразивные бруски 4 имеют возможность совершать вместе с подвижным элементом 29 колебательные движения от привода вдоль образующей обрабатываемой поверхности 5 заготовки 1. Подвижный элемент 29 имеет возможность быть соединенным с втулкой 20 на направляющих 33 по подвижной посадке с возможностью перемещения в радиальном направлении. Поршень 10 большего диаметра подпружинен пружинами 34, закрепленными на корпусе 2. В хвостовике 17 имеется отверстие 35 для подачи сжатой среды при приведении в действие поршня 10 большего диаметра. В корпусе 2 имеются отверстия 36, 37, а в хвостовике 17 - отверстие 38 для подачи сжатой среды при приведении в действие поршня 12 меньшего диаметра. Втулка 20 снабжена трубкам 39 для подачи СОЖ в зону контакта абразивных брусков 4 с обрабатываемой поверхностью 5 заготовки 1. Штоки 14, 15 и поршень 12 меньшего диаметра снабжены центральным каналом 40, предназначенным для подачи СОЖ. Золотник 19 имеет возможность перемещаться вместе с задним штоком 14 вдоль оси ОО под действием пружины 16, либо давление сжатой среды на поршень 12 малого диаметра, при этом открывается, либо закрывается отверстие 27 для изменения потока СОЖ к основным 3 и остальным 4 абразивным брускам. Защита от загрязнения в зоне резания осуществляется кожухом 41.
Способ и инструмент для обработки поверхностей вращения в динамике. Для выполнения технологической операции заявляемым способом отбирают необходимые основные и остальные абразивные бруски 3, 4. Основные абразивные бруски 3, имеющие форму сегментов с дугой охвата ~100…120°, устанавливают на колодках 6 и закрепляют посредством державок 7 и болтов 8. Остальные абразивные бруски 4 устанавливают на подвижном элементе 29 и закрепляют посредством державок и винтов, условно не показанных. При этом в зависимости от формы обрабатываемой поверхности 5 заготовки 1 рабочую поверхность абразивных брусков 3 располагают перпендикулярно оси ОО инструмента. Далее производят правку рабочих поверхностей абразивных брусков 3,4. При обработке поверхностей заготовку 1 устанавливают в приспособление для ее установки (условно не показано). Подводят вместе со шпинделем инструмент к поверхности 5 заготовки 1 до положения, обеспечивающего совпадение плоскостей симметрии обрабатываемой поверхности 5 и рабочего профиля абразивных брусков (фиг.1). Задают вращение заготовке 1 с угловой скоростью ωз, например, по часовой стрелке, и вращение инструмента в ту же сторону с угловой скоростью ωи. Значение угловой скорости ωз заготовки выбирают из условия обеспечения необходимой скорости резания. Таким образом, скорость резания равна разности линейных скоростей рабочих поверхностей заготовки в точках их контакта. До начала вращательного движения вокруг оси ОО через распределитель (условно не показан) и муфту 32 подают сжатую среду, например масло, в линию питания поршня 12 малого диаметра через отверстия 38, 37, 36. Под действием сжатой среды поршень 12 малого диаметра перемещается в сторону от хвостовика 17, а с ним и втулка 20. При перемещении втулки 20 перемещаются абразивные бруски 4 в направлении к обрабатываемой поверхности. Одновременно в линии питания поршня 10 большего диаметра отсутствует сжатая среда. Поршень 10 большего диаметра под действием пружины 16 прижат к хвостовику 17. Основные абразивные бруски 3 вместе с колодками 6 и державками 7 под действием возвратной пружины 9 находятся в наиболее удаленном положении от обрабатываемой поверхности 5. Включается вращательное движение инструмента. В линию питания поршня 10 большего диаметра через отверстие 35, муфту 32, распределитель подают сжатую среду. Под действием сжатой среды поршень 10 перемещается от хвостовика 17, а с ним и основные абразивные бруски 3 перемещаются вместе с колодками 6 в сторону обрабатываемой поверхности 5. При этом главное движение имеет инструмент, вспомогательное первое движение имеют основные абразивные бруски 3 и вспомогательное второе остальные абразивные бруски 4. Одновременно через распределитель, муфту 32, отверстия 27, 26 и далее к трубкам подается СОЖ в зону контакта основных абразивных брусков 3 с заготовкой 1. После съема материала на обрабатываемой поверхности 5 уменьшаются погрешности формы и низкочастотная волнистость. Основные абразивные бруски 3 отводят от обрабатываемой поверхности 5 в течение времени tо1. Этот отвод осуществляется отводом сжатой среды через отверстие 35, муфту 32, распределитель, т.е. линию питания поршня 10 большего диаметра. Под действием сжатой среды поршень 10 перемещается в направлении хвостовика 17. При этом перемещении нижняя часть выступов на поршне 10 большего диаметра взаимодействует с колодками. В итоге основные абразивные бруски 3 вместе с колодками 6 перемещаются в осевом направлении от обрабатываемой поверхности 5. Поршень 12 малого диаметра под действием сжатой среды перемещается в сторону от хвостовика 17 вместе с втулкой 20. Тем самым абразивные бруски 4 и дополнительные подвижные элементы 39 перемещаются в сторону обрабатываемой поверхности 5. Абразивные бруски 4 займут положение, изображенное на фиг.2. Золотник 19 становится перемычкой между отверстиями 26 и 27. Поток СОЖ меняет свое направление. Через центральное отверстие 40, трубку 39 подается СОЖ в зону контакта абразивных брусков 4 с заготовкой 1. От дополнительного привода (не показанного) через муфту 32, шарнирные звенья 30, 31 абразивным брускам сообщают колебательное движение вдоль образующей обрабатываемой поверхности 5. Задача, решаемая работой абразивных брусков 4, состоит в уменьшении высоты шероховатости и высокочастотной волнистости, оставшихся на ней после этапа обработки основными абразивными брусками. После окончания обработки абразивными брусками 4 их отводят от обрабатываемой поверхности 5 в течение времени to2. Осуществляют этот этап путем выведения сжатой среды из рабочей полости поршня 12 малого диаметра. Из-за отсутствия давления сжатой среды поршень 12, втулка 20 и золотник 19 перемещаются в сторону хвостовика 17. Поток СОЖ отключается. Процесс обработки заготовки 1 закончен. Она удаляется из приспособления после отвода инструмента в продольном направлении.
Пример конкретного выполнения. Подлежит окончательной обработке сферический торец конического ролика радиально-упорного подшипника 6-777756ХМ, размеры которого: длина 109,189 -0,5 мм; наибольший диаметр - 49,809 -0,2 мм; наименьший диаметр - 45,326 мм; угол наклона образующей конуса 1°20′; радиус сферы торца 1068 мм с допуском -53 мм; допустимая высота шероховатости сферического торца - 0,32 мкм; допустимое биение сферического торца 0,05 мм. Выбирают скорость резания основных абразивных брусков 135 м/мин, зернистость М28. Необходимая скорость абразивных брусков, исходя из величины максимального удельного давления, равна 380 м/мин. Скорость заготовки составит 245 м/мин при частоте вращения 803 мин-1. Выбирают скорость резания остальных абразивных брусков в 30 м/мин и зернистость их М10. Тогда скорость заготовки равна 360 м/мин при частоте вращения 1200 мин-1. Устанавливают указанные выше абразивные бруски на инструмент. Устанавливают инструмент и заготовку на внутришлифовальный станок. Подводят инструмент к обрабатываемой поверхности и ведут обработку согласно заявленному способу. Сначала работают основные абразивные бруски в течение 20 с, затем остальные абразивные бруски в течение 15 с.При этом частоту вращения заготовки изменяют до выбранной. После обработки обработанная поверхность имеет огранку 0,2-0,8 мкм, волнистость 0,1-0,2 мкм, шероховатость 0,05 мкм. Штучное время составило 53 с. Ранее на две операции затрачивалось 67 с.
Заявляемый способ позволяет по сравнению с прототипом повысить точность и производительность. Экономическая эффективность может быть вычислена из определения разницы себестоимости при обработке в две операции и по предлагаемому способу обработки.
Способ определения прочностных характеристик материала и устройство для его осуществления
Способ шлифования сферических торцов конических роликов
Способ обработки некруглых отверстий
Способ ускорения восстановления скелетных мышц от атрофии после длительной алкогольной интоксикации
Способ интенсификации лечения доброкачественного пароксизмального позиционного головокружения
Гидразинный способ получения азидов щелочных и щелочноземельных металлов
Способ сжигания природного газа и устройство для его осуществления
Способ оценки энергии активации пластической деформации поверхностного слоя и переносной склерометр для его осуществления
Способ автоматического пропорционального регулирования с адаптивным шагом квантования и устройство для его реализации
Способ нанесения композиционного электролитического покрытия на металлические изделия
Деаэратор перегретой воды
Способ оценки газосодержания материалов с покрытиями
Парогазовая установка электростанции
Устройство для триботехнических испытаний материалов
Способ получения пористых покрытий на металлических имплантатах

