Результат интеллектуальной деятельности: СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ
Вид РИД
Изобретение
Изобретение относится к термической обработке сварных соединений, например сварных стыков рельсов, и может быть использовано на железнодорожном транспорте.
Известен способ термической обработки сварных изделий, например рельсов, в составе путевых рельсосварочных машин, при котором производят нагрев шейки и подошвы сварного стыка рельсов до температуры 850-900°C без нагрева головки [Патент РФ №2037534, МПК: C21D 9/04, опубл. 20.06.95, БИ №17 «Способ термической обработки рельсов» автора Меньшикова А.Г.].
Недостатком данного способа является низкая твердость и коррозионная стойкость головки рельса в зоне термического влияния, что приводит к износу поверхности головки сварного стыка рельсов в эксплуатации.
Известен способ термической обработки сварных стыков рельсов в составе путевых рельсосварочных машин в пути, заключающийся в том, что сечение рельса в зоне сварного шва нагревают до температуры 850-900°C и принудительно охлаждают головку с одновременным охлаждением шейки и подошвы естественным путем на воздухе. При термообработке сварных стыков рельсов в составе путевых рельсосварочных машин в пути для упрочнения металла головки сварного стыка рельсов применяют поток воздуха с давлением 0,5-0,8 МПа и расходом 0,08-0,15 м3/с. Воздух подается в течение не менее 180 с со скоростями 60-200 м/с на поверхность рельса через ряд отверстий диаметром 2 мм каждое и с суммарной площадью 0,0008-0,0011 м2, расположенных в плоской панели нижней части закалочного устройства с воздухосборником объемом 0,002-0,003 м3, установленного на расстоянии не более 10 мм между поверхностью головки рельса и плоскостью нижней панели с отверстиями [Патент РФ №2371535, МПК: E01B 31/18, C21D 9/04, C21D 9/50, опубл. 27.10.09, БИ №30, «Способ термической обработки сварных стыков рельсов», авторы Николин А.И., Гудков А.В., Берзин М.М.].
Недостатком этого способа является низкая твердость и коррозионная стойкость рельса.
Данное техническое решение выбрано в качестве прототипа.
Техническим результатом является повышение твердости и коррозионной стойкости сварных стыков рельсов за счет его упрочнения.
Технический результат достигается тем, что в способе термической обработки сварных стыков рельсов, включающем нагрев сечения рельса в зоне сварного шва до 850-900°C, принудительное охлаждение зоны сварного стыка головки рельса потоком воздуха с одновременным охлаждением шейки и подошвы рельса естественным путем на воздухе, согласно изобретению, охлаждение зоны сварного стыка осуществляют до температуры Мн, а затем осуществляют обработку сварного стыка дробью диаметром 0,8-1,5 мм в диапазоне температур Мн-Ткомн, где Мн - температура начала мартенситного превращения, °С; Ткомн - комнатная температура, °C.
Происходит быстрое охлаждение металла, образуется много центров кристаллизации, появляются мелкие зерна, которые обеспечивают образование специфичной дислокационной структуры, повышающей коррозионную стойкость, а твердость повышается за счет упрочнения дробью.
На фиг.1 представлен процесс охлаждения и упрочнения сварного стыка рельсов.
Способ термической обработки сварных стыков осуществляется следующим образом.
Для апробации способа были сварены контактным стыковым способом пульсирующим оплавлением объемно-закаленные рельсы типа Р65 из углеродистой стали марки Э76Ф. Сварку выполняли на контактной машине типа К-922 в составе путевой рельсосварочной машины ПРСМ-4. Параметры сварки: время 125 с, путь оплавления 18 мм, величина осадки 12 мм, усилие осадки 80 т.
Термомеханическую обработку сварных стыков объемно-закаленных рельсов выполняют, например, на индукционной установке типа УИН-001-100/РТ-П в составе путевой рельсосварочной машины ПРСМ-4. Номинальная мощность установки 75 кВт, частота тока 8-16 кГц. Рельс типа Р65 в месте сварки нагревают, например, до температуры 850°C, с помощью двух одинаковых электрически соединенных индукторов, которые образуют резонансный контур с блоком согласования, и установлены на кронштейнах в виде двух симметричных створок. Время нагрева составляет 240 с. Охлаждение металла головки сварного стыка производят в потоке воздуха, подаваемого с помощью закалочного устройства, которое смонтировано на индукционной установке. Время охлаждения составляло не менее 180 с. Давление воздуха 0,5-0,8 МПа. Расход воздуха 0,08-0,15 м3/с. Подошву и шейки сварных стыков рельсов охлаждают естественным путем на воздухе. После охлаждения сварного стыка до температуры Мн°C подвергают шов обработке дробью в диапазоне температур (Мн-Ткомн)°C. В качестве рабочего тела применяют стальные шарики диаметром 0,8 мм, давление воздуха 0,5 МПа.
Сварные стыки рельсов подвергали испытаниям на статический поперечный изгиб с приложением нагрузки к головке и подошве в месте расположения сварного шва. Расстояние между опорами составило 1 м. Так же проводили измерения твердости поверхности металла головки сварного стыка.
Упрочнение дробью обеспечивает образование специфичной дислокационной структуры, повышающей твердость и коррозионною стойкость.
Параметры твердости и коррозионной стойкости, упрочненных и неупрочненных дробью образцов рельсов типа Р65:

Сварные рельсы после термической обработки по предлагаемому методу и указанным выше параметрам при изгибе с растяжением, как в подошве, так и в головке имели высокие показатели прочности и пластичности (стрелы прогибов 35-45 мм, разрушающие нагрузки 1800-2000 кН), т.е. полностью удовлетворяли установленным требованиям к сварным рельсам.
Измерение твердости поверхности катания в области сварки таких рельсов после термообработки по предлагаемому методу показало, что твердость металла головки по ширине зоны термического влияния термообработки в месте закалки составляет 350-360 ед. НВ, что полностью удовлетворяет установленным требованиям к сварным рельсам.
Предлагаемый способ обеспечивает повышение их твердости на 5% и коррозионной стойкости на 13%.
Способ термомеханической обработки сварных стыков рельсов, включающий нагрев сечения рельса в зоне сварного шва до 850-900°C, принудительное охлаждение зоны сварного стыка головки рельса потоком воздуха с одновременным охлаждением шейки и подошвы естественным путем на воздухе, отличающийся тем, что охлаждение зоны сварного стыка осуществляют до температуры Мн°C, а затем производят обработку сварного стыка дробью диаметром 0,8-1,5 мм в диапазоне температур Мн-Ткомн°C, где Мн° - температура начала мартенситного превращения, °C;Ткомн° - комнатная температура,°C.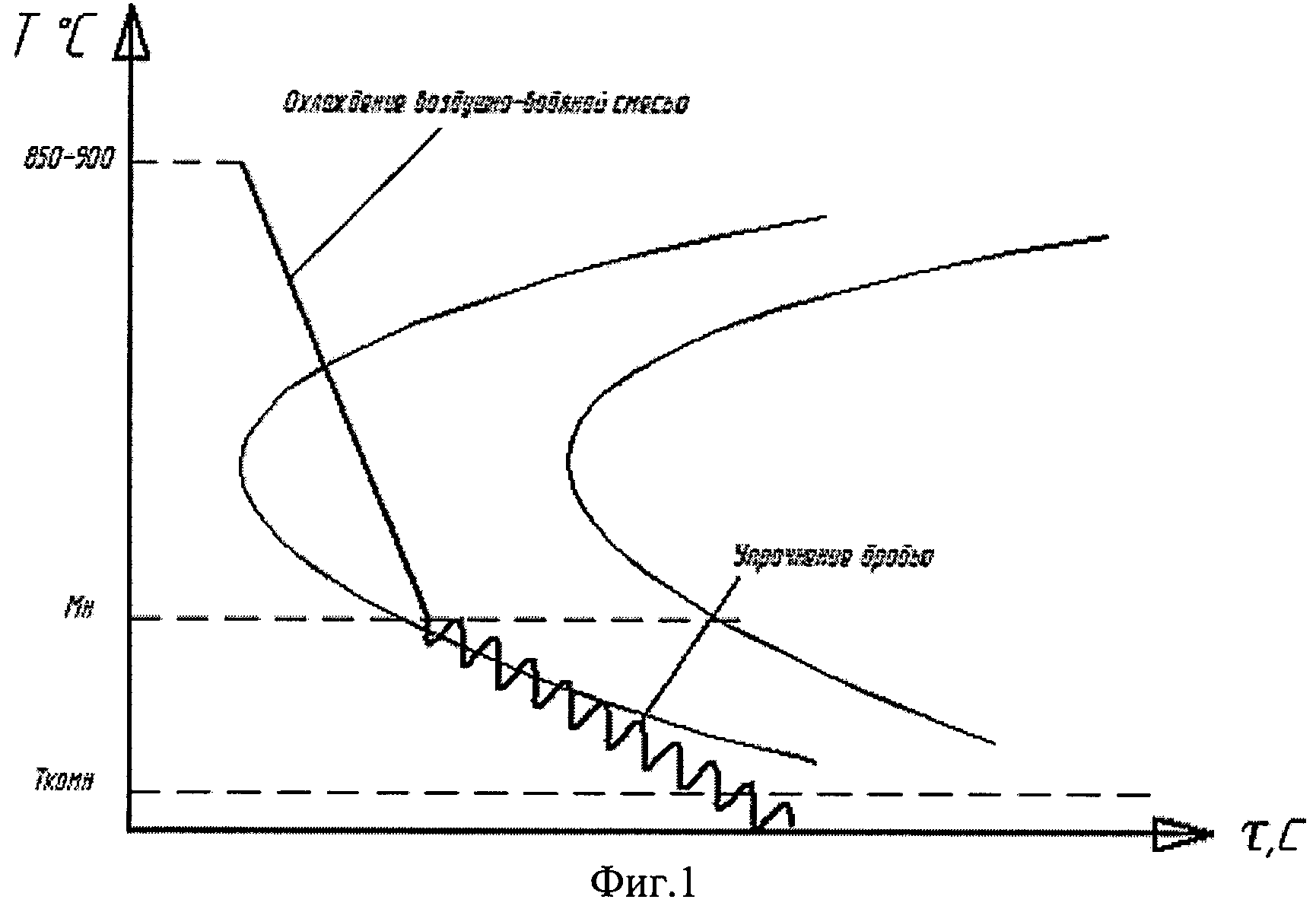
Автоматическая предупредительно-оповестительная система переездной железнодорожной сигнализации
Способ определения сопротивления рельсовой линии
Способ диагностирования технического состояния ротора машины
Устройство для разогрева смерзшегося груза в вагоне
Вакуумное теплоизоляционное изделие (варианты)
Способ регулирования маневровых передвижений без маневровых светофоров
Способ контроля свободности рельсовой линии
Технологическая линия для производства пенобетонных изделий
Технологическая линия для производства пенобетонных изделий
Способ алюминотермитной сварки рельсов
Способ сварки рельсов давлением с подогревом
Композиционный шлифовальный круг для торцевого шлифования

