Результат интеллектуальной деятельности: Композиционный шлифовальный круг для торцевого шлифования
Вид РИД
Изобретение
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении композиционных шлифовальных кругов для торцевого шлифования рельсов железнодорожного пути.
Известен композиционный шлифовальный круг для торцового шлифования (патент RU 2372182 B24D7/10, 13.05.2008), рабочая поверхность которого образована чередующимися режущи выступами и впадинами, выполненными в виде радиальных прорезей. Впадины имеют в осевом направлении и в сечении, перпендикулярном оси вращений круглую форму равнобокой трапеции, большое основание которой расположено, соответственно, со стороны рабочего торца круга и стороны его посадочной поверхности, и заполнены твердым смазочным материалом (ТСМ). На наружных боковых поверхностях режущих выступов выполнены радиальные пазы в виде равнобокой трапеции.
Недостатком данного круга является то, что он не обеспечивает высокой эффективности шлифования. Наличия впадин, выполненных в виде радиальных прорезей заполненных твердым смазочным материалом (ТСМ) значительно уменьшает рабочую площадь торца круга. При этом уменьшается количество активных режущих зерен, участвующих в резании. Шлифовальные круги интенсивного изнашиваются и требуются их замена. В результате снижается производительность шлифования деталей, особенно длинномерных, таких как рельсы железнодорожного пути.
Известен также композиционный шлифовальный круг для торцевого шлифования (патент RU 2347670 B24D 7/10, 27.02.2009), который имеет чашечную или тарельчатую форму и рабочую поверхность, образованную чередующимися выступами и впадинами.
Недостатком данного круга является также то, что он не обеспечивает высокой эффективности шлифования. Образованные впадины уменьшают количество режущих зерен на рабочей поверхности круга. Если учитывать, что каждое абразивное зерно выполняет определенную работу резания, т.е. снимает заданный объем металла, то производительность круга будет невысокой.
Технический результат - повышение эффективности работы композиционных шлифовальных кругов для торцового шлифования.
Технический результат достигается тем, что композиционный чашечный шлифовальный круг для торцевого шлифования, согласно изобретению, выполнен в виде тела с рабочей абразивной поверхностью, ограниченной внутренней и внешней окружностями, образованный чередующимися режущими элементами двух типов с одинаковой твердостью и зернистостью, которые на боковой поверхности круга выполнены в форме трапеций, большие основания которых расположены противоположно друг другу, причем первый тип режущих элементов представляет собой основу, выполненную из абразивных зерен на керамической связке, а второй тип - из абразивных зерен на бакелитовой связке, при этом, указанные элементы выполнены в виде сегментов, равномерно чередующимися по всей плоскости одной из торцевых поверхностей круга, а боковые поверхности каждого из сегментов выполнены в виде спирали, простирающейся от внутренней до внешней окружности тела круга.
Площадь режущих элементов на керамической связке составляют 70-85%, а площадь режущих элементов на бакелитовой связке 15-30%.
Глубина режущих элементов на бакелитовой связке составляет 1/3÷1/2 толщины круга.
Ширина каждой из спирали режущих элементов на бакелитовой связке, образованной на торцевой поверхности круга, от его внутренней до внешней окружности, постоянна, при этом ширина всех спиралей между собой одинакова.
Ширина каждого из сегментов, образованных режущими элементами на керамической связке, больше, чем ширина сегментов, образованных режущими элементами на бакелитовой связке.
Предпочтительно, чтобы образованные чередующимися режущими элементами двух типов на боковой поверхности круга трапеции были выполнены равнобокими.
Изобретение иллюстрируется чертежами, где:
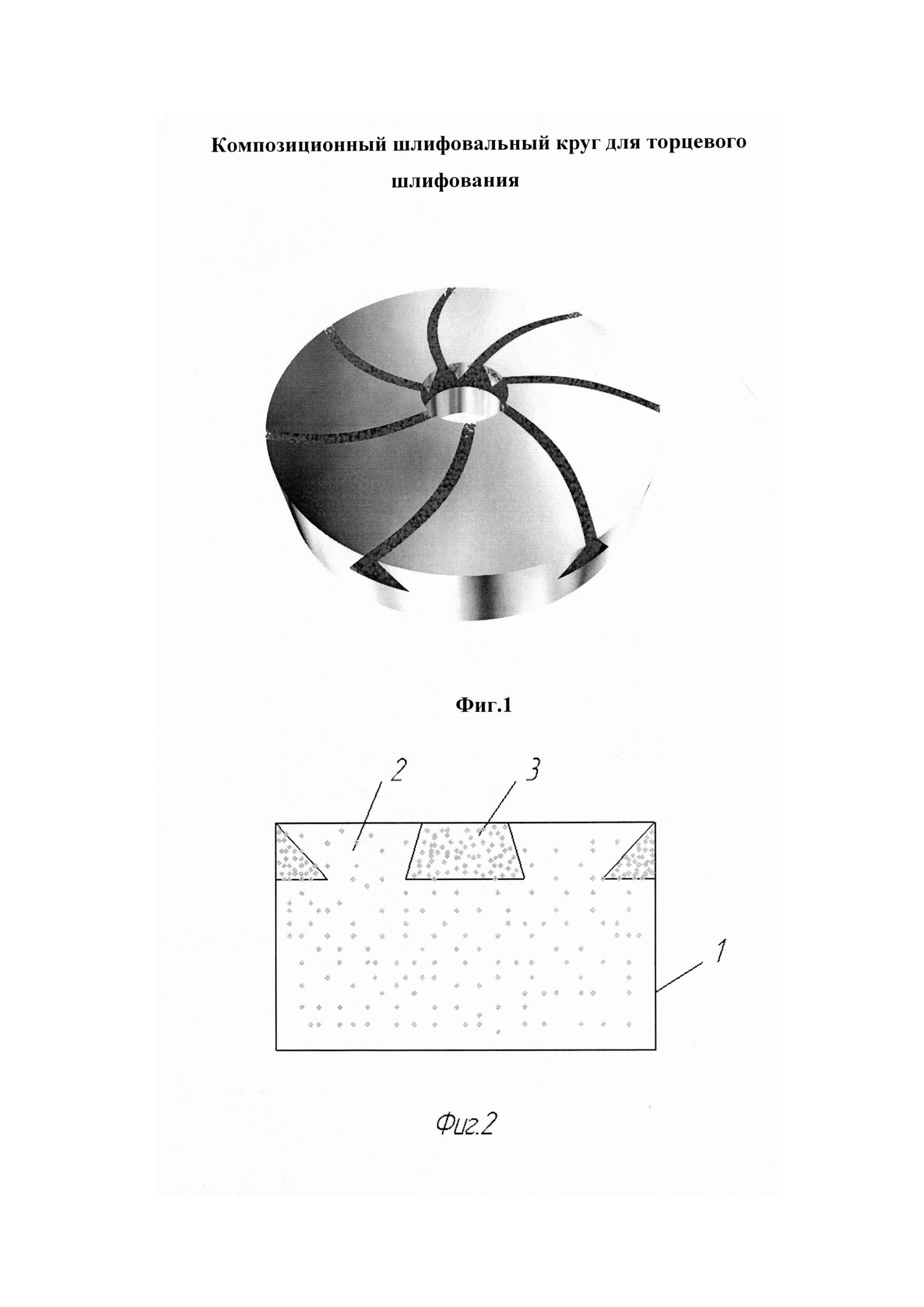
-на фиг. 1 изображен чашечный цилиндрический шлифовальный круг, тип 6 по ГОСТУ 2424, общий вид;
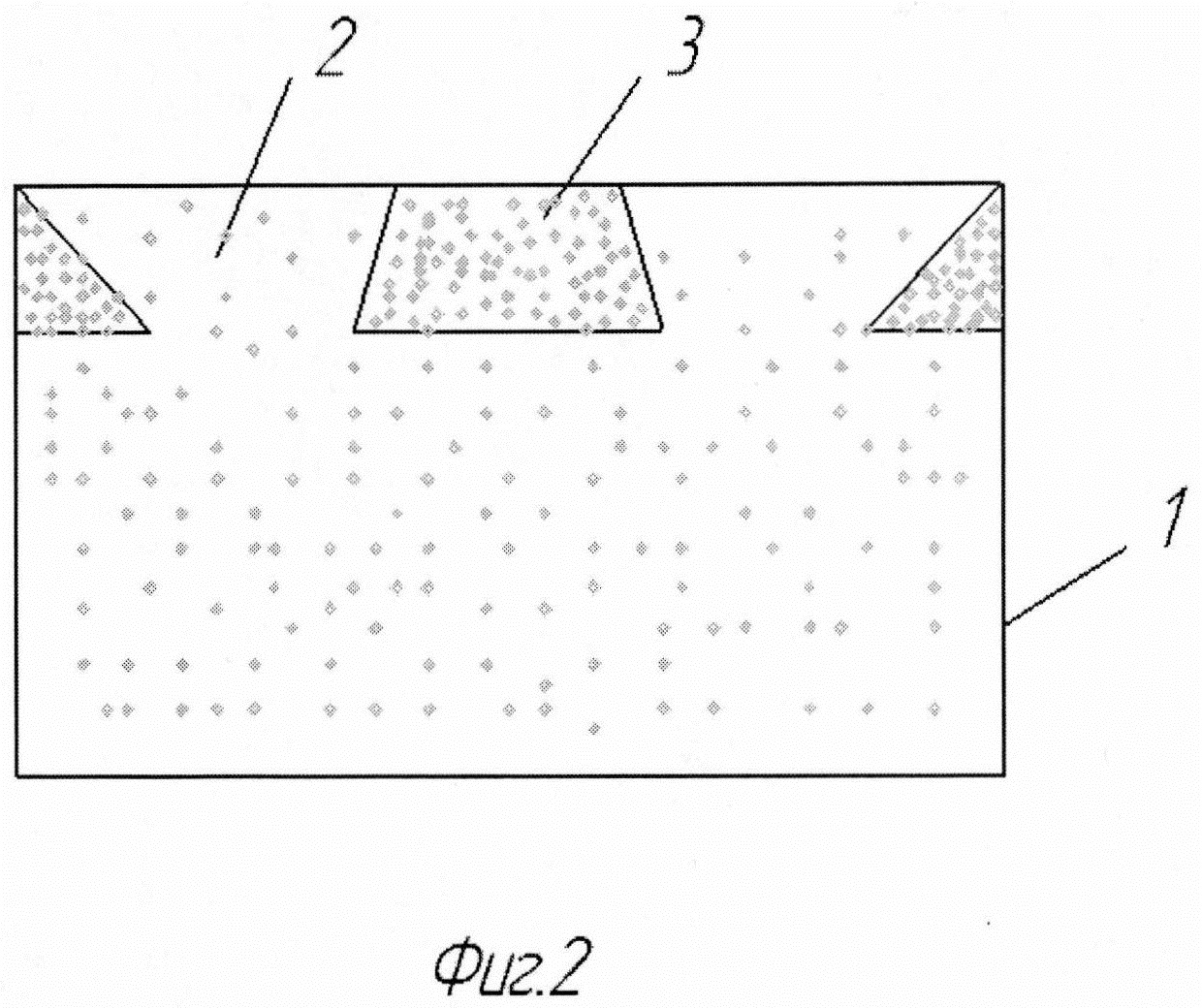
-на фиг. 2 - вид спереди на часть боковой поверхности круга на фиг. 1.
Изобретения представляет собой чашечный цилиндрический шлифовальный круг 1 (фиг. 1), выполненный в виде тела с рабочей абразивной поверхностью, ограниченной внутренней (посадочное отверстие) и внешней окружностями.
Поверхность тела круга образована чередующимися режущими элементами двух типов, которые на боковой поверхности круга выполнены в форме равнобоких трапеций, большие основания которых расположены противоположно друг другу. При этом основания трапеций этих элементов, как это видно из фиг. 2, ограничены с одной стороны торцевой поверхностью круга, а с другой - пунктирной линией, которая показывает толщину, на которую заделаны режущие элементы на бакелитовой связке. Это толщина составляет 1/3÷1/2 толщины круга, предпочтительно 1/3.
Режущие элементы первого типа 2, площадь которых составляет 70-85% от всей площади шлифовального круга, выполнены из абразивных зерен на керамической связке, а элементы второго типа 3, площадь которых составляет 15-30% от всей площади шлифовального круга - из абразивных зерен на бакелитовой связке.
Как видно из фиг. 1, указанные элементы 2,3 выполнены в виде сегментов, равномерно чередующихся по всей плоскости одной из торцевых поверхностей круга. Боковые поверхности каждого из сегментов выполнены в виде спирали, простирающейся от внутренней до внешней окружности тела круга. При этом под боковыми поверхностями понимается вертикальные плоскости, образованные в местах соприкосновения друг с другом чередующихся сегментов, т.е. у каждого сегмента две боковые вертикальные поверхности.
Под сегментом в данной заявке понимается часть торцевой поверхности круга, ограниченная частью внутренней и внешней окружностей тела круга, а также двумя боковыми поверхностями каждого из режущих элементов 2,3.
Сущность изобретения заключается в следующем. Вначале корпус шлифовального круга 1 (фиг. 1, 2) штампуется и спекается с режущими элементами 2 на керамической связке. Режущие элементы 2 в осевом направлении (на боковой поверхности) имеют форму равнобоких трапеций. При этом в поверхности круга образовывают впадины, выполненные в виде спирали на одной из его торцевых сторон, которые заполняют абразивной массой на бакелитовой связке той же зернистости, которую имеет абразивная масса на керамической связке, с последующей штамповкой.
Следует отметить, что впадины выполняют таким образом, чтобы ширина (т.е. расстояние между двумя боковыми поверхностями), каждой из спирали режущих элементов 3 на бакелитовой связке, образованной на торцевой поверхности круга, от его внутренней до внешней окружности, была постоянна, а ширина всех спиралей из элементов 3 между собой также была одинакова. При этом ширина каждого из сегментов, образованных режущими элементами на керамической связке 2, больше, чем ширина сегментов, образованных режущими элементами 3 на бакелитовой связке.
Данное обстоятельство продиктовано последующей равномерной обработкой изделий, а также уменьшению радиального и осевого износа круга.
После этого, композиционный шлифовальный круг спекают по технологии производства абразивных кругов на бакелитовой связке. В итоге получается композиционный абразивный круг с чередующимися режущими элементами 2 и 3 одинаковой твердостью и зернистостью, но с разными связками.
Для частей абразивного инструмента на бакелитовой связке, (структура абразивного изделия двухсоставная, поры отсутствуют) применяют, например:
- электрокорунд нормальный: марки - 16А, 15А, 14А, 13А, 12А, (микротвердость 20 ч-22 ГПа, механическая прочность 80%, абразивная способность 82%, прочность единичного зерна - 20 Н);
- карбид кремния черный (микротвердость 25÷27 ГПа, механическая прочность 85%, абразивная способность 90%, прочность единичного зерна - 25 Н).
Для частей абразивного инструмента на керамической связке, (структура абразивного изделия трехсоставная, при этом средние размеры пор в структуре абразивного изделия 150 мкр - 25÷30% в объеме) применяют, например:
- легированный электрокорунд хромистый, легированный хромом -марки 34А, 33А, 32А (микротвердость 30÷32 ГПа, механическая прочность 90%, абразивная способность 162%, прочность единичного зерна - 30 Н);
- или кубический нитрид бора (микротвердость 33÷36 ГПа, механическая прочность 95%, абразивная способность 189%, прочность единичного зерна - 35 Н).
В частном примере, круги изготовлены из зерна изометрической формы Кф-(1,15-1,46) зернистостью от 16 до 80.
Зернистость абразивного материала на бакелитовой связке F180, а на керамической F150, согласно ГОСТ Р 52381-2005, а зерновой состав -согласно ГОСТ Р 523 81 - 2005.
Композиционный шлифовальный круг на операции торцевого шлифования работает следующим образом.
Режущие элементы 2 на керамической связке шлифовального круга 1 в процессе обработки обладают высокой огнеупорностью, водостойкостью, химической стойкостью и хорошо сохраняют профиль круга. Режущие элементы 3 на бакелитовой связке, шлифовального круга 1 обеспечивают безприжоговое шлифование.
Форма режущих элементов 2 и 3 (фиг. 2) в осевом направлении в виде равнобоких трапеций, большее основание которых расположены противоположно друг другу, обеспечивает их надежное сцепление. Боковые границы режущих элементов 2 и 3, образованные по спирали по всей плоскости торца круга, позволяют без ударов внедряться абразивным зернам в обрабатываемый металл. Наличие режущих элементов 2 и 3 на торце круга, без впадин, повышает производительность обработки и соответственно увеличивает эффективность процесса шлифования.
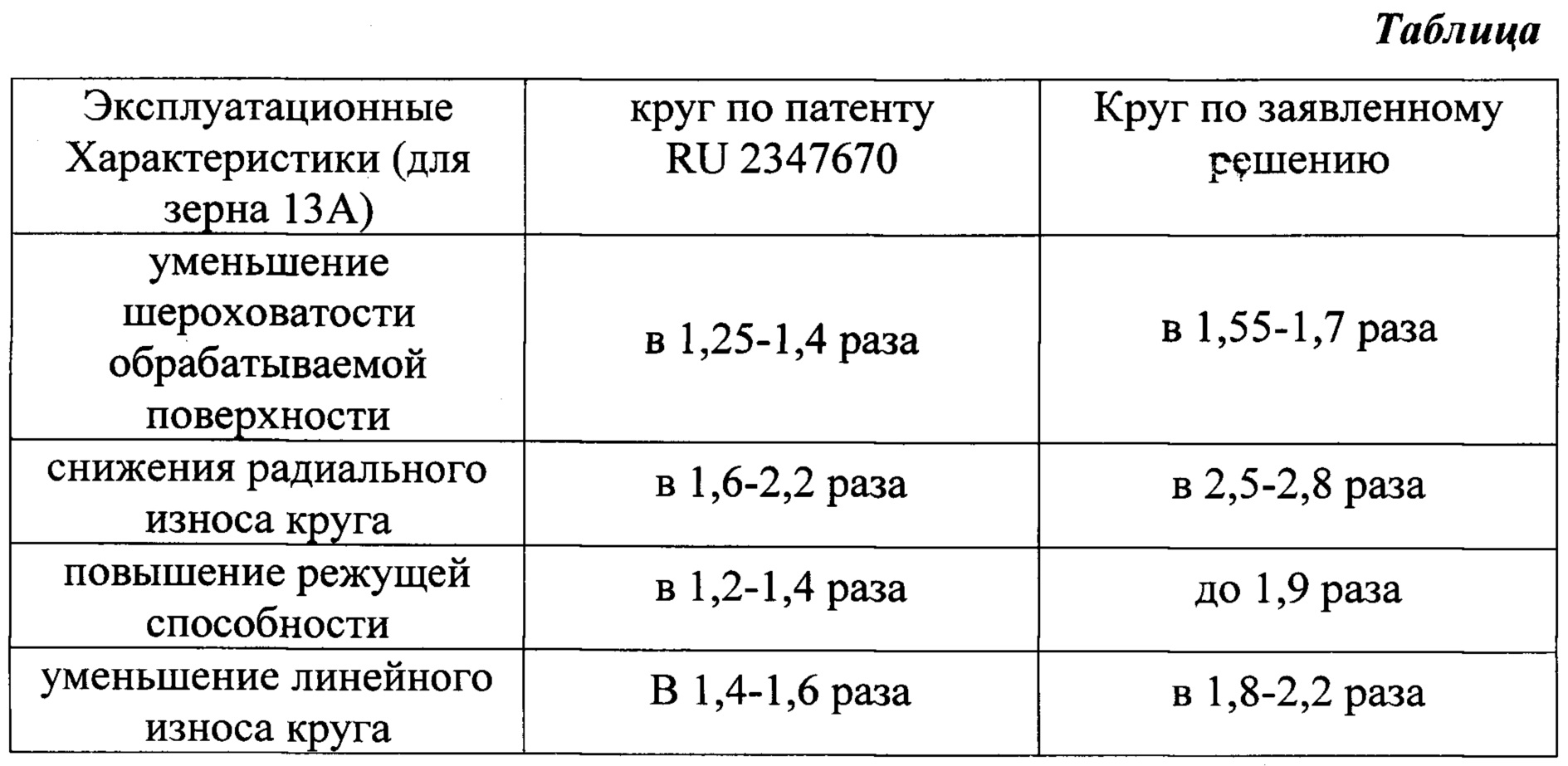
Проведенные эксплуатационные испытания данного шлифовального круга с заявленными конструктивными особенностями показали высокие характеристики как самого круга, так и результаты обработки металлических изделий, по сравнению с предшествующими аналогами.
Ниже приведена таблица сравнения результатов испытаний кругов аналога и заявленного решения, составленная по результатам испытаний:
Способ заполнения мягких контейнеров сыпучим материалом и устройство для его осуществления
Способ термической обработки сварных стыков рельсов
Технологическая линия для производства пенобетонных изделий
Технологическая линия для производства пенобетонных изделий
Парогенератор натрий-вода-пар с потоками теплоносителя, физически разделенными двумя твердыми стенками (варианты)

