Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к области способов получения слоистых композиционных материалов с использованием взрывных технологий, обеспечивающих получение композиционных материалов с высокими значениями предела прочности и модуля упругости, которые широко применяются в машиностроении, в авиа- и ракетостроении, космической и специальной технике.
Все более широкое распространение находит метод получения композиционных материалов - сварка взрывом благодаря ряду значительных преимуществ.
Известен способ получения композиционного алюминиево-медного материала [1], согласно которому сначала составляют пакет из чередующихся слоев алюминия и меди, затем осуществляют сварку взрывом. Соотношение толщины слоев алюминия и меди в пакете выбирают равным 1:(0,4…0,56).
После сварки пакет подвергают горячей прокатке при температуре 350…500°C. Полученную заготовку подвергают отжигу при температуре 400…500°C в течение 2…3 часов с последующим охлаждением на воздухе. Далее осуществляют окончательную прокатку при температуре 20…250°C.
Способ позволяет повысить модуль упругости композиционного материала и прочность сварного соединения. Материал обладает пониженной теплопроводностью в поперечном направлении и повышенной вдоль металлических слоев. Высокий модуль упругости материала (до 250 ГПа) и значительный предел прочности при растяжении (до 800…1000 МПа) обеспечиваются образованием на границе алюминий-медь интерметаллидов CuAl2. Однако способ не обеспечивает рационального сочетания высоких значений модуля упругости и предела прочности при растяжении. При высоком показателе модуля упругости композиционный материал имеет недостаточно высокую прочность сварных соединений в слоях. Это объясняется влиянием интерметаллидного слоя, образующегося по всей площади контакта слоев алюминия и меди. Слой интерметаллидов обладает высокой прочностью и тугоплавкостью, но в то же время хрупкостью и склонностью к трещинообразованию в процессе эксплуатации изделий из данного материала. При этом чем больше площадь контакта слоев, тем менее прочно сварное соединение.
Известен способ получения композиционного материала [2], который включает пакетирование чередующихся слоев алюминия (металл-основа) и меди (армирующий металл), сварку слоев взрывом, прокатку и термическую обработку материала. Слои армирующего металла формируют в виде фрагментов полос или проволоки, при этом на поверхности армирующих фрагментов перед закладкой выполняют насечку. Количество фрагментов определяют исходя из соотношения площадей слоев металла-основы и армирующего металла, равному 1:(0,5…0,7). Затем собирают пакет всех пластин, после чего осуществляют сварку взрывом слоев металла-основы и армирующего металла. Затем производят низкотемпературный отжиг при температуре 150°C для снятия наклепа, прокатку заготовки и окончательный высокотемпературный отжиг при температуре 430°C в течение 6 часов. Способ позволяет получить слоистые композиционные материалы с обеспечением рационального сочетания механических свойств, а именно высоких значений модуля упругости и предела прочности при растяжении. Это объясняется локальным характером образования интерметаллидов по границам упрочняющего металла и высокой прочностью сцепления слоев благодаря наличию насечек на фрагментах армирующего металла. Однако у композиционного материала из-за анизотропии свойств снижаются механические и технологические характеристики.
Наиболее близким по технической сущности к предлагаемому изобретению является способ получения композиционного материала [3]. Способ, взятый за прототип, включает пакетирование чередующихся слоев металла-основы и армирующего металла в виде перфорированных листов со сквозными каналами, распределенными равномерно по площади листа, при этом каналы выполнены с противоположно направленной конусностью в соседних каналах и расположены в плоскости листа в шахматном порядке.
Известный способ осуществляют следующим образом. Подготавливают листы металла-основы и армирующего слоя исходя из соотношения их площади в пределах 1:(0,5…0,7). Листы металла-основы очищают, обезжиривают. В армирующем слое выполняют конические каналы диаметром 5…30 мм с противоположно направленной конусностью в соседних каналах. При этом каналы с одноименной конусностью располагают в плоскости листа в шахматном порядке.
Подготовленные листы материалов собирают в пакет, имеющий взрывчатое вещество, и осуществляют подрыв, в результате которого осуществляется сварка собранных в пакет листов. Далее производят низкотемпературный отжиг, прокатку и окончательный высокотемпературный отжиг (400…500°C).
Способ позволяет повысить прочность сварного соединения материала, увеличить предел прочности при растяжении и значение модуля упругости. Это объясняется наличием в пакете как контакта свариваемых слоев металла основы и армирующего металла, обеспечивающего высокую прочность сварного шва, так и участков интерметаллидных слоев, заполненных более мягким алюминием, которые противодействуют распространению микротрещин по всему материалу. Коническая форма каналов значительно облегчает заполнение их полости металлом-основы, а использование противоположно направленной конусности в соседних каналах, расположенных в шахматном порядке за счет равномерности их распределения по площади контакта и их встречного взаимодействия, нейтрализует повышение напряжений в сварном соединении и анизотропность механических свойств слоистого композиционного материала.
Способ, взятый за прототип, имеет следующие недостатки:
- снижение прочности сварного соединения в местах узкой части конуса, вызванное неблагоприятными условиями для проникновения металла-основы в армирующий слой. Снижение прочности хотя и частично компенсируется соседним каналом с обратной конусностью, но не обеспечивает равномерности распределения прочности по всей площади свариваемых слоев, снижая среднюю величину прочности;
- недостаточная пластичность материала, вызванная разными условиями формирования контакта металла-основы и армирующего слоя. Коническая форма канала увеличивает действие усилия контакта только с одной стороны, поэтому поток металла-основы с широкой стороны конуса более интенсивный и проникает в армирующий слой на большую глубину, а с узкой - на меньшую, что приводит к неравноценному соединению и неравномерному распределению прочности по всему объему композиционного материала, это также снижает пластические свойства материала и ограничивает область его применения;
- неоднородная форма поверхности композиционного материала после сварки взрывом, вызванная неблагоприятными условиями для проникновения металла-основы в каналы армирующего слоя, затрудняет условия процесса последующей прокатки композита.
Однако ресурс повышения механических свойств и расширение области применения способа получения композиционного материала сваркой взрывом в изобретении-прототипе до конца еще не исчерпан.
Задача, на решение которой направлено настоящее изобретение, заключается в расширении возможности способов получения композиционных материалов с высокими техническими параметрами. Технический результат, достигаемый при реализации заявленного изобретения, заключается в повышении механических свойств, достижении их рационального сочетания, расширении диапазона применения способа сварки взрывом при получении композиционных материалов.
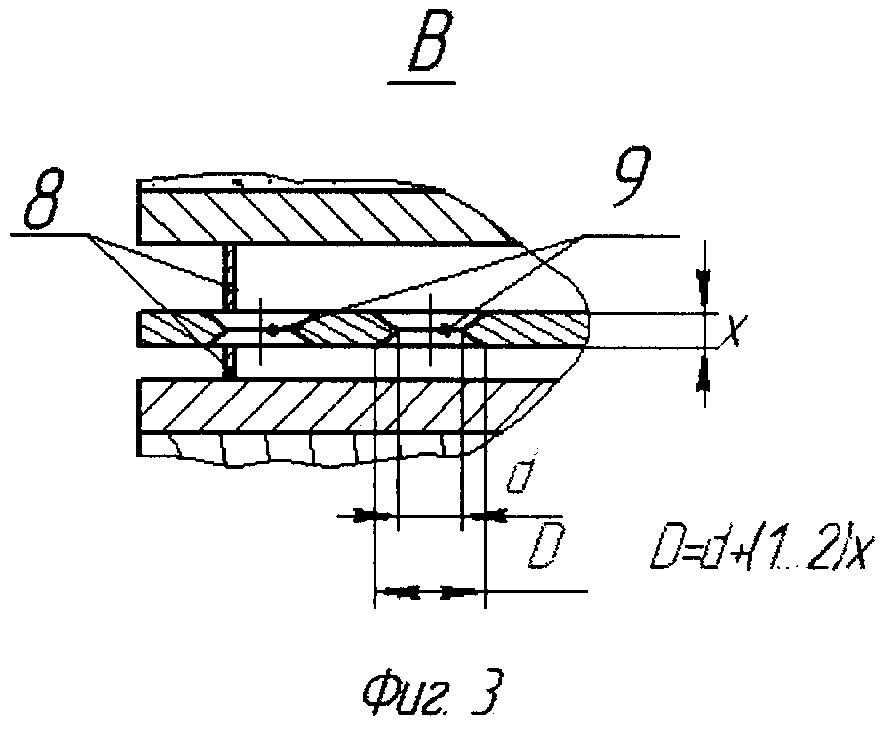
Указанный технический результат достигается тем, что способ получения композиционного материала включает пакетирование чередующихся слоев металла-основы и армирующего металла, выполненного в виде перфорированного листа со сквозными каналами, равномерно распределенными по площади листа, сварку слоев взрывом, низкотемпературный отжиг, прокатку и окончательный высокотемпературный отжиг материала. Каналы в армирующем металле выполняют в виде противоположно направленных конусов, усеченных в середине листа. Диаметр в месте контакта конусов меньше диаметра основания конусов на 1…2 толщины листа.
Способ иллюстрируется чертежами. На фиг. 1 представлен продольный вертикальный разрез Б-Б пакета слоев металла-основы, армирующего металла и вспомогательных технологических слоев. На фиг. 2 представлен поперечный разрез А-А, показывающий лист армирующего металла со сквозными каналами. На фиг. 3 представлен выносной элемент В, показывающий в увеличении форму и расположение каналов в листе армирующего металла. На фиг 1-3 обозначено: 1 - грунт, 2 - деревянная подкладка, 3 - нижний слой металла-основы, 4 - слой армирующего металла, 5 - верхний слой металла-основы, 6 - взрывчатое вещество, 7 - электродетонатор, 8 - упор для обеспечения зазора между слоями металла, 9 - сквозные каналы в армирующем слое в виде противоположно направленных конусов, усеченных в середине листа.
Предлагаемый способ получения композиционного материала осуществляют следующим образом. Листы металла-основы (поз. 3, 5) очищают, обезжиривают. Для изготовления листов армирующего металла (поз. 4) производят расчет количества и размеров каналов, выполняют чертеж расположения каналов по площади листа с учетом их равномерного распределения. Расчеты производят исходя из соотношения площади слоев металла-основы и армирующего металла в пределах 1:(0,5…0,7). Рекомендуемый диаметр усеченного конуса в середине листа 5…30 мм в зависимости от габаритных размеров листов металла-основы и армирующего металла и он меньше диаметра конуса у основания на поверхности листа на 1…2 толщины армирующего слоя, что, в свою очередь, объясняется тем, что при меньшем чем одна толщина армирующего слоя его значении форма получаемого сквозного канала будет приближаться к цилиндрической, а при большем чем на две толщины армирующего слоя значении соотношения площади слоев металла-основы и армирующего металла будет выходить за пределы соотношения 1:(0,5…0,7). Каналы выполняют штамповкой или сверлением с двух сторон.
Подготовленные листы материалов собирают в пакет, снабжают пакет взрывчатым веществом 6 и осуществляют подрыв, в результате которого осуществляется сварка собранных в пакет листов. Далее производят операции - низкотемпературный отжиг, прокатку и окончательный высокотемпературный отжиг.
При сварке взрывом происходит проникновение металла-основы в каналы армирующего слоя. Коническая форма канала облегчает его заполнение. Симметричная форма таких каналов обеспечивает благоприятные условия проникновения с обеих сторон. В результате действия равноценных сил деформация металла-основы происходит с одинаковой скоростью и на оду величину, что обеспечивает плотное и равномерное заполнение канала и прочное соединение между листами металла-основы. Плотный и прочный контакт между слоями металла-основы и армирующего металла обеспечивает образование одинаковых интерметаллических зон, равномерно распределенных по объему композиционного материала, что также повышает прочность соединения и в то же время увеличивает пластичность.
Выполнение каналов в армирующем слое в виде противоположно направленных конусов, усеченных в середине листа, предотвращает появление сварочных напряжений, за счет создания одинаковых условий протекания процесса по всему объему, что устраняет возможность появления анизотропии механических свойств материала.
Проникновение металла-основы в каналы с обеих сторон на одну глубину снижает максимальный размер впадин на поверхности внешних слоев, создавая благоприятные условия для прокатки композиционного материала.
Вышесказанное в целом способствует увеличению прочности сварного соединения, пластичности композиционного материала, стабильности получения необходимых механических свойств.
Предлагаемое изобретение по сравнению с прототипом обеспечивает следующий положительный технико-экономический эффект:
- увеличение в среднем на 5…10% предела прочности на растяжение и модуля упругости за счет более прочного контакта между слоями металла-основы;
- отсутствие анизотропности механических свойств композиционного материала независимо от направления воздействия нагрузки. Это объясняется тем, что в отличие от прототипа, здесь обеспечивается равноценное соединение между слоями металла-основы и армирующего металла. Установлено, что механические свойства образцов, полученных по предлагаемому изобретению, измеренные в разных направлениях, одинаковые;
- повышение технологичности композиционного материала, полученного предлагаемым способом, за счет увеличения пластичности расширяет область его применения и возможность изготовления из него изделий более сложной конфигурации;
- более благоприятные технологические режимы процесса прокатки листов композита после сварки взрывом, что объясняется небольшими впадинами на поверхности, равномерно распределенными по всей площади листов.
Проведены испытания и исследования композиционных материалов, полученных по предлагаемому способу, которые сравнивались с прототипом.
Испытывались плоские алюминиево-медные слоистые композиционные материалы в виде двух пластин размером 200×200 мм из сплава АМг-6 толщиной 4 мм, между которыми размещался армирующий перфорированный медный лист марки М-0 толщиной 2 мм. В варианте предлагаемого изобретения диаметр отверстия в месте контакта конусов (в середине армирующего слоя) составлял 10 мм, а у основания конуса, т.е. на внешних сторонах армирующего листа 14 мм (увеличение на две толщины армирующего листа). В варианте прототипа диаметр меньшего отверстия конусного канала составлял 10 мм, а большего 15 мм.
Результаты испытаний физико-механических свойств алюминиево-медного слоистого композиционного материала, полученного по предлагаемому способу и по изобретению-прототипу, приведены в таблице 1.
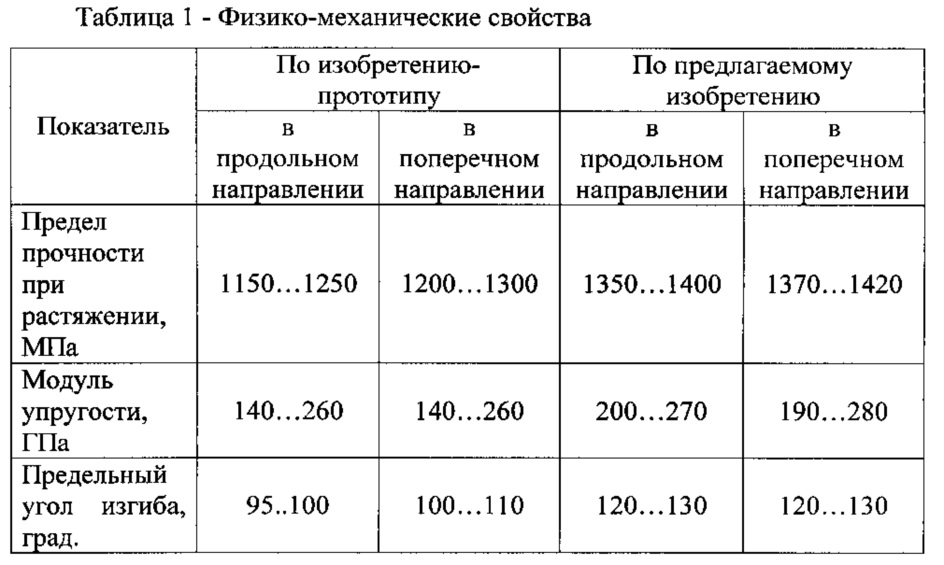
Из приведенных данных видно, что в предлагаемом изобретении обеспечиваются более высокие показатели предела прочности при растяжении, модуля упругости и угла изгиба композиционного материала, которые не зависят от направления вырезки из него контрольных образцов и имеют более стабильный результат.
Таким образом, предлагаемый способ обеспечивает получение высокомодульного слоистого композиционного материала, характеризующегося высокими физико-механическими свойствами. Предлагаемое изобретение найдет применение в различных отраслях промышленности.
Источники информации
1. Патент РФ RU 2221682 C1. МПК B23K 20/08, B32B 15/01. Способ получения композиционного материала. Опубл. 20.01.04.
2. Патент РФ RU 2407640 C2. МПК B23K 20/08. Способ получения композиционного материала. Опубл. 27.12.2010. Бюл. №36.
3. Патент РФ RU 2522505 C1. МПК B32B 7/04, B32B 15/01, B23K 20/08. Способ получения композиционного материала. Опубл. 20.07.2014. Бюл. №20.
Способ получения композиционного материала, включающий пакетирование чередующихся слоев металла-основы и армирующего перфорированного листа металла со сквозными каналами, распределенными равномерно по всей площади листа, сварку слоев взрывом, низкотемпературный отжиг, прокатку и окончательный высокотемпературный отжиг материала, отличающийся тем, что каналы в армирующем листе выполняют в виде противоположно направленных, усеченных в середине листа конусов, диаметр в месте контакта которых меньше диаметра их основания на 1–2 толщины листа.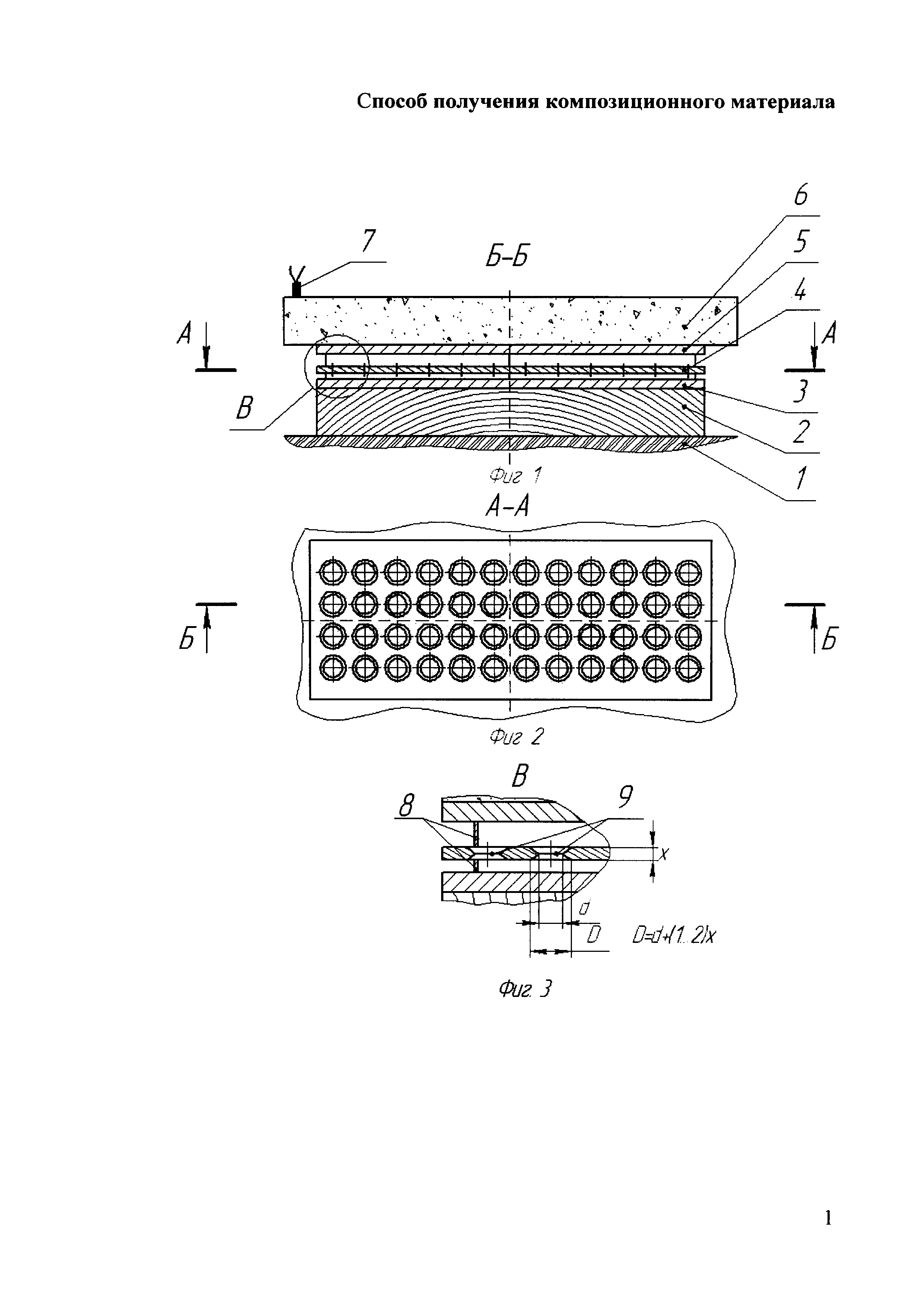
Способ неразрушающего экспресс-контроля сварных соединений и устройство, его реализующее
Роторная печь для пиролиза твердых бытовых отходов
Способ получения композиционного материала
Устройство для электрохимического исследования коррозии металлов
Способ изготовления металлокерамических зубных протезов
Способ лечения больных хроническим бактериальным везикулитом
Способ изготовления высокостабильного тензорезисторного датчика давления на основе тонкопленочной нано- и микроэлектромеханической системы
Способ формообразующей правки шлифовального круга алмазными роликами на шлифовальных станках с автоматическим циклом обработки
Способ сепарирования молока и устройство для его осуществления
Усиливающий пьезоэлектрический актюатор повышенной точности позиционирования
Способ неразрушающего экспресс-контроля сварных соединений и устройство, его реализующее
Роторная печь для пиролиза твердых бытовых отходов
Способ получения композиционного материала
Устройство для электрохимического исследования коррозии металлов
Способ изготовления металлокерамических зубных протезов
Способ лечения больных хроническим бактериальным везикулитом
Способ изготовления высокостабильного тензорезисторного датчика давления на основе тонкопленочной нано- и микроэлектромеханической системы
Способ формообразующей правки шлифовального круга алмазными роликами на шлифовальных станках с автоматическим циклом обработки
Способ сепарирования молока и устройство для его осуществления
Усиливающий пьезоэлектрический актюатор повышенной точности позиционирования

