Результат интеллектуальной деятельности: СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано в подшипниковой промышленности.
Известны аналогичные способы шлифования сферических торцов конических роликов (а.с. 1465274 от 23.02.87, БИ, 10, 89; а.с. 137781 от 15.11.86, БИ, 8, 61; а.с. 112298 от 15.11.56). В первом аналоге конические ролики базируют в цилиндрическую втулку с внутренней конической поверхностью; цилиндрическую втулку, в свою очередь, устанавливают в каждом гнезде диска, представляющего собой сквозное отверстие, ось которого наклонена к оси диска. Угол конуса внутренней поверхности цилиндрической втулки больше угла конуса обрабатываемого конического ролика, что обеспечивает перемещение линии его контакта с внутренней поверхностью втулки в процессе шлифования благодаря изменению наклона оси втулки при вращении диска и изменении направлений усилий резания. Во втором аналоге все шпиндели расположены по окружности радиально вокруг шлифовального круга, рабочая поверхность которого заправлена по форме тороида с радиусом, равным радиусу сфер шлифуемых конических роликов. Однако аналогичные способы шлифования сферических торцов конических роликов имеют недостаток. Он заключается в недостаточной точности выполнения радиуса сферы торца в связи с несовершенной схемой базирования и шлифования конического ролика во всех аналогичных технических решениях.
В качестве прототипа, по своей технической сущности, наиболее подходит способ шлифования сферических торцов конических роликов (а.с. 1465274 от 23.02.87, БИ, 10, 89; ВНИИПП, авторское свидетельство СССР №1278188, 1985 г.).
В способе-прототипе шлифуемые конические ролики устанавливаются в конусные втулки, расположенные в радиальных гнездах сепаратора, причем угол конуса наружной поверхности втулки равен углу раствора приводных дисков, а угол внутренней поверхности втулки равен углу конуса обрабатываемого конического ролика. Вращение на втулки передается от приводных дисков, при этом конические ролики вращаются вместе с втулками. При взаимодействии дисков с втулками они вместе перемещаются в зону обработки. При этом втулки с коническими роликами вращаются относительно собственной оси и вместе с сепаратором относительно оси вращения приводных дисков. В результате такого движения при шлифовании на торце конического ролика образуется сфера.
В способе-прототипе коническому ролику обеспечивается необходимое положение при установке и необходимые два движения подачи: вокруг оси дисков и собственной оси, находясь в конусной втулке. Этим обеспечивается формообразование поверхности сферического торца.
Однако способ-прототип имеет недостаток - в нем не обеспечивается требуемая точность радиуса сферы торца конического ролика относительно заданного номинального значения по причине возникающей погрешности базирования.
Заявляемый способ шлифования лишен указанного недостатка.
Сущность изобретения заключается в том, что в способе шлифования сферических торцов конических роликов, при котором конические ролики устанавливаются конической поверхностью во втулку со сквозным осевым отверстием, коническому ролику вместе с втулкой сообщают вращение вокруг их общей оси в продольной плоскости симметрии шлифовального круга, рабочий торец которого профилируют по радиусу сферы конического ролика, при этом обработку сферического торца ведут на 3-позиционном станке с круглым поворотным столом, тремя вращающимися установленными на нем шпинделями с цанговыми патронами и упорами-толкателями, неподвижным кулачком, ось которого совмещают с осью поворота круглого поворотного стола так, что в первой позиции стола втулку с установленным в ней коническим роликом подпружинивают с торца относительно упора-толкателя, базируют в цанговом патроне, перемещают их в осевом направлении до соприкосновения противоположного сфере торца конического ролика с регулируемым упором-толкателем и закрепляют; во второй позиции выполняется черновое и чистовое шлифование осевой подачей шлифовального круга; в третьей позиции стола конический ролик выталкивается из втулки посредством упора-толкателя, приводимого в действие неподвижным кулачком.
Технической задачей, которую решает изобретение, является повышение точности величины радиуса сферы торца конического ролика.
Доказательство возможности решения технической задачи с помощью реализации отличительного признака.
Отличительный признак изобретения - иной способ установки и привода рабочего движения конического ролика, исключающий влияние диаметра и угла наклона образующей предварительно обработанной конической поверхности конического ролика на радиус сферы обрабатываемой поверхности торца конического ролика. В изобретении это осуществляется установкой конического ролика в новое промежуточное звено - втулку с наружной цилиндрической поверхностью, зажатую в цанговом патроне. Установкой и центрированием конического ролика конической поверхностью по внутренней конической поверхности втулки реализуется двойная направляющая база, лишающая конический ролик четырех степеней свободы. Ориентирование конического ролика вдоль его оси упором-толкателем, противоположного сфере торца лишает конический ролик пятой степени свободы - возможности перемещения вдоль своей оси, чем реализуется опорная база конического ролика. Шестой степени свободы - возможности свободного вращения вокруг своей оси - конический ролик лишается за счет сил трения между наружной конической поверхностью конического ролика и внутренней конической поверхностью втулки и втулки с отверстием цанги.
В прототипе возникает погрешность базирования, т.к. конические ролики устанавливаются в конусную втулку, расположенную в радиальных гнездах сепаратора. Конусная втулка имеет постоянное осевое положение, в связи с чем осевое положение шлифуемого конического ролика зависит от погрешности посадочного диаметра и припуска на диаметр с предыдущей операции. В изобретении для того чтобы исключить влияние диаметра и угла наклона образующей конического ролика на радиус сферы и обеспечить требуемую величину коррекции радиуса сферы, конический ролик установлен конической поверхностью во втулку и упирается противоположным сфере торцом в упор-толкатель. Наружной цилиндрической поверхностью втулка вместе с коническим роликом установлена в цанговый патрон. Таким образом, реализуется принцип совмещения баз, согласно которому технологическую базу совмещают с измерительной базой. Этим в изобретении исключается возможность появления погрешности базирования.
Реализацией отличительного признака доказана возможность решения технической задачи.
Анализ известных технических решений и сравнение с ними заявляемого способа шлифования показал, что в них нет отличительных признаков заявки. Известные технические решения не обладают признаками заявленного, поэтому признаки заявляемого изобретения являются новыми.
В заявке представлены следующие графические материалы:
Фиг.1 - общая схема обработки сферического торца конического ролика, стола со шпинделями и шлифовальными кругами (вид сверху).
Способ шлифования сферы конического ролика в статике. Конический ролик 1 имеет возможность быть установленным внутри втулки 2. Втулка 2 имеет возможность быть установленной в цанге 3 цангового патрона 4. Внутренняя поверхность 5 втулки 2 выполнена в форме конуса, угол конуса которой равен углу конической поверхности 6 конического ролика 1, а диаметр исходя из наибольшего диаметра dp обрабатываемого конического ролика 1 и необходимой для обработки величины вылета конического ролика 1 из втулки 2. Для возможности центрирования конического ролика 1 конической поверхностью 6 по внутренней конической поверхности 5 втулки 2 реализуется двойная направляющая база, лишающая конический ролик 1 четырех степеней свободы. Пятая степень свободы конического ролика 1 - возможное перемещение вдоль его оси 7, лишается за счет упора-толкателя 8, подведенного к торцу 9 конического ролика 1, противоположного шлифуемой поверхности сферического торца 10. Шестая степень свободы конического ролика 1 - свободное вращение вокруг своей оси 7 - лишается за счет трения между конической поверхностью 6 конического ролика 1 и конической поверхностью 5 втулки 2. Таким образом, реализуются еще две опорные базы. Втулка 2 вместе с неподвижно установленным в ней коническим роликом 1 подпружинивается с торца относительно упора-толкателя 8 с помощью пружины 15, базируется наружной цилиндрической поверхностью 11 по двойной направляющей базе в цанге 3. Главным рабочим движением является возможность вращения шлифовального круга 12 вокруг собственной оси 13, заправленного по радиусу сферы Rсф. Таким образом, шлифовальный круг 12 имеет возможность, вращаясь вокруг своей оси 13, обрабатывать сферический торец 10 конического ролика 1, который, в свою очередь, имеет возможность вместе с втулкой 2 вращаться вокруг собственной оси 7. В зоне выгрузки конические ролики 1 имеют возможность выпада из втулок 2 за счет контакта с упором-толкателем 8, который имеет возможность двигаться в направлении оси 7 в результате контакта с неподвижным кулачком 16. Для возможности фиксации втулки 2 во время удара по коническому ролику 1 упором-толкателем 8 используется откидной упор 14 для втулки 2.
Способ шлифования сферы конического ролика в динамике. Перед шлифованием конических роликов 1 настраивают станок. Правят и балансируют установленный шлифовальный круг 12 на заданную величину радиуса сферы Rсф. Втулку 2 устанавливают в цангу 3 цангового патрона 4 таким образом, чтобы наружная цилиндрическая поверхность втулки 2 контактировала с внутренней цилиндрической поверхностью цанги 3 цангового патрона 4, и перемещают втулку 2 с установленным в ней коническим роликом 1 до соприкосновения противоположного сфере торца конического ролика 1 с регулируемым упором-толкателем 8, преодолевая сжатие пружины 15, и закрепляют. Настраивают механизмы загрузки и выгрузки для равномерной подачи обрабатываемых деталей в зону обработки и своевременной выгрузки обработанных деталей. Шлифовальный круг 12 располагают относительно цанги 3 цангового патрона 4 и втулки 2 так, чтобы был обеспечен съем требуемого припуска шлифовальным кругом 12. Включают вращение шлифовального круга 12 с требуемой частотой вращения nкр. Каждый из конических роликов 1 автоматически устанавливается, базируясь по двойной направляющей базе - наружной конической поверхностью по внутренней конической поверхности втулки 2. Одновременно за счет центрирования конического ролика 1 упором-толкателем 8 и внутренней конической поверхностью втулки 2 и возникающих при этом сил трения происходит базирование конического ролика 1 в направлении его оси 7 и в окружном направлении, предотвращающем его проворачивание во втулке 2. Включают вращение шпинделя с требуемой частотой nшп, обусловленной необходимыми величинами частоты nр вращения конического ролика 1 вместе с втулкой 2 вокруг своей оси 7. Технологическая операция выполняется на станке с 3-позиционным столом, где производится черновое и чистовое шлифование конического ролика 1, снимая необходимые припуски. Шлифование сферического торца конического ролика 1 ведут с обильным охлаждением. Попав в зону выгрузки, конические ролики 1 выпадают из втулок 2 в механизм выгрузки с помощью упора-толкателя 8, приводимого в действие неподвижным кулачком 16.
Пример конкретного выполнения способа шлифования конических роликов. Необходимо обработать поверхность сферического торца конического ролика радиально-упорного роликового подшипника 6 - 777756ХМ. Конический ролик имеет следующие размеры: длину 109,189-0,5 мм; наибольший диаметр - 49,809-0,2 мм; наименьший диаметр - 45,326 мм; угол наклона образующей конуса 1°20′; радиус сферы торца 1068-53 мм; допустимая величина шероховатости сферического торца - 0,32 мкм; допустимое биение сферического торца 0,05 мм. Обработку производят на модернизированном сферошлифовальном станке СШ-70 со следующими режимами шлифования: припуск, снимаемый при шлифовании - 0,1 мм; скорость шлифовального круга 26,2 м/с; частота вращения изделия 570 мин-1. Действительная величина радиуса сферы шлифовального торца колебалась в пределах от 1060 до 1020 мм.
Использовался шлифовальный круг, имеющий следующие характеристики: 1-500×500×305 14A 25H С В. Применялась СОЖ. После шлифования допуск на расстояние сферы от противоположного торца был выдержан в пределах допуска 109,189-0,1 мм.
Таким образом, заявляемый способ позволяет повысить точность почти в 2 раза по сравнению с прототипом.
Экономическую эффективность заявляемого способа шлифования можно определить как разность дополнительных затрат на его реализацию и стоимость брака.
Способ шлифования сферических торцов конических роликов, включающий установку конического ролика конической поверхностью во втулку и сообщение вращения коническому ролику вместе с втулкой вокруг их общей оси в продольной плоскости симметрии шлифовального круга, рабочий торец которого профилируют по радиусу сферы конического ролика, отличающийся тем, что шлифование сферического торца ведут на 3-позиционном станке с круглым поворотным столом, с тремя установленными на нем вращающимися шпинделями, имеющими цанговые патроны и регулируемые упоры-толкатели, а также с неподвижным кулачком, ось которого совмещают с осью поворота упомянутого стола, при этом на первой позиции стола втулку с установленным в ней коническим роликом подпружинивают с торца относительно упора-толкателя, базируют в цанговом патроне шпинделя, перемещают в осевом направлении до соприкосновения торца конического ролика, противоположного обрабатываемому сферическому торцу, с упором-толкателем и закрепляют, во второй позиции стола выполняют черновое и чистовое шлифование сферического торца конического ролика с осевой подачей шлифовального круга, а в третьей позиции - конический ролик выталкивают из втулки посредством упора-толкателя и неподвижного кулачка.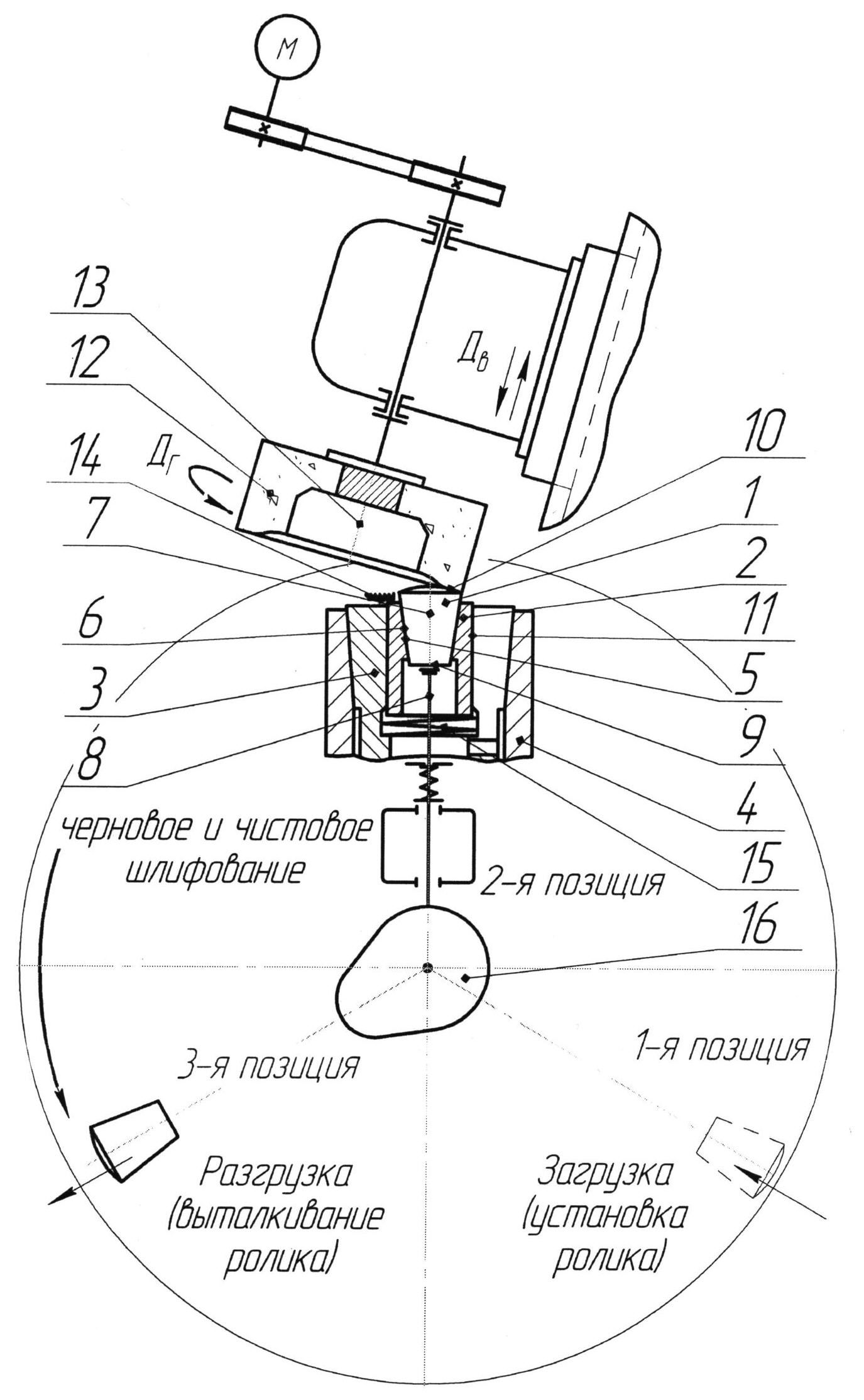
Способ обработки поверхностей вращения и инструмент для его осуществления
Способ определения прочностных характеристик материала и устройство для его осуществления
Способ обработки некруглых отверстий
Способ ускорения восстановления скелетных мышц от атрофии после длительной алкогольной интоксикации
Способ интенсификации лечения доброкачественного пароксизмального позиционного головокружения
Установка измельчения зарядов из баллиститных порохов и трт
Способ получения наноструктурированного технически чистого титана для биомедицины
Система управления погружным электроцентробежным насосом и кустовой насосной станцией
Устройство продольной дифференциальной защиты двухобмоточных силовых трансформаторов
Аэрозолеобразующий состав
Гранулированный железоалюминиевый термит
Способ переработки нефтесодержащих шламов
Способ приготовления хлеба (варианты)
Минеральный порошок для асфальтобетонной смеси
Способ получения битума из нефтесодержащих отходов

