Результат интеллектуальной деятельности: СПОСОБ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ ЗАМКНУТОЙ КОНФИГУРАЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА
Вид РИД
Изобретение
Предлагаемая к защите группа изобретений относится к области производства упрочненных труб, длинномерных профилей замкнутой конфигурации из композиционного материала раздуванием в формах. Может найти применение для различных несущих облегченных конструкций, например солнечных батарей, антенн и др.
Из патентной литературы известна экструзионно-раздувная формовочная машина для изготовления изделий раздуванием в формах с подвижными частями заготовок, предварительно отформованных экструзией, из полимерных материалов в пластическом состоянии (RU №2186683, B29C 49/04).
Машина содержит рамную станину, несущую электронагреваемый экструдер с формующей трубчатую бесконечную заготовку головкой, под которой размещен механизм отделения штучной заготовки, вертикально подвижное сопло подачи технологического воздуха в прессформу, состоящую из смыкаемых полуформ, установленных на монтажных плитах, связанных с пневмоцилиндрами позиционирования, и механизм удаления облоя.
Способ формования бесконечной трубчатой заготовки, применяемый в вышеназванной машине, не позволяет производить формование длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов на основе термореактивных пластмасс: стеклопластиков, органопластиков, углепластиков и др., что обусловлено физико-механическими и химическими свойствами этих материалов.
Наиболее близким аналогом к предлагаемой группе изобретений можно считать «Устройство и способ производства молекулярно биориентированных пластмассовых труб» (RU №2429967, B29C 49/16).
Устройство для производства молекулярно биориентированных пластмассовых труб содержит:
- форму, с помощью которой изготавливают ориентированную трубу из трубной заготовки путем расширения. При этом форма образована центральным корпусом, первой верхней частью и второй верхней частью, соединенными на противоположных сторонах центрального корпуса;
- жесткую и перфорированную направляющую, которая центрирована внутри формы, проходит между верхними частями и центральным корпусом, имеет внешний диаметр немного меньше, чем внутренний диаметр трубной заготовки, снабжена отверстиями, выполненными с возможностью пропускания через них текучей среды, которая вызывает расширение трубной заготовки к внутренним стенкам формы;
- камеру охлаждения, каналы, соединяющие центральный корпус с окружающей средой через коллектор, выполненный с возможностью создания вакуума.
Способ производства молекулярно биориентированных пластмассовых труб, в котором использовано устройство для производства молекулярно биориентированных пластмассовых труб, включает следующие стадии:
- введение трубной заготовки через верхнюю часть в продольном направлении, подгоняя ее внутреннюю поверхность к внешней поверхности перфорированной направляющей, при этом до введения трубную заготовку нагревают до температуры формы, а перфорированную направляющую - до такой же температуры, что и температура трубной заготовки перед введением текучей среды для расширения;
- закрепление трубной заготовки в форме, закрытие формы с помощью уплотнительной втулки;
- подача текучей среды через центральное отверстие в отверстия направляющей для расширения трубной заготовки до внутренних стенок формы, и в то же самое время создание вакуума в камере, образованной между формой и трубной заготовкой;
- за счет давления текучей среды трубная заготовка принимает внутреннюю геометрию формы.
Недостаток указанного устройства и реализованного в нем способа заключается в отсутствии равномерного распределения рабочего давления текучей среды на внутреннюю поверхность заготовки трубы, внешняя поверхность которой также неравномерно принимает внутреннюю геометрию формы, что влияет на качество получаемого профиля.
Кроме того, к недостаткам можно отнести и то, что нагрев заготовки, перфорированной направляющей и формы происходит поэтапно, а также необходимость создания вакуума между заготовкой и формой. Все это усложняет конструкцию и способ, не дает возможность формовать длинномерные профили из стеклопластиков, органопластиков, углепластиков и др. термореактивных пластмасс.
Задача, на решение которой направлена предлагаемая группа изобретений, заключается в получении качественных длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов с высокой точностью, эксплуатационной прочностью и надежностью.
Поставленная задача решается тем, что в способе формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов, заключающемся в раздаче заготовки при помощи нагрева и расширяющей среды до размеров формы, смыкаемой из полуформ, путем установки и закрепления этой заготовки на направляющей, перфорированной, соединенной через ее центральное отверстие с источником расширяющей среды, и центрированной в осевом направлении внутри формы, давление расширяющей среды распределяют равномерно по длине перфорированной направляющей, заготовку образуют путем набора пакета из полимерных композиционных материалов с пропиткой их связующим, внутренняя поверхность формы и наружная поверхность направляющей покрывается антиадгезионным слоем в виде фторопластовой пленки, укладываемой по спирали с перехлестом и фиксируемой связующим, идентичным связующему пакета заготовки, на антиадгезионный слой направляющей выкладывают, а затем закрепляют набранный пакет заготовки, на который наносят поглощающий слой из фильтровальной ткани, все предварительно собранное помещают в форму, нагревают до температуры полимеризации, одновременно с нагревом по центральному отверстию перфорированной направляющей подают рабочее давление расширяющей среды, при созданной температуре и рабочем давлении выдерживают заготовку в форме в течение времени полимеризации материала пакета заготовки, охлаждают как при давлении, так и без него и производят демонтаж формы.
Кроме того, поставленная задача решается тем, что в устройстве формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов, содержащем форму, состоящую из смыкаемых полуформ, жесткую перфорированную направляющую, центрированную в осевом направлении внутри формы, имеющую внешний диаметр меньший, чем внутренний диаметр формуемого замкнутого профиля, и соединенную через ее центральное отверстие с источником расширяющей среды, жесткая перфорированная направляющая оснащена герметично установленным на ней трубообразным упругим элементом.
Указанная, отличающая предлагаемый способ формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов, последовательность производимых операций, а именно установка и закрепление этой заготовки на направляющей, соединенной через ее центральное отверстие с источником расширяющей среды, перфорированной и центрированной в осевом направлении внутри формы, смыкаемой из полуформ, раздача заготовки до размеров формы, распределение давления расширяющей среды равномерно по длине перфорированной направляющей, образование заготовки путем набора пакета из полимерных композиционных материалов с пропиткой их связующим, покрытие внутренних поверхностей формы и наружной поверхности направляющей антиадгезионным слоем в виде фторопластовой пленки, укладываемой по спирали с перехлестом и фиксируемой связующим, идентичным связующему пакета заготовки, выкладка на антиадгезионный слой направляющей, а затем закрепление набранного пакета заготовки, нанесение на пакет поглощающего слоя из фильтровальной ткани, размещение всего предварительно собранного в форму, нагрев до температуры полимеризации, одновременная с нагревом подача по центральному отверстию перфорированной направляющей рабочего давления расширяющей среды, выдержка заготовки в течение времени полимеризации материала пакета заготовки в форме при созданной температуре и рабочем давлении, охлаждение как при давлении, так и без него, демонтаж формы.
Оснащение устройства формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов, содержащего форму, состоящую из смыкаемых полуформ, жесткую перфорированную направляющую, центрированную в осевом направлении внутри формы, имеющую внешний диаметр меньший, чем внутренний диаметр формуемого замкнутого профиля, и соединенную через ее центральное отверстие с источником расширяющей среды, герметично установленным на жесткой перфорированной направляющей трубообразным упругим элементом, позволяет обеспечить равномерное распределение рабочего давления на внутренних поверхностях заготовки и, как следствие этого, - равномерное прижатие его внешней поверхности к внутренним поверхностям смыкаемых полуформ.
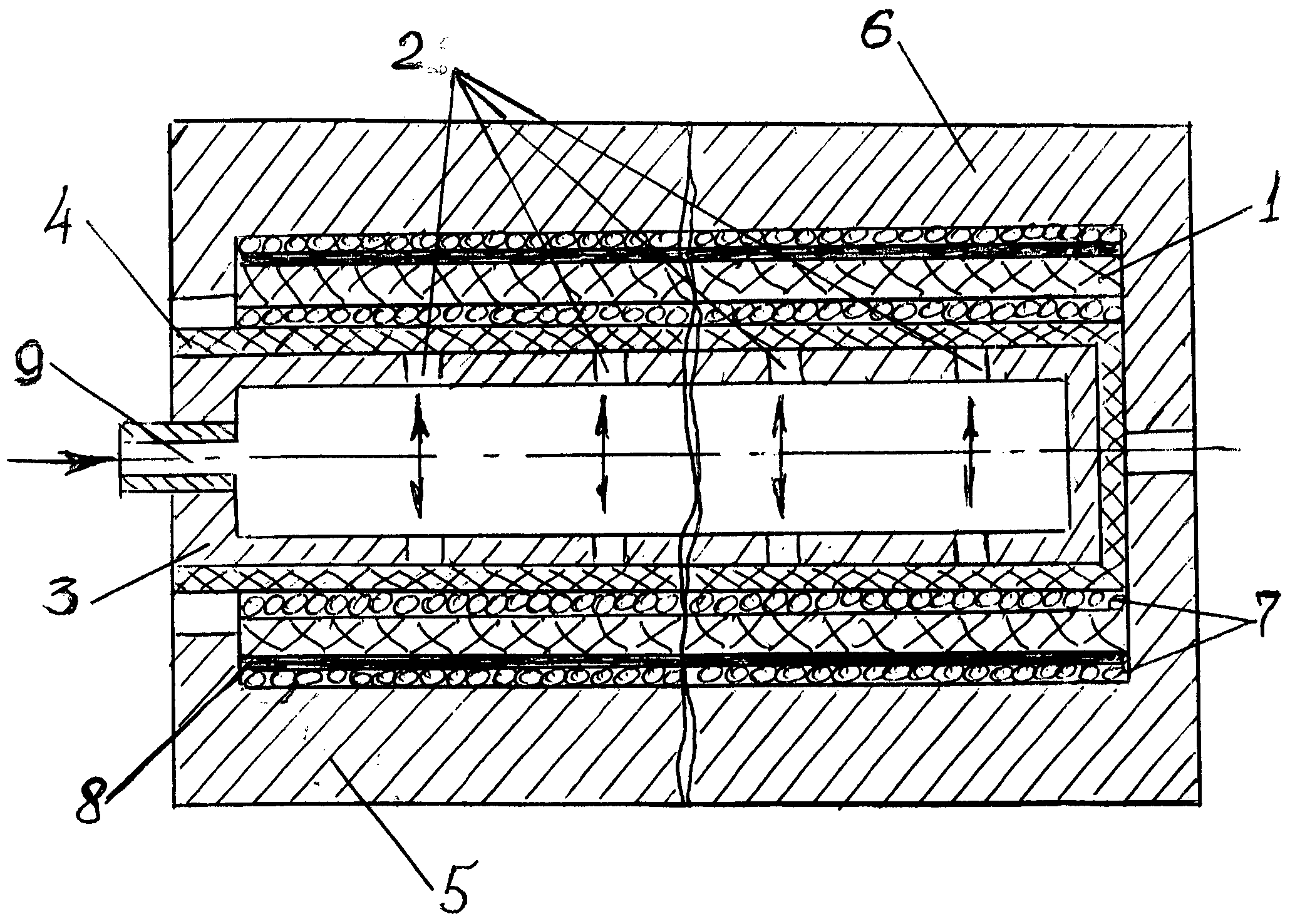
На чертеже представлена схема устройства формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов.
Способ формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов заключается:
- в предварительном наборе пакета заготовки 1 из полимерных композиционных материалов и пропитке его связующим;
- в создании равномерного распределения давления расширяющей среды по длине перфорированной направляющей путем герметичной установки на жесткую перфорированную 2 направляющую 3 трубообразного упругого элемента 4;
- закрепление на внутренних поверхностях полуформ 5 и 6 и на трубообразном упругом элементе 4 антиадгезионного слоя 7 в виде фторопластовой пленки, укладываемой по спирали с перехлестом и фиксируемой связующим, идентичным связующему пакета заготовки;
- закрепление на антиадгезионном слое 7 набранного пакета заготовки 1, нанесение на него поглощающего слоя 8 из фильтровальной ткани;
- помещение всего предварительно собранного в полуформу 5, смыкание полуформ 5 и 6 в единую форму и нагрев ее до температуры полимеризации материала пакета заготовки 1;
- одновременная подача по центральному отверстию 9 перфорированной 2 жесткой направляющей 3 рабочего давления расширяющей среды, выдержка заготовки 1 при температуре полимеризации и рабочем давлении в форме в течение времени полимеризации материала пакета заготовки, охлаждение как при давлении, так и без него.
Устройство формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов содержит форму, состоящую из смыкаемых полуформ 5 и 6, жесткую направляющую 3 с перфорирацией 2, центрированную в осевом направлении внутри сомкнутых полуформ 5 и 6 и имеющую внешний диаметр меньший, чем внутренний диаметр формуемой заготовки 1.
Жесткая направляющая 3 соединена через центральное отверстие 9 с источником 10 расширяющей среды и имеет герметично установленным на ней трубообразный упругий элемент 4.
Рассмотрим пример формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов на основе стеклопластика Э2-62 ГОСТ 1990-83, углепластика ЛУ-П-0,1А ГОСТ 28006-88, органопластика «Органита-18Т» ТУ 1559-11-2000:
1. Подготавливаем пакет заготовки длинномерного профиля замкнутой конфигурации, производим пропитку его связующим.
2. На жесткую перфорированную направляющую 3 устройства герметично устанавливаем трубообразный упругий элемент 4, например, из эластомера (резины).
3. На образующих поверхностях полуформ 5, 6 и трубообразном упругом элементе 4 жесткой перфорированной направляющей 3 располагаем антиадгезионный слой пленки 7 Ф-4ЭН ГОСТ 24122 по спирали с перехлестом до 5 мм с фиксацией концов липкой фторопластовой лентой, связующим идентичным связующему пакета заготовки 1.
4. Подготовленный пакет заготовки 1 выкладываем на полученный антиадгезионный слой 7 жесткой перфорированной направляющей 3 и прикатываем с помощью ролика.
5. Для удаления излишков связующего на уложенный пакет заготовки 1 наносим поглощающий слой 8 из фильтровальной ткани на основе полиэфирных нитей, ГОСТ 15978-93.
6. Жесткую перфорированную направляющую 3 с надетым на нее трубообразным упругим элементом (резиновой трубкой 4, нанесенным антиадгезионным слоем 7 и выложенным пакетом заготовки 1) устанавливаем в полуформу 5, фиксируем полуформой 6 (скрепляем полуформы при помощи крепежа).
7. Собранную форму помещаем в термопечь, подключаем подачу сжатого воздуха под рабочим давлением (0,6±0,05) МПа.
Температуру в термопечи поднимаем со скорость 2÷3 с/мин до температуры полимеризации заготовки от 165° до 175°C.
Выдерживаем заготовку в термопечи при указанной температуре полимеризации и рабочем давлении в течение 6 часов.
8. Охлаждаем заготовку профиля под рабочим давлением (0,6±0,05) МПа до температуры 120°C.
9. Охлаждаем заготовку профиля без рабочего давления до температуры 30°÷40°C.
10. Производим демонтаж формы.
11. Проводим контроль.
Полученный на предлагаемом устройстве и предлагаемым способом длинномерный замкнутый профиль из полимерных композиционных материалов на основе стеклопластика Э2-62 ГОСТ 1990-83, углепластика ЛУ-П-0,1А ГОСТ 28006-88, органопластика «Органита-18Т» ТУ 1559-11-2000 обладает высокой точностью диаметра ⌀ 18,2-0,2, ⌀I6-0,2, плоскостностью 0,3÷0,5 мм на длине 600 мм, высокими физико-механическими характеристиками: σпр.при сжатии=(350÷400) МПа, модулем упругости при сжатии (65000÷70000) МПа.
Таким образом, технический результат, достигаемый при использовании предлагаемой группы изобретений для формования длинномерных профилей замкнутой конфигурации из полимерных композиционных материалов, заключается в высоких точностных характеристиках получаемых профилей, упрощении и снижении трудозатрат за счет исключения дополнительных операций, повышении эксплуатационной надежности за счет технологической стабильности параметров.
Устройство для определения градиента температур в зоне сварки профилей при контактной стыковой сварке
Способ получения неразъемного соединения осесимметричных полых деталей из разнородных материалов
Теплозащитное покрытие
Способ измерения тепловой постоянной времени термодатчика
Способ контроля расходной характеристики устройств дифференциально-предохранительных и установка для осуществления способа
Устройство для сборки под сварку кольцевых стыков емкостей
Способ изготовления полых изделий
Пакет тепловой изоляции и способ его изготовления
Способ соединения трубопровода из полимерного композиционного материала с металлической законцовкой
Устройство для определения градиента температур в зоне сварки профилей при контактной стыковой сварке
Способ получения неразъемного соединения осесимметричных полых деталей из разнородных материалов
Теплозащитное покрытие
Многослойное изделие и способ его изготовления (варианты)
Способ получения высокотемпературного теплозащитного покрытия
Пакет тепловой изоляции и способ его изготовления
Способ соединения трубопровода из полимерного композиционного материала с металлической законцовкой

