Результат интеллектуальной деятельности: СПОСОБ ЗАМЕНЫ ЧЕТЫРЕХСТОЯЧНОЙ ОШИНОВКИ НА ТРЕХСТОЯЧНУЮ В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ СОДЕРБЕРГА
Вид РИД
Изобретение
Изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к способам замены конструктивных узлов алюминиевых электролизеров, и может быть использовано при замене ошиновки алюминиевых электролизеров действующей электролизной серии.
Известен способ замены конструктивных узлов алюминиевого электролизера электролизной серии при его капитальном ремонте, включающий отключение электролизера при полной токовой нагрузке серии шунтированием при помощи шунтирующих вставок (шунт-ножей), демонтирование анодной ошиновки, металлоконструкций, анодного и катодного устройств и при необходимости их замену (Справочник металлурга по цветным металлам. Производство алюминия. - М.: Металлургия, 1971, с.247-250).
Однако, при таком способе невозможно заменить катодную ошиновку электролизера действующей электролизной серии без снятия токовой нагрузки серии, поскольку, при отключении отдельного электролизера осуществляется шунтирование именно катодной ошиновки, при этом катодные шины одного электролизера соединяются шунтирующими вставками с катодными шинами другого, что и обеспечивает неразрывность электрической цепи и передачу тока электролизерам серии. Снятие же токовой нагрузки серии на время, необходимое для замены катодной ошиновки, связано прежде всего со снижением производительности серии. Кроме того, снятие токовой нагрузки серии приводит к технологическим нарушениям на всех электролизерах серии.
Наиболее близким является способ замены ошиновки алюминиевых электролизеров действующей электролизной серии, заключающийся в том, что после демонтажа анодной ошиновки отключенного электролизера осуществляют демонтаж катодной ошиновки предыдущего по ходу тока электролизера и ее замену на новую, используя временные обводные шинопроводы, разъемно соединенные с пакетами шин катодной ошиновки отключенного электролизера, при этом поочередно переключают катодные спуски с шин катодной ошиновки предыдущего по ходу тока электролизера на приваренные к временным обводным шинопроводам гибкие пакеты, демонтируют установленные шунтирующие вставки и пакеты шин существующей катодной ошиновки и устанавливают пакеты шин новой катодной ошиновки и осуществляют их шунтирование, после установки новой анодной ошиновки с новыми анодными стояками приваривают анодные стояки к пакетам шин новой катодной ошиновки, поочередно переключают анодные спуски с временных обводных шинопроводов на приваренные к новым шинам пакеты гибких лент, разбирают узлы соединения временных обводных шинопроводов с пакетами шин катодной ошиновки отключенного электролизера и демонтируют временные обводные шинопроводы (патент РФ №2118409, опубл. 27.08.1998 г., МПК C25C 3/16).
Данный способ предусматривает замену катодной ошиновки одного электролизера при условии, что последующий по ходу тока электролизер находится в отключенном состоянии, а так же использование временных обводных шинопроводов, изготовление которой является дорогостоящим и трудоемким процессом.
Задачей предлагаемого изобретения является снижение трудозатрат на монтаж-демонтаж ошиновки за счет отсутствия временных обводных шинопроводов, повышение технико-экономических показателей, работа всех ванн серии без отключения токовой нагрузки, стабилизация выхода по току на серии, постоянная наработка металла.
Техническим результатом при использовании заявленного изобретения является ускорение процесса монтажа-демонтажа ошиновки, стабильная работа всей серии электролизеров.
Достижение технического результата обеспечивается тем, что в способе замены ошиновки алюминиевых электролизеров действующей электролизной серии, включающем демонтаж катодной шины, подключенной к анодному стояку, поочередное переключение катодных спусков, согласно заявленному изобретению вначале осуществляют переключение крайнего гибкого спуска катодной шины, подключенной на входной анодный стояк с лицевой стороны последующего электролизера на катодную шину, идущую на выходной анодный стояк последующего электролизера с лицевой стороны, затем уменьшают сечение на оставшихся гибких спусках катодной шины, идущей на входной анодный стояк последующего электролизера и обрезают крайнюю шину анодного стояка, установленного на входном торце с глухой стороны предыдущего электролизера в верхней и нижней части анодного стояка, после чего изолируют, и в нижней части подключают к катодной шине, идущей на выходной стояк предыдущего электролизера, а в верхней части на прежнее место, при этом переключение гибких спусков с лицевой стороны и анодной шины с глухой стороны алюминиевого электролизера производят одновременно, после чего демонтируют анодный стояк, расположенный на выходном торце глухой стороны предыдущего электролизера и катодную шину, идущую на стояк до места соединения с крайней шиной анодного стояка, расположенного на входном торце с глухой стороны предыдущего электролизера, затем входные и выходные стояки с лицевой и глухой стороны соединяют перемычками, причем для соединения гибких катодных спусков с катодной шиной, шин анодного стояка с катодной шиной и анодных стояков используют заливку расплавленным алюминием.
Сущность изобретения поясняется следующими чертежами.
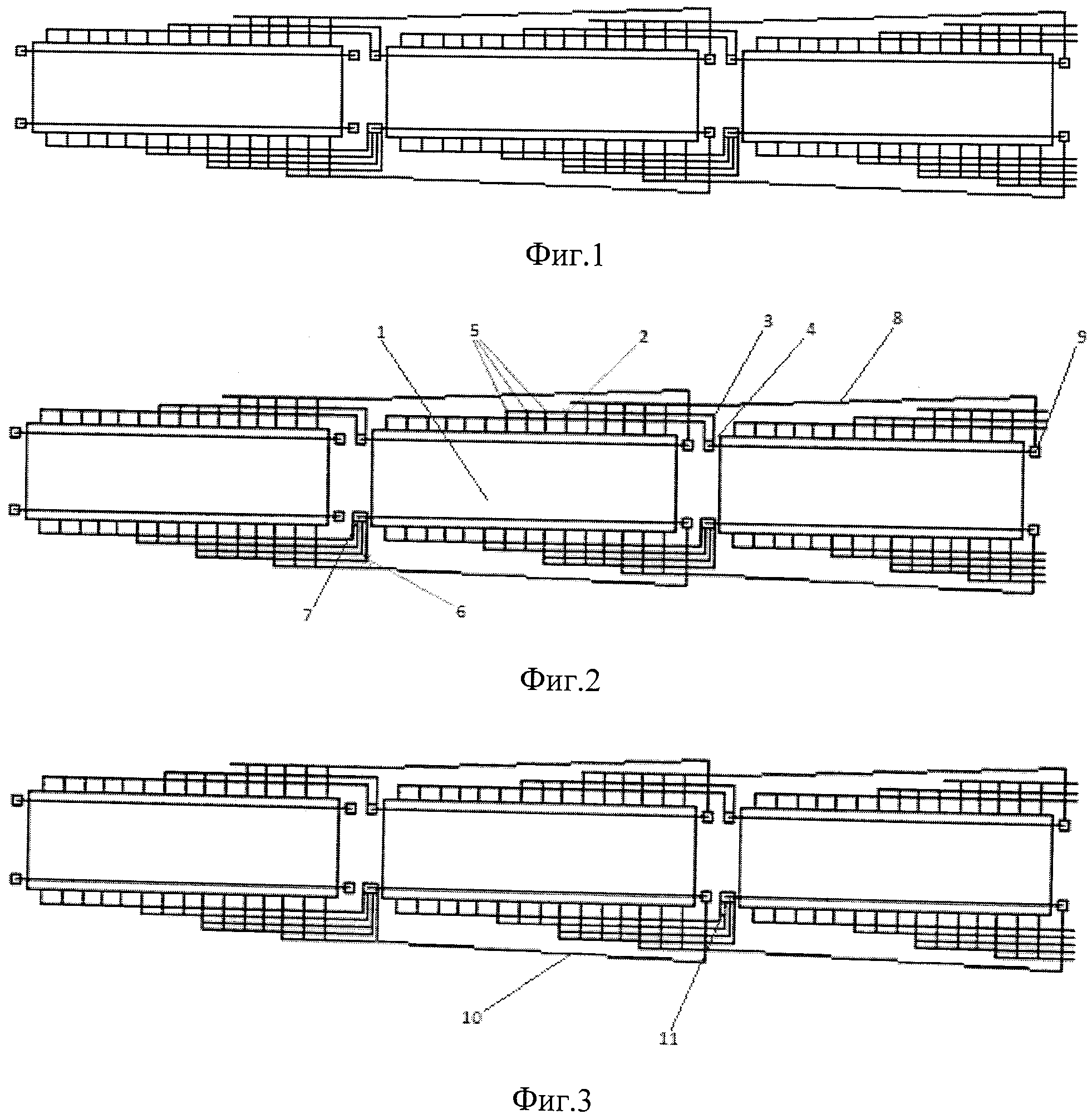
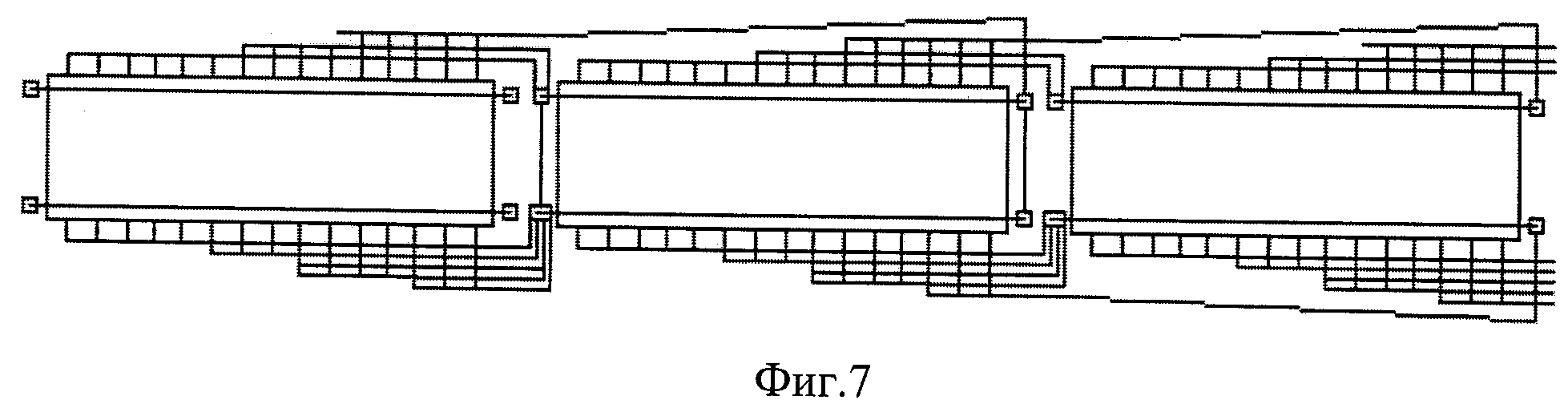
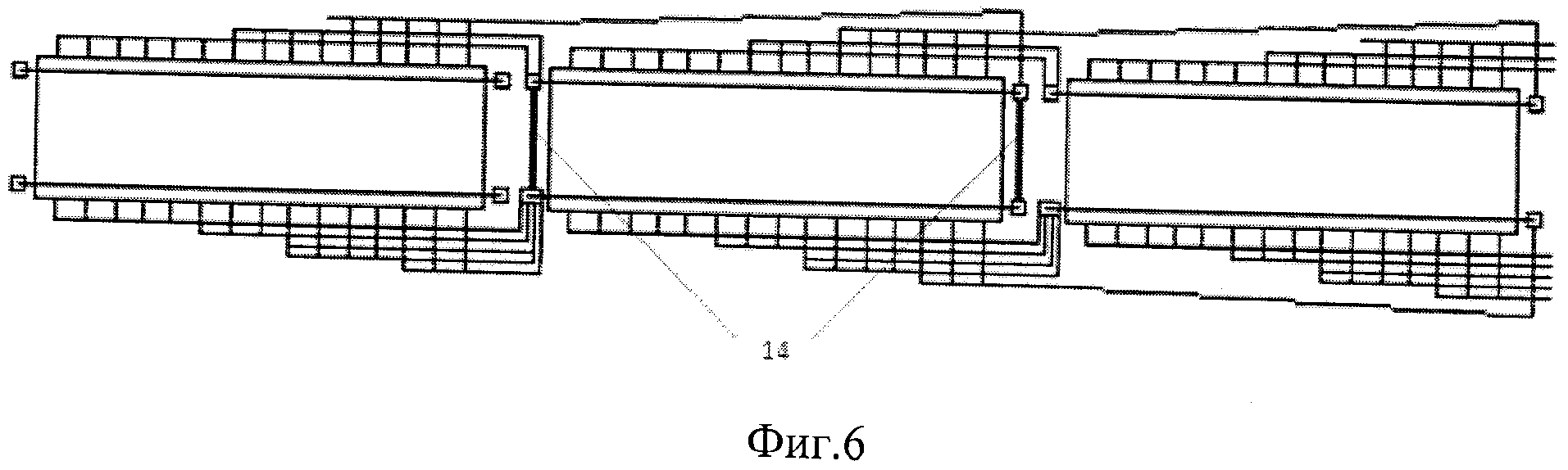
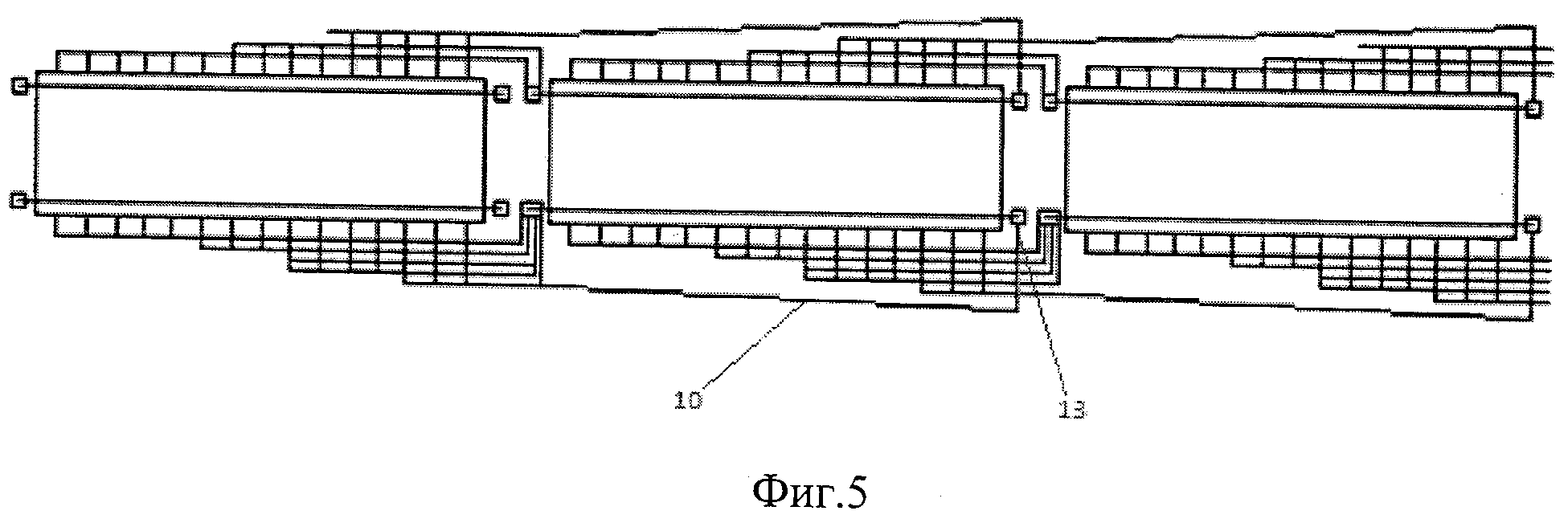
На фиг.1 изображена четырехстоячная ошиновка алюминиевого электролизера; на фиг.2 - обрезка крайнего гибкого спуска катодной шины, уменьшение сечения на оставшихся гибких спусках катодной шины, идущей на входной анодный стояк последующего электролизера, обрезка крайней шины анодного стояка, установленного на входном торце с глухой стороны предыдущего электролизера в нижней части анодного стояка; на фиг.3 - переключение крайнего гибкого спуска катодной шины на катодную шину, идущую на выходной анодный стояк последующего электролизера с лицевой стороны, изоляция обрезанной крайней шины анодного стояка с глухой стороны, подключение к катодной шине, идущей на выходной стояк предыдущего электролизера; на фиг.4 - обрезка крайней шины анодного стояка, установленного на входном торце с глухой стороны предыдущего электролизера в верхней части анодного стояка, изоляция обрезанной крайней шины; на фиг.5 - подсоединение обрезанной крайней шины анодного стояка к анодной ошиновке, демонтаж анодного стояка, расположенного на выходном торце глухой стороны предыдущего электролизера и катодной шины, идущей на демонтированный стояк до места соединения с крайней шиной анодного стояка, расположенного на входном торце с глухой стороны предыдущего электролизера; на фиг.6 - соединение входных и выходных стояков с лицевой и глухой стороны перемычками; на фиг.7 - трехстоячная ошиновка.
Способ замены четырехстоячной ошиновки на трехстоячную в алюминиевом электролизере без отключения токовой нагрузки осуществляется следующим образом.
В электролизере 1 обрезают крайний гибкий спуск 2 от катодной шины 3, подключенной на входной анодный стояк 4 с лицевой стороны последующего электролизера отбойным молотком с лопаткой, уменьшают сечение на оставшихся гибких спусках 5 катодной шины 3, идущей на входной анодный стояк 4 последующего электролизера при помощи ножниц по металлу (пневмоножниц). Обрезают крайнюю шину 6 анодного стояка 7 установленного на входном торце с глухой стороны предыдущего электролизера в нижней его части при помощи отбойного молотка с лопаткой. Подключают обрезанный крайний гибкий спуск 2 с лицевой стороны на катодную шину 8, идущую на выходной анодный стояк 9 последующего электролизера с лицевой стороны при помощи заливки расплавленного алюминия, взятого из соседнего электролизера, в заранее подготовленную на месте соединения ванночку. Изолируют обрезанную крайнюю шину 6 анодного стояка 7 с глухой стороны при помощи нескольких слоев изоляционного материала, после чего, подключают к катодной шине 10, идущей на выходной стояк 11 предыдущего электролизера, использовав для соединения заливку расплавленного алюминия в заранее подготовленную ванночку. При этом переключение крайнего гибкого спуска 2 с лицевой стороны, уменьшение сечения на оставшихся гибких спусках 5 с глухой стороны и крайней анодной шины 6 с глухой стороны алюминиевого электролизера производят одновременно. Затем обрезают крайнюю шину 6 анодного стояка 7, установленного на входном торце с глухой стороны предыдущего электролизера в верхней его части от анодной шины 12 при помощи отбойного молотка с лопаткой, изолируют при помощи нескольких слоев изоляционного материала, после чего, подсоединяют на прежнее место, использовав заливку расплавленным алюминием в заранее подготовленную ванночку на месте соединения крайней шины 6 анодного стояка 7 и анодной шины 12. После чего демонтируют анодный стояк 13, расположенный на выходном торце глухой стороны предыдущего электролизера и катодную шину 10, идущую на демонтированный стояк 13 до места соединения с крайней шиной 6 анодного стояка 7, расположенного на входном торце с глухой стороны предыдущего электролизера. Проводят контрольные замеры токораспределения по гибким спускам и шинам стояка, устанавливают предварительно подготовленные анодные перемычки 14, соединяя входные анодные стояки с лицевой и глухой стороны и выходные анодные стояки с лицевой и глухой стороны при помощи заливки расплавленным алюминием, взятого из рядом стоящего электролизера, в заранее подготовленную ванночку. В период снижения нагрузки на серии выполняют дополнительную проварку крайней шины 6 анодного стояка 7 и анодных перемычек с помощью аргонодуговой сварки.
Все операции по демонтажу и переключению на электролизере происходят последовательно и в целом не нарушают передачу тока по всей электрической цепи, в которой находится предыдущий и последующий электролизер от модернизированного.
Способ замены ошиновки алюминиевых электролизеров действующей электролизной серии, включающий демонтаж катодной шины, подключенной к анодному стояку, и поочередное переключение катодных спусков, отличающийся тем, что вначале осуществляют переключение крайнего гибкого спуска катодной шины, подключенной на входной анодный стояк с лицевой стороны последующего электролизера, на катодную шину, идущую на выходной анодный стояк последующего электролизера с лицевой стороны, затем уменьшают сечение на оставшихся гибких спусках катодной шины, идущей на входной анодный стояк последующего электролизера, и обрезают крайнюю шину анодного стояка, установленного на входном торце с глухой стороны предыдущего электролизера в верхней и нижней части анодного стояка, после чего ее изолируют и в нижней части подключают к катодной шине, идущей на выходной стояк предыдущего электролизера, а в верхней части - на прежнее место, при этом переключение гибких спусков с лицевой стороны и анодной шины с глухой стороны алюминиевого электролизера производят одновременно, после чего демонтируют анодный стояк, расположенный на выходном торце глухой стороны предыдущего электролизера, и катодную шину, идущую на стояк до места соединения с крайней шиной анодного стояка, расположенного на входном торце с глухой стороны предыдущего электролизера, затем входные и выходные стояки с лицевой и глухой стороны соединяют перемычками, причем для соединения гибких катодных спусков с катодной шиной, шин анодного стояка с катодной шиной и анодных стояков используют заливку расплавленным алюминием.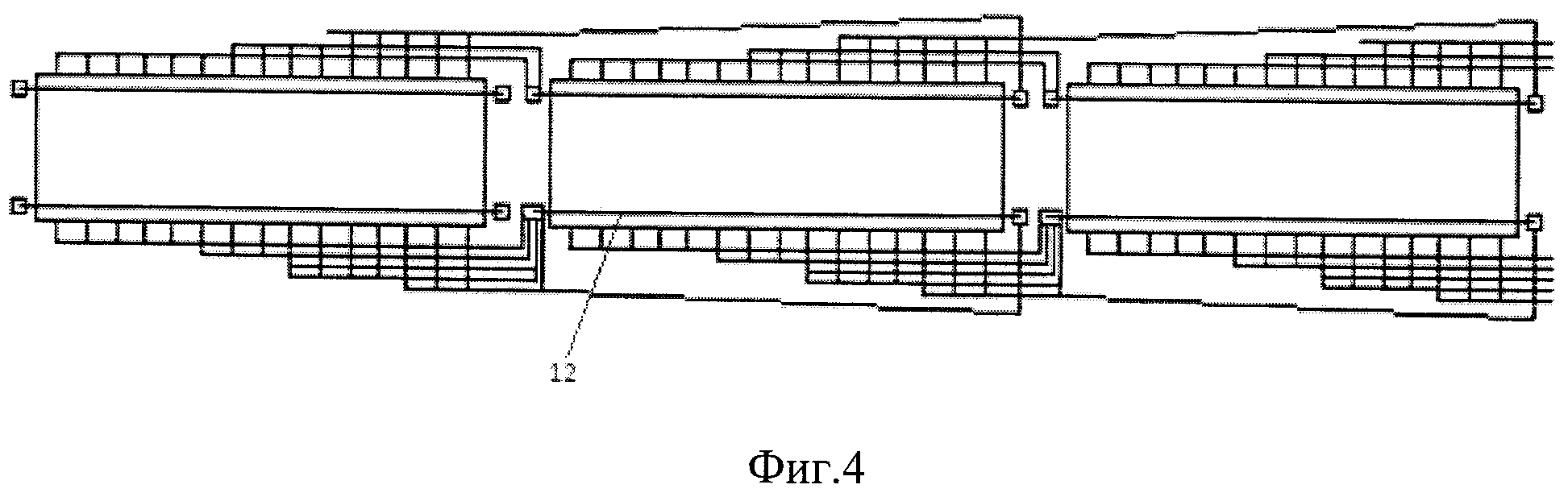
Способ литья алюминиевых плоских слитков
Способ получения восстановителя для производства технического кремния
Способ формирования футеровочных слоев в катодном кожухе алюминиевых электролизеров и устройство для его осуществления
Устройство для сбора и удаления газов в алюминиевом электролизере
Способ получения длинномерных цилиндрических стержней из материалов на основе ti-al-c
Способ вакуумной обработки алюминия и алюминиевых сплавов
Газоочистной блок очистки электролизных газов с газоочистным модулем, содержащим фильтр рукавный и реактор
Способ получения оксида скандия из скандийсодержащих концентратов
Способ получения деформированных полуфабрикатов из сплавов на основе алюминия
Способ брикетирования углеродных восстановителей
Способ нанесения смачиваемого покрытия подины алюминиевого электролизера
Катодное устройство электролизера для производства алюминия
Способ футеровки катодного устройства алюминиевого электролизера
Катодный кожух электролизера для получения алюминия
Катодный кожух электролизера для получения алюминия
Ошиновка для алюминиевых электролизеров повышенной мощности
Ошиновка алюминиевых электролизеров при продольном расположении
Футеровка катодной части алюминиевого электролизера
Способ получения холоднонабивной подовой массы
Устройство для сбора и удаления газов из алюминиевого электролизера содерберга

