Результат интеллектуальной деятельности: ГИДРАВЛИЧЕСКИЙ ПРЕСС
Вид РИД
Изобретение
Изобретение относится к металлургическому машиностроению, а именно к конструкциям мощных гидравлический прессов усилием выше 650 МН.
Известен гидравлический пресс, содержащий рамную станину из пластинчатых С-образных скоб, скрепленных в верхних и нижних частях стяжками, образующих ригели (А.Ф. Белов, Б.В. Розанов, В.П. Линц «Объемная штамповка на гидравлических прессах», М.: «Машиностроение». 1986, с.44-45, рис.23 и с.56, рис.29).
При создании более мощных прессов изготовление, транспортировка и монтаж С-образных пластинчатых скоб представляет значительную трудность. Поэтому было предложено делать скобу сборной из двух полускоб со стыкуемой частью молоткообразной формы, охватываемой двумя С-образными плитами, стянутыми силовыми стяжками и распорными клиновыми парами (принятый в качестве прототипа патент РФ №2443561, приоритет 06.09.2010).
Недостаток такой конструкции заключается в больших габаритах стыкуемой части и, как следствие, увеличение габаритов и веса всей станины. Кроме того, при работе пресса необходимо постоянно следить за тем, чтобы стыкуемые части скоб оставались максимально затянутыми, а сами стыки не раскрывались.
Техническим результатом изобретения является создание пресса с меньшими габаритами за счет уменьшения габаритов стыкуемой части полускоб, а также повышение надежности соединения стыкуемых частей за счет создания в них предварительного натяжения, предотвращающего раскрытие стыка.
Технический результат достигается тем, что в гидравлическом прессе, содержащем рамную станину в виде С-образных скоб, выполненных в виде двух жестко соединенных между собой с образованием силовой стойки рамы станины полускоб и распирающие элементы, стыкуемые части верхней и нижней полускоб включают пластины, размещенные между пластинами полускоб и закрывающие места стыков полускоб, и цилиндрические валики, жестко закрепляющие стыкуемые части полускоб с пластинами, образуя пакет, при этом в стыкуемых частях полускоб и пластинах выполнены овальные отверстия для установки распирающих элементов, распирающие элементы выполнены в виде состоящих из двух частей разрезных клиновых валиков, каждая из пластин в пакете установлена со смещением оси своего овального отверстия относительно оси овальных отверстий стыкуемых частей полускоб, причем одна из частей разрезного клинового валика сопряжена своей цилиндрической поверхностью с пластинами, а другая - со стыкуемыми частями полускоб.
Изобретение поясняется графическими материалами, где на:
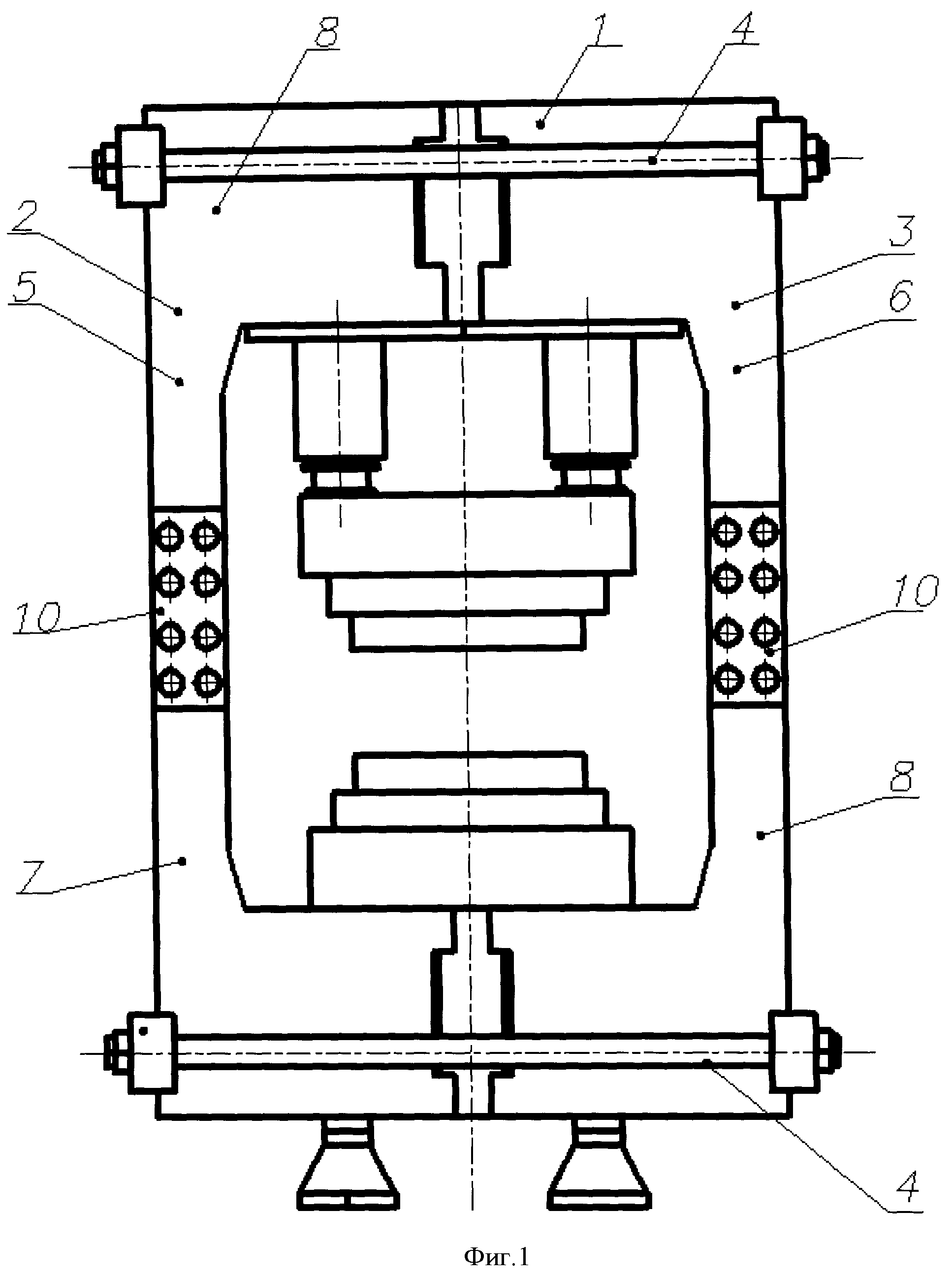
фиг.1 - общий вид пресса;
фиг.2 - вид соединения в плоскости скоб;
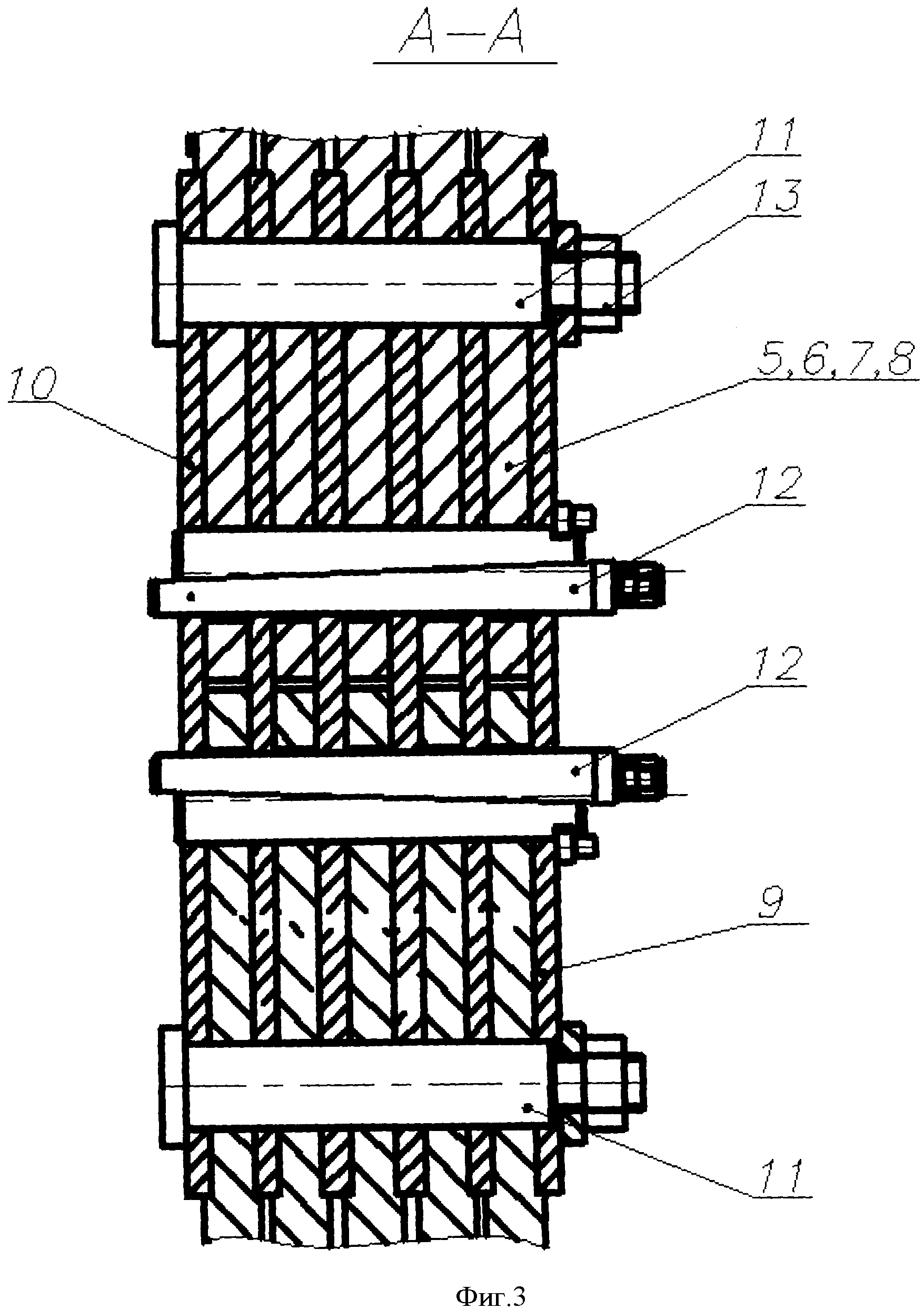
фиг.3 - разрез по А-А на фиг.2.
Гидравлический пресс содержит рамную станину 1, включающую левую скобу 2 и правую скобу 3, каждая из которых состоит из набора пластинчатых скоб. Левая скоба 2 и правая скоба 3 соединены между собой силовыми стяжками 4. Скоба 2 и скоба 3 состоят из двух полускоб - верхней и нижней, соответственно, 5 и 7, 6 и 8. Стыки полускоб 5 и 7, 6 и 8 закрывают и соединяют посредством пластин 9. Пластины 9 устанавливают между пластинами стыкуемых частей полускоб 5 и 7, 6 и 8, а также закрывают места стыков, в результате чего образуются пакеты 10.
Затем устанавливают цилиндрические валики 11 и состоящие из двух частей разрезные клиновые валики 12. Для прочного соединения пакетов 10 цилиндрические валики 11 установлены в соответствующих отверстиях с натягом и затянуты гайками 13.
Для установки разрезных клиновых валиков 12 в стыкуемых частях полускоб 5 и 7, 6 и 8 и пластинах 9 выполнены овальные отверстия 14.
Усилие предварительного натяжения создается следующим образом.
Собирают станину и затягивают силовые стяжки 4. Предварительно собирают пакеты 10, чередуя пластины полускоб 5 и 7, 6 и 8 и пластины 9 и устанавливая пластины 9 между пластинами стыкуемых частей полускоб (а также закрывая места стыков) со смещением оси овального отверстия 14 относительно оси овальных отверстий 14 стыкуемых частей полускоб, после чего запрессовывают в соответствующие отверстия цилиндрические валики 11 и затягивают гайки 13. Разрезные клиновые валики 12 устанавливают в овальные отверстия 14 таким образом, что одна часть валика 12 (неподвижная) своей цилиндрической поверхностью контактирует со стыкуемыми частями полускоб 5 и 7, 6 и 8, а другая часть валика 12 (подвижная) - с пластинами 9. За счет того, что ось овальных отверстий пластин смещена относительно оси стыкуемых частей полускоб между частями разрезных клиновых валиков 12, полускобами и пластинами со стороны, противоположной контакту, образуется зазор.
После монтажа станины необходимо нагрузить пресс усилием, превышающим рабочее на 20-25%, для создания в конструкции узла стыкуемых частей полускоб участков предварительного натяжения, для чего осуществляют предварительную затяжку стыкуемых частей полускоб. Усилие от верхних 5, 6 и нижних 7, 8 полускоб через цилиндрические валики 11 передается на пластины 9, которые растягиваются на участке между цилиндрическим валиками 11. Внутренние части полускоб на этом участке, за счет имеющихся зазоров, свободно перемещаются в направлении растяжения. На участках контакта частей разрезного клинового валика 12 с полускобами и пластинами появляются зазоры, а предварительная затяжка исчезает. Под действием нагрузки подвижные части валиков 12 перемещаются, полностью выбирая зазор между своей цилиндрической частью и пластинами 9, после чего пресс разгружается.
В полускобах 5 и 7, 6 и 8 и пластинах 9 на участках между цилиндрическими валиками 11 и разрезными клиновыми валиками 12 возникает усилие предварительного натяжения. В пластинах появляются остаточные растягивающие напряжения, а в стыкуемых частях полускоб - сжимающие. Амплитуда переменных напряжений от рабочей нагрузки в зонах концентрации, расположенных возле отверстий в пластинах 9 и стыкуемых частях полускоб 5 и 7, 6 и 8, уменьшается, тем самым повышается усталостная прочность всего соединения - пакета 10.
Пресс работает следующим образом. После загрузки заготовки в зону инструмента (верхний и нижний штампы), подается рабочее давление в гидроцилиндры пресса. Верхний штамп воздействует на заготовку, после чего происходит ее деформирование и оформление изделия. Усилие штамповки передается на станину 1 пресса. Наличие участков предварительного натяжения в соединении стыкуемых частей полускоб 5 и 7, 6 и 8 и пластинах 9, из которых состоит пакет 10 станины 1, обеспечивает работу пресса без раскрытия соединительного стыка.
Гидравлический пресс, содержащий рамную станину в виде С-образных пластинчатых скоб, каждая из которых выполнена в виде верхней и нижней полускоб, жестко соединенных между собой с образованием силовой стойки рамной станины, и распирающих элементов, отличающийся тем, что он снабжен пластинами для стыкуемых частей верхней и нижней полускоб, которые размещены между пластинами полускоб и закрывают стыки полускоб, и цилиндрическими валиками, обеспечивающими жесткое крепление стыкуемых частей полускоб с пластинами с образованием пакета, при этом в стыкуемых частях полускоб и пластинах выполнены овальные отверстия для установки распирающих элементов, которые выполнены в виде разрезных клиновых валиков, состоящих из двух частей, при этом каждая из пластин в пакете установлена со смещением оси своих овальных отверстий относительно оси соответствующих овальных отверстий стыкуемых частей полускоб, причем одна из частей разрезного клинового валика сопряжена своей цилиндрической поверхностью с пластинами, а другая - со стыкуемой частью полускобы.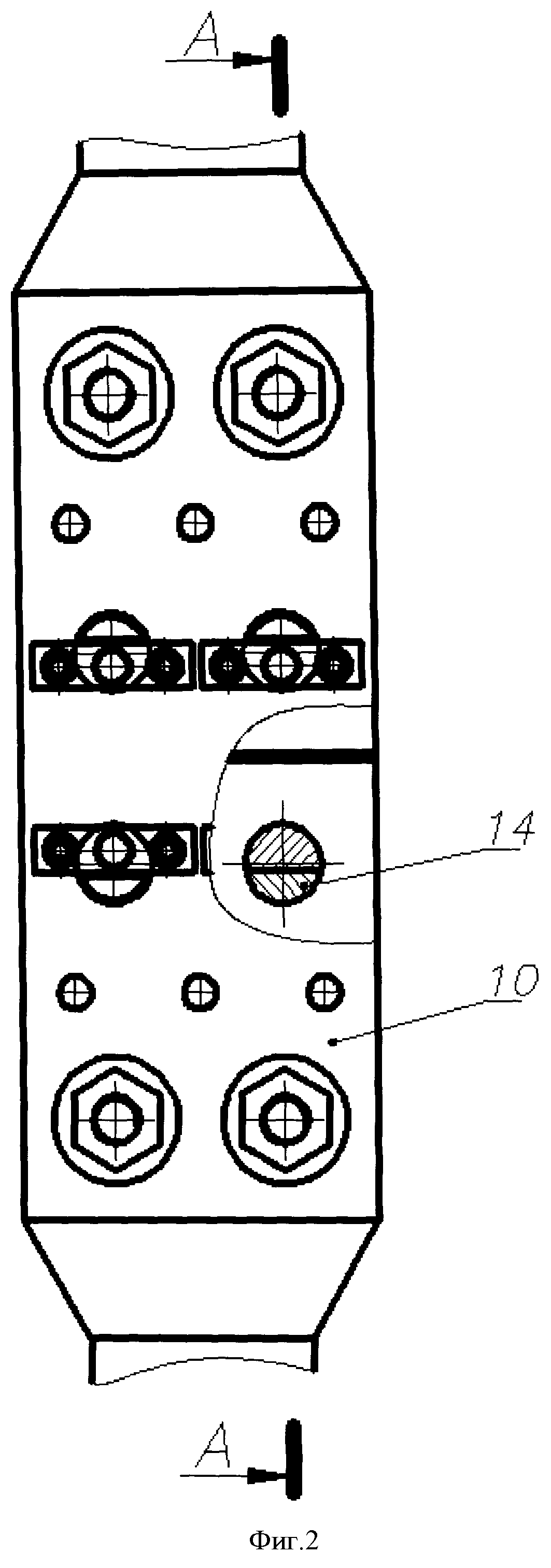
Двухкамерный газостат
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Способ производства рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины
Манипулятор для подачи твердожидкой тиксозаготовки в штамп
Пресс для спрессовывания порошковых материалов
Кристаллизатор машины непрерывного литья металла
Штамповочно-экструзионный гидравлический пресс
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Устройство для получения тиксозаготовок с глобулярной структурой
Устройство для обработки металла в ковше
Способ электрошлакового переплава и устройство для его осуществления
Кристаллизатор машины непрерывного литья металла
Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования
Способ электрошлакового переплава металлосодержащих отходов

