Результат интеллектуальной деятельности: МНОГОРУЧЬЕВОЙ ТРАЙБ-АППАРАТ ДЛЯ ПОДАЧИ АЛЮМИНИЕВОЙ И ПОРОШКОВОЙ ПРОВОЛОКИ
Вид РИД
Изобретение
Предполагаемое изобретение относится к области металлургии, а именно, к устройствам для ввода в жидкий металл алюминиевой и порошковой проволоки с целью его раскисления, легирования и удаления неметаллических включений.
Известен двухручьевой трайб-аппарат, содержащий три пары приводных и прижимных роликов на каждом ручье, индивидуальные механизмы вращения и прижима роликов для каждого ручья. /Каталог «Трайб-аппараты». Чепецкий механический завод. 2003-2004 г. - С.10/.
К его недостаткам относятся ограниченные технологические возможности в связи с подачей только двух видов проволоки, усложненная конструкция, увеличенная металлоемкость и сниженная надежность вследствие наличия двух приводов вращения.
Из известных наиболее близким к предложенному является трайб-аппарат для подачи алюминиевой и порошковой проволоки, содержащий четыре ручья, образованных несколькими парами прижимных и приводных роликов, индивидуальные механизмы вращения и прижима роликов для каждого ручья /Каталог фирмы Odermath, Германия, 2001 г./.
Недостатками известного устройства является усложненная конструкция, сниженная надежность и увеличенная металлоемкость, недостаточно высокая точность дозирования вследствие инерционности приводов, а также сложности при эксплуатации вследствие увеличенного количества приводов.
Техническим результатом предлагаемого изобретения является упрощение конструкции, повышение надежности, уменьшение металлоемкости, повышение точности дозирования проволоки и улучшение условий эксплуатации.
Технический результат достигается тем, что в многоручьевом трайб-аппарате для подачи алюминиевой и порошковой проволоки, содержащем, по крайней мере, два ручья, образованных несколькими парами прижимных и приводных роликов, в каждом ручье между парами роликов установлены трубчатые направляющие, связанные с приводами перемещения прижимных роликов, при этом один из прижимных роликов каждого ручья снабжен счетчиком оборотов. Трубчатые направляющие одного ручья связаны между собой посредством стержня, соединенного с рычагами привода перемещения прижимных роликов посредством шарнирных тяг, при этом прижимные ролики установлены на двуплечих рычагах, шарнирно закрепленных на корпусе и посредством шарниров соединенных между собой силовыми цилиндрами. Привод вращения расположен между ручьями.
Предлагаемый трайб-аппарат приведен в графических материалах, где
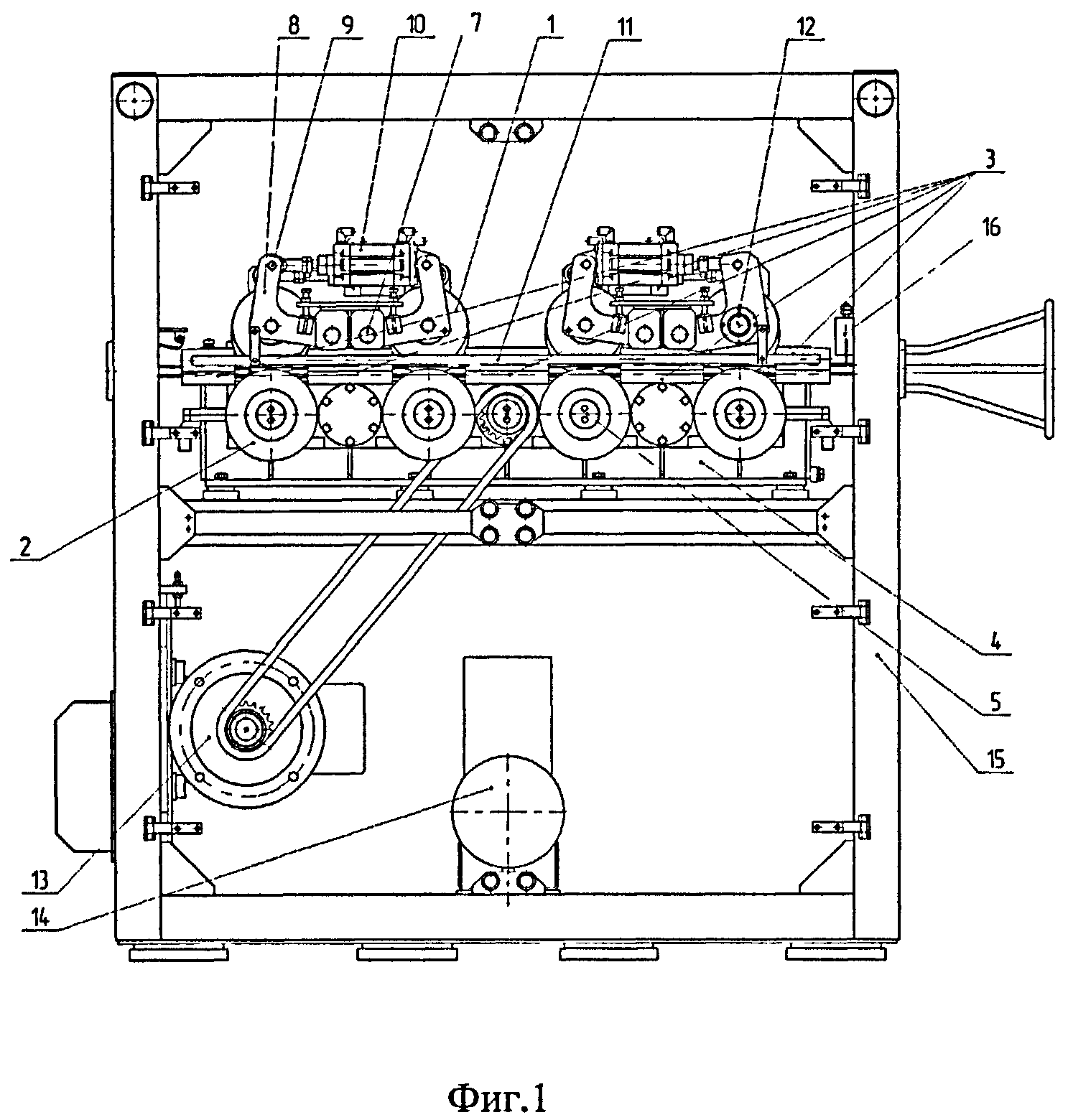
- на фиг.1 изображен общий вид трайб-аппарата;
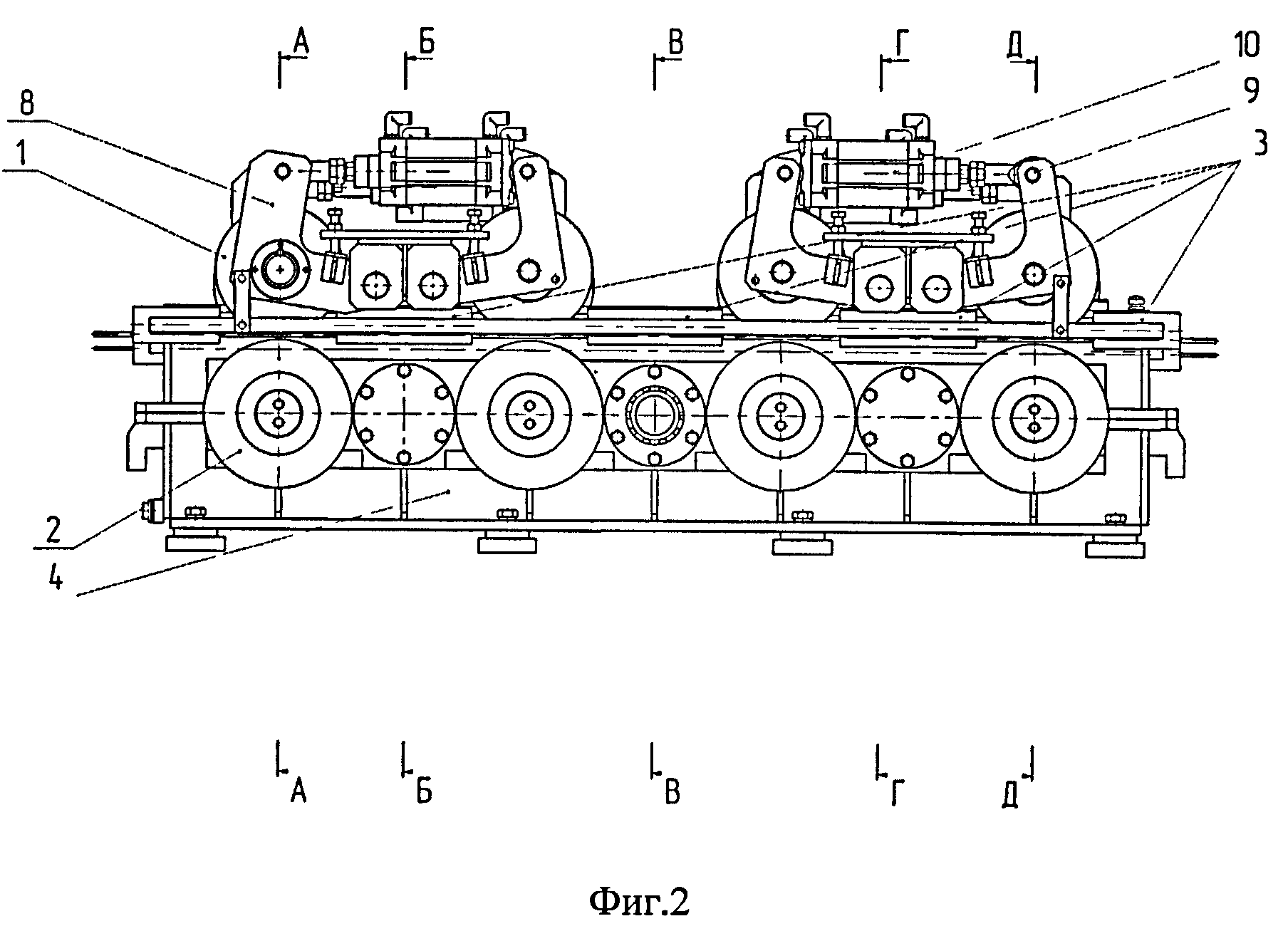
- на фиг.2 - общий вид клети;
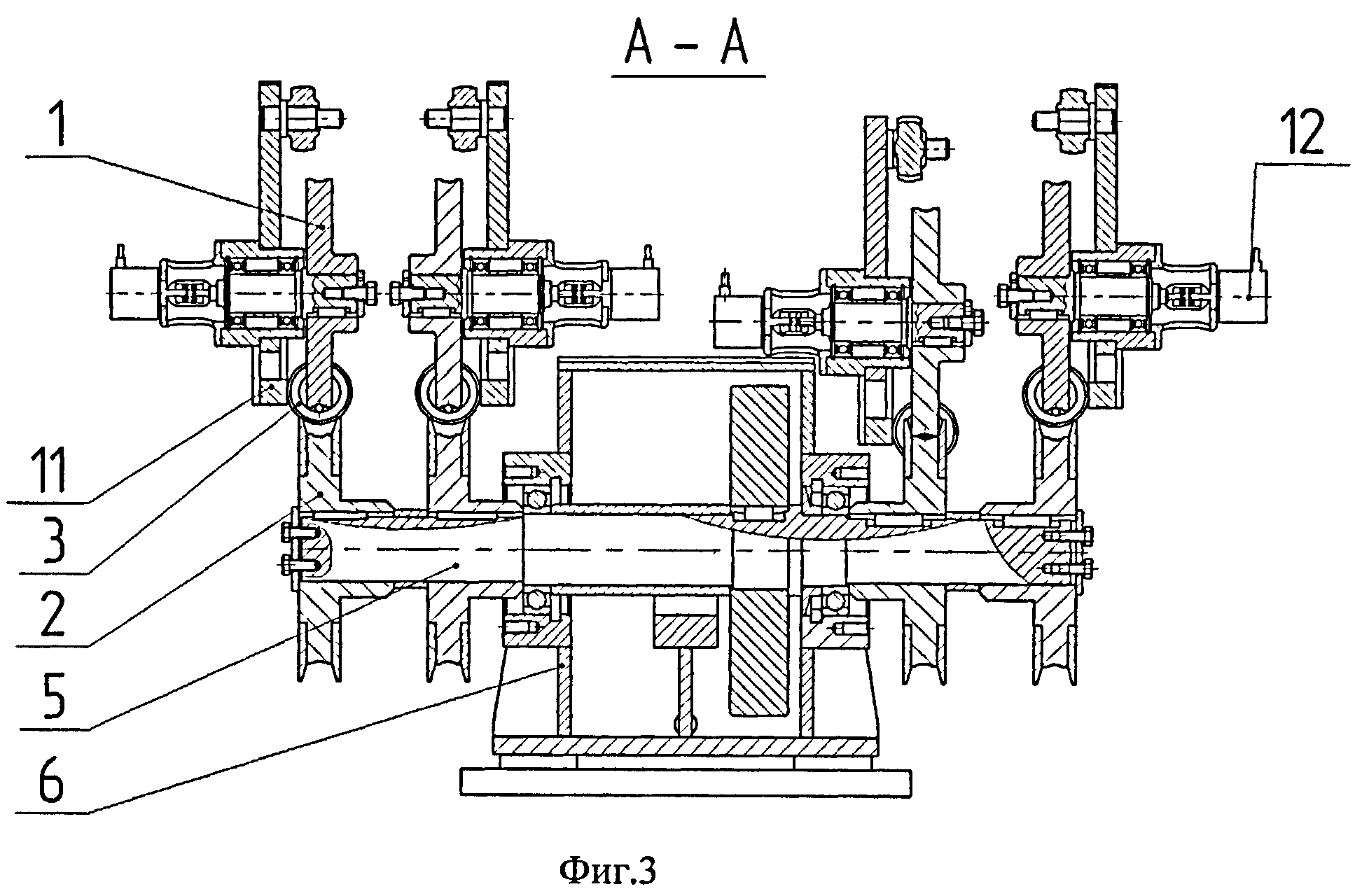
- на фиг.3 - разрез по А-А;
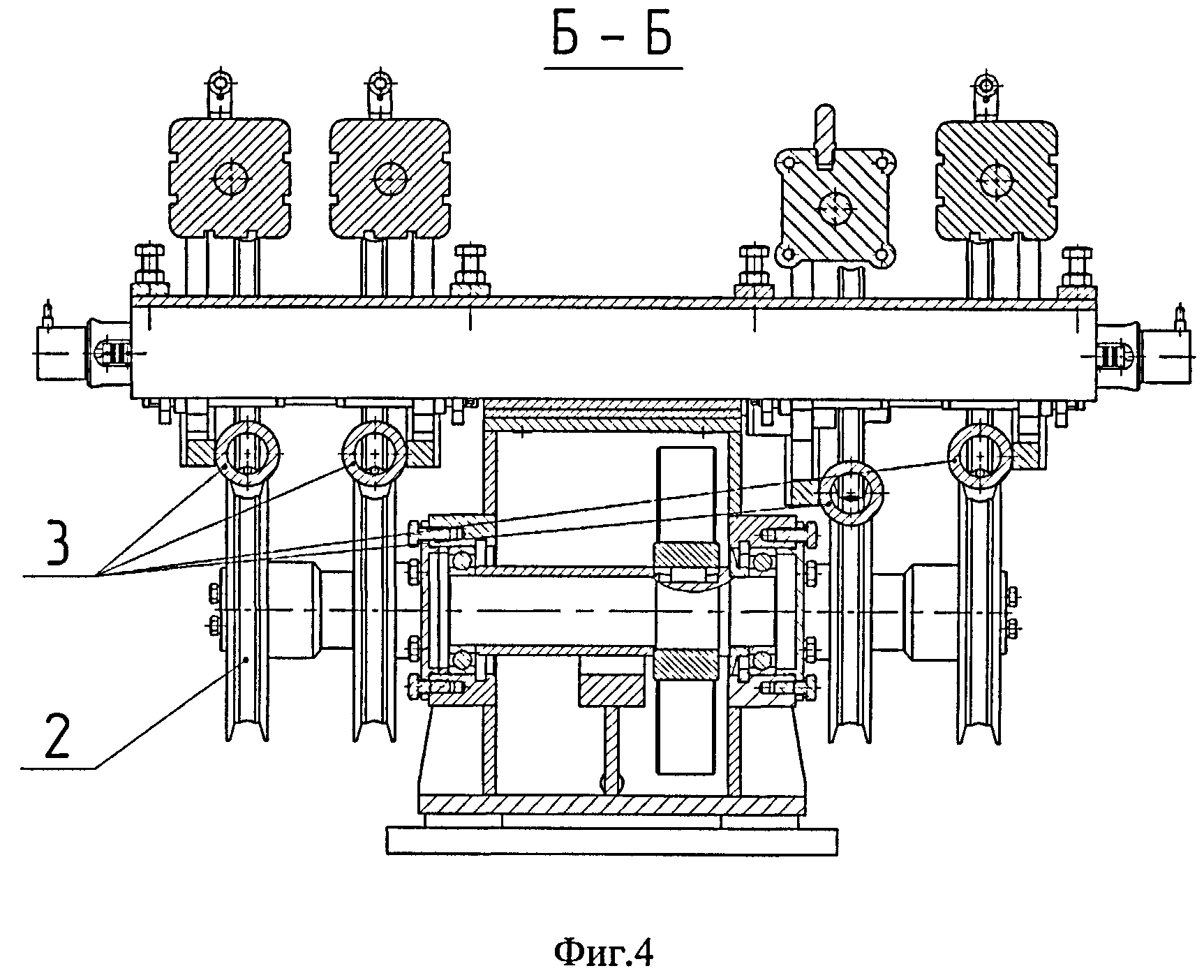
- на фиг.4 - разрез по Б-Б;
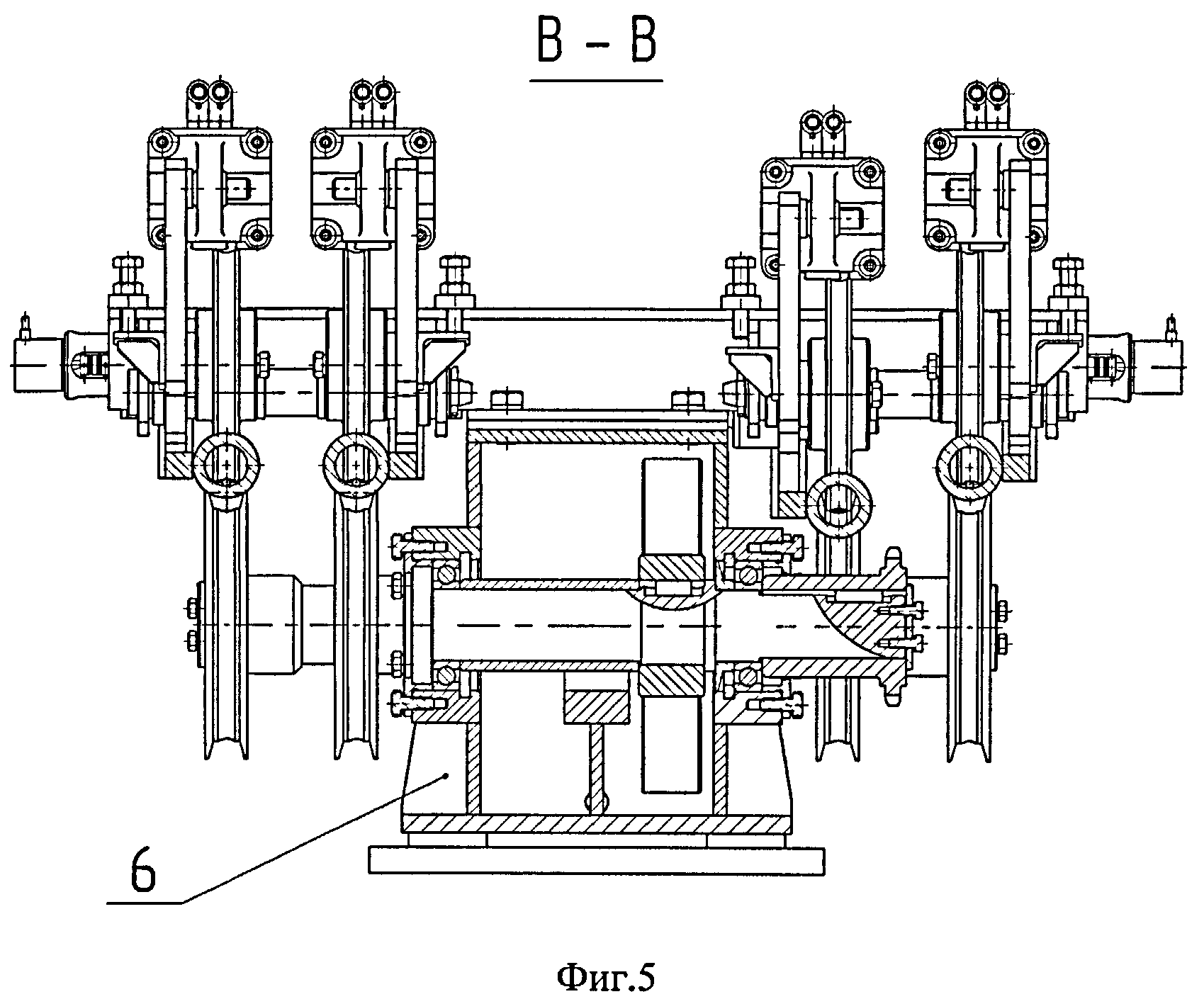
- на фиг.5 - разрез по В-В;
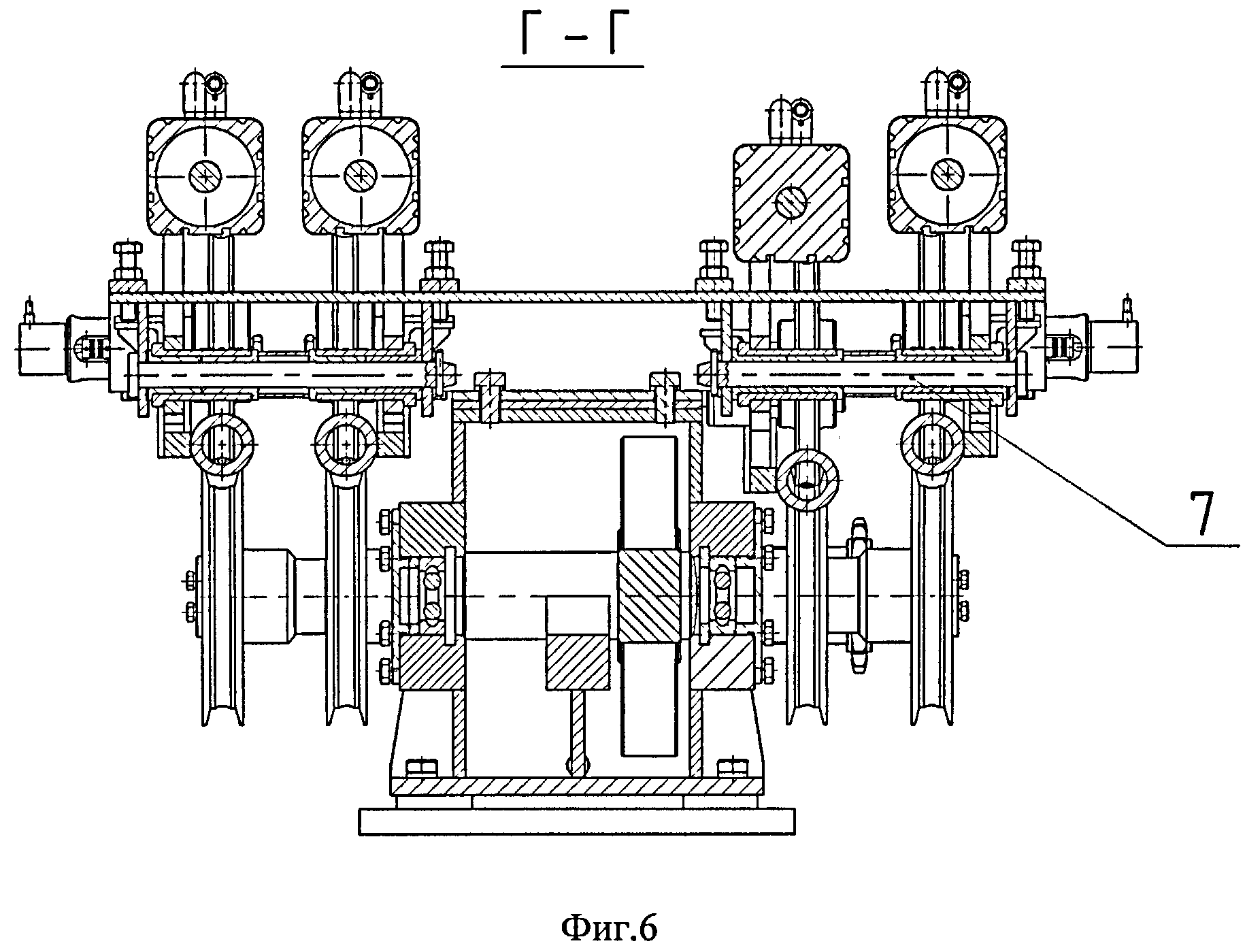
- на фиг.6 - разрез по Г-Г;
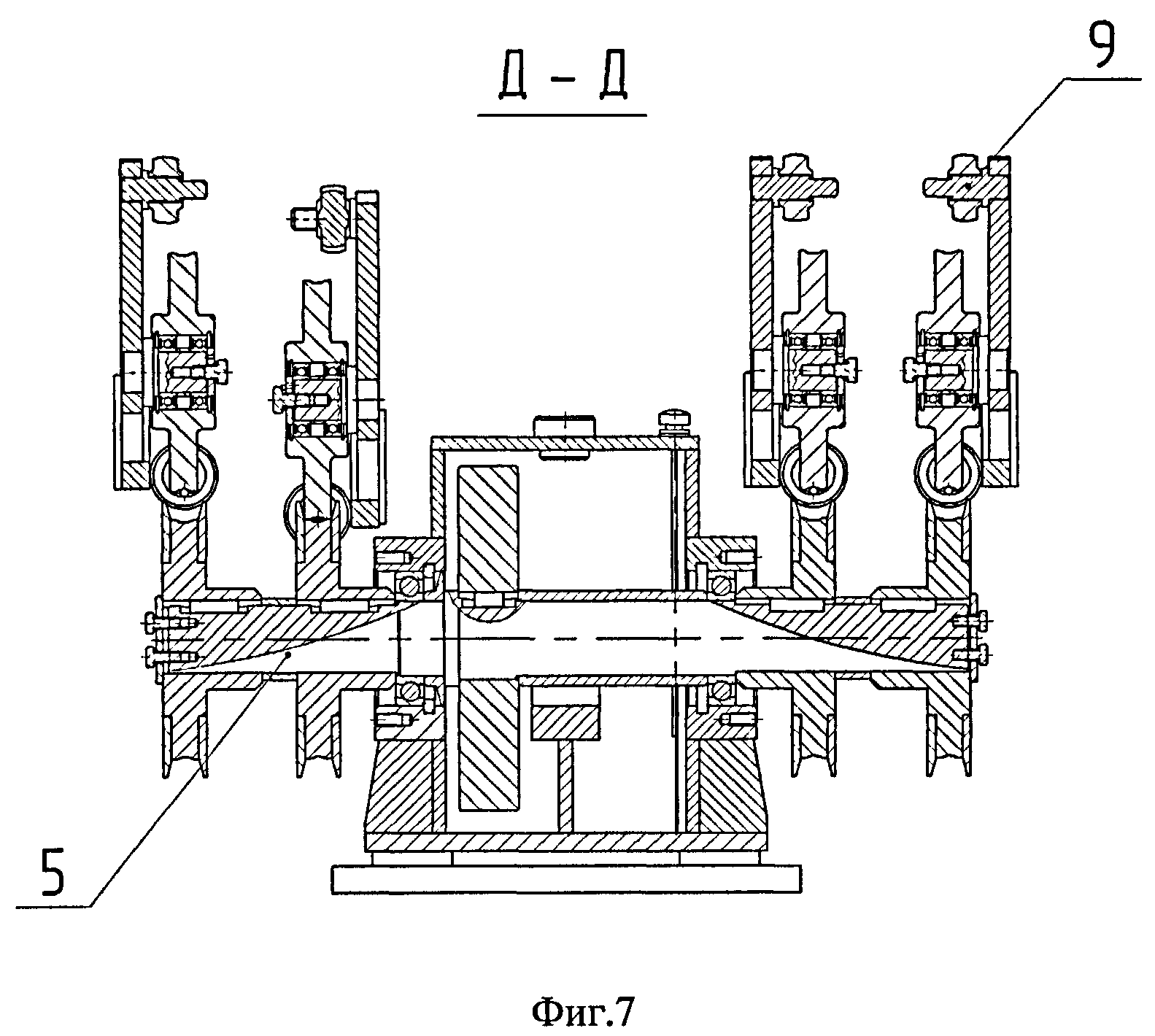
- на фиг.7 - разрез по Д-Д.
В качестве примера предлагаемого изобретения представлен четырехручъевой трайб-аппарат, образованный четырьмя парами прижимных 1 и приводных 2 роликов в каждом ручье с трубчатыми направляющими 3 между парами роликов каждого ручья. Привод вращения приводных роликов 2, общий для всех ручьев, расположен между ручьями и выполнен в виде группового редуктора 4 с четырьмя последовательно расположенными валами 5 с каждой стороны, на которых закреплены по два приводных ролика 2 соседних ручьев.
На корпусе привода вращения 6 посредством шарниров 7 закреплены одними своими концами двуплечие рычаги 8 с прижимными роликами 1, а каждая пара двуплечих рычагов 8 соединена с помощью шарниров 9 на других своих концах силовым гидроцилиндром 10, образуя привод перемещения пары прижимных роликов 1 одного ручья. Трубчатые направляющие 3 каждого ручья связаны между собой посредством стержня 11, соединенного с двуплечими рычагами 8 привода перемещения прижимных роликов 1 данного ручья посредством шарнирных тяг. Один из прижимных роликов 1 каждого ручья снабжен счетчиком оборотов 12.
Двигатель привода вращения 13 также как и гидростанция 14 расположены в нижней части корпуса 15 многоручьевого трайб-аппарата. На корпусе 15 трайб-аппарата смонтированы упоры 16, предотвращающие выскальзывание проволоки из трубчатых направляющих 3 в верхнем положении двуплечих рычагов 8.
Для заправки определенного ручья проволокой в силовые цилиндры 10 привода перемещения прижимных роликов 1 данного ручья подается давление, и включается привод вращения 13 приводных роликов 2.
Прижимные ролики 1 и трубные направляющие 3 опускаются вниз. После включения привода вращения 13, заданная в первую пару роликов проволока передается по трубной направляющей 3 к последующей паре и так до выхода из трайб-аппарата, когда по показателям счетчика оборотов 12 дается команда на гидропривод 14 подать давление в силовые гидроцилиндры 10 данного ручья для подъема прижимных роликов 1 и трубных направляющих 3 с заправленной в них проволокой до прижима проволоки к упорам 16, предотвращающих выскальзывание проволоки. Показание счетчика оборотов 12 обнуляется и данный ручей трайб-аппарат готов к работе. Аналогично подготавливаются и работают другие ручьи.
При необходимости подачи алюминиевой или одной из заправленных в ручьи порошковой проволоки включается привод вращения 13 приводных роликов 2 и гидроприводом 14 подается давление в силовые цилиндры 10 привода перемещения прижимных роликов 1 одного или нескольких ручьев. Проволока в трубных проводках 3 опускается до соприкосновения с приводными роликами 2, прижимается к ним прижимными роликами 1 и перемещается на выход из трайб-аппарата и далее в ковш с металлом, при этом счетчик оборотов 12 фиксирует ее количество.
После того как необходимое количество проволоки данным ручьем будет выдано, гидропривод 14 подает давление в другие полости силовых цилиндров 10 и прижимные ролики 1 с трубными направляющими 3 и проволокой поднимаются вверх, выходя из контакта с приводными роликами 2. Подача проволоки данным ручьем прекращается.
На фигуре 5 (разрез В-В) показано, что два левых и крайний правый ручей находятся в позиции ожидания подачи или паузы, и второй справа в позиции подачи проволоки.
Таким образом, для прекращения подачи проволоки на каждом из ручьев достаточно поднять прижимные ролики. Для этого требуется значительно меньше времени, чем для остановки привода вращения в известных устройствах, вследствие чего точность дозирования проволоки существенно повышается. Благодаря объединению приводов вращения роликов и наличию трубчатых направляющих, связанных с приводами перемещения прижимных роликов, существенно снижается металлоемкость трайб-аппарата, вследствие возможности оперативного прекращения подачи проволоки повышается точность дозирования, повышается его надежность и упрощается обслуживание.
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Инструмент для прессования труб на вертикальном прессе
Контейнер пресса для изготовления крупногабаритных труб и профилей
Способ дуговой сварки полос в непрерывных металлургических агрегатах
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Газостат
Инструмент для прессования труб на вертикальном прессе
Барабан моталки для смотки полосового материала
Газостат
Газостат
Способ производства панелей из пеноалюминия
Способ дуговой сварки полос в непрерывных металлургических агрегатах

