Результат интеллектуальной деятельности: Кристаллизатор машины непрерывного литья металла
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно - к непрерывной разливке металлов.
На протяжении всего периода развития процесса непрерывной разливки металлов стоит проблема равномерного отвода тепла от стенок гильз кристаллизаторов для формирования равномерной толщины корочки затвердевающего в кристаллизаторе слитка так как это является главным условием для получения качественной заготовки, соответствующей требованиям, предъявляемым к поверхности слитка, его геометрическим размерам, отсутствию внутренних и наружных трещин.
Известен кристаллизатор для установок непрерывной разливки металла (Авторское свидетельство SU №667322, B22D 11/04, опубликован 1979 г.), содержащий корпус с верхней и нижней уплотнительными крышками, закрепленную в корпусе между крышками гильзу. Вокруг нее для пропуска воды на некотором расстоянии установлена рубашка охлаждения. На внутренней поверхности рубашки по периметру в ее верхней и нижней частях имеются выступы, благодаря которым расстояние между рубашкой и гильзой по всему периметру будет постоянным.
Основным недостатком данного кристаллизатора является то, что в процессе непрерывной разливки гильза кристаллизатора нагревается и претерпевает температурное расширение. В результате расширения на гильзе в местах контакта с выступами рубашки охлаждения образуются вмятины, которые вызывают коробление гильзы и искажение геометрии ее рабочих поверхностей, что приводит к дефектам непрерывнолитой заготовки и нарушению процесса разливки.
Известен кристаллизатор машины непрерывного литья металла (Патент RU №2506140, B22D, опубликован Бюл. №4, 10.02.2014 г.), содержащий корпус с верхней и нижней уплотнительными крышками, закрепленную в корпусе между крышками гильзу, рубашку охлаждения, выполненную в виде трубы. Для центрирования рубашки охлаждения относительно гильзы по периметру рубашки на верхней уплотнительной крышке установлены упоры.
Недостатком этого кристаллизатора является то, что центрирующие упоры расположены только в верхней крышке кристаллизатора, а в радиальных установках непрерывного литья гильзы и рубашки охлаждения имеют сложную форму и при фиксации рубашки охлаждение относительно гильзы только на верхние крышки трудно обеспечить одинаковое расстояние между рубашкой и гильзой на всей длине гильзы, особенно в районе ее нижнего торца
Техническим результатом предлагаемого изобретения является создание конструкции кристаллизатора, в котором зазора между гильзой и рубашкой охлаждения, предназначенного для прохода, воды формируется с точностью, обеспечивающей равномерный отвод тепла от стенок гильзы, получение равномерной по толщине корочки затвердевающего слитка, что при соблюдении технологической инструкции обеспечивает получение качественной заготовки, соответствующей требованиям, предъявляемым к поверхности слитка, его геометрическим размерам, отсутствию внутренних и наружных трещин.
Технический результат достигается тем, что в кристаллизаторе машины непрерывного литья металла, содержащем корпус с верхней и нижней уплотнительными крышками, закрепленную в корпусе между крышками гильзу, рубашку охлаждения, выполненную в виде трубы, устройства для центрирования рубашки относительно гильзы выполнены в виде вертикальных направляющих, расположенных на верхней и нижней уплотнительных крышках по периметру рубашки охлаждения, зазор между рабочими поверхностями вертикальных направляющих и наружными контактными поверхностями рубашки охлаждения определяется по формуле:
ε=(0,01÷0,03)⋅B1/3,
где В - расстояние между противоположными наружными контактными поверхностями рубашки охлаждения.
Изобретение иллюстрируется графическими материалами, где на:
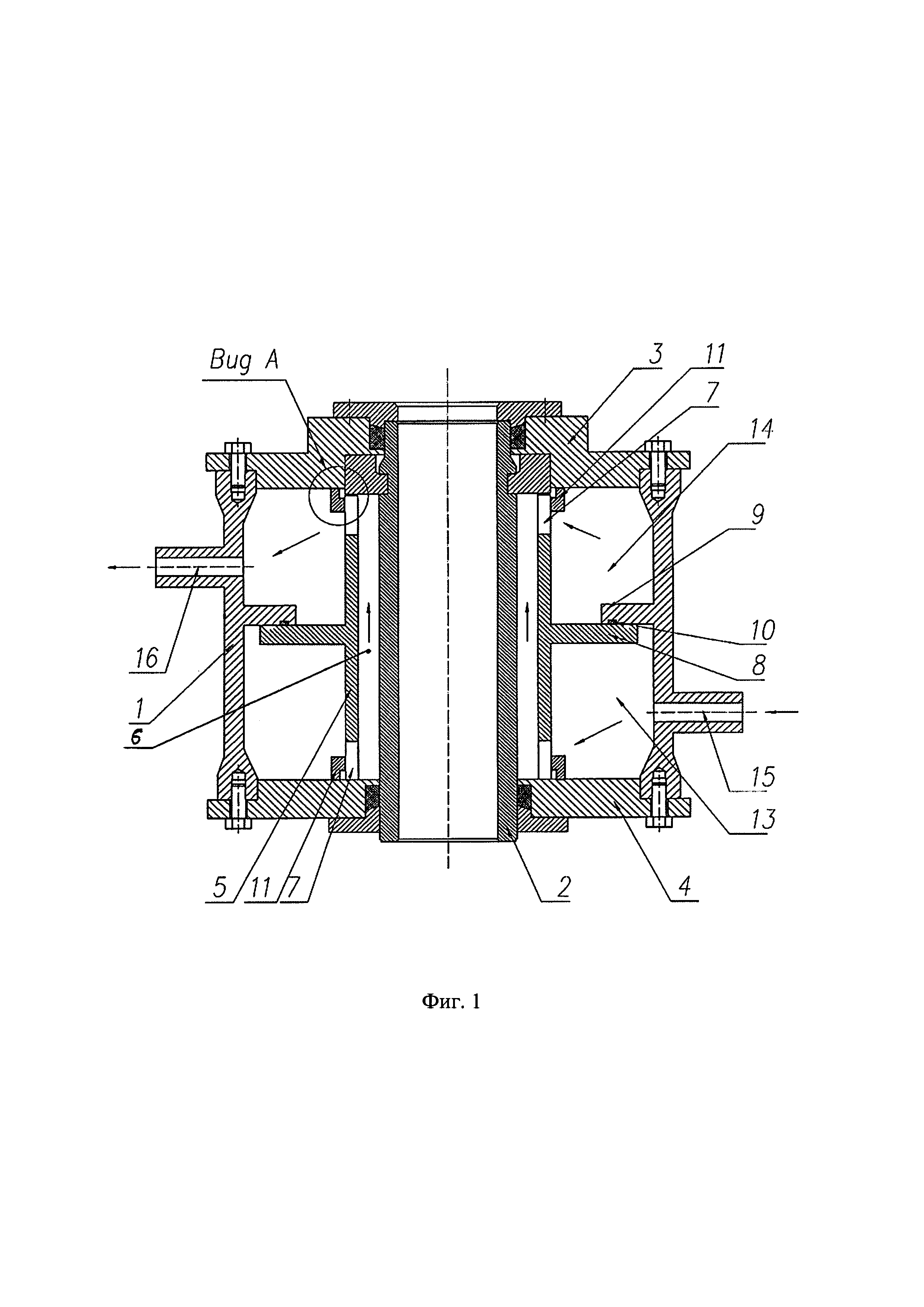
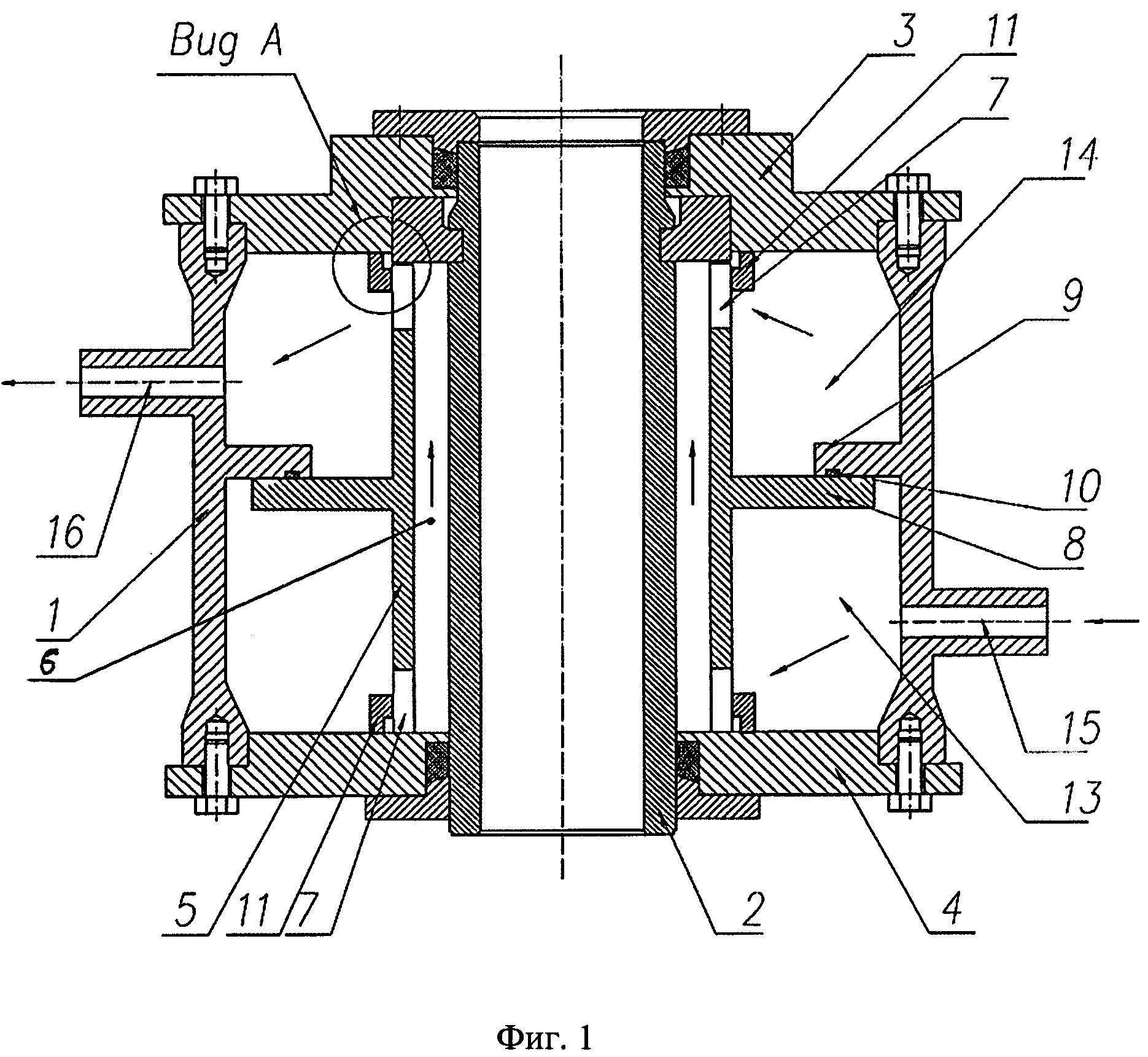
на фиг. 1 показан продольный разрез предложенного кристаллизатора;
на фиг. 2 - Вид А.
на фиг. 3 - Схема формирования канала для пропуска охлаждающей воды.
Кристаллизатор состоит из корпуса 1, гильзы 2, закрепленной в корпусе 1 с помощью верхней 3 и нижней 4 уплотнительных крышек.
Вокруг гильзы 2 на расстоянии 5, эквидистантно установлена рубашка охлаждения 5. Между гильзой 2 и рубашкой 5 образован канал 6 для пропуска охлаждающей воды.
Для правильной установки рубашки 5 относительно гильзы 2 на верхней 3 и нижней 4 крышках выполнены вертикальные направляющие 11 с наклонными заходными участками 12.
На торцах рубашки охлаждения 5 для прохода охлаждающей воды выполнены прорези 7.
На рубашке охлаждения 5 имеется горизонтальная диафрагма 8, а в корпусе 1 кристаллизатора перегородка 9, между ними установлено уплотнение 10, которое не препятствует центрированию рубашки 5 относительно гильзы 2. Диафрагма 8 и перегородка 9 разделяют кристаллизатор на две полости, нижнюю 13 и верхнюю 14. Охлаждающая вода по патрубку 15 поступает в нижнюю полость 13, проходит по каналу 6, охлаждает гильзу 2 и отводится через патрубок 16.
Сборка кристаллизатора осуществляется следующим образом. На сборочном стенде верхняя крышка 3 устанавливается в перевернутом виде, на ней закрепляется верхняя часть гильзы 2. Далее устанавливают корпус 1 кристаллизатора с горизонтальной перегородкой 9. Корпус 1 соединяют с верхней крышкой 3. На горизонтальной перегородке 9 устанавливают уплотнение 10.
Между корпусом 1 и гильзой 2 в вертикальных направляющих 11 устанавливается рубашка охлаждения 5. Наклонные заходные участки 12 направляющих 11 облегчают установку рубашки 5. Диафрагма 8 крепится на горизонтальные перегородки 9, зажимает уплотнение 10 и исключает прямое поступление охлаждающей воды из нижней камеры 13 в верхнюю 14.
На завершающем этапе сборки устанавливают нижнюю крышку 4 при этом гарантируется автоматическое (произвольное) попадание нижней части рубашки 5 охлаждения между вертикальными направляющими 11. Затем закрепляют нижнюю часть гильзы 2. Нижнюю крышку 4 соединяют с корпусом 1 с помощью болтовых соединений.
Неравномерность величины зазора 6 между гильзой 2 и рубашкой охлаждения 5 по всей длине рубашки 5 определяется величиной суммарного зазора 8 между рабочими поверхностями вертикальных направляющих 11 и наружными контактными поверхностями рубашки охлаждения 5.
Исследование влияние величиной суммарного зазора 8 на толщину корочки затвердевающего слитка на выходе из кристаллизатора и качество отливаемой заготовки проводилось на вертикальной МПНЛЗ.
|
Толщину корочки отливаемой заготовки измеряли вводом в расплав жидкого свинца.
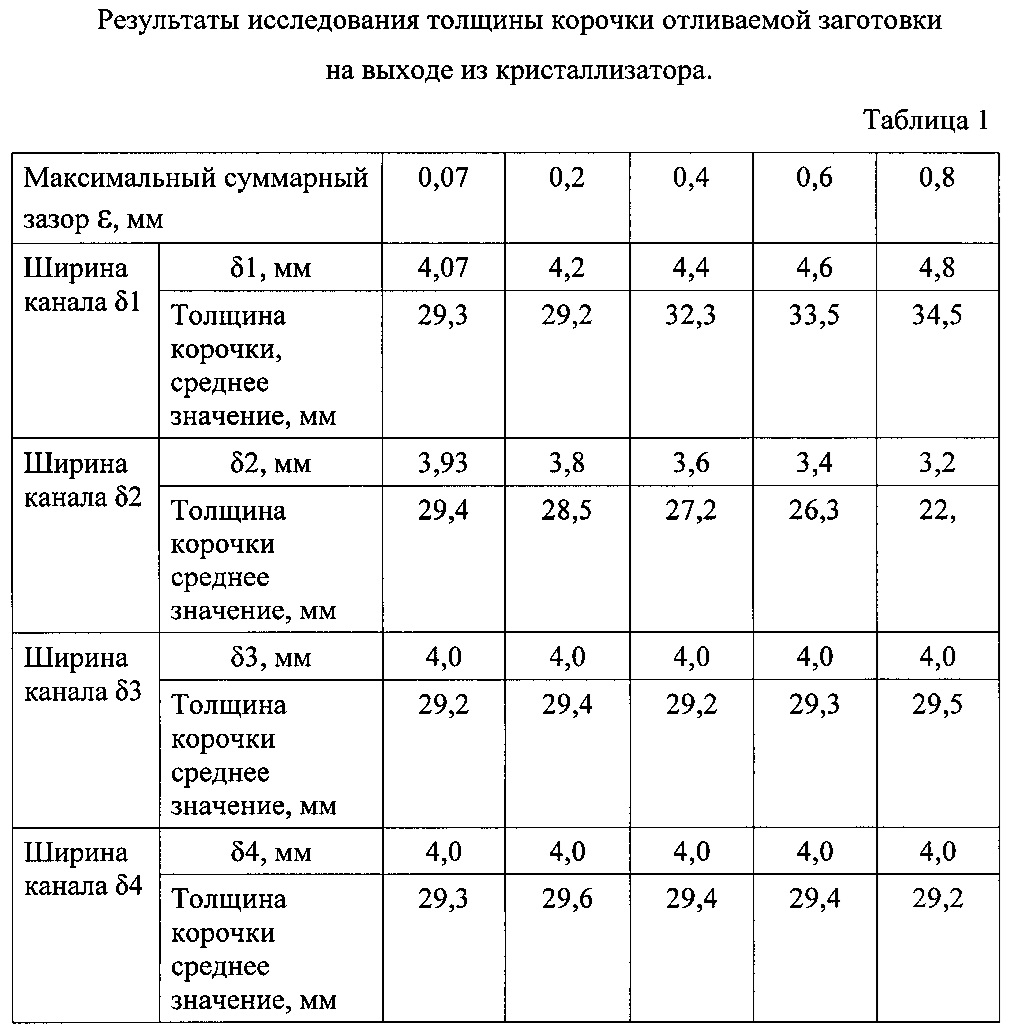
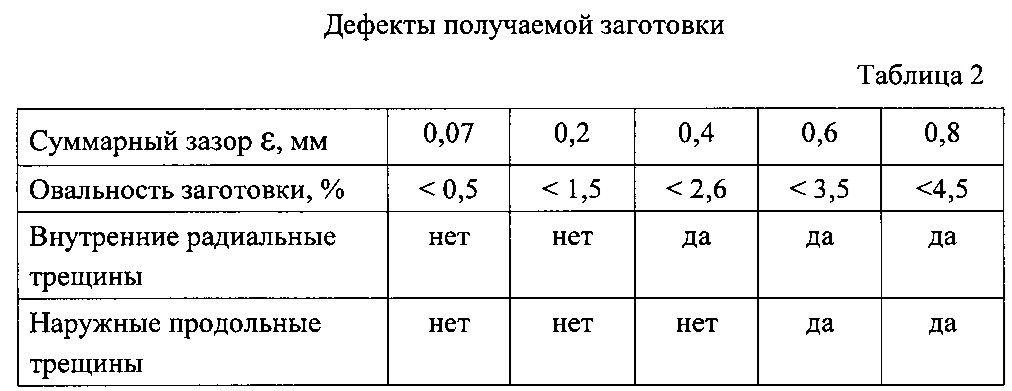
В соответствии с ТУ 14-1-4992-2003 допустимая овальность для заготовок ∅360 мм составляет 6,0 мм, то есть более 1,6%.
Анализ исследования показал, что при неравномерности величины зазора между гильзой и рубашкой охлаждения в пределах 0,2 мм неравномерность толщины корочки отливаемой заготовки на выходе из кристаллизатора не превышает 1,7%, т.е. указанный выше предел 0,2 мм неравномерности зазора является допустимым, так как не приводит к образованию дефектов заготовки, приводящих к ее отбраковке. При максимальном суммарном зазоре 0,2 мм овальность заготовки не превышает 1,5%, отсутствуют внутренние радиальные и наружные продольные трещины.
Таким образом максимальный суммарный зазор ε между рабочими поверхностями вертикальных направляющих 11 и наружными контактными поверхностями рубашки охлаждения 5, определяемый из математического выражения:
εмах=0,03⋅B1/3,
обеспечивает отливку заготовок в соответствии с требованиями ТУ.
Минимальное значение суммарного зазор, полученное из математического выражения:
εмiх=0,01⋅B1/3,
определяет нижнее значение допуска для посадки H7/ƒ7I составляющее для ∅360 мм - 0,07 мм. Такое значение минимального суммарный зазор ε между рабочими поверхностями вертикальных направляющих 11 и наружными контактными поверхностями рубашки охлаждения 5 обеспечивает качественную сборку сопрягаемых деталей.
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Контейнер пресса для изготовления крупногабаритных труб и профилей
Сопло для производства аморфной ленты
Штамповочно-экструзионный гидравлический пресс
Гидравлический пресс
Устройство для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент
Машина непрерывного литья с роторным кристаллизатором
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб

