Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ
Вид РИД
Изобретение
Изобретение относится к области сварочного производства и может быть использовано в процессах изготовления методами сварки тонкостенных обечаек с элементами жесткости в виде продольных гофр, используемых, например, в качестве теплового экрана сопла ГТД.
Известен процесс изготовления конических обечаек, включающий размещение свариваемой обечайки в коническом обжимном каркасе, поперечное сжатие обечайки с совмещением свариваемых кромок, выравнивание ее торцов и фиксацию в требуемом положении с последующей сваркой стыков (SU 1747247, В23К 37/04, 1992 г.).
Известны также различные способы изготовления обечаек с ребрами жесткости, содержащие, например, установку обечайки в ложемент, ее фиксацию, размещение внутрь обечайки ребер жесткости и их приварку к поверхности обечайки (SU 343814, В23Р 19/02, 1972 г.); намотку на кольца жесткости тонкостенного листового материала и их приварку (SU 841880, В23К 37/04, 1981 г.); необходимое формообразование тонкостенной обечайки и приварку к ней ребер жесткости (RU 2082529, В23К 37/04, 1997 г.).
Недостатками известных технических решений являются, как правило, достаточная сложность технологического процесса, громоздкость и сложность необходимого производственного оборудования, а также дополнительное негативное влияние на конструкцию процесса как самой сварки обечайки, так и приварки к обечайке ребер жесткости. Кроме того, известные способы не позволяют изготавливать гофрированные обечайки. Задачей предлагаемого изобретения является упрощение процесса изготовления тонкостенных обечаек, расширение технологических возможностей путем получения гофрированных обечаек и обеспечение высокой точности параметров получаемой конструкции без проведения дополнительной термообработки.
Решение указанной задачи достигается тем, что производят формирование сегментов обечайки с продольными гофрами, затем размещают сегменты на основании, которое выполнено в виде усеченного конуса с фланцем на его торце большего диаметра и ложементами, расположенными на его конической поверхности вдоль образующих. При этом сегменты размещаются гофрами в ложементы, а затем предварительно фиксируются на основании. После этого на основании коаксиально ему поверх сегментов размещают жесткий обжимной каркас, выполненный в виде конической рамы, состоящей из торцевых фланцев, один из которых большего диаметра выполнен кольцевым, соединенных между собой продольными планками с установленными на них прижимными элементами. Кольцевой фланец рамы и фланец основания стягивают друг с другом, а затем производят окончательную фиксацию сегментов путем прижатия их прижимными элементами к конической поверхности основания, сварку продольных стыков смежных сегментов, расфиксацию полученной обечайки и снятие ее с основания.
Изобретение поясняется чертежами, где:
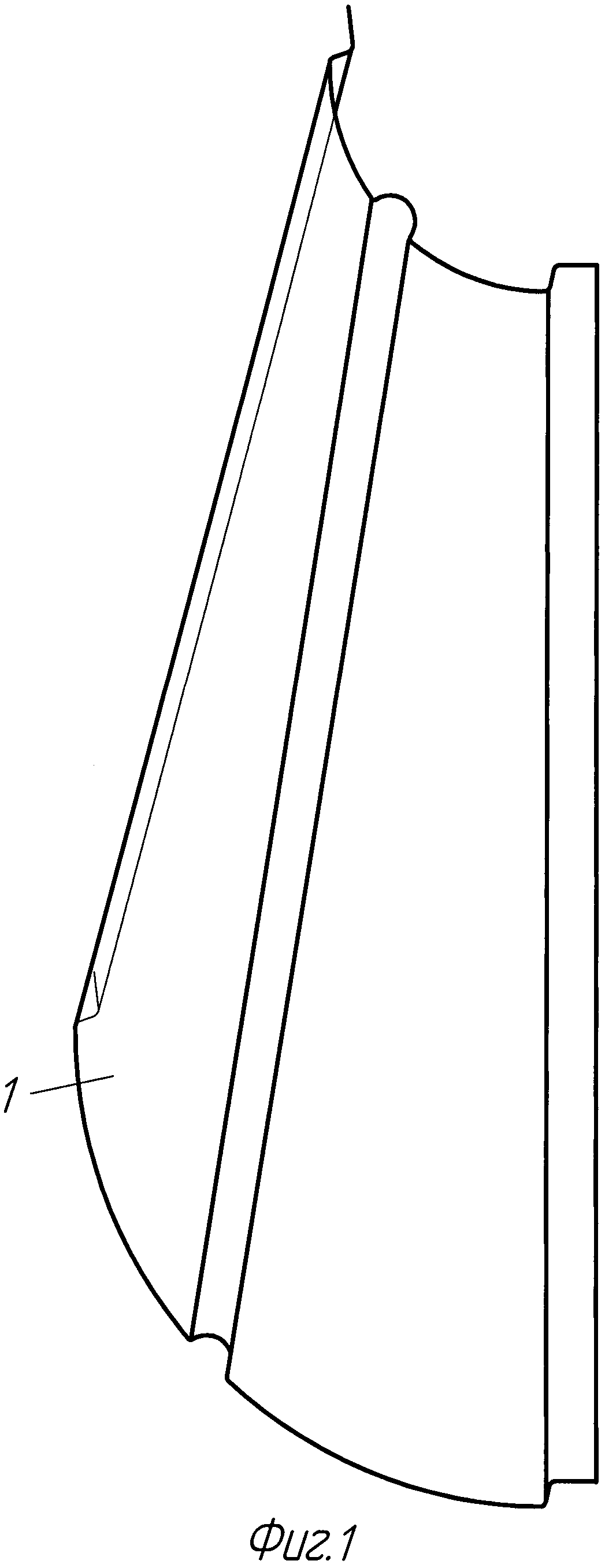
на фиг.1 показан сегмент конической гофрированной обечайки;
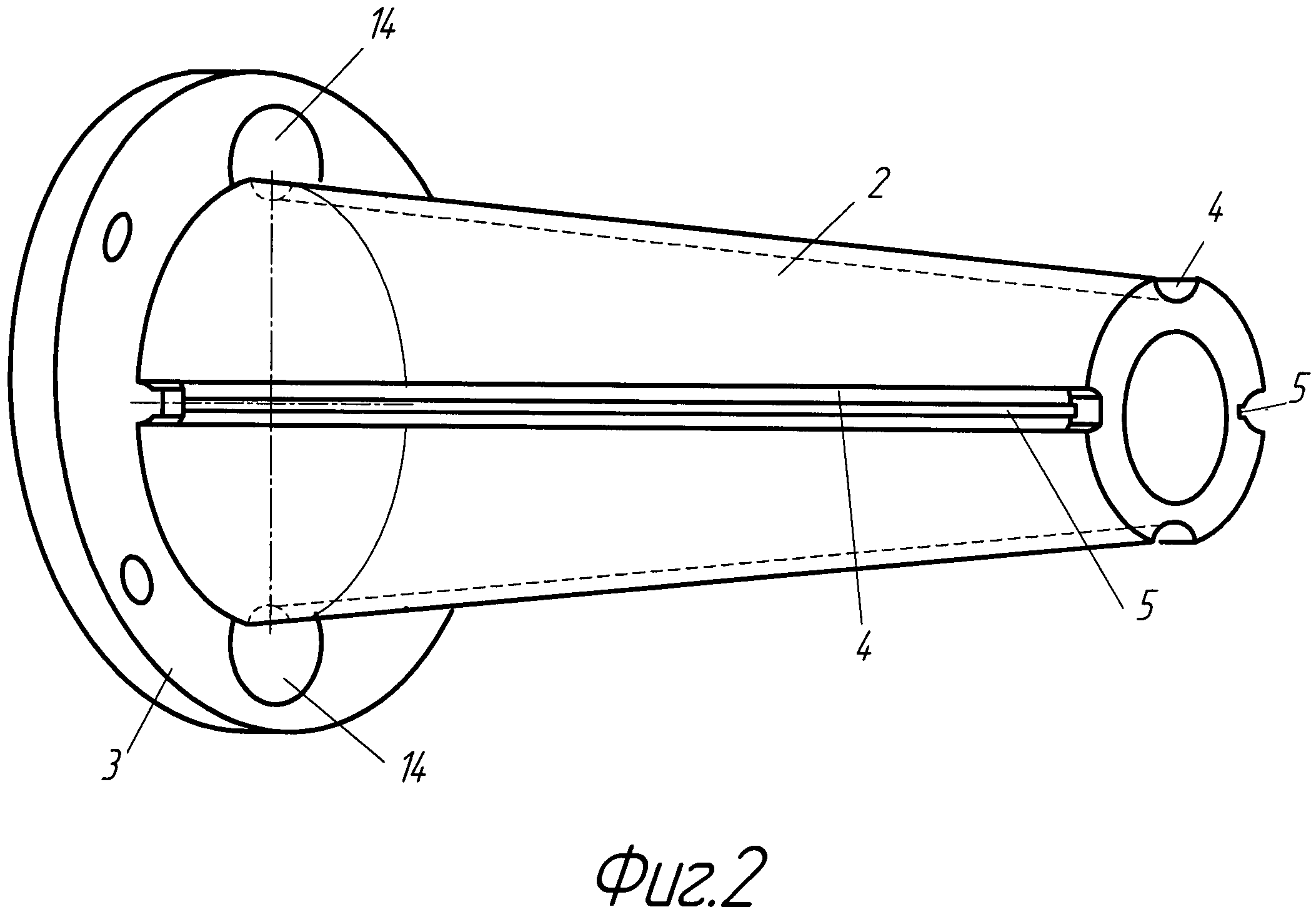
на фиг.2 показано основание устройства для сборки;
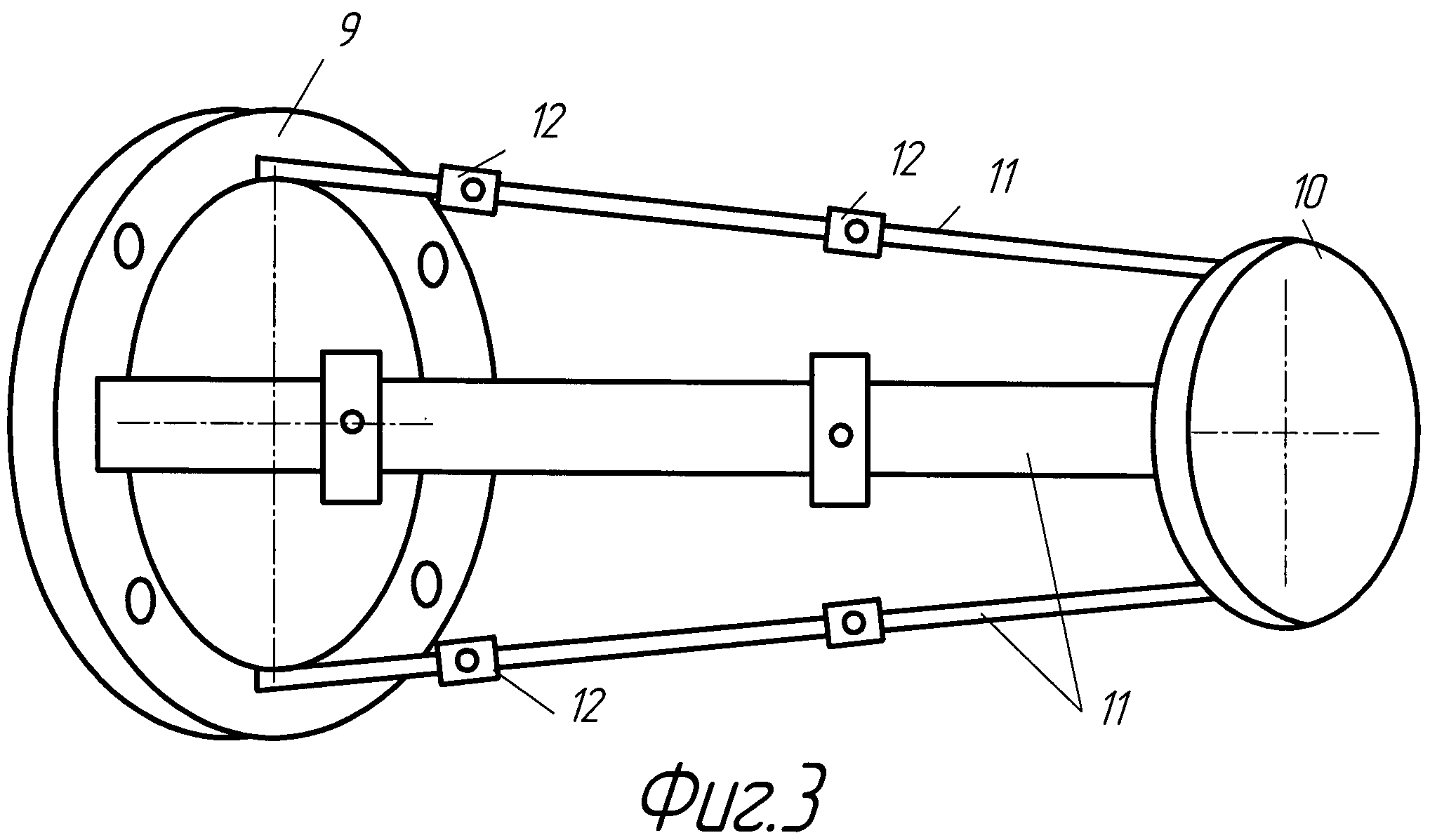
на фиг.3 показан обжимной каркас;
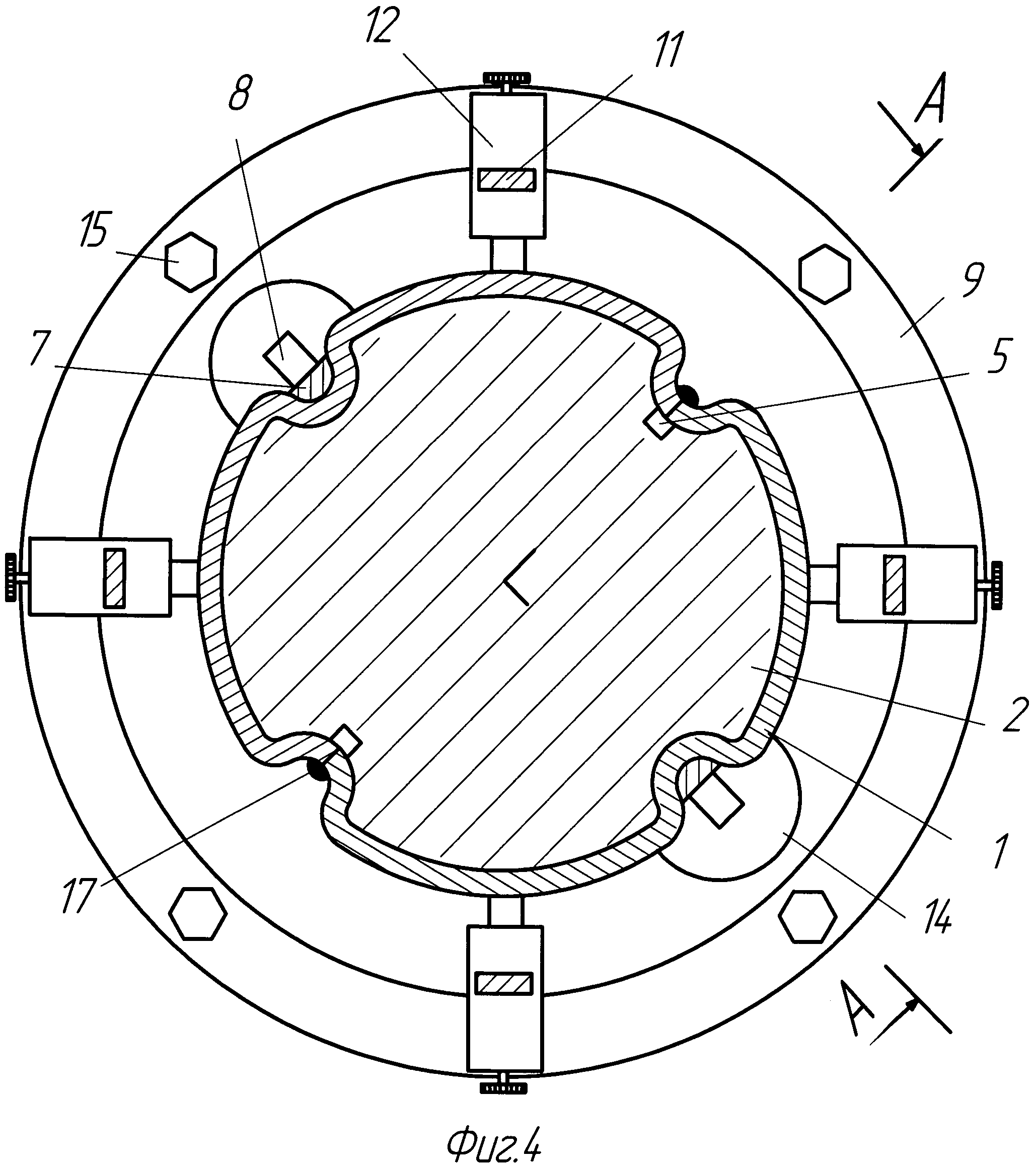
на фиг.4 показано поперечное сечение устройства для сборки с монтируемой обечайкой;
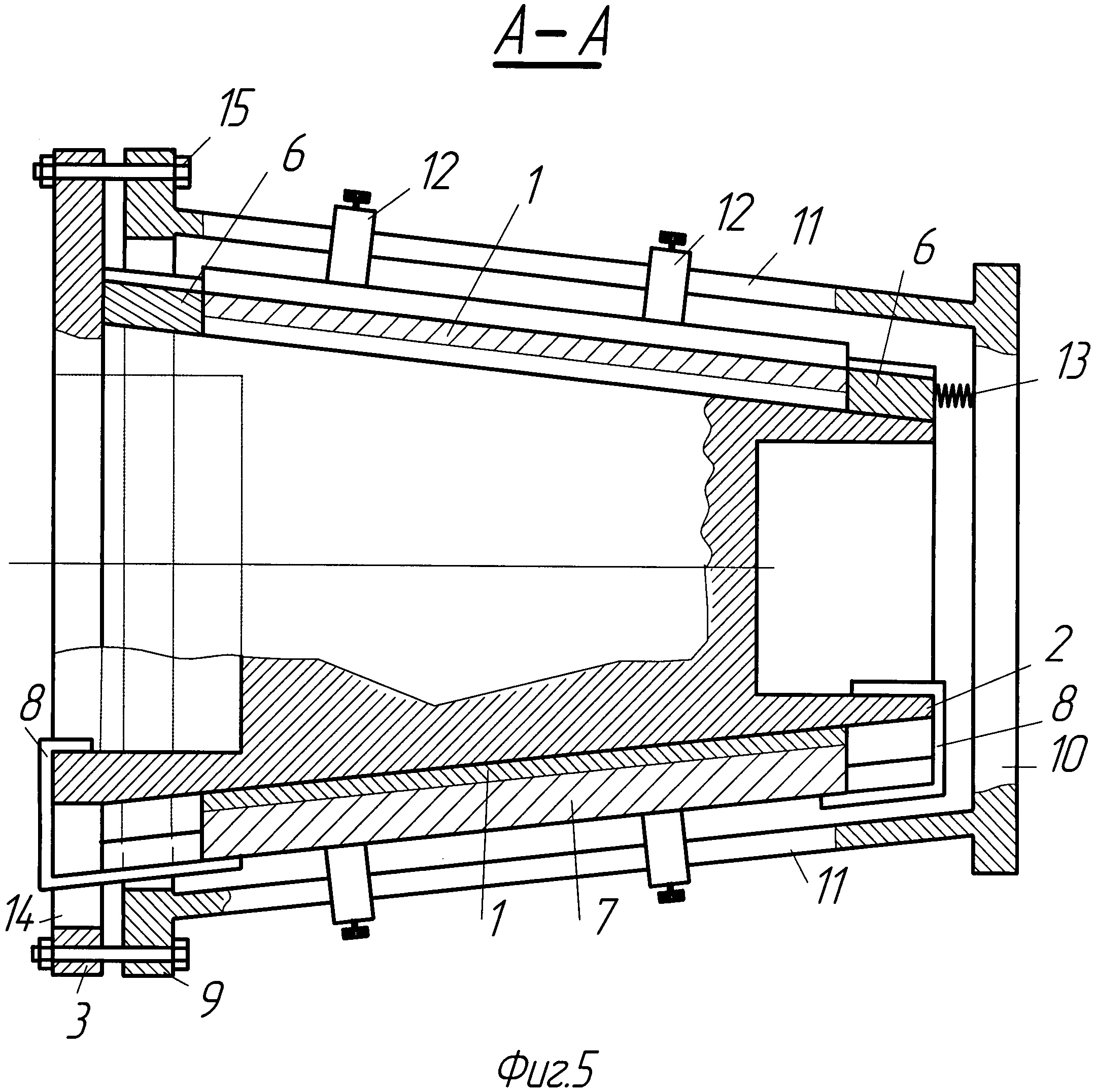
на фиг.5 показано сечение А-А фиг.4;
на фиг.6 показана готовая гофрированная обечайка.
Пример реализации способа.
Предложенный способ может быть осуществлен, например, на следующем устройстве для сборки конической гофрированной обечайки. Устройство для сборки сегментов 1 с гофрами с образованием тонкостенной конической обечайки 16 содержит основание 2 (фиг.2), которое выполнено в виде усеченного конуса с фланцем 3 на его торце большего диаметра. На конической поверхности основания 2 вдоль ее образующих расположены ложементы 4 для размещения в них продольных гофр. В тех ложементах 4, где производится стыковка и сварка смежных сегментов 1, выполнены продольные пазы 5 под сварочные швы, а по концам этих ложементов размещены вкладыши 6 для ввода и вывода сварного шва. Устройство снабжено элементами фиксации на основании 2 сегментов 1 собираемой обечайки 16, которые располагаются в тех ложементах 4, где не производится сварка сегментов 1, и выполнены в виде прижимных планок 7 и зажимных устройств 8 типа струбцин.
Устройство содержит также жесткий обжимной каркас, выполненный в виде конической рамы (фиг.3), состоящей из торцевых фланцев 9 и 10, один из которых 9, большего диаметра, выполнен кольцевым. Фланцы 9 и 10 соединены между собой продольными планками 11 с установленными на них прижимными элементами 12, которые выполняются, например, в виде пружинных, винтовых и т.п. фиксаторов. Продольные планки 11 расположены по конической поверхности, которая при размещении рамы на основании 2 коаксиальна конической поверхности основания. Вкладыши 6 для ввода и вывода сварного шва могут быть выполнены с поджимом к сегментам 1 собираемой обечайки посредством упругих элементов 13, расположенных, например, на внутренней поверхности торцевого фланца 10.
Следует отметить, что количество ложементов 4 на основании 2 может быть любым, соответствующим количеству гофр обечайки, а количество и размещение ложементов 4 с пазами 5 и вкладышами 6 для проведения сварки зависит от количества собираемых сегментов 1, т.е. количества их стыков.
В рассматриваемом примере используются два сегмента обечайки с общим количеством гофр - четыре. Также может быть любым количество продольных планок 11 и прижимных элементов 12 конической рамы, что зависит от конкретных технологических условий и используемых материалов.
Способ реализуется следующим образом.
На основании 2 размещают подготовленные сегменты 1 обечайки 16 гофрами в ложементы 4 и фиксируют в тех из них, где не производится сварка, посредством прижимных планок 7 и зажимных устройств 8, для установки которых во фланце 3 выполнены отверстия 14. Далее, на основании 2 с закрепленными на ней сегментами 1 обечайки устанавливается коническая рама (обжимной каркас), при этом фланцы 3 основания и 9 рамы стягиваются болтами 15, вкладыши 6 поджимаются к торцу сегментов 1 упругими элементами 13. С помощью прижимных элементов 12, установленных на продольных планках 11, производится плотный прижим сегментов 1 к основанию 2, что позволяет существенно снизить тепловые деформации при сварке и избежать последующей дополнительной термообработки. Собранная и зафиксированная таким образом обечайка перемещается на сварочное место, где производится сварка продольных стыков 17 сегментов 1 обечайки, расположенных в ложементах 4, где стыкуются кромки смежных сегментов. После этого убираются болты 15, разжимаются элементы 12 и снимается обжимной каркас. Расфиксируются зажимные устройства 8, снимаются прижимные планки 7 и вкладыши 6 и готовая обечайка 16 (фиг.6) снимается с основания 2.
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами, включающий формирование сегментов обечайки с продольными гофрами, размещение сегментов на основании, выполненном в виде усеченного конуса с фланцем на его торце большего диаметра и ложементами, расположенными на его конической поверхности вдоль образующих, гофрами в ложементы, предварительную фиксацию сегментов на основании, размещение на основании коаксиально ему поверх сегментов жесткого обжимного каркаса, выполненного в виде конической рамы, состоящей из торцевых фланцев, один из которых большего диаметра выполнен кольцевым, соединенных между собой продольными планками с установленными на них прижимными элементами, стягивание друг с другом кольцевого фланца рамы и фланца основания, а затем окончательную фиксацию сегментов путем прижатия их прижимными элементами к конической поверхности основания, сварку продольных стыков смежных сегментов, расфиксацию полученной обечайки и снятие ее с основания.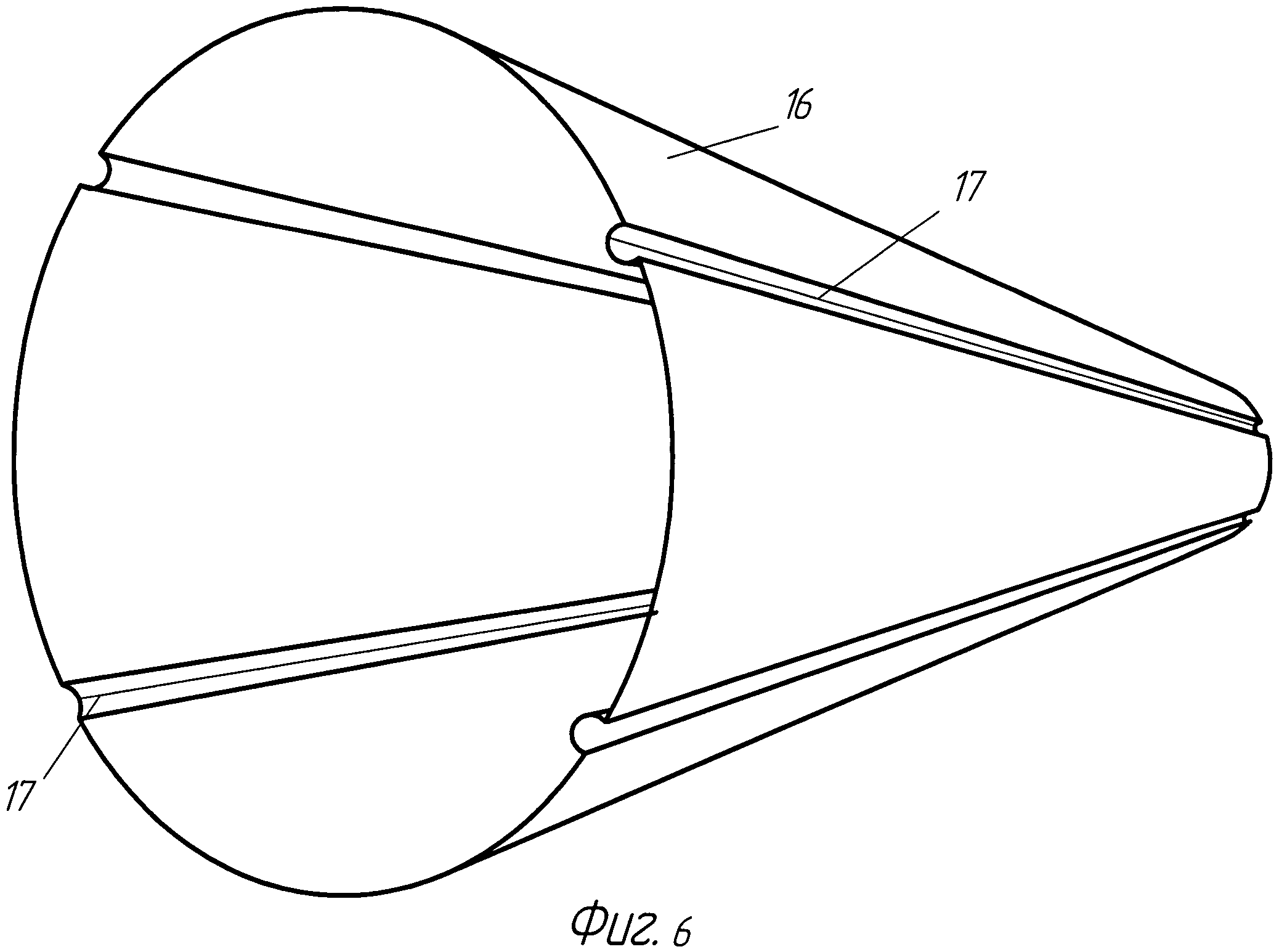
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Устройство для одновременного питания электрофизических аппаратов высоким постоянным и частотно-импульсным напряжением субмикросекундного диапазона (варианты)
Способ химико-термической обработки деталей из никелевых сплавов
Парокомпрессионная установка
Способ управления частотой вращения ротора низкого давления двухконтурного газотурбинного двигателя
Способ производства заготовок из жаропрочных порошковых сплавов
Способ восстановления информации измерительного канала газотурбинного двигателя
Устройство для измерения пазов в изделии
Измерительное устройство для контроля пазов деталей
Устройство для изготовления щеточного уплотнения
Высокотемпературный композиционный материал для уплотнительного покрытия
Способ изготовления вкладышей опорного подшипника скольжения
Способ ремонта лопаток турбомашин и устройство для его осуществления
Способ оценки режимов сварки
Способ пайки изделия, преимущественно теплообменника
Способ очистки топливного коллектора газотурбинного двигателя от коксовых отложений и нагара
Вакуумная камера для электронно-лучевой обработки

