Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ЗАГОТОВОК ПОСТОЯННОЙ ШИРИНЫ С ЭЛЕМЕНТАМИ ПЕРЕМЕННОЙ И ПОСТОЯННОЙ ТОЛЩИНЫ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к производству рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины и может быть использовано в линиях производства рессор.
Известен способ прокатки (см. например, каталог компании «Хилле» (Hille) (Tape Leaf Spring Rolling Machine. Hille Engineering Ltd. 1986. Prince of Wales Road, Sheffileld S94Ex, England. C.2-3)), принятый в качестве аналога, включающий предварительный нагрев и обжатие в горизонтальных валках по заданной программе одного из концов полосы за несколько проходов с созданием переднего натяжения, при этом возникающее уширение полосы, которое представляет собой абсолютную разность между ширинами полосы после прокатки и до прокатки, устраняется вертикальными холостыми валками с гладкой бочкой, установленными с постоянным раствором с входной стороны, во время обратного хода тянущего устройства. Таким образом, в аналоге вначале осуществляется деформация в горизонтальных валках, в результате которой образуется уширение, которое затем частично устраняется вертикальными валками.
Рассмотренный выше способ имеет следующие недостатки:
1. Из-за малой нагрузочной способности гладких вертикальных роликов они не способны полностью устранить уширение, что приводит к необходимости расширять допуски на ширину и увеличивать количество проходов, что, в конечном итоге, снижает эффективность производства и не позволяет получать высокоточные рессорные заготовки.
2. Процесс деформации в гладких вертикальных роликах характеризуется низкой естественной устойчивостью полосы при деформации, что особенно характерно для рессорной заготовки со округлением боковой поверхности радиусом, поэтому ее часто сваливает, что ухудшает, как и в п.1, качество рессорных заготовок, а также снижает производительность и выход годного проката.
Известен способ производства рессорных полос постоянной ширины и изменяющейся толщины (патент РФ №2239510, 05.08.2003), принятый в качестве прототипа, включающий многопроходную последовательную горячую прокатку по заданной программе изменения толщины каждой из половин в горизонтальных валках с контролируемым передним натяжением и применением деформации по боковым поверхностям полосы двумя парами вертикальных холостых валков, установленных до и после клети.
Как и в аналоге, в прототипе также вначале осуществляется деформация в горизонтальных валках, в результате чего образуется уширение, которое затем устраняется вертикальными валками.
В целом, недостатки аналога, отраженные в п.п.1, 2 характерны и для прототипа, но регулирование ширины рессоры 2-мя парами холостых роликов более эффективно, однако при этом наблюдается снижение качества скругленной боковой поверхности.
Техническим результатом предлагаемого способа является повышение точности геометрических размеров рессорных заготовок по ширине, улучшение качества их боковых поверхностей, а также увеличение выхода годной продукции и производительности процесса производства.
Технический результат достигается тем, что в способе производства рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины, включающем многопроходную последовательную горячую прокатку по заданной программе изменения толщины каждой из половин рессорной заготовки в горизонтальных валках с контролируемым передним натяжением и применением деформации по боковым поверхностям рессорной заготовки предварительно определяют величину суммарного уширения заготовки, возникающего при прокатке в горизонтальных валках, после чего рессорную заготовку в первом проходе обжимают по ширине на величину суммарного уширения в вертикальных калиброванных валках, в которых форма ручьев соответствует заданной форме боковой поверхности рессорной заготовки, а длины элементов рессорной заготовки рассчитываются по формулам Lk=2Vk/(2Fkl-Δbvk·hk1) - для элементов переменной толщины и Lp=Vp/(Fkl-Δbvp·hkl) для элементов постоянной толщины, где:
Lk - длина элемента переменной толщины;
Lp - длина элемента постоянной толщины;
Δbvp - уширение элемента переменной толщины;
Δbvk - уширение элемента постоянной толщины;
Vk - объем элемента переменной толщины;
Vp - объем элемента постоянной толщины;
Fkl - площадь большего сечения элемента переменной толщины;
hkl - высота большего сечения элемента переменной толщины,
а второй и последующий проходы осуществляют в горизонтальных валках, после чего измеряют ширину готовой рессорной заготовки и, в случае несоответствия требуемым значениям, корректируют соответствующее обжатие в вертикальных валках.
Предложенный способ производства рессорных полос поясняется рисунками, где на:
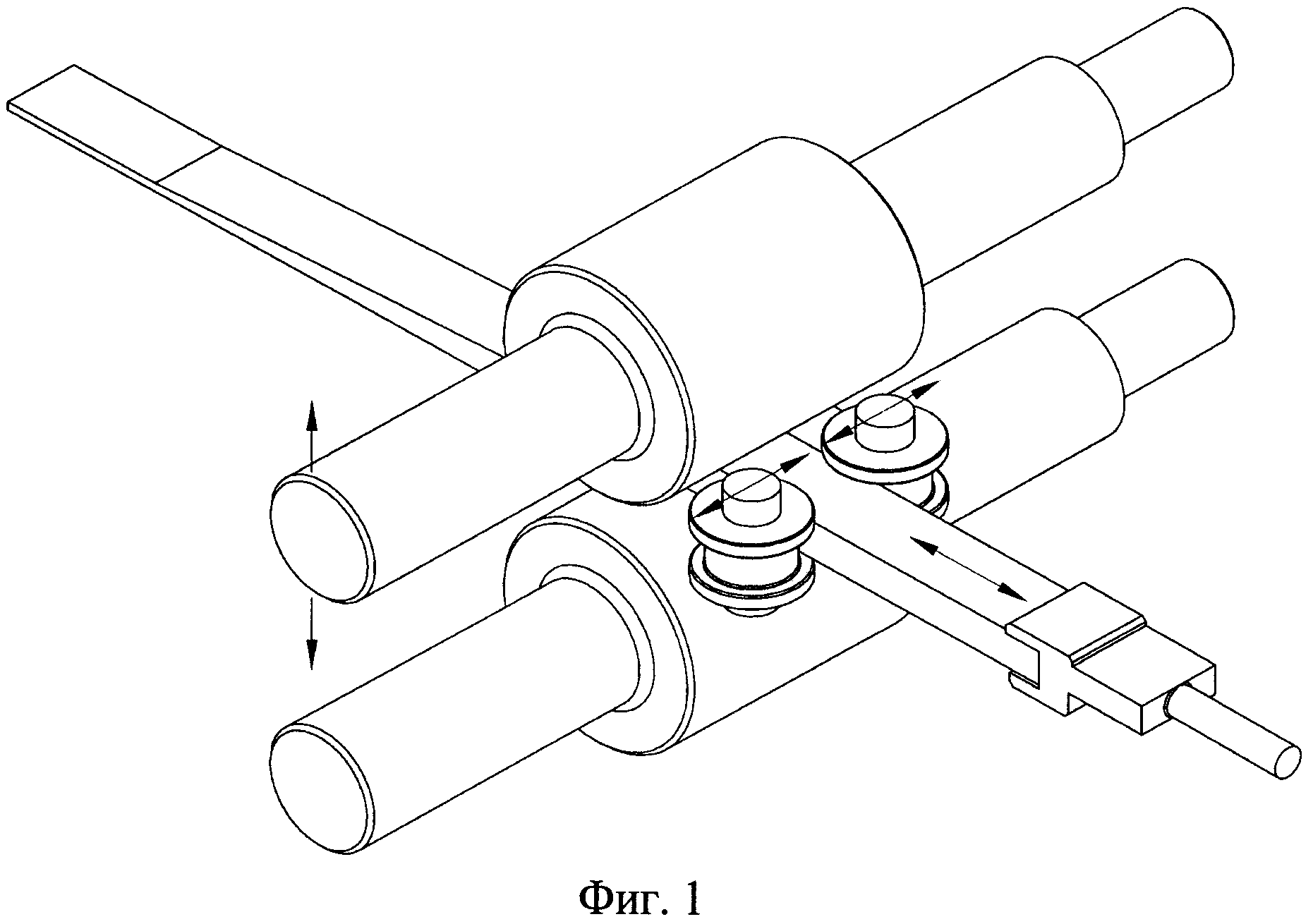
- фиг.1 приведена схема расположения горизонтальных, вертикальных валков, тянущего устройства и рессорной заготовки при прокатке;
- фиг.2 показан режим деформации предложного способа производства рессорных заготовок, когда 1-ый проход осуществляется только в вертикальных валках, а 2-ой и последующие проходы только в горизонтальных валках и реализация его с помощью метода последовательных приближений;
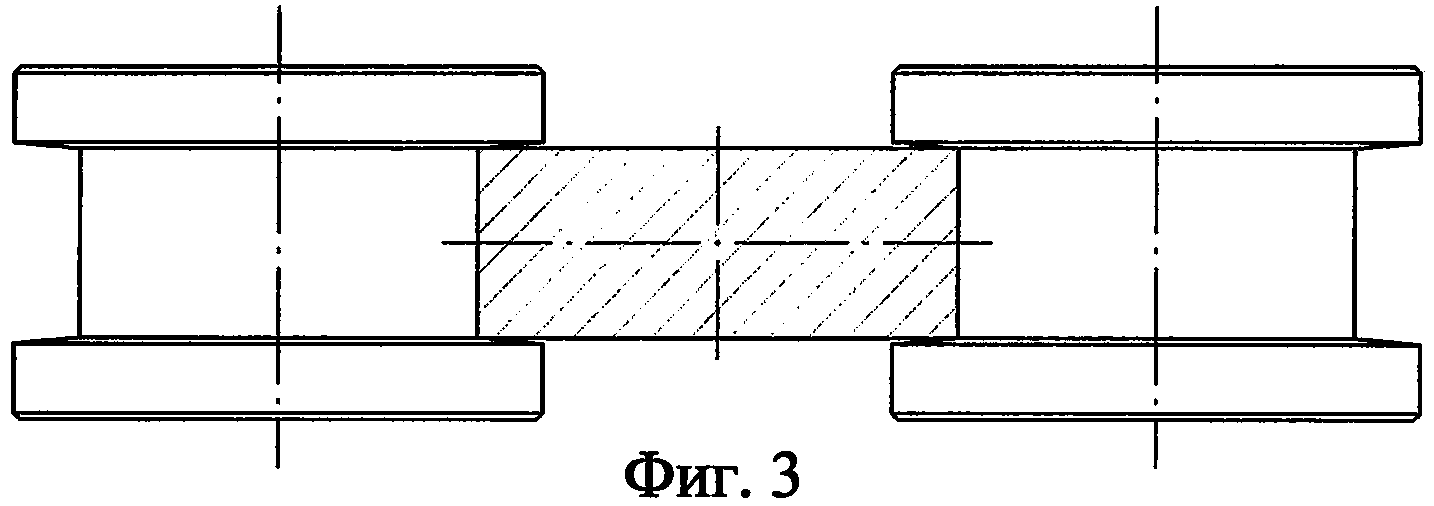
- фиг.3 даны калиброванные вертикальные валки для обжатия ширины рессоры с прямоугольным поперечным сечением;
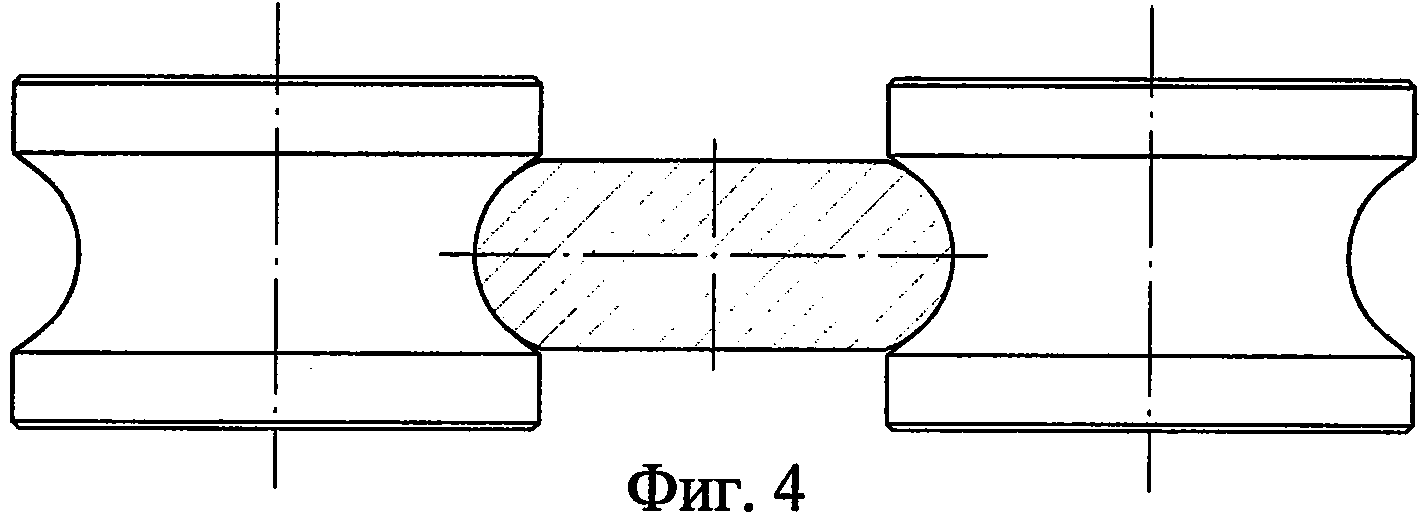
- фиг.4 показаны калиброванные вертикальные валки для обжатия ширины рессоры со скругленной формой поперечного сечения;
Реализация предлагаемого способа производства рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины базируется на условии постоянства объемов элементов рессорной заготовки до и после деформации и определяет последовательное выполнение следующих этапов:
1. Определение величины суммарного уширения рессорной заготовки, возникающего при прокатке в горизонтальных валках.
Все расчеты режимов деформации профилей переменного сечения базируются на условии постоянства объема металла любого элемента до и после деформации. Как правило, рессоры переменного сечения состоят из элементов постоянного и переменного клиновидного сечений (фиг.2). Объем элемента постоянного сечения определяются зависимостью

где Fp - объем элемента постоянного сечения;
Fp и Lp - соответственно площадь поперечного сечения и длина
элемента постоянного поперечного сечения.
Объем клиновидного элемента находится по формуле

Здесь Fp и Fk2 - соответственно большая и меньшая площади поперечного сечения клиновидного элемента;
Из уравнений (1) и (2) следует, что длины элементов


Площадь поперечного сечения (фиг.2) определяется зависимостью

а площадь поперечного сечения прямоугольника

Зависимости (1)-(6) предназначены для проектирования режимов деформации рессор переменного сечения в горизонтальных валках.
2. Обжатие рессорной заготовки в вертикальных валках.
При деформации клиновидного элемента в вертикальных валках его объем

где Vk - объем деформируемого в вертикальных валках клиновидного элемента;
Δbvk - уширение клиновидного элемента, имеющего объем vk;
Fkl - площадь большего поперечного сечения клиновидного элемента;
hkl - толщина большего поперечного сечения клиновидного элемента;
Lk - длина деформируемого в вертикальных валках клиновидного элемента.
Величина 4, как следует из уравнения (7), определяется выражением

При деформации в вертикальных валках элементов постоянного сечения объем находится по формуле

Здесь Vp - объем деформируемого в вертикальных валках элементов постоянного сечения;
Lp - длина деформируемого в вертикальных валках элемента постоянного сечения.
Из уравнения (9) получено

Основой для расчета режимов деформации является готовая рессорная заготовка с заданными геометрическими размерами, приведенными на фиг.2ж., состоящая из трех элементов: недеформируемой части, имеющей геометрические размеры, равные размерам заготовки, деформируемых клиновидного элемента и элемента постоянного сечения. Величины объемов деформируемых клиновидного элемента и элемента постоянного сечения рассчитаны по вышерассмотренным соответствующим зависимостям и приведены в табл.1.
Расчетным путем определена суммарная величина уширения на элементе постоянного сечения, представляющая собой разность между величиной bk1 и bp и равная 5 мм, которая является основой для расчета режимов деформации клиновидного элемента и элемента постоянного сечения в вертикальных валках и приведенная в строке б) табл.1.
3. Обжатие рессорной заготовки, прокатанной только в вертикальных валках на длинах Lk и Lp, горизонтальных валках с последующим измерением полученной ширины.
Заготовка рессорная прокатывается по заданной программе изменения толщины каждой из половин рессорной заготовки в горизонтальных валках с контролируемым передним натяжением с последующим измерением полученной ширины рессорной заготовки фиг.2.г, в результате чего установлено превышение заданного значения ширины на 1 мм.
4. Корректирование обжатия в вертикальных валках в случае несоответствия требуемым значения геометрических размеров рессорной заготовки.
В рассматриваемом случае выявленное несоответствие ширины корректируют изменением соответствующего обжатия в вертикальных валках (см. фиг.2.д. и строку д) табл.1), с последующей прокаткой в горизонтальных валках и измерением полученной ширины, которое не выявило несоответствия заданным значениям (см. строку ж) табл.1).
Результаты расчета режимов деформации рессорных заготовок по приведенным выше зависимостям помещены в табл.1.
|
Предлагаемый способ может быть использован в линиях производства рессор.
Таким образом способ производства рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины, имеет следующие преимущества:
- переменное обжатие ширины рессорных заготовок только в вертикальных валках на величину уширения в функции соответствующей длины прокатываемого элемента эффективно регулирует заданную ширину рессоры, позволяя достичь высокой точности рессорных заготовок по ширине, а деформация в калибрах, соответствующих заданной форме боковой поверхности рессорной заготовки, кроме того, улучшает качество всей боковой поверхности рессоры, что способствует увеличению выхода годной высококачественной продукции;
- обжатие рессорных заготовок после деформации в вертикальных валках только в горизонтальных валках и за несколько проходов, повышает точность размеров по высоте рессоры;
- регулирование режимов деформации по ширине и высоте в разных проходах стабилизирует, в целом, процесс деформации, сокращая простои на их подстройку и увеличивает, тем самым, производительность процесса производства заготовок рессор.
Способ производства рессорных заготовок постоянной ширины с элементами переменной и постоянной толщины, включающий многопроходную последовательную горячую прокатку по заданной программе изменения толщины каждой из половин рессорной заготовки в горизонтальных валках с контролируемым передним натяжением и деформацию ее боковых поверхностей в вертикальных валках, отличающийся тем, что предварительно определяют величину суммарного уширения при прокатке в горизонтальных валках, в первом проходе рессорную заготовку обжимают по ширине на величину суммарного уширения в вертикальных калиброванных валках, форма ручьев которых соответствует заданной форме боковой поверхности рессорной заготовки, а длины элементов рессорной заготовки рассчитывают по формулам L=2V/(2F-Δb·h) - для элементов переменной толщины и L=V/(F-Δb·h) для элементов постоянной толщины, гдеL - длина элемента переменной толщины;L - длина элемента постоянной толщины;Δb - уширение элемента переменной толщины;Δb - уширение элемента постоянной толщины;V - объем элемента переменной толщины;V - объем элемента постоянной толщины;F - площадь большего сечения элемента переменной толщины;h - высота большего сечения элемента переменной толщины,при этом последующие проходы осуществляют в горизонтальных валках, после чего измеряют ширину готовой рессорной заготовки и, в случае несоответствия требуемым значениям, корректируют соответствующее обжатие в вертикальных валках.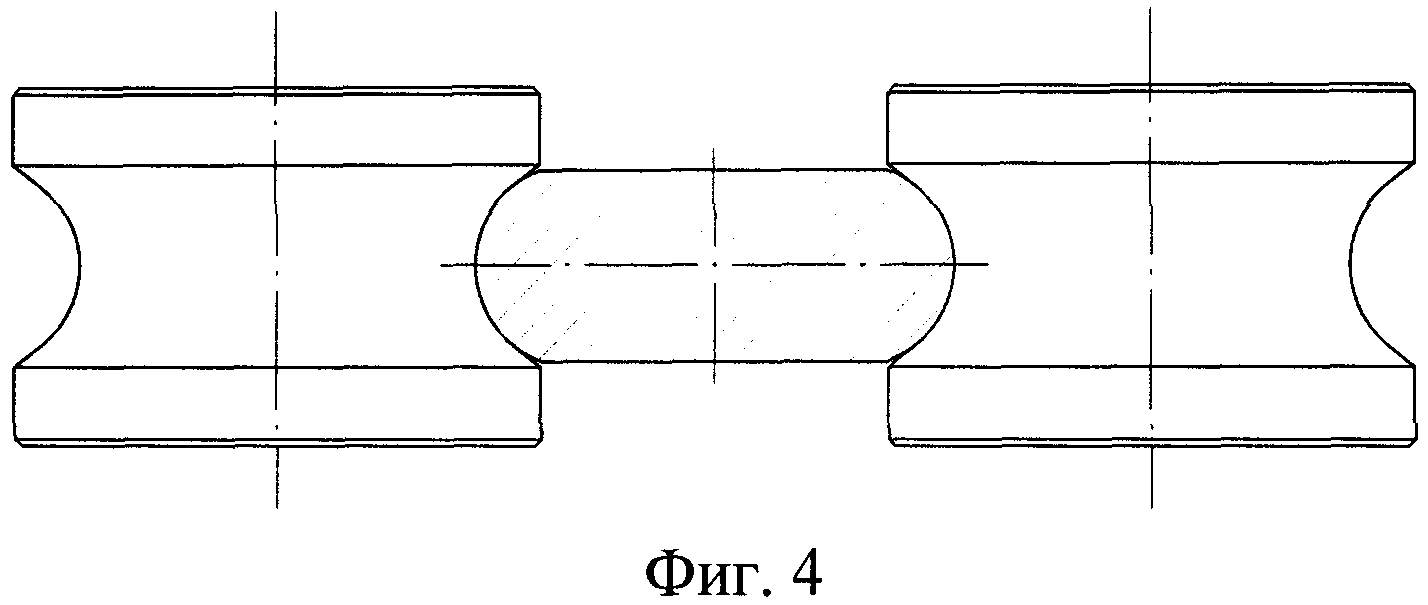
Устройство для направления полосы
Способ изготовления уплотнительной манжеты из полиуретана
Уплотнительное устройство опоры прокатного валка
Устройство захвата рабочей втулки контейнера для последующего удаления из зоны пресса
Способ измерения усилия осадки при контактной стыковой сварке
Способ штучной прокатки листовой продукции
Двухкамерный газостат
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Способ внепечной обработки жидкой стали
Установка для подготовки снежной массы к таянию

