Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для получения свариваемых штрипсов категории прочности X100 по стандарту API 5L-04, используемых при строительстве магистральных нефтегазопроводов высокого давления.
Известен способ производства штрипсов [1], включающий изготовление слябов, их нагрев до температуры 1170-1420°C, черновую прокатку до промежуточной толщины и чистовую прокатку в температурном интервале 910-710°C с суммарным относительным обжатием 60-80%. При этом слябы изготавливают из низколегированной стали следующего состава, мас.%:
|
Известен также способ производства штрипсов из низколегированной стали следующего химического состава, мас.%:
|
Способ включает нагрев слябов до температуры аустенитизации, многопроходную черновую прокатку, затем многопроходную чистовую прокатку с температурой конца прокатки 820-880°C, и ускоренное охлаждение штрипсов водой до температуры 580-660°C [2].
Недостатки известных способов [1, 2] состоят в том, штрипсы имеют низкую прочность и недостаточную долю волокнистой составляющей в изломе образца.
Ближайшим аналогом к предлагаемому изобретению является способ производства штрипсов [3], включающий изготовление слябов, их нагрев до температуры аустенитизации, многопроходную черновую и чистовую прокатки с регламентируемой температурой конца прокатки 700-880°C, и охлаждение штрипсов водой, согласно которому чистовую прокатку ведут с суммарным относительным обжатием не менее 50%, а охлаждение штрипсов водой осуществляют со скоростью не менее 10°C/с до температуры не выше 580°C. Причем слябы изготавливают из стали следующего химического состава, мас.%:
|
Недостаток известного способа состоит в том, что он не обеспечивает получения требуемых прочностных свойств σв=890-950 МПа при сохранении доли волокнистой составляющей в изломе образца ИНГ-20 не менее 90%, что является необходимыми условиями для штрипсов с категорией прочности, соответствующей X100 по стандарту API 5L-04.
Техническая задача, решаемая изобретением, состоит в повышении прочностных свойств штрипсов при обеспечении доли волокнистой составляющей в изломе образца не менее 90%.
Для решения технической задачи в известном способе производства штрипсов, включающем изготовление непрерывно литых слябов из низколегированной стали, их нагрев до температуры аустенитизации, многопроходную черновую и чистовую прокатку с регламентируемой температурой конца прокатки и охлаждение штрипсов водой, согласно изобретению после черновой прокатки раскаты охлаждают до температуры 720-800°c, температуру конца прокатки поддерживают равной 740-790°C, а чистовую прокатку ведут с относительными обжатиями за проход 8-25%, после чего штрипсы охлаждают со скоростью не менее 17°C/с, при этом слябы изготавливают из стали следующего химического состава, мас.%:
|
Сущность предложенного изобретения состоит в следующем. Повышение прочностных свойств при одновременном сохранении волокнистости излома, как показали эксперименты, может быть достигнуто за счет одновременной оптимизации деформационно-термических режимов чистовой прокатки штрипсов и химического состава стали. Причем повышение степени легированности ограничено требованиями к высокой свариваемости штрипсов. Многопроходная черновая прокатка при температуре нагрева слябов (температуре аустенитизации) обеспечивает эффективное разрушение их изначально литой структуры за счет максимальных частных обжатиях. Охлаждение раскатов до температуры 720-800°C замедляет процесс полигонизации в процессе чистовой прокатки стали предложенного состава. Благодаря этому при относительных обжатиях в каждом из чистовых проходов 8-25% достигается деформационное диспергирование микроструктурных составляющих, стимулируется выпадение мелкодсперсных карбонитридных частиц, упрочняющих сталь, а также накопление от прохода к проходу петлевых дислокации. Охлаждение прокатанных штрипсов водой со скоростью не менее 17°C/с от температуры конца прокатки 740-790°C позволяет исключить появление в структуре стали перлита и бейнита. В этом случае деформированный аустенит превращается в игольчатый (закаленный) феррит с равномерно распределенными по его объему включениями мартенсита в количестве 6-8% по объему. Двухфазный ферритно-мартенситный состав закаленного феррита стали предложенного состава после высокотемпературной термомеханической обработки в процессе чистовой прокатки обеспечивает достижение значения σв=850-950 МПа при доле волокнистой составляющей в изломе образца ИПГ-20 не менее 90%.
Экспериментально установлено, что охлаждение раската после черновой прокатки до температуры выше 800°C замедляет процесс выделения из твердого раствора аустенита карбонитридных частиц, что приводит к снижению прочностных свойств штрипсов. Охлаждение раската до температуры ниже 720°C приводит к снижению пластических и вязкостных свойств штрипсов.
Чистовая прокатка с относительными обжатиями за проход менее 8% приводит к полигонизации деформируемой микроструктры, снижению прочности и ударной вязкости готовых штрипсов. Увеличение относительных обжатий более 25% вызывает формирование нежелательной кристаллографической текстуры и анизотропии механических свойств, что недопустимо.
При температуре конца прокатки Tкп выше 790°C прочность штрипсов ниже допустимой, а при Tкп ниже 740°C имеет место снижение доли волокнистой составляющей в изломе при ИПГ-20 менее 90%.
Снижение скорости охлаждения штрипсов водой менее 17°C/с от температуры конца прокатки приводит к появлению в структуре стали перлитных колоний и включений бейнита. Это приводит к снижению прочности штрипсов и доли волокнистой составляющей в изломе.
Углерод определяет прочностные свойства стали и ее свариваемость. Уменьшение содержания углерода менее 0,06% приводит к снижению прочности ниже допустимого уровня. Увеличение содержания углерода сверх 0,11% ухудшает свариваемость и пластичность штрипсов.
Кремний, располагаясь по границам зерен, приводит к их ослаблению. Поэтому увеличение содержания кремния более 0,04% приводит к снижению значения ИПГ-20, что недопустимо. При содержании кремния менее 0,02% увеличивается окисленность стали, снижается прочность и пластичность.
Марганец повышает прочности стали и температурную устойчивость аустенита. При содержании марганца менее 1,45% снижается прочность стали, доля вязкой составляющей в изломе и вязкость при отрицательных температурах. Повышение концентрации марганца сверх 1,95% ухудшает свариваемость штрипсов.
Молибден упрочняет ферритную матрицу стали. Уменьшение содержания молибдена менее 0,15% снижает прочностные свойства штрипсов ниже допустимого уровня. Увеличение содержания молибдена более 0,28% ухудшает свариваемость штрипсов.
Карбиды ниобия располагаются по границам зерен и субзерен, упрочняют сталь. При содержании ниобия менее 0,01% его влияние на прочностные свойства недостаточно. При содержании ниобия более 0,06% ухудшаются вязкостные свойства и свариваемость штрипсов.
Уменьшение содержания титана менее 0,01% снижает прочность и пластичность штрипсов. При сварке титан полностью выгорает, поэтому его концентрация в стали не должна быть выше 0,09%.
Никель при концентрации 0,15-0,35% обеспечивает исключение образования перлита и бейнита в процессе охлаждения прокатанных штрипсов. При содержании никеля менее 0,15% в структуре стали появляется перлит, что снижает прочность. Увеличение концентрации никеля более 0,35% снижает показатель ИПГ-20, что недопустимо.
Медь, кристаллизуясь в последнюю очередь на границах зерен, способствует их пластификации. При содержании меди менее 0,10% снижается доля волокнистой составляющей в изломе образца. Увеличение содержания меди более 0,30% приводит к потере прочностных и вязкостных свойств штрипсов.
Азот в химических соединениях с титаном, ванадием и другими легирующими элементами упрочняет сталь по механизму дисперсионного твердения. При содержании азота менее 0,002% снижается прочность штрипсов, что требует увеличения количества других легирующих элементов, что ухудшает свариваемость штрипсов. Увеличение содержания азота более 0,009% снижает пластичность стали и долю волокнистой составляющей ниже 90%.
Ванадий способствует повышению прочности штрипсов, однако увеличение его концентрации сверх 0,20% снижает долю волокнистой составляющей в изломе, а также ухудшает свариваемость штрипсов.
Примеры реализации способа
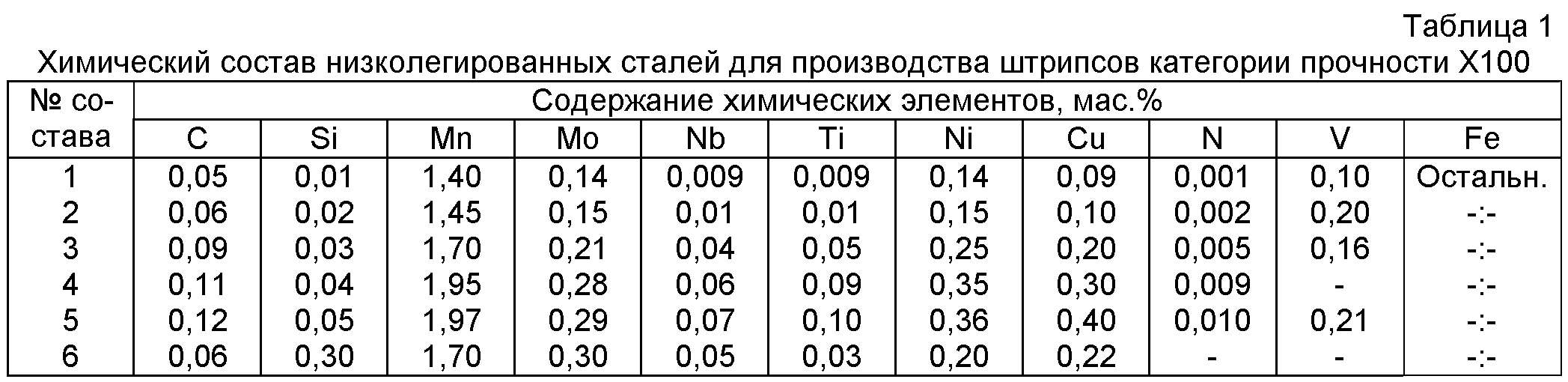
В кислородном конвертере выплавляют низколегированные стали (табл.1) для производства штрипсов категории X100. Выплавленные низколегированные стали после доводки подвергают непрерывной разливке в слябы толщиной 270 мм.
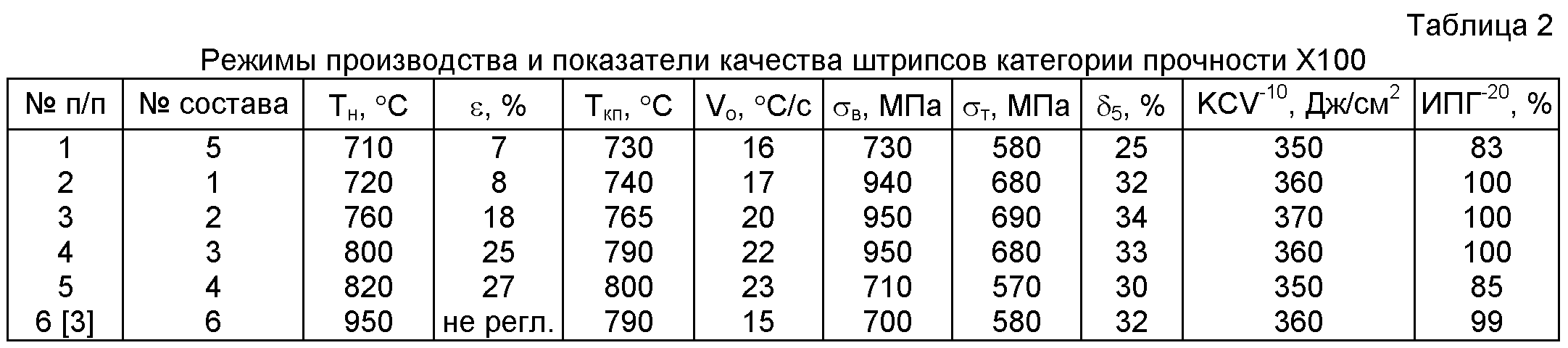
Сляб из стали с составом 3 (табл.1) подвергают нагреву до температуры аустенитизации Та=1150°C. Нагретый сляб выдают на рольганг толстолистового реверсивного стана кварто 5000 и подвергают многопроходной черновой прокатке с разбивкой ширины в раскат с промежуточной толщиной 47 мм. Затем раскат охлаждают на рольганге в режиме качания до температуры Тн=760°C и производят чистовую прокатку с обжатиями за проход ε=16% в штрипс толщиной 20 мм. Температуру конца прокатки поддерживают равной Tкп=765°C.
Прокатанный штрипс подвергают контролируемому охлаждению (закалке) водой со скоростью Vo=20°C/с от температуры Ткп=765°C до температуры 500°C.
В табл.2 приведены варианты реализации способа производства штрипсов категории прочности X100 из низколегированных сталей различного состава, а также показатели их качества.
Из данных, представленных в табл.1 и табл.2, следует, что при реализации предложенного способа (варианты №2-4) достигается повышение прочностных свойств штрипсов из низколегированной стали. Доля волокнистой составляющей в изломе превышает 90%. В результате они полностью соответствуют требованиям, предъявляемым к штрипсам категории прочности X100.
В случае запредельных значений заявленных параметров (варианты №1 и №5) прочностные свойства штрипсов снижаются, уменьшается доля волокнистой составляющей в изломе образца. Штрипсы, произведенные по известному способу [3] (вариант №6), также не соответствуют категории прочности X100.
Технико-экономические преимущества предложенного способа заключаются в том, что нагрев слябов из низколегированной стали предложенного состава до температуры аустенитизации, последующая их многопроходная черновая прокатка, охлаждение до температуры 720-800°C и многопроходная чистовая прокатка с Tкп=740-790°C с относительным обжатием за проход 8-25%, и закалка штрипсов водой со скоростью не менее 17°C/с обеспечивает формирование ферритной матрицы, упрочненной мартенситом с реечной морфологией, карбо-нитридными частицами наноразмеров, а также волокнистый излом по всей поверхности образца, подвергнутого испытанию падающим грузом при температуре - 20°C (ИПГ-20). Благодаря этому штрипсы имеют повышенную прочность, и по своему качеству полностью соответствуют категории прочности X100, что позволяет повысить давление и удельный расход перекачиваемой среды без увеличения толщины стенки трубопровода.
Предложенный способ явился результатом развития известного способа [3]. Его использование обеспечит повышение рентабельности производства штрипсов повышенной прочности для труб магистральных нефтегазопроводов на 10-20%.
Источники информации
1. Патент Российской Федерации №2241769, МПК C21D 8/02, C22C 38/58, B21B 1/26, 2004 г.
2. Патент Российской Федерации №2262537, МПК C21D 8/02, C22C 38/46, 2005 г.
3. Патент Российской Федерации №2358024, МПК C21D 8/02, C22C 28/22, C22C 38/42, 2009 г.
Способ производства штрипсов, включающий выплавку низколегированной стали, изготовление непрерывнолитых слябов, их нагрев до температуры аустенитизации, многопроходную черновую и чистовую прокатку с регламентируемой температурой конца чистовой прокатки и охлаждение штрипсов водой, отличающийся тем, что выплавляют сталь следующего химического состава, мас.%: при этом после черновой прокатки раскаты охлаждают до температуры 720-800°C, а чистовую прокатку ведут с относительными обжатиями за проход 8-25% и с температурой конца прокатки, равной 740-790°C, после чего штрипсы охлаждают со скоростью не менее 17°C/с.Способ холодной прокатки полос на реверсивном стане
Способ получения постоянных магнитов на основе сплавов редкоземельных металлов с железом и азотом
Способ получения листового композиционного материала системы титан-алюминий
Листопрокатная клеть
Алмазный инструмент на гальванической связке
Способ нанесения комбинированных pvd/cvd/pvd покрытий на режущий твердосплавный инструмент
Сталь низколегированная свариваемая
Способ производства горячекатаных полос
Приемный участок холодильника сортового прокатного стана
Способ производства стальных горячекатаных полос
Способ горячей прокатки полос с односторонним рифлением
Способ производства хромоникелевой листовой стали
Оловянистая бронза для расходуемых электродов машин электроразрядного текстурирования листопрокатных валков
Способ производства холоднокатаных листов для глубокой вытяжки
Способ горячей прокатки стального углового профиля
Способ охлаждения валков сортопрокатной клети

