Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к области электронно-лучевой сварки и может быть использовано при электронно-лучевой сварке конструкционных материалов с контролем и управлением удельной мощности электронного луча непосредственно в процессе сварки.
Известен способ электронно-лучевой сварки, при котором модулируют удельную мощность электронного луча путем наложения на ток луча и (или) на ток фокусирующей линзы электронной пушки переменного напряжения с заданной частотой. Фокусировку электронного луча регулируют по переменной составляющей вторичного тока, имеющей частоту, равную частоте модуляции удельной мощности луча, определяют два максимума зависимости от тока фокусировки амплитуды и (или) ненормированной спектральной плотности составляющей вторичного тока с частотой, равной частоте модуляции удельной мощности электронного луча, и устанавливают фокусировку луча по минимальному значению амплитуды и (или) ненормированной спектральной плотности этой составляющей, регулируя ток фокусирующей линзы в интервале между его значениями, соответствующими максимумам амплитуды и (или) спектральной плотности данной составляющей [Патент РФ №2183153, B23K 15/00, 2002 г.].
Недостатком известного способа является то, что он обеспечивает достаточную точность контроля фокусировки электронного луча при сварке малой мощностью (не более 2.5 кВт) и только при сварке пучком модулированной мощности.
Наиболее близким к описываемому по технической сущности и достигаемому эффекту является способ электронно-лучевой сварки с контролем удельной мощности электронного пучка в зоне взаимодействия с металлом, при котором фокусировку электронного луча устанавливают по сигналу, получаемому в результате выделения и обработки переменных составляющих вторичного тока с пересекающимися частотными спектрами [Авторское свидетельство №1468700, B23K 15/00, 1989 г.].
Известный способ обеспечивает достаточную точность контроля фокусировки электронного луча при сварке малой мощностью (не более 2,5 кВт) и только при сварке статичным лучом. При модуляции и осцилляции электронного луча и при сварке с мощностями >2,5 кВт данный метод не обеспечивает достаточной точности контроля фокусировки.
Техническая задача, решаемая изобретением, заключается в повышении точности контроля фокусировки электронного луча и расширении функциональных возможностей способа при проведении сварки в режиме глубокого проплавления как статичным, так и осциллирующим или модулированным лучом в диапазоне мощностей от 1,5 до 15 кВт за счет использования дополнительного информационного параметра.
Задача решается за счет того, что в при осуществлении заявляемого способа электронно-лучевой сварки с контролем удельной мощности и тока фокусировки электронного луча, согласно изобретению, в процессе сварки регистрируют вторичный ток в цепи, содержащей источник напряжения смещения и резистор нагрузки, затем из спектра колебаний вторичного тока в диапазоне частот 5-125 кГц выделяют сигнал переменной составляющей, включающей диапазон частот, содержащий «пик» спектральной плотности, который подвергают статистической обработке путем с получением зависимости эмпирической плотности распределения указанного сигнала в амплитудном диапазоне и параметров эмпирических плотностей распределения в виде дисперсии, среднеквадратичного отклонения, модального значения эмпирической плотности распределения или отношения значения плотности распределения к среднеквадратичному отклонению или к дисперсии эмпирической плотности распределения от тока фокусировки, и устанавливают ток фокусировки для сварки, соответствующий максимальной удельной мощности электронного луча, при котором отношение модального значения к дисперсии эмпирической плотности распределения или отношение модального значения к среднеквадратичному отклонению или модальное значение эмпирической плотности распределения максимальны, дисперсия эмпирической плотности распределения максимальны или среднеквадратичное отклонение минимальны.
Заявляемый способ позволяет с высокой точностью контролировать фокусировку электронного луча благодаря использованию дополнительного информационного параметра при осуществлении последовательных действий согласно формуле изобретения.
Введение дополнительного информационного параметра позволяет выявлять, например, соответствие максимальной удельной мощности минимальному значению дисперсии или наибольшему модальному значению плотностей распределения, или максимальной величине отношения модального значения плотности распределения к среднеквадратичному отклонению.
Указанные преимущества способа обеспечивают высокое качество сварки в режиме глубокого проплавления как статическим, так и осциллирующим или модулированным лучом, обеспечивая высокую точность контроля фокусировки электронного луча в широком диапазоне мощностей от 1,5 до 15 кВт и в широком диапазоне технологических воздействий на луч.
Изобретение проиллюстрировано следующим образом.
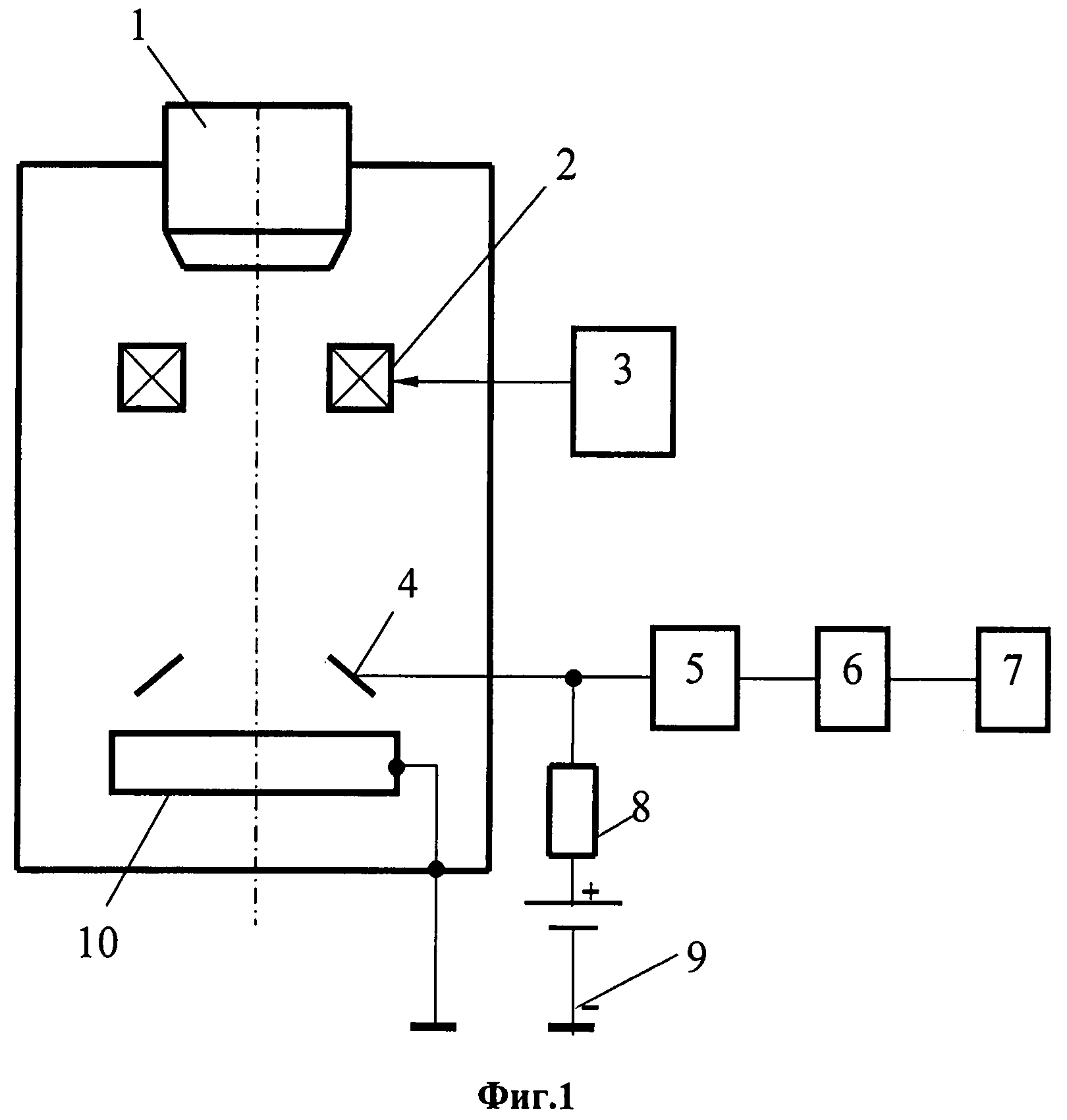
На фиг.1 представлена блок-схема устройства, предназначенного для осуществления заявляемого способа. Устройство содержит электронную пушку 1 с фокусирующей линзой 2, блок управления 3 током фокусировки Iф. Коллектор 4 электронов для регистрации вторичного тока связан с полосовым фильтром 5, блоком 6 построению эмпирической функции плотности распределения сигнала и устройством 7 визуализации. В процессе сварки регистрируют вторичный ток в цепи, который включает резистор 8 нагрузки и источник 9 смещения напряжения. Свариваемое изделие обозначено позицией 10.
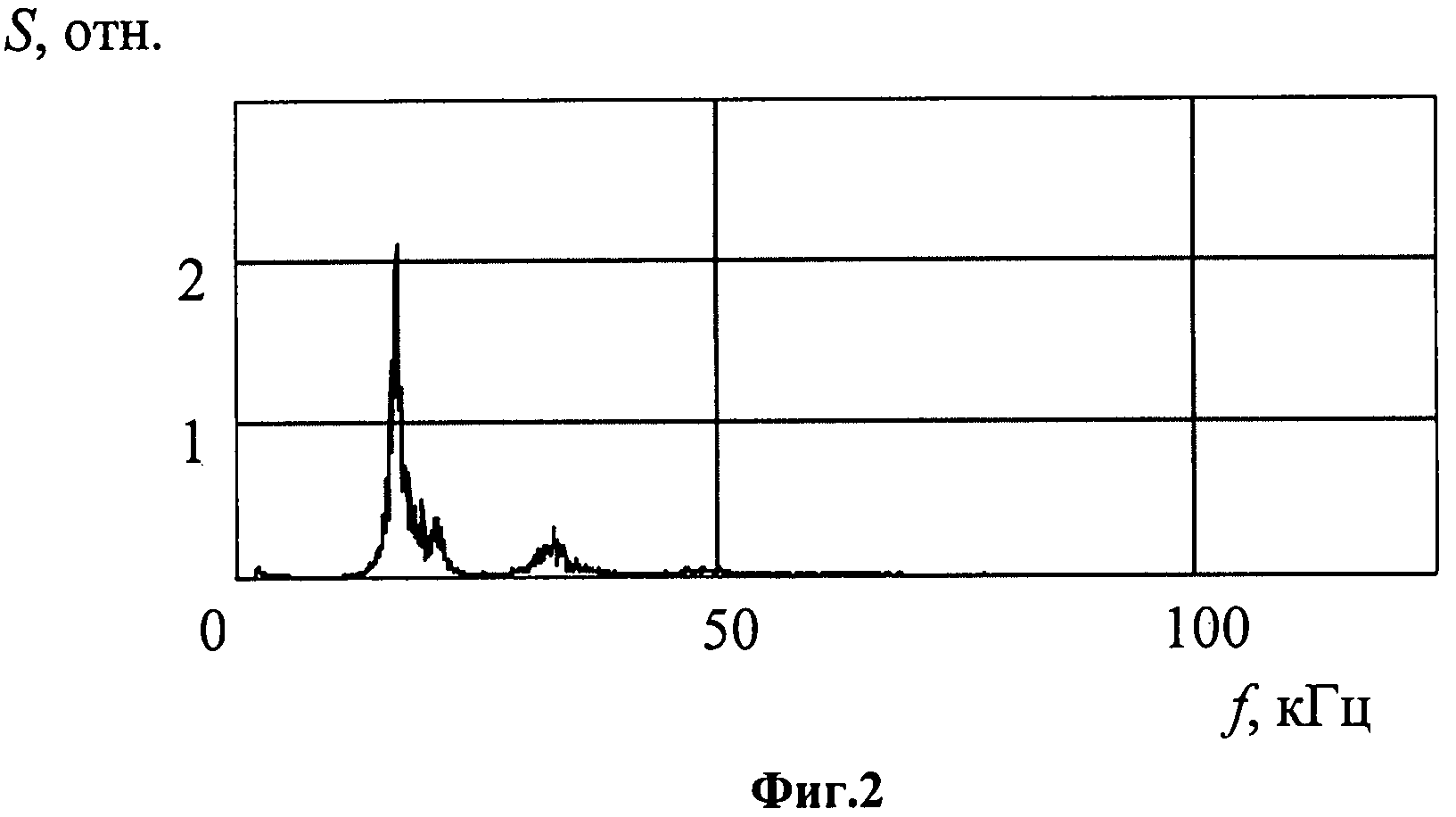
На фиг.2 представлена зависимость спектральной плотности распределения S от частоты f вторичного тока в спектре колебаний вторичного тока в диапазоне частот 5-125 кГц при сварке изделия из нержавеющей стали марки 12Х18Н10Т.
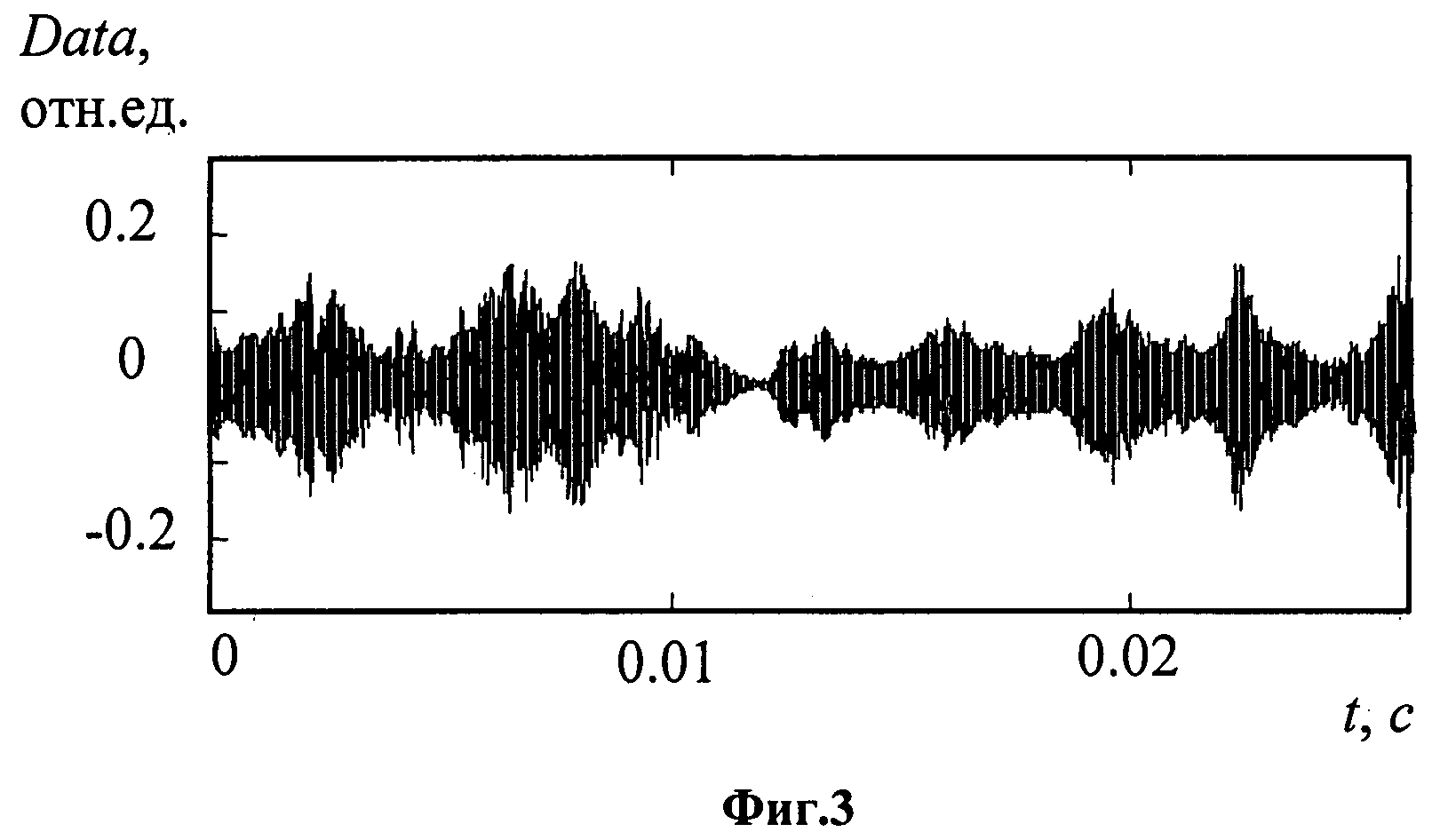
На фиг.3 представлена осциллограмма сигнала переменной составляющей Data, включающей диапазон частот, содержащих «пик» спектральной плотности.
На фиг.4 показаны результаты проведения электронно-лучевой сварки стали статичным лучом мощностью 9 кВт на 8-ми различных токах фокусировки Iф. Представлены эмпирические плотности распределения в амплитудном диапазоне сигнала переменной составляющей, включающей диапазон частот, содержащих «пик» спектральной плотности. Там же приведены модальные значения и дисперсии эмпирических плотностей распределения в амплитудном диапазоне. В таблице показаны также поперечные шлифы и геометрические параметры проплавления, полученные при сварке на соответствующих режимах.
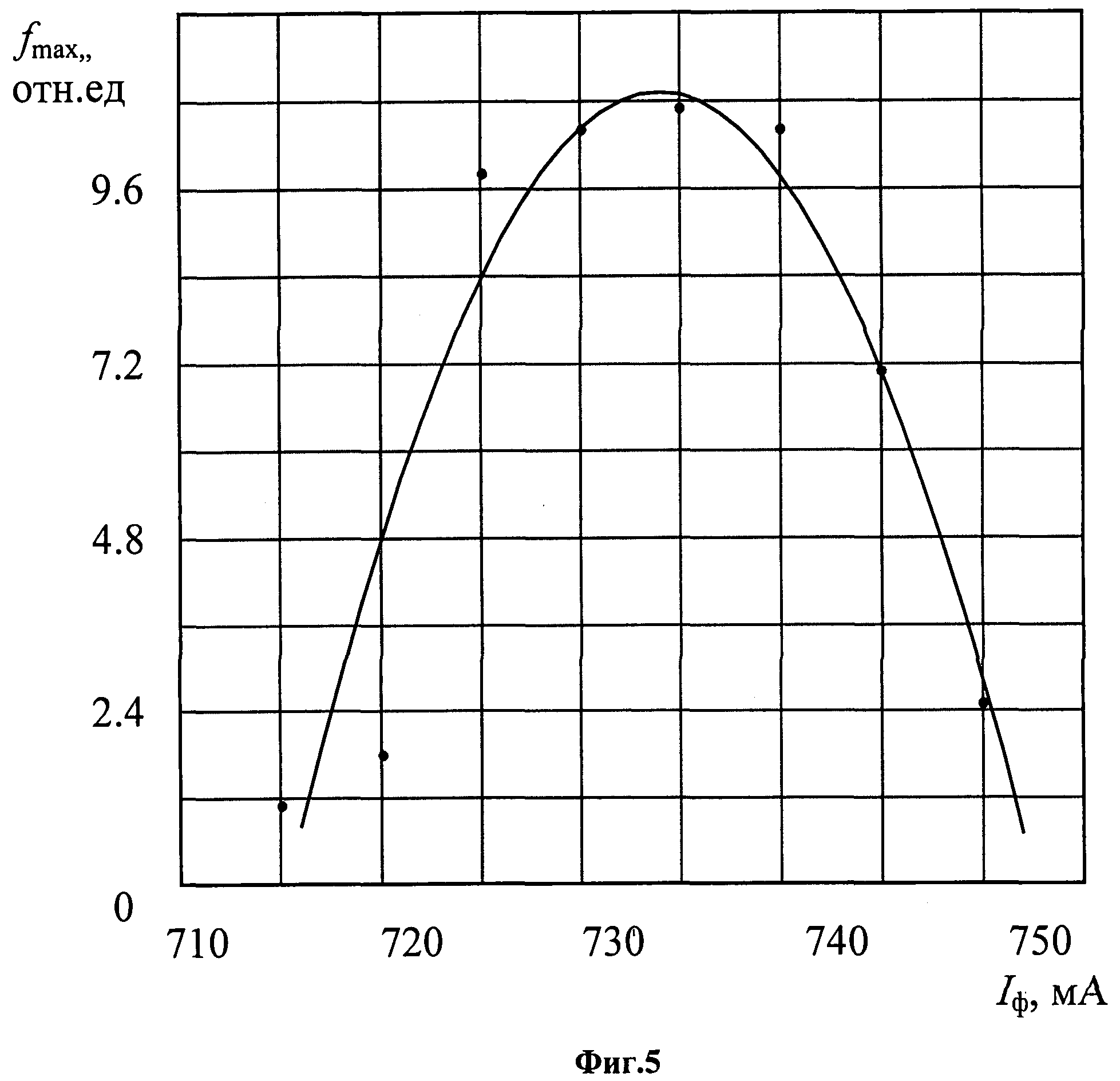
Фиг.5 - зависимость модальных значений эмпирической плотности распределения fmax от тока фокусировки электронного луча Iф на 8-ми различных токах фокусировки.
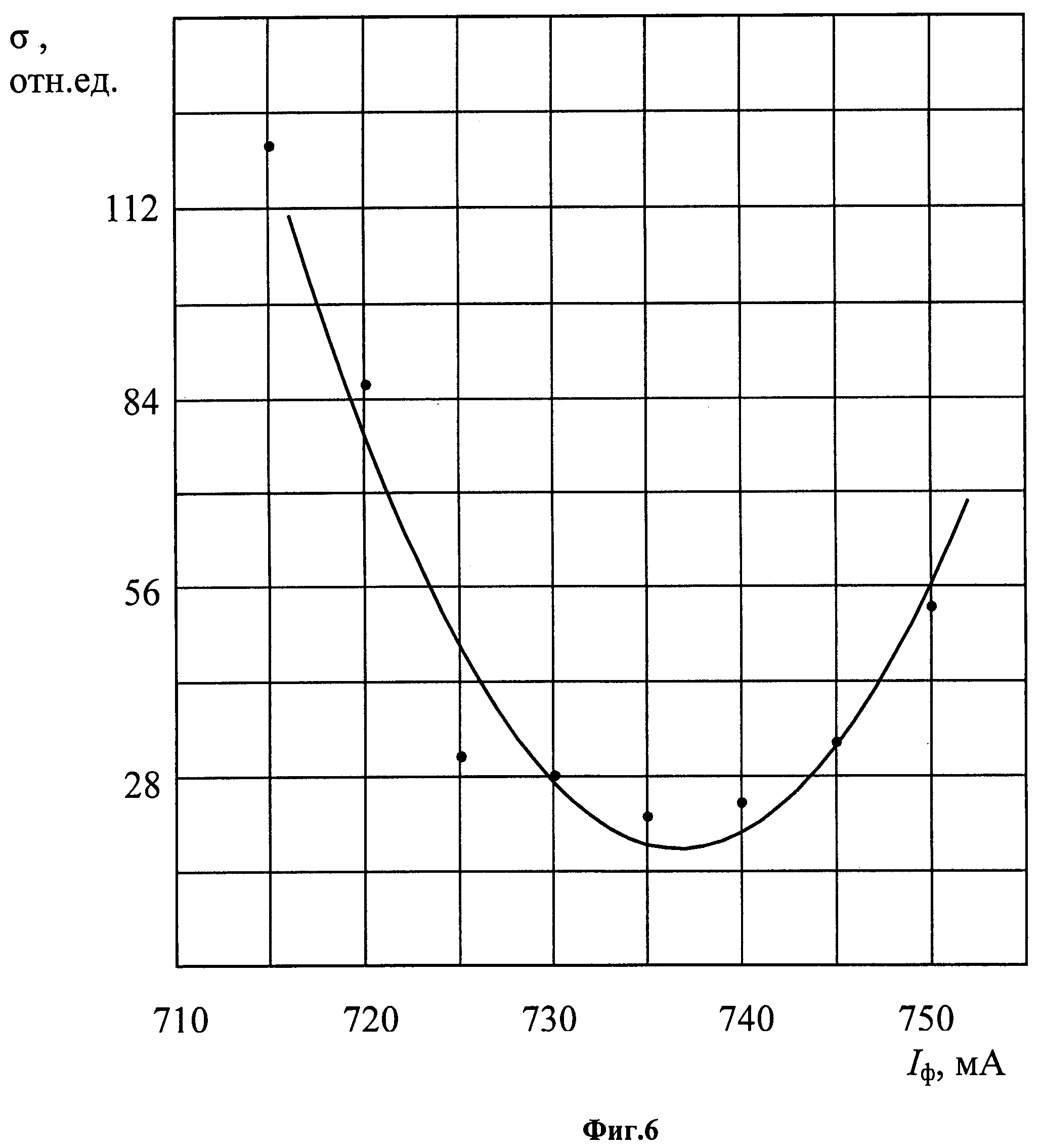
Фиг.6 - зависимость дисперсии эмпирической плотности распределения о от тока фокусировки электронного луча Iф на 8-ми различных токах фокусировки.
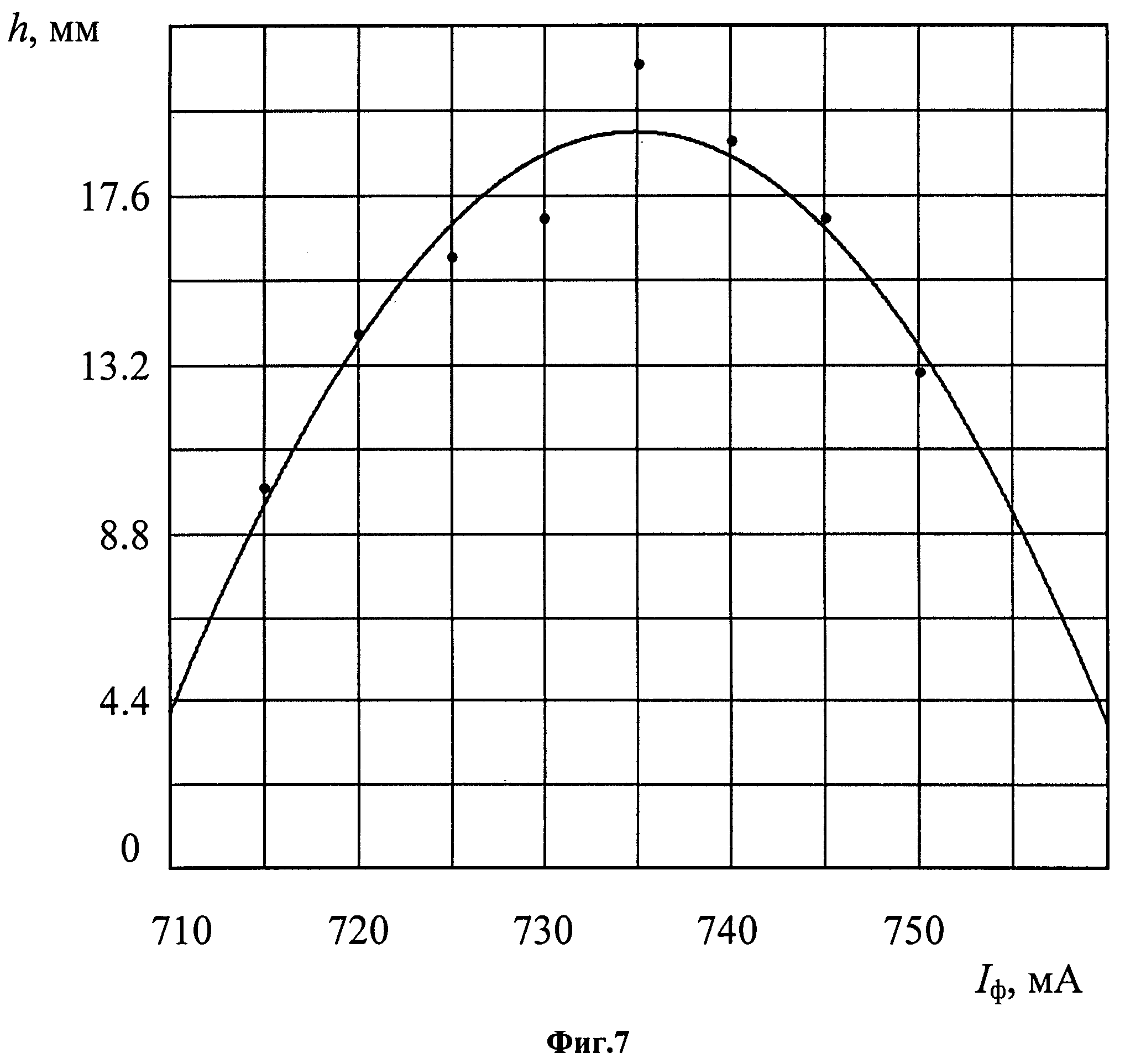
Фиг.7 - зависимость глубины проплавления h от тока фокусировки электронного луча Iф на 8-ми различных токах фокусировки.
Заявляемый способ осуществляется следующим образом.
В установке для электронно-лучевой сварки в процессе сварки регистрируют вторичный ток в цепи, содержащей источник 9 напряжения смещения и резистор 8 нагрузки. Напряжение с резистора 6 нагрузки, пропорциональное величине вторичного тока, обрабатывается полосовым фильтром 5 с целью выделения из спектра колебаний вторичного тока в диапазоне 5-125 кГц сигнала переменной составляющей, включающей диапазон частот, соответствующих «пику» спектральной плотности. Сигнал с выхода фильтра 5 поступает в блок 6, где он обрабатывается. В результате обработки получают эмпирические плотности распределения и параметры эмпирических плотностей распределения (фиг.4). Оператор, ориентируясь на указанные параметры и внешний вид эмпирической плотности (кривые на фиг.4) устанавливают с помощью блока 3 ток фокусировки 1ф, при котором либо отношение модального значения к дисперсии эмпирической плотности распределения или отношение модального значения к среднеквадратичному отклонению или модальное значение эмпирической плотности распределения будут максимальными (фиг.5), либо дисперсия или среднеквадратичное отклонение будут минимальными (фиг.6). Получаемая при установленном токе фокусировки Iф глубина проплавления свариваемого изделия 10 максимальна и соответствует максимальной удельной мощности, выделяемой в зоне сварки.
Экспериментальное опробование способа осуществлялось на образцах из сталей 12Х18Н10Т, ЭП-609 и из титанового сплава ОТ4 на различных электронно-лучевых сварочных установках с различными источниками питания, изменяя в широких пределах значения токов фокусирующей системы и мощностей электронного луча (от 1.5 до 18 кВт). При выполнении сварочных проходов с помощью компьютерной информационно-измерительной системы на базе IBM-совместимого компьютера, оснащенного многоканальным аналого-цифровым интерфейсом, регистрировался вторичный ток, проходящий в цепи коллектора, расположенного над зоной сварки и находящегося под положительным потенциалом 24-40 В. Результаты регистрации записывались в файл для дальнейшей обработки. Частоты дискретизации в проведенных экспериментах равнялись 83 кГц и 250 кГц. Пример осуществления способа.
Способ был опробован на образцах из стали 12Х18Н10Т на электронно-лучевой сварочной установке с источником питания ЭЛА-60/60 при сварке мощностью 9 кВт.
Сигнал с коллектора электронов, установленного над зоной сварки, обрабатывался с помощью компьютерной информационно-измерительной системы на базе IBM-совместимого компьютера, оснащенного многоканальным аналого-цифровым интерфейсом.
На фиг.2 изображен спектр сигнала колебаний вторичного тока в диапазоне 5-125 кГц при сварке стали 12Х18Н10Т статичным немодулированным недофокусированным лучом, построенный с помощью оконного преобразования Фурье. Виден отчетливый максимум на частоте около 17 кГц (частота и величина амплитуды зависят от свариваемого материала и от режима сварки). Аналогичный вид имеют все полученные спектрограммы.
Далее из спектра колебаний вторичного тока с помощью цифрового полосового фильтра выделялся сигнал переменной составляющей, включающей диапазон частот, содержащих «пик» спектральной плотности. Для стали 12Х18Н10Т диапазон принимался от 12,5 до 25 кГц. Результаты, аналогичные ниже описанным, получались и при выборе более узких и более широких диапазонов.
Осциллограмма полученного после фильтрации сигнала переменной составляющей, включающей диапазон частот, содержащих «пик» спектральной плотности, для режима «острой» фокусировки приведена на фиг.3. Полученный сигнал переменной составляющей, включающий диапазон частот, содержащих «пик» спектральной плотности, подвергали статистической обработке и строили эмпирическую плотность распределения в амплитудном диапазоне, т.е. считая частоту попадания сигнала в 30 поддиапазонов в амплитудном диапазоне.
На фиг.4 представлены эмпирические плотности распределения в амплитудном диапазоне сигнала переменной составляющей, включающей диапазон частот, содержащих «пик» спектральной плотности, при сварке стали 12Х18Н10Т статичным пучком мощностью 9 кВт на восьми различных режимах фокусировки. Там же приведены модальные значения и дисперсии эмпирических плотностей распределения в амплитудном диапазоне. На фиг.5, 6 приведены зависимости модальных значений и дисперсий от тока фокусировки, построенные по данным фиг.4. Из фиг.4,5 и 6 видно, что эмпирические плотности распределения имеют наибольшую высоту, максимальное модальное значение и минимальную дисперсию на режиме, соответствующем току фокусировки, равному 735 мА (номер прохода 5).
На фиг.4 также приведены поперечные шлифы и геометрические параметры проплавления, полученные при сварке на соответствующих режимах. Видно, что глубина проплавления h получилась максимальной при токе фокусировки, на котором наблюдались максимум модального значения и минимум дисперсии, т.е. 735 мА, что подтверждается графиком на фиг.7. Максимальное отношение глубины проплавления h к ширине шва в верхней части d наблюдается там, где максимально отношение модального значения к дисперсии.
Таким образом, указанные информационные параметры позволяют определять режим фокусировки, обеспечивающий максимальную глубину проплавления, и, следовательно, режим максимальной удельной мощности.
Аналогичные результаты имели место при сварке всех применявшихся в экспериментах материалов, во всех описанных выше режимах.
Способ электронно-лучевой сварки с контролем удельной мощности и тока фокусировки электронного луча, отличающийся тем, что в процессе сварки регистрируют вторичный ток в цепи, содержащей источник напряжения смещения и резистор нагрузки, затем из спектра колебаний вторичного тока в диапазоне частот 5-125 кГц выделяют сигнал переменной составляющей, включающей диапазон частот, содержащий «пик» спектральной плотности, который подвергают статистической обработке с получением зависимости эмпирической плотности распределения указанного сигнала в амплитудном диапазоне и параметров эмпирических плотностей распределения в виде дисперсии, среднеквадратичного отклонения, модального значения эмпирической плотности распределения или отношения значения плотности распределения к среднеквадратичному отклонению или к дисперсии эмпирической плотности распределения от тока фокусировки, и устанавливают ток фокусировки для сварки, соответствующий максимальной удельной мощности электронного луча, при котором отношение модального значения к дисперсии эмпирической плотности распределения или отношение модального значения к среднеквадратичному отклонению или модальное значение эмпирической плотности распределения максимальны, дисперсия эмпирической плотности распределения или среднеквадратичное отклонение минимальны.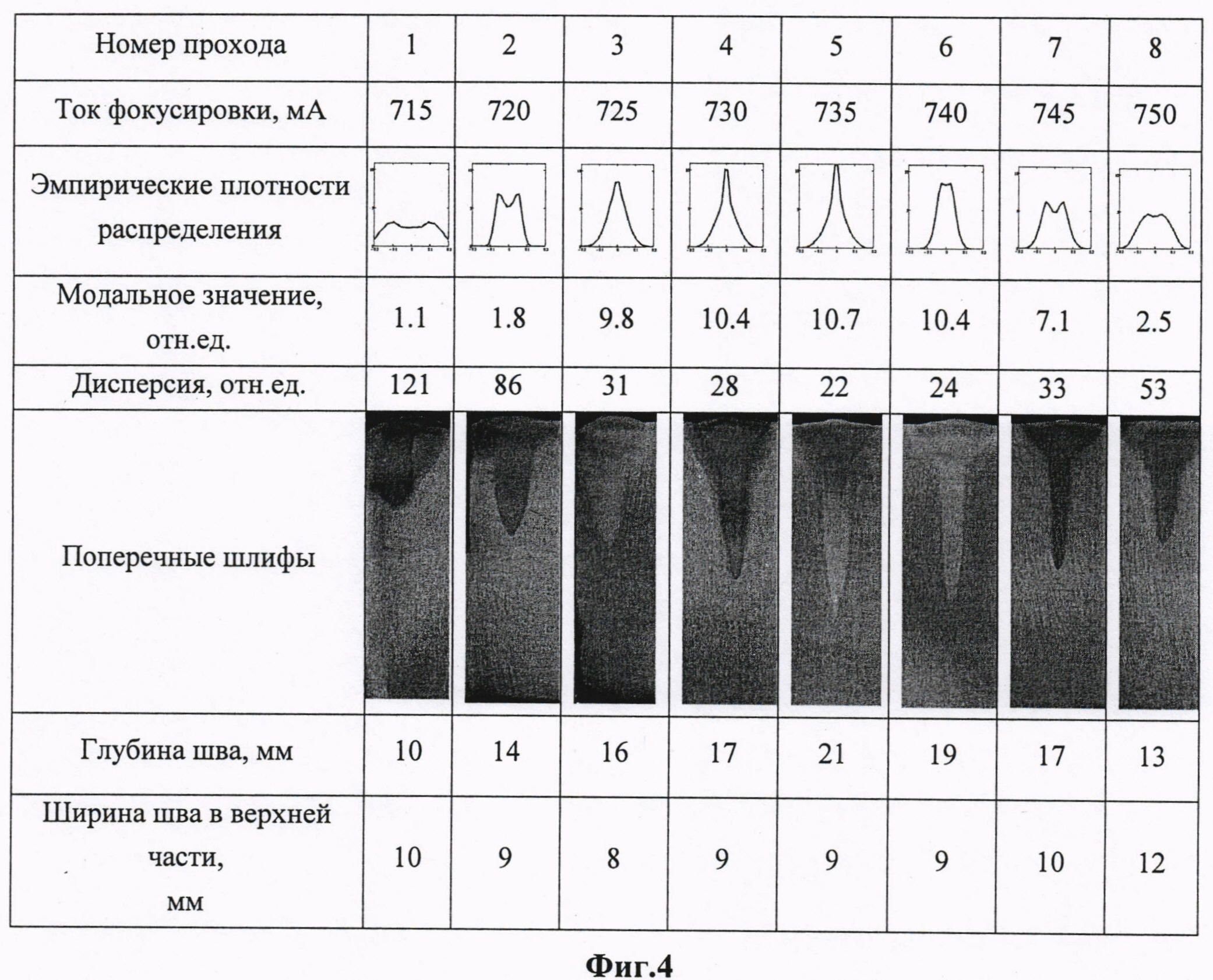
Способ управления фокусировкой луча при электронно-лучевой сварке металлов и устройство для его осуществления
Сырьевая смесь для производства керамического кирпича
Сырьевая смесь для изготовления керамического кирпича методом полусухого формования
Способ проветривания выемочного участка при обратном порядке отработки полезного ископаемого, расположенного по падению пласта
Установка для ориентированной перфорации обсаженных скважин
Устройство для доводки плоскостей
Устройство для определения остаточных напряжений
Устройство виброволнового воздействия на призабойную зону нефтяного пласта
Система автоматизации главной вентиляторной установки
Волоконно-оптический датчик давления
Способ управления фокусировкой луча при электронно-лучевой сварке металлов и устройство для его осуществления
Сырьевая смесь для производства керамического кирпича
Сырьевая смесь для изготовления керамического кирпича методом полусухого формования
Способ проветривания выемочного участка при обратном порядке отработки полезного ископаемого, расположенного по падению пласта
Установка для ориентированной перфорации обсаженных скважин
Устройство для доводки плоскостей
Устройство для определения остаточных напряжений
Устройство виброволнового воздействия на призабойную зону нефтяного пласта
Система автоматизации главной вентиляторной установки
Волоконно-оптический датчик давления

