Результат интеллектуальной деятельности: СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к сварке или резке металлов электронным лучом, а именно, к схемам управления для этих целей.
Уровень техники
Известен способ управления фокусировкой луча при электронно-лучевой сварке металлов, заключающийся в том, что осуществляют контроль удельной мощности электронного луча в зоне взаимодействия с металлом, а управление фокусировкой луча осуществляют по сигналу, получаемому в результате выделения и обработки одновременно нескольких переменных составляющих тока с непересекающимися частотными спектрами (описан в Авт. свид. СССР №1468700, МПК В23К 15/00, 1989).
Признаки известного способа, совпадающие с признаками заявленного изобретения, заключаются в контроле удельной мощности луча в зоне взаимодействия с металлом и управлении фокусировкой луча по сигналу, сформированному в результате обработки нескольких переменных составляющих.
Известно устройство для управления фокусировкой луча при электронно-лучевой сварке металлов, содержащее коллектор электронов, резисторы нагрузки с последовательно подключенными к ним источниками смещения, переключатель, соединенный с резисторами нагрузки, первый и второй фильтры, первый и второй амплитудные детекторы, блок преобразования сигналов, триггер и последовательно соединенные генератор импульсов с ключом управления, счетчик импульсов и аналого-цифровой преобразователь, выход которого предназначен для подключения к фокусирующей линзе электронной пушки, причем входы обоих фильтров соединены с переключателем, выходы фильтров подключены к входам амплитудных детекторов, выходы последних соединены с входами блока преобразования сигналов, а выход блока преобразования сигналов соединен с входом триггера, выход которого подключен к входу ключа управления генератора импульсов (см. там же).
Признаки известного устройства, совпадающие с признаками заявленного изобретения, заключаются в том, что устройство содержит коллектор электронов, резистор нагрузки с последовательно подключенным к нему источником смещения, генератор импульсов, аналого-цифровой преобразователь.
Причина, препятствующая получению в известных способе и устройстве технического результата, который обеспечивается заявленными изобретениями, заключается в невозможности обеспечения регулярных колебаний тока фокусирующей системы относительно необходимого значения ввиду стохастичности протекающих в сварочной ванне процессов при большой глубине проплавления металла.
Наиболее близким аналогом (прототипом) в отношении заявленного способа является способ управления фокусировкой луча при электронно-лучевой сварке металлов, заключающийся в том, что модулируют удельную мощность электронного луча путем наложения на ток луча и на ток фокусирующей линзы электронной пушки переменных компонентов и устанавливают фокусировку луча по переменной составляющей вторичного тока, при этом модуляцию тока луча осуществляют с частотой, значительно превышающей частоту модуляции тока фокусирующей линзы, выделяют переменную составляющую вторичного тока с частотой, равной частоте модуляции тока луча, последовательно производят амплитудное детектирование этой составляющей, затем синхронное детектирование полученного сигнала на частоте, равной частоте модуляции тока фокусирующей линзы, а фокусировку луча устанавливают по величине и знаку напряжения, полученного после синхронного детектирования сигнала (Патент RU №2183153 С2, МПК В23К 15/00, опубликовано 10.06.2002).
Признаки известного способа, совпадающие с признаками заявленного изобретения, заключаются в осуществлении периодических воздействий на электронный луч (в заявляемом способе осцилляция, в прототипе модуляция тока луча) с синфазным сканированием фокуса и с измерением вторичного тока в плазме.
Наиболее близким аналогом (прототипом) в отношении заявленного устройства является устройство управления фокусировкой луча при электронно-лучевой сварке металлов, содержащее коллектор электронов, блок модуляции, выходы которого предназначены для подключения к электронной пушке и фокусирующей линзе, источник напряжения смещения и резистор нагрузки, последовательно подключенные к коллектору электронов, полосовой фильтр, вход которого подключен к резистору нагрузки, амплитудный детектор, подключенный входом к выходу полосового фильтра, синхронный детектор, вход которого соединен с выходом амплитудного детектора, блок управления током фокусировки, выход которого предназначен для подключения к фокусирующей линзе, и блок задания фокусировки, причем выход блока задания фокусировки подключен к одному из входов блока управления током фокусировки, второй вход этого блока соединен с выходом синхронного детектора (см. описание изобретения к патенту RU №2183153 С2, МПК В23К 15/00, опубликовано 10.06.2002).
Признаки известного устройства, совпадающие с признаками заявленного изобретения, заключаются в том, что известное устройство содержит коллектор электронов, блок модуляции, источник напряжения смещения и резистор нагрузки, последовательно подключенные к коллектору электронов, полосовой фильтр, синхронный детектор, блок управления током фокусировки.
Причина, препятствующая получению в известных способе и устройстве технического результата, который обеспечивается заявленными изобретениями, заключается в том, что достаточная точность управления фокусом луча обеспечивается только при сварке модулированным лучом, а для осуществления оперативного контроля непосредственно во время сварки требуются низкочастотные поисковые осцилляции фокуса электронного луча, что отрицательно сказывается на качестве формирования сварного шва.
Раскрытие изобретения
Задача, на решение которой направлены изобретения, заключается в повышении качества формирования сварного шва в режиме глубокого проплавления осциллирующим электронным лучом.
Технический результат, опосредствующий решение указанной задачи, заключается в повышении точности оперативного контроля в процессе управления фокусировкой электронного луча при проведении сварки в режиме глубокого проплавления осциллирующим электронным лучом. Благодаря введению в заявляемом способе дополнительной осцилляции фокусировки электронного луча, синфазного по отношению к осцилляции продольных отклонений электронного луча, улучшается линейность зависимость информационного параметра от режима фокусировки, обеспечивается монотонность в широком диапазоне режимов и увеличивается отношение сигнал/шум. Указанные преимущества позволяют повысить точностью и быстродействие оперативного контроля фокусировки электронного луча, а также упростить реализацию устройства для осуществления способа. Применяемые при этом высокочастотная осцилляция продольных отклонений электронного луча совместно с синфазной осцилляцией его фокуса дополнительно улучшают качество формирования сварного шва. При этом устройство в процессе электронно-лучевой сварки обеспечивает требуемую в соответствии с вышеописанным способом последовательность действий по осуществлению осцилляции, измерения вторичного тока и тока отклоняющих катушек в плазме, обработке измеренных сигналов и регулированию фокусировки электронного луча. Указанные преимущества способа и устройства обеспечивают высокое качество сварки в режиме глубокого проплавления и позволяют с высокой точностью и быстродействием осуществлять оперативный контроль фокусировки электронного луча.
Достигается технический результат в способе управления фокусировкой луча при электронно-лучевой сварке металлов тем, что осуществляют измерение сигнала вторичного тока в цепи коллектора электронов и обработку упомянутого сигнала, на основании которой осуществляют управление током фокусировки луча в соответствии с заданной величиной удельной мощности электронного луча, при этом в процессе сварки проводят осцилляцию фокуса электронного луча, которую осуществляют синфазно с осцилляцией продольных отклонений электронного луча в частотном диапазоне от 300 до 2000 Гц по синусоидальному или линейному закону, обработку сигнала вторичного тока в цепи коллектора электронов осуществляют методом синхронного накопления с вычислением величины запаздывания обработанного сигнала относительно сигнала тока в отклоняющих катушках, а управляют током фокусировки луча путем поддерживания упомянутой величины запаздывания на постоянном уровне, соответствующем заданной величине удельной мощности электронного луча.
Новые признаки заявленного способа относительно прототипа заключаются в том, что в процессе сварки проводят осцилляцию фокуса электронного луча, которую осуществляют синфазно с осцилляцией продольных отклонений электронного луча в частотном диапазоне от 300 до 2000 Гц по синусоидальному или линейному закону, обработку сигнала вторичного тока в цепи коллектора электронов осуществляют методом синхронного накопления с вычислением величины запаздывания обработанного сигнала относительно сигнала тока в отклоняющих катушках, а управляют током фокусировки луча путем поддерживания упомянутой величины запаздывания на постоянном уровне, соответствующем заданной величине удельной мощности электронного луча.
Достигается технический результат в устройстве управления фокусировкой луча при электронно-лучевой сварке металлов тем, что оно содержит коллектор электронов, резистор нагрузки, подключенный к коллектору через источник смещения, блок управления током фокусирующих катушек, последовательно соединенными первым аналого-цифровым преобразователем, блоком синхронного накопления, цифро-аналоговым преобразователем, пропорционально-интегрально-дифференциальным (ПИД) регулятором, последовательно соединенными блоком измерения тока отклоняющих катушек и вторым аналого-цифровым преобразователем, последовательно соединенными генератором пилообразных или синусоидальных колебаний и блоком управления током отклоняющих катушек, при этом вход первого аналого-цифрового преобразователя соединен с коллектором электронов, второй вход блока синхронного накопления подключен к выходу второго аналого-цифрового преобразователя, а первый и второй входы блока управления током фокусирующих катушек соединены соответственно с выходом упомянутого генератора и выходом ПИД-регулятора.
Новые признаки заявленного устройства относительно прототипа заключаются в том, что оно снабжено последовательно соединенными первым аналого-цифровым преобразователем, блоком синхронного накопления, цифро-аналоговым преобразователем, пропорционально-интегрально-дифференциальным (ПИД) регулятором, последовательно соединенными блоком измерения тока отклоняющих катушек и вторым аналого-цифровым преобразователем, последовательно соединенными генератором пилообразных или синусоидальных колебаний и блоком управления током отклоняющих катушек, при этом вход первого аналого-цифрового преобразователя соединен с коллектором электронов, второй вход блока синхронного накопления подключен к выходу второго аналого-цифрового преобразователя, а первый и второй входы блока управления током фокусирующих катушек соединены соответственно с выходом упомянутого генератора и выходом ПИД-регулятора.
Краткое описание чертежей
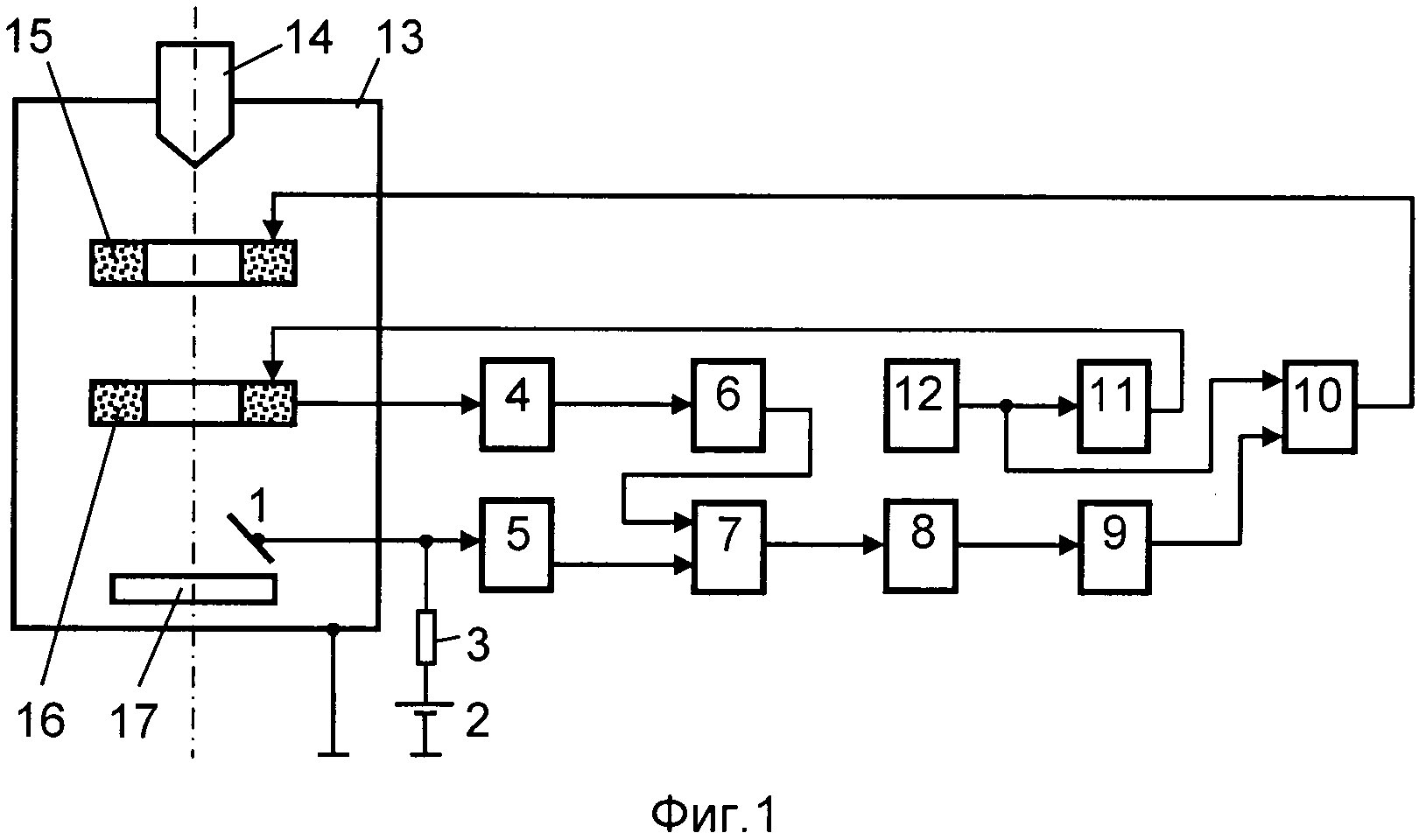
На фиг. 1 показана структурная схема устройства, предназначенного для осуществления заявленного способа управления фокусировкой луча при электронно-лучевой сварке металлов.
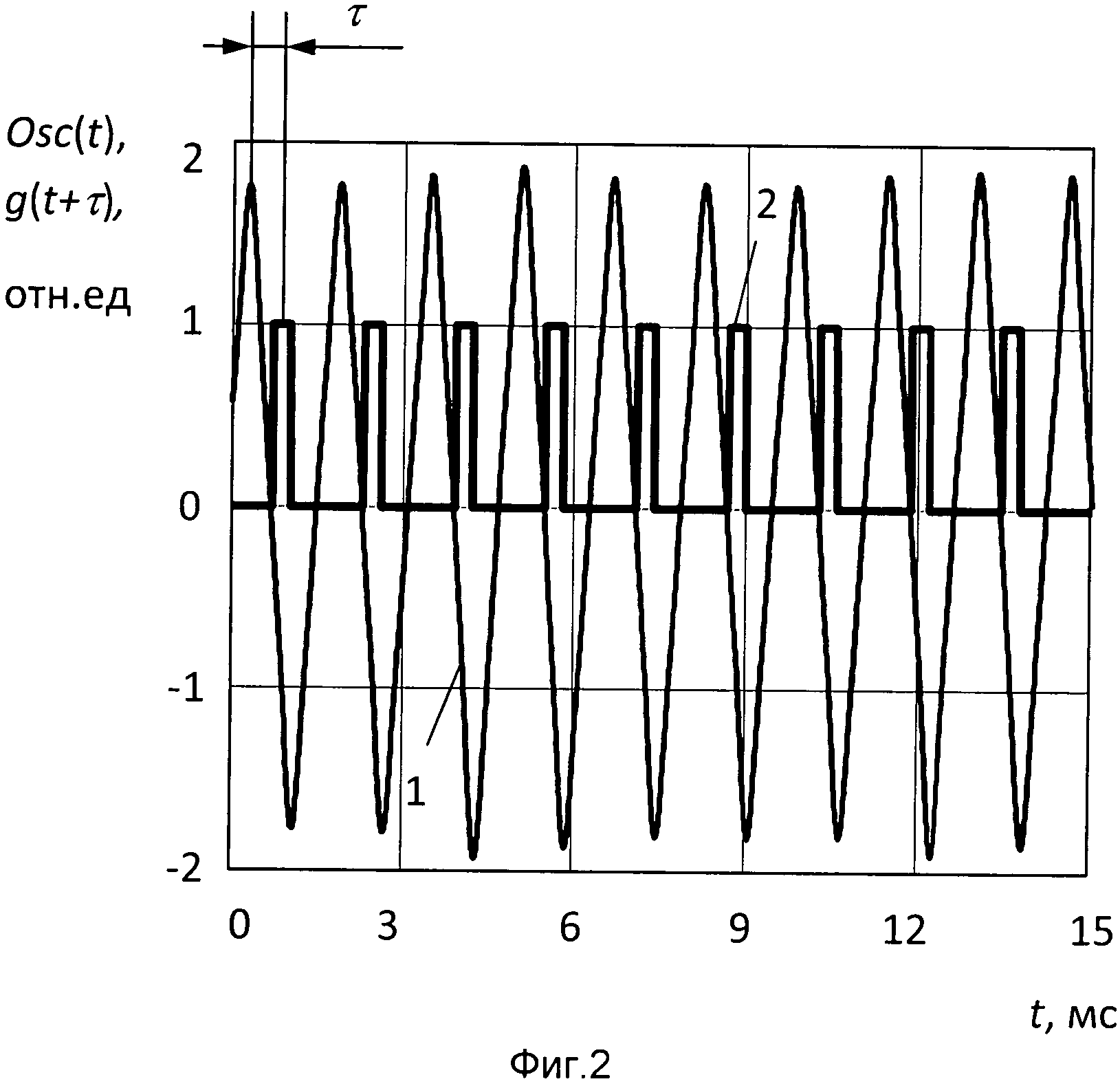
На фиг. 2 показана диаграмма опорного сигнала g(t) для реализации синхронного накопления, сформированного из сигнала в отклоняющих катушках и представляющего собой прямоугольные колебания малой скважности (1 - осциллограмма тока отклоняющей вдоль стыка катушки (Osc(t)); 2 - сформированный опорный сигнал (g(t+τ),); 3 - сдвиг опорного сигнала относительно сигнала отклоняющих катушек (τ)).
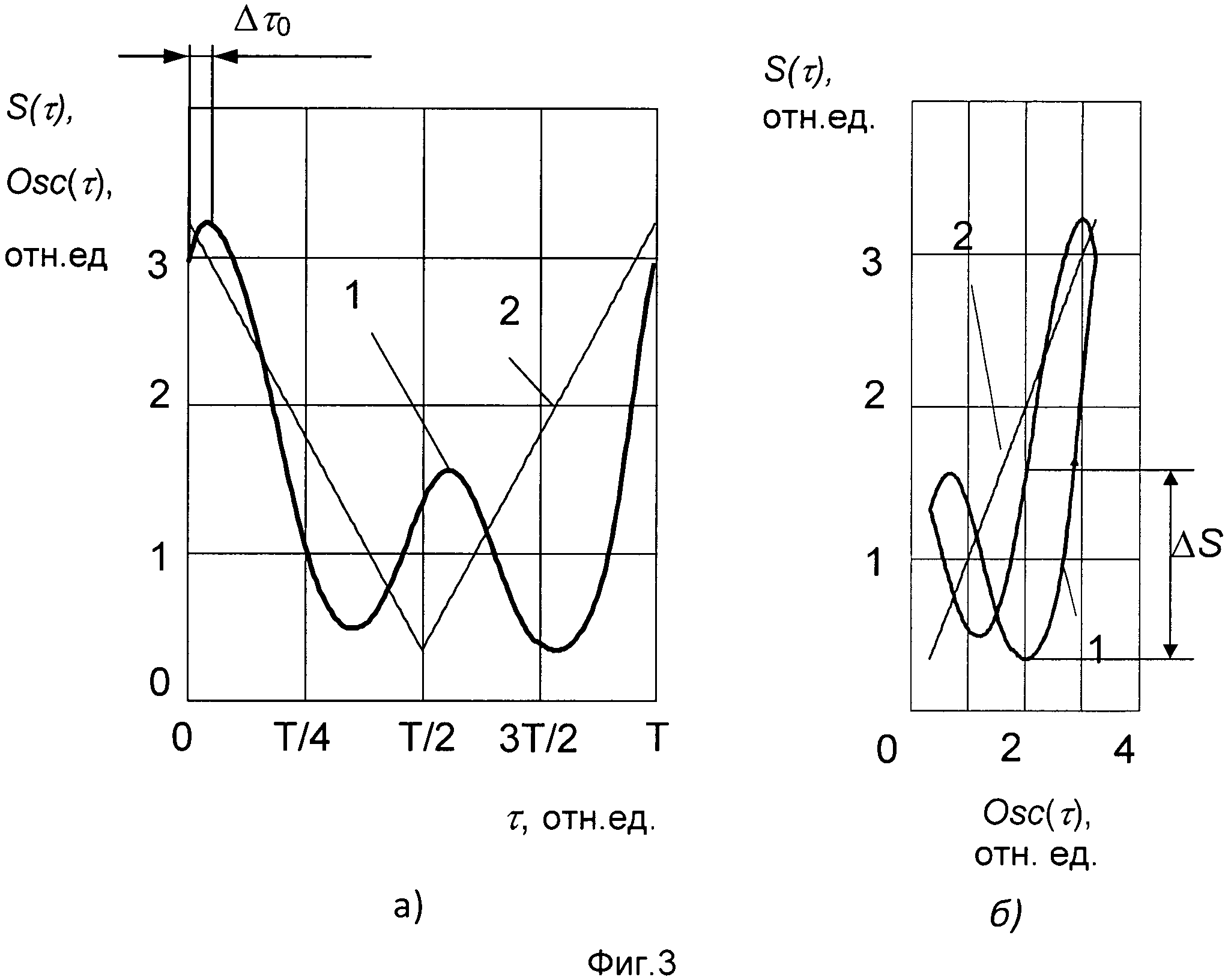
На фиг. 3 показана функция S(τ), являющаяся результатом обработки вторичного сигнала методом синхронного накопления в зависимости от сдвига опорного сигнала (а) и от сигнала в отклоняющих катушках (б), согласно формуле
где t0 - время выборки.
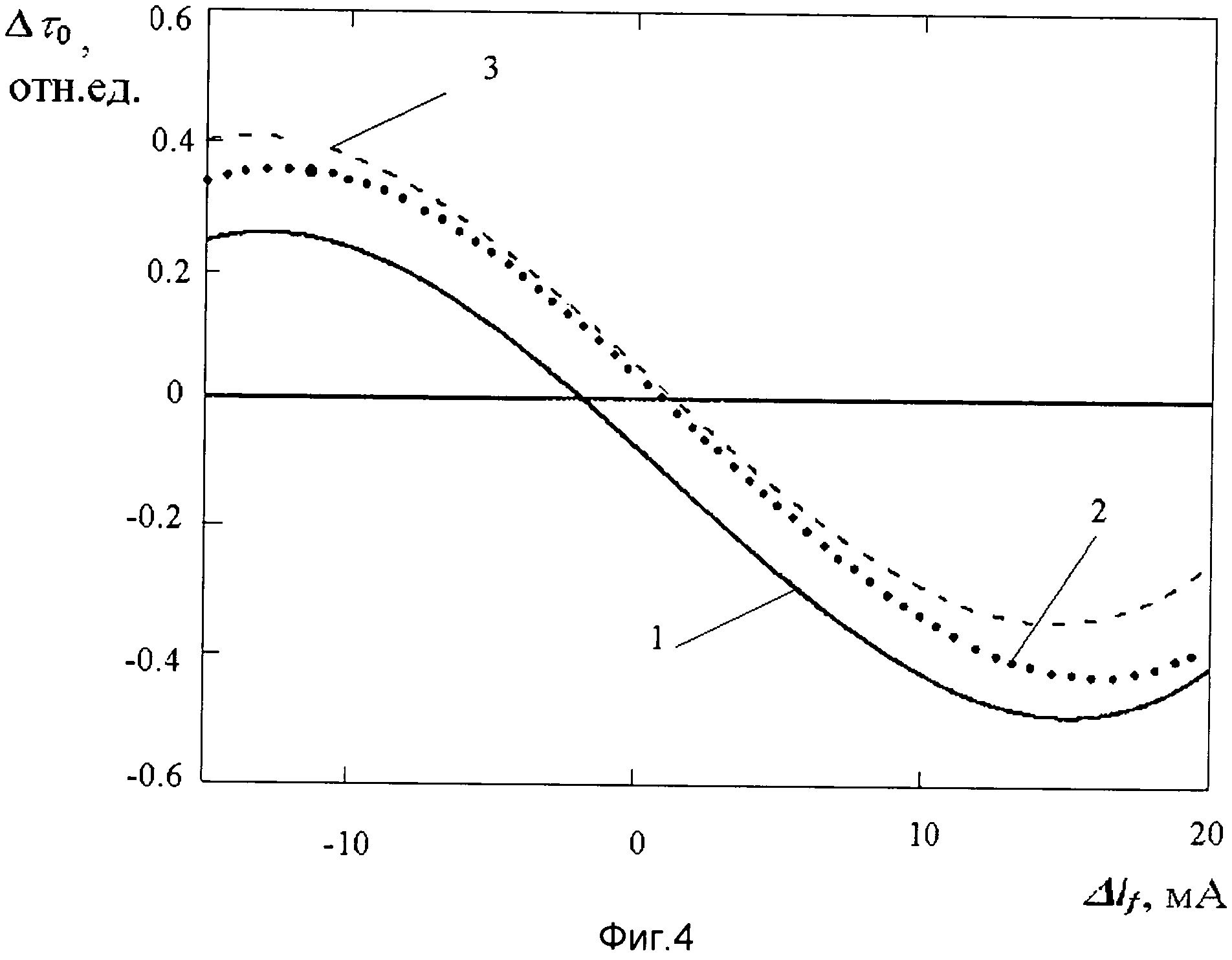
На фиг. 4 показана зависимость величины запаздывания Δτ0 функции S(τ) от степени фокусировки ΔIf электронного луча, полученная в результате многофакторного эксперимента при различных частотах осцилляции (1 - частота 450 Гц; 2 - частота 630 Гц; 3 - частота 960 Гц).
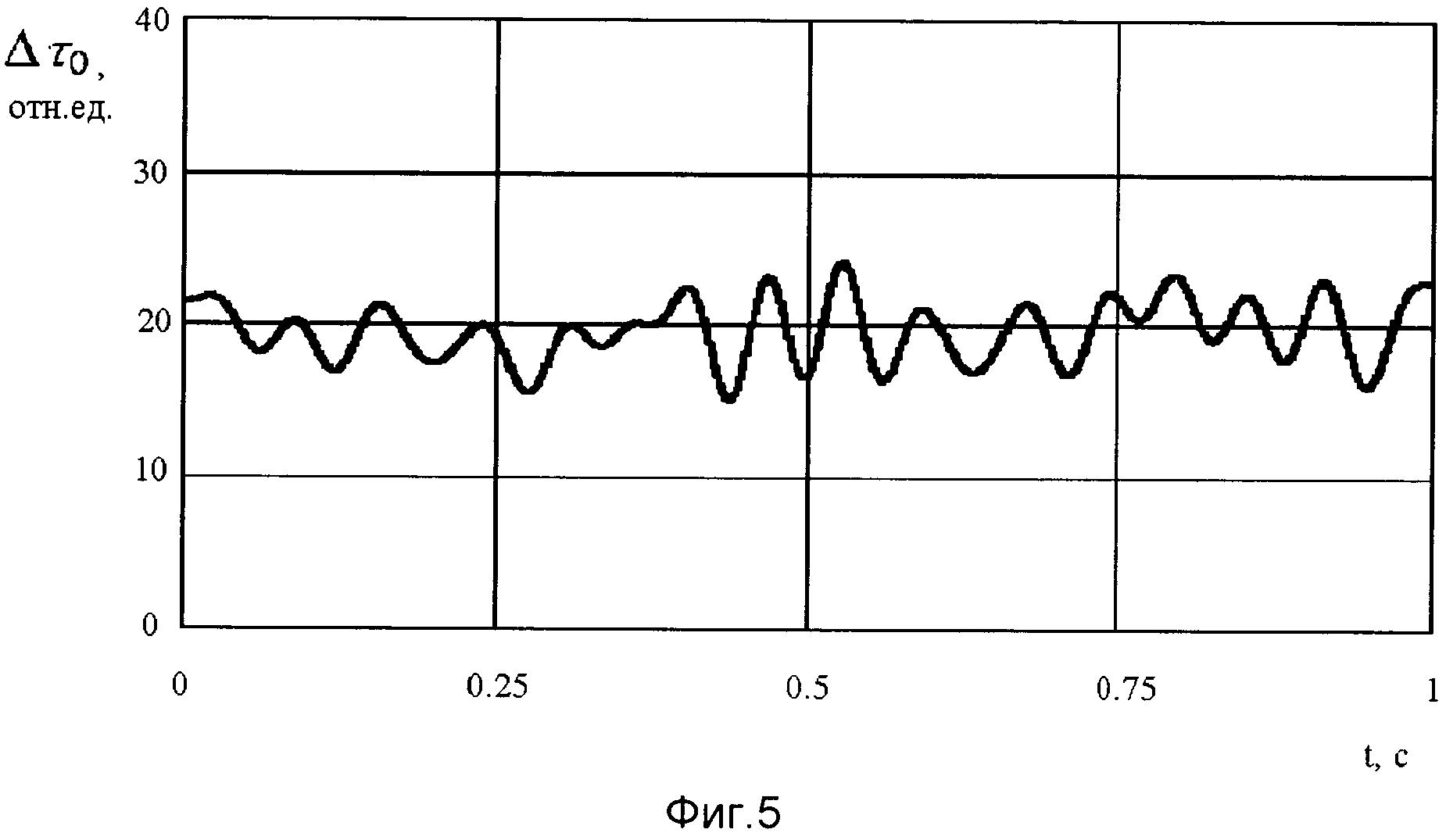
На фиг. 5 показана зависимость величины запаздывания Δτ0 от времени при сварке при постоянном недофокусированном режиме (ΔIf=-10мА)
Осуществление изобретений
Устройство управления фокусировкой луча при электронно-лучевой сварке металлов (фиг. 1) содержит коллектор 1 электронов, к которому через источник 2 смещения подключен резистор 3 нагрузки, блок 4 измерения тока отклоняющих катушек 16, первый 5 и второй 6 аналого-цифровые преобразователи, блок 7 синхронного накопления, цифро-аналоговый преобразователь 8, ПИД-регулятор 9, блок 10 управления током фокусирующих катушек 15, блок 11 управления током отклоняющих катушек 16, а также генератор 12 пилообразных или синусоидальных колебаний. На фиг. 1 также показано собственно устройство для электронно-лучевой сварки металлов (вакуумная камера 13, электронная пушка 14, фокусирующие катушки 15, отклоняющие катушки 16), а также свариваемое изделие 17. Вход первого аналого-цифрового преобразователя 5 соединен с коллектором 1, а вход второго аналого-цифрового преобразователя 6 соединен с выходом блока 4. Вход цифро-аналогового преобразователя 8 соединен с выходом блока 7 синхронного накопления, входы которого соединены с соответствующими выходами первого 5 и второго 6 аналого-цифровых преобразователей. Генератор 12 соединен с входом блока 11 и с первым входом блока 10. Второй вход блока 10 соединен с выходом ПИД-регулятора 9, вход которого соединен с выходом цифро-аналогового преобразователя 8.
Работа устройства и пример осуществления способа заключаются в следующем.
Генератор пилообразных или синусоидальных колебаний 12 вырабатывает сигнал осцилляции заданной частоты. Блок 10 управления током фокусирующих катушек 15 суммирует сигнал с выхода ПИД-регулятора 9 с сигналом от генератора 12, усиливает результат и задает соответствующий ток фокусирующим катушкам 15 для осуществления осцилляции фокуса луча. Сигнал от генератора 12 также поступает на блок 11 управления током отклоняющих катушек 16, усиливается и задает соответствующий ток отклоняющих катушек 16, обеспечивающих осцилляцию продольных отклонений луча (вдоль стыка свариваемого изделия 17) синфазно с осцилляцией фокуса луча. На вход аналого-цифрового преобразователя 5 поступает сигнал с коллектора 1 электронов. На вход аналого-цифрового преобразователя 6 поступает сигнал с блока 4 измерения тока отклоняющих катушек 16. С выходов аналого-цифровых преобразователей 5 и 6 в цифровой форме сигналы напряжения на коллекторе 1 и тока отклоняющих катушек 16 поступают в блок 7 синхронного накопления. В блоке 7 производится вычисление величины тока коллектора электронов по формуле Ik=(ε-U)/R, где ε - величина ЭДС источника смещения 16, U - напряжение на коллекторе электронов 14, R - сопротивление резистора нагрузки 15. Далее, в этом же блоке, величина тока коллектора Ik совместно с сигналами тока отклоняющих катушек Iоткл обрабатывается методом синхронного накопления.
Для реализации синхронного накопления из сигнала тока отклоняющих катушек формируется опорный сигнал g(t), представляющий собой прямоугольные колебания малой скважности (фиг. 2). Опорный сигнал g(t+τ), сдвинутый на время τ (0<τ<T, где T - период сигнала в отклоняющих катушках), умножается на сигнал вторичного тока Ik и затем интегрируется (суммируется или усредняется) по времени t. Результатом данных преобразований является функция S(τ) (фиг. 3), описывающая изменение результата синхронного накопления в зависимости от сдвига опорного сигнала
где t0 - время выборки, которое составляло 300 мс.
Функция S(τ), описывающая изменение результата синхронного накопления, имеет характерное запаздывание относительно сигнала тока в отклоняющих катушках (фиг. 3). Величина Δτ0 монотонно зависит от степени фокусировки ΔIf электронного луча (фиг. 4) и принимает значения, равные нулю при острой фокусировке электронного луча. Из блока 7 величина Δτ0 через цифро-аналоговый преобразователь 8 поступает в ПИД-регулятор 9, который совместно с блоком 10 осуществляет регулирование тока фокусировки электронного луча, поддерживая упомянутую выше величину запаздывания Δτ0 на постоянном уровне, соответствующем определенной степени фокусировки электронного луча относительно поверхности изделия 17. В частности, поддержание величины запаздывания Am равной нулю обеспечивает максимальную при данной мощности и скорости сварки глубину проплавления, что соответствует максимальной удельной мощности, выделяемой в зоне сварки. Осцилляция продольных отклонений электронного луча, согласно заявленному способу, предпочтительно осуществляется вдоль свариваемого стыка. Однако следует отметить, что также могут использоваться осцилляции х-образным способом и с использованием других специальных форм траекторий для дополнительного улучшения качества сварки. В этом случае осцилляция фокуса осуществляют синфазно с сигналом той катушки, ток которой отвечает за отклонение вдоль стыка.
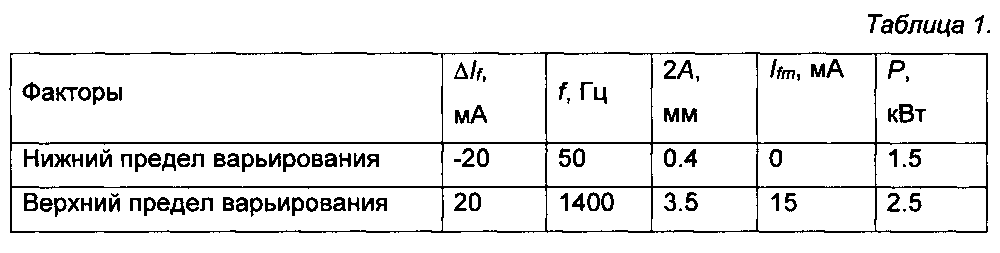
Экспериментальная апробация способа осуществлялось на образцах из стали 12Х18Н10Т на электронно-лучевой сварочной установке с инверторным источником питания с ускоряющим напряжением 60 кВ и мощностью 6 кВт. Осцилляция продольных отклонений электронного луча (вдоль стыка) осуществлялась путем введения в ток соответствующей отклоняющей катушки Iоткл периодических колебаний по пилообразному закону. Расстояние от среза электронной пушки до изделия составляло 100 мм. Коллектор электронов для отбора вторичного тока в плазме представлял собой диск диаметром 17 мм, расположенный на расстоянии 35 мм от зоны сварки. Применялось активное планирование эксперимента. Варьировались четыре фактора: мощность сварки - Р; размер развертки при осцилляции - 2 А; частота осцилляции электронного луча - f, амплитуда тока фокусировки Ifm, степень фокусировки электронного луча - ΔIf=If-If0, разница между значениями тока фокусировки при сварке If током острой фокусировки, обеспечивающим максимальную глубину - If0. Скорость сварки составляла 5 мм/с. Глубина проплавления при острой фокусировке составляла 10…18 мм. Пределы варьирования факторов представлены в табл. 1.
Во время выполнения сварочных проходов с помощью компьютерной информационно-измерительной системы, оснащенной многоканальным аналого-цифровым интерфейсом, регистрировался ток в цепи коллектора 1 вторичных электронов, находящегося под положительным потенциалом 48 В (фиг. 1). Одновременно регистрировались сигналы, пропорциональные току в отклоняющих катушках 16. Результаты регистрации записывались в файл для дальнейшей обработки. Частота дискретизации при аналого-цифровом преобразовании в проведенных экспериментах составляла 400 кГц на два измерительных канала. Все проплавленные образцы подвергались последующей обработке с целью изготовления продольных макрошлифов.
Сигнал вторичного тока в плазме с коллектора электронов, установленного над зоной сварки, и сигнал тока в отклоняющих катушках обрабатывались с помощью компьютерной информационно-измерительной системы, оснащенной многоканальным аналого-цифровым интерфейсом.
На фиг. 4 приведены графики, выражающие зависимости величины запаздывания Δτ0 от степени фокусировки ΔIf, построенные по полученному при обработке результатов эксперимента уравнению регрессии при трех частотах осцилляции. Графики построены при постоянных мощности сварки Р=2 кВт, размере развертки осцилляции 2 A=1 мм и амплитуде колебаний тока фокусировки, обеспечивающих сканирование фокуса, Ifm=8 мА. Графики демонстрируют, что совместное применение синфазных осцилляции фокуса и продольных отклонений луча обеспечивает хорошую линейность зависимостей. Кривые на фиг. 4 монотонно убывают при увеличении степени фокусировки и принимают нулевые значения в районе острой фокусировки, обеспечивающей максимальную глубину проплавления. На фиг. 5 представлена зависимость величины запаздывания Δτ0 от времени при сварке при постоянном недофокусированном режиме (ΔIf=-10 мА). При реализации по заявленному способу применение дополнительного фокального сканирования, синфазного с осцилляцией продольных отклонений электронного луча, обеспечивает сравнительно небольшие флуктуации Δτ0 по времени, что демонстрирует высокое отношение сигнал/шум.
Таким образом результаты, полученные по заявленному способу с помощью заявленного устройства, характеризуются лучшей линейностью, большей стабильностью по времени, лучшим отношением сигнал/шум и позволяют точнее идентифицировать режим фокусировки. Указанные преимущества позволяют повысить точность и быстродействие оперативного контроля фокусировки электронного луча.
Способ электронно-лучевой сварки
Способ оперативного контроля электронно-лучевой сварки
Способ электронно-лучевой сварки
Устройство для определения распределения плотности энергии и контроля фокусировки электронного пучка
Способ контроля процесса лазерной обработки металла
Способ лазерной сварки с контролем процесса формирования сварного шва
Способ дуговой наплавки с использованием присадочной проволоки
Способ управления процессом наплавки
Способ электронно-лучевой сварки
Способ оперативного контроля электронно-лучевой сварки
Способ электронно-лучевой сварки
Устройство для определения распределения плотности энергии и контроля фокусировки электронного пучка
Способ плазменной обработки металлических изделий
Способ электронно-лучевой наплавки с контролем положения присадочной проволоки относительно электронного луча (варианты)
Способ контроля процесса лазерной обработки металла
Способ лазерной сварки с контролем процесса формирования сварного шва
Способ дуговой наплавки с использованием присадочной проволоки
Способ управления процессом наплавки

