Результат интеллектуальной деятельности: СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к непрерывной разливки металла на машинах непрерывного литья заготовок (МНЛЗ).
Известен способ непрерывного литья заготовок на машине с криволинейной технологической осью. В данном способе непрерывного литья заготовок на машине с криволинейной технологической осью используют трансформаторную сталь, температуру которой в промежуточном ковше поддерживают в пределах 1500…1530°С. Вытягивание заготовки из кристаллизатора осуществляют со скоростью (w), определяемой по формуле: w=0,7-0,01(t-1500), где t - температура трансформаторной стали в промежуточном ковше; 0,7 и 0,01 - эмпирические коэффициенты. Расход воды в форсуночных секциях, расположенных вдоль зоны вторичного охлаждения, устанавливают по плотности орошения поверхности заготовки. При этом охлаждение поверхности каждой заготовки ведут по заданным зонам с режимами, определяемыми по заявляемым зависимостям.(Патент RU 2218237 С1).
Недостатком этого способа является то, что скорость вытягивания, определяемая по формуле: w=0,7-0,01(t-1500), где t - температура трансформаторной стали в промежуточном ковше; 0,7 и 0,01 - эмпирические коэффициенты, устанавливается без учета ширины и толщины отливаемой заготовки, изменения массы металла в промежуточном ковше, что может привести к застыванию стали в кристаллизаторе или аварийному вытеканию жидкого металла под кристаллизатором, что ухудшит качества непрерывнолитой заготовки, приведет к возникновению аварий и снижению производительности МНЛЗ.
Наиболее близким по технической сущности и выбранный в качестве прототипа является способ непрерывной разливки, который включает подачу металла из промежуточного ковша в кристаллизатор, поддержание положения мениска металла в кристаллизаторе на одном уровне, вытягивание из кристаллизатора слитка, придание кристаллизатору возвратно-поступательного движения. Скорость вытягивания определяют по формуле Vp=kv×(A+B)/(A×B)-T×kz, где kv - эмпирический коэффициент, равный 0,15-0,25 м2/мин, А - толщина заготовки, м, В - ширина заготовки, м, Т - температура перегрева стали над температурой ликвидус °С, равная 15-35°С, kz - эмпирический коэффициент, равный 0,005-0,015 м/мин×°С, амплитуду качания (Акач) изменяют в пределах от ±1,5 до ±4 мм. Частоту N, циклов/мин, возвратно-поступательного движения кристаллизатора определяют по формуле N=180/Акач+100×Vр, где Акач - амплитуда качания, мм, Vp - скорость разливки, м/мин, 100 - коэффициент пропорциональности, циклов/м, 180 - эмпирический коэффициент, мм. RU 2403121 С1.
Недостатком этого способа является отсутствие возможности обеспечения необходимого времени нахождения металла в промежуточном ковше, для всплытия неметаллических включений и выравнивания температуры металла по объему промежуточного ковша, что ухудшит качества непрерывно-литой заготовки, приведет к возникновению аварий и снижению производительности МНЛЗ.
Технический результат заключается в повышении качества непрерывнолитой заготовки, снижении аварийности и увеличении производительности МНЛЗ.
Указанный технический результат достигается тем, что в способе непрерывной разливки стали, включающем подачу металла из сталеразливочного ковша в промежуточный ковш и из промежуточного ковша в кристаллизатор, поддержание положения мениска металла в кристаллизаторе на одном уровне, вытягивание из кристаллизатор слитка, в отличие от ближайшего аналога вытягивание из кристаллизатора слитка осуществляют с переменой скоростью и при изменении массы металла в промежуточном ковше скорость вытягивания слитка из кристаллизатора устанавливают по формуле: Vp=km×M/((А×В×ρ)×Q×τ), где km - эмпирический безразмерный коэффициент массы металла в промежуточном ковше равный 0,3-1,1; М - масса металла в промежуточном ковше, т; А - толщина заготовки, м; В - ширина заготовки, м; ρ - плотность металла, т/м3; Q - количество ручьев; τ - время нахождения металла в промежуточном ковше равное 5-8 мин.
В процессе проведения технологической операции по замене сталеразливочного ковша временно прекращается подача металла в промежуточный ковш. Прекращение подачи металла в промежуточный ковш при сохранении постоянной скорости разливки неизбежно приведет к снижению уровня металла в промежуточном ковше и попаданию шлака в кристаллизатор, что приведет к возникновению аварии.
При серийной разливке доля шлака в промежуточном ковше от плавки к плавке увеличивается, а доля жидкого металла в промежуточном ковше снижается в следствии чего уменьшается время нахождения стали в промежуточном ковше за счет более интенсивного процесса ее обновления при поддержания постоянной скорости разливки.
Диапазон значений эмпирического коэффициента массы металла в промежуточном ковше равный 0,3-1,1 объясняется гидродинамическими и теплофизическими закономерностями распределения металла по объему промежуточного ковша и динамикой движения неметаллических включений в самом металле. При меньших значениях будет происходить переохлаждение жидкого металла в промежуточном ковше, что приведет к возникновению аварийных ситуаций и снижению производительности МНЛЗ. При больших значениях не обеспечиваются динамические условия всплытия неметаллических включений, что ухудшит качество отливаемых слитков.
Интервал времени нахождения металла в промежуточном ковше равный 5-8 мин объясняется гидродинамическими и теплофизическими закономерностями распределения металла по объему промежуточного ковша и динамикой движения неметаллических включений в самом металле. При меньших значениях не обеспечиваются динамические условия всплытия неметаллических включений, что ухудшит качество отливаемых слитков. При больших значениях будет происходить переохлаждение жидкого металла в промежуточном ковше, что приведет к возникновению аварийных ситуаций и снижению производительности МНЛЗ.
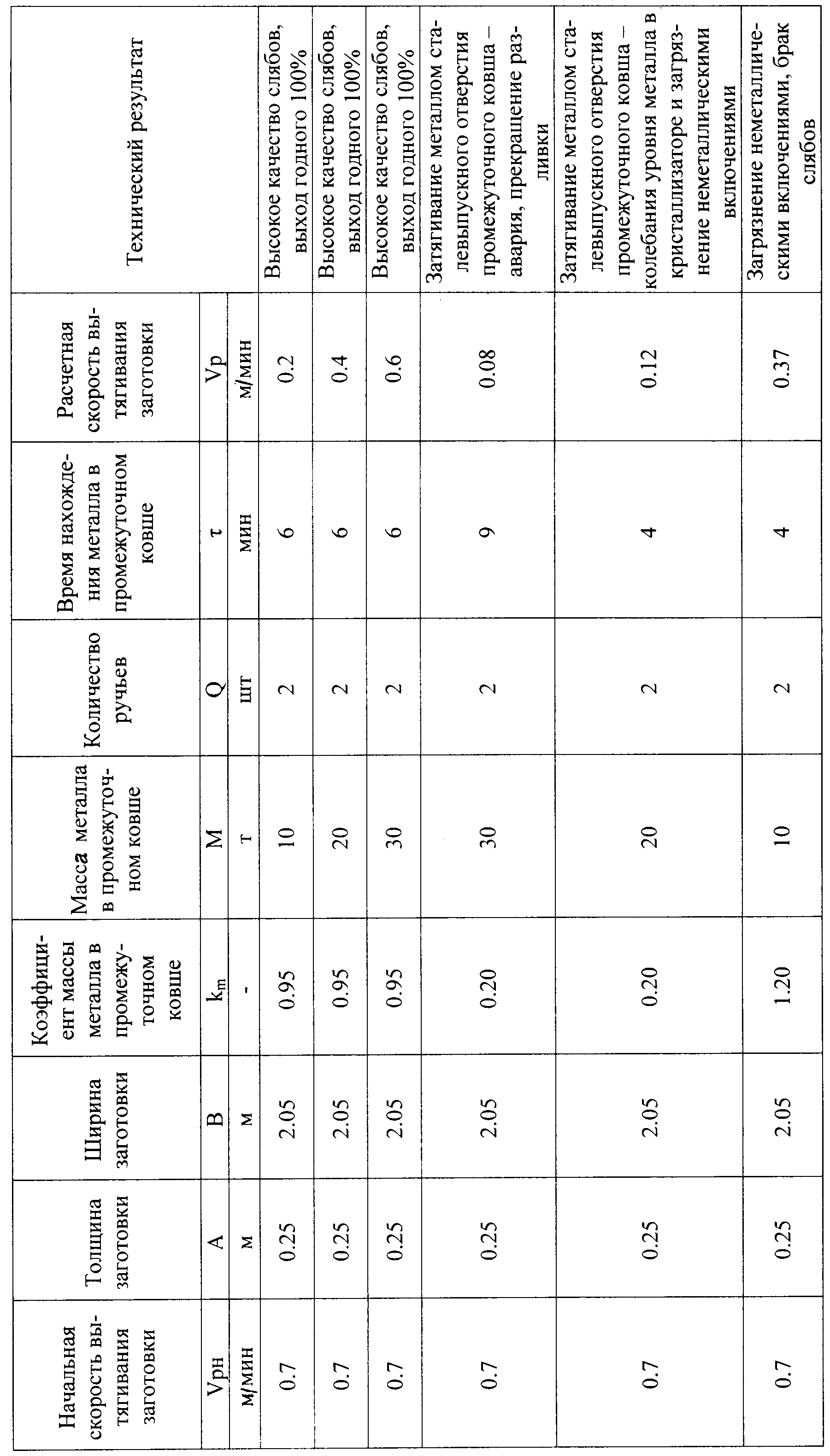
Заявляемый способ непрерывной разливки стали был опробован при разливке стали на двухручьевой слябовой МНЛЗ №4 ККЦ ОАО «ММК». В процессе разливки стали в сечение отливаемой заготовки 250×2050 мм×мм. Скорость вытягивания заготовки устанавливали 0,7 м/мин. При смене сталеразливочного ковша, производили изменение скорости вытягивания слитка, из-за изменения массы металла в промежуточном ковше. Пример корректировки скорости вытягивания слитка приведен в таблице.
Результаты использования предлагаемого изобретения на Магнитогорском металлургическом комбинате показали, что разливка стали по технологии заявляемого изобретения позволяет повысить качество непрерывнолитой заготовки, снизить аварийность и повысить производительность МНЛЗ.
Способ производства холоднокатаных полос низколегированной стали класса прочности 260
Автолистовая холоднокатаная сталь для глубокой штамповки
Способ отжига рулонов автолистовой стали в колпаковых печах
Способ нагрева заготовок на сортовых и проволочных станах
Способ внепечной обработки стали кальцием
Способ холодной прокатки на непрерывном стане
Способ выплавки стали в дуговой сталеплавильной печи с повышенным расходом жидкого чугуна
Способ производства рулонов горячекатаной трубной стали
Погружной зонд для замера температуры и отбора пробы металлического и шлакового расплава в конвертере
Способ производства легированной стали
Машина непрерывного литья заготовки
Способ производства толстолистового проката из свариваемой хромомарганцевой стали
Углеродистая кремнийсодержащая пружинно-рессорная сталь для железнодорожного крепежа
Прокат круглого поперечного сечения для холодной осадки из стали
Способ внепечной обработки стали кальцием
Сталь для производства сварочной катанки
Способ выплавки стали в дуговой сталеплавильной печи с повышенным расходом жидкого чугуна
Способ охлаждения слябов легированной стали

