Результат интеллектуальной деятельности: Погружной зонд для замера температуры и отбора пробы металлического и шлакового расплава в конвертере
Вид РИД
Изобретение
Изобретение относится к средствам измерения и касается устройств погружных зондов для замера температуры и отбора пробы металлургических расплавов, в частности жидкой стали и сталеплавильного шлака при плавке в кислородном конвертере.
На сегодняшний день основным способом выплавки стали в мире остается кислородно-конвертерный процесс. Современная технология выплавки в конвертерах предусматривает использование сменных (разовых) зондов, используемых для отбора пробы металлургического расплава, а также для замера его температуры и ряда других параметров. В некоторых устройствах предусмотрена возможность одновременного отбора пробы металла и замера температуры расплава.
Известны «Измерительные зонды для измерения и взятия проб в металлическом расплаве» (Пат. РФ 2548401 от 17.06.2011 г., МПК G01N 1/10, 33/20, опубл. 20.04.2015 г. Бюл. 11), имеющие измерительную головку, которая содержит, по меньшей мере, датчик температуры и камеру для проб. Камера для проб, по меньшей мере, частично окружена измерительной головкой и включает проходящий через измерительную головку входной канал. Входной канал имеет расположенный в измерительной головке внутренний участок длиной L и, по меньшей мере, в одном месте на этом внутреннем участке имеет минимальный диаметр D, причем отношение L/D2 меньше 0,6мм. Также измерительная головка имеет противодавление Pg меньше 20 мбар. Достигаемый при этом технический результат заключается в улучшении качества получаемых проб. Основной недостаток указанного зонда - отсутствие возможности отбора пробы шлакового расплава. Кроме того, наличие одной измерительной головки не позволяет использовать его для повторного измерения температуры металлургического расплава.
Также известно «Устройство для замера температуры и отбора проб расплавленного металла» (Патент РФ на полезную модель №34011 от 02.09.2003 г., МПК G01K 7/02, G01N 1/12, опубл. 20.11.2003 г. Бюл. 32), которое содержит сменный блок, имеющий полый кожух из теплостойкого материала, в котором закреплен огнеупорный корпус с пробоотборной камерой и первым термоэлементом, закрытыми первым металлическим колпачком, второй термоэлемент и второй металлический колпачок, устройство снабжено дополнительным полым кожухом из теплостойкого материала с закрепленным в нем дополнительным огнеупорным корпусом, второй термоэлемент размещен в дополнительном корпусе и закрыт вторым металлическим колпачком, полые кожухи установлены последовательно и соединены между собой, а на наружной стороне дополнительного полого кожуха выполнена проточка, полый кожух из теплостойкого материала с огнеупорным корпусом частично вставлен в дополнительный полый кожух, проточка на наружной стороне дополнительного кожуха выполнена кольцевой и размещена на уровне первого металлического колпачка. Наличие двух измерительных головок (огнеупорных корпусов) позволяет по ходу плавки производить два последовательных замера температуры расплава одним зондом. Однако, в тоже время, зонд имеет узкоспециализированное назначение и не позволяет измерять другие параметры расплава, например, окисленность, при этом наряду с возможностью отбора пробы металлического расплава при повторном замере, отсутствует возможность отбора пробы шлакового расплава.
Наиболее близким к заявляемому изобретению по конструкции и технической сущности является «Погружной зонд для замера температуры, окисленности и отбора пробы металлического расплава» (Патент РФ на полезную модель №172338 от 27.03.2017 г., МПК G01K 7/02, G01N 1/10, опубл. 04.07.2017, Бюл. №19 - прототип), содержащий сменный блок в виде составного полого кожуха из теплостойкого материала, в котором последовательно установлены два керамических огнеупорных корпуса. Первый корпус содержит пробоотборную камеру и термоэлемент, а второй корпус содержит только термоэлемент. Оба корпуса закрыты индивидуальным металлическим колпаком, при этом второй керамический корпус размещен в дополнительном полом кожухе, на наружной стороне которого выполнена проточка. Полый кожух с первым керамическим корпусом частично вставлен в дополнительный полый кожух, а проточка на наружной стороне дополнительного кожуха выполнена кольцевой и размещена на уровне первого металлического колпака. При этом устройство дополнительно содержит тубулярный тигель с электролитом для определения активности кислорода в металлическом расплаве. Зонд-прототип позволяет производить два погружных замера одним зондом и определять температуру, активность кислорода и производить отбор пробы металлического расплава. Его главным недостатком, наряду с аналогами, является отсутствие возможности отбора шлакового расплава при повторном замере. Как правило, при ведении конвертерной плавки сталевар-оператор производит первый замер температуры стального расплава по окончанию основной продувки, после чего принимает решение о необходимости «додувки», ее продолжительности и других параметрах. После окончательной обработки производят второй замер температуры стального расплава и отбирают его пробу, при этом также очень желательно одновременно отобрать пробу шлакового расплава с целью определения его основности, содержания FeO и других параметров. Данная информация позволяет скорректировать технологию последующей обработки плавки на агрегате доводки стали или агрегате печь-ковш для минимизации выхода негодной продукции и брака. Кроме того, по содержанию в шлаке оксида магния (MgO) корректируют параметры кислородного дутья и отдачу магнезиальных флюсов для повышения стойкости футеровки конвертера.
Целью изобретения является создание такого зонда, который позволял бы производить два погружных замера температуры металлургического расплава, в частности жидкой стали, с возможностью отбора проб как металлического, так и шлакового расплава при повторном замере.
Поставленная цель достигается тем, что предлагается погружной зонд для замера температуры и отбора пробы металлического и шлакового расплава в конвертере, содержащий сменный блок в виде составного полого кожуха из теплостойкого материала, в котором последовательно установлены два керамических огнеупорных корпуса - первый, содержащий термопреобразователь и пробоотборную камеру и второй, содержащий только термопреобразователь, оба корпуса закрыты индивидуальным металлическим колпаком, при этом второй керамический корпус размещен в дополнительном полом кожухе, на наружной стороне которого выполнена проточка, основной полый кожух с первым керамическим корпусом частично вставлен в дополнительный полый кожух, а проточка на наружной стороне дополнительного кожуха выполнена кольцевой и размещена на уровне первого металлического колпака, отличающийся тем, что на наружной стороне полого кожуха установлен дополнительный элемент для отбора пробы шлакового расплава, расположенный на расстоянии от кольцевой проточки, которое от 2 до 15 раз превышает расстояние от данной проточки до начальной части зонда. В предпочтительном варианте изобретения дополнительный элемент выполнен в виде металлической пружины, зафиксированной на кожухе с обеих сторон специальными защитными полукольцами. Как показали проведенные эксперименты, фиксирующие полукольца играют особую роль - они защищают пружину от перегрева при первоначальном замере. Установка пружины без защитных полуколец на наружной стороне полого кожуха не обеспечивала надежный отбор, ввиду ее частой деформации и разрушения при первом погружении. При этом опытным путем также установили, что наилучшим материалом пружины является жаростойкая сталь или сплав, а проволока пружины должна иметь диаметр от 1 до 8 мм с количеством витков от 2 до 50 с целью обеспечения качественного отбора пробы. При диаметре проволоки менее 1мм и количестве витков менее двух, надежный пробоотбор не обеспечивался ввиду малой и не развитой поверхности для зацепления пробы шлака. Диаметр проволоки более 8мм и количество витков более 50 нецелесообразно технически и экономически.
Важным моментом является также место фиксации на полом кожухе дополнительного элемента для отбора пробы шлака. Экспериментально установили, что качественный отбор пробы шлакового расплава возможен при фиксации дополнительного элемента на определенном расстоянии от начальной части зонда, а именно расстояние до кольцевой проточки должно от 2 до 15 раз превышать расстояние от указанной кольцевой проточки до начальной части зонда. При меньшем расстоянии до кольцевой проточки, дополнительный элемент находился ниже уровня шлака, а при большем - выше уровня слоя шлака. Оптимальным оказалось расположение на полом кожухе дополнительного элемента на расстоянии от кольцевой протоки от 4 до 10 раз превышающем расстояние от данной проточки до начальной части зонда. Такое соотношение расстояний позволяет при повторном замере надежно отобрать пробы как стального расплава, так и шлакового расплава.
Кожух зонда целесообразно изготавливать из специального картона повышенной огнестойкости. Второй керамический корпус со вторым термоэлементом должны быть размещены в начальной части зонда, а в хвостовой части зонда должна быть установлена керамическая втулка электродов с контактодержателем для соединения с измерительным блоком. Первый керамический корпус может содержать тубулярный тигель с электролитом для контроля активности кислорода в металлическом расплаве.
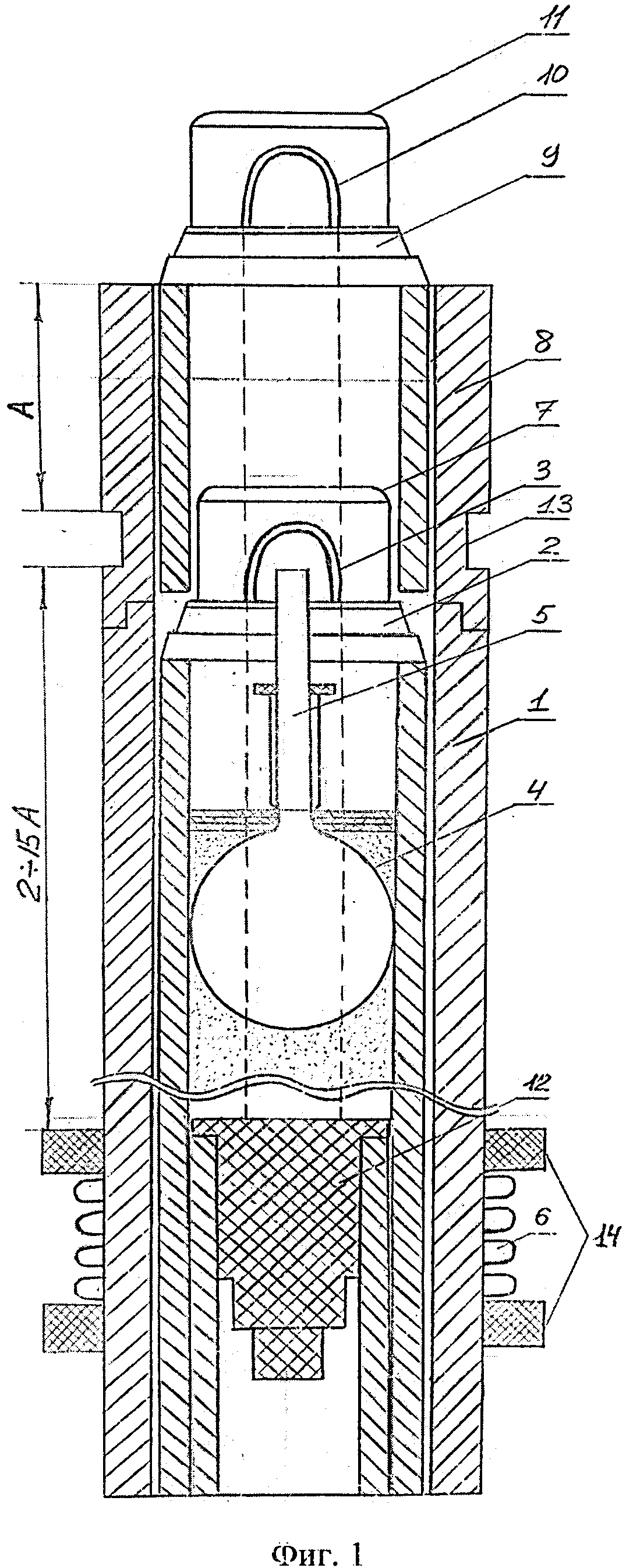
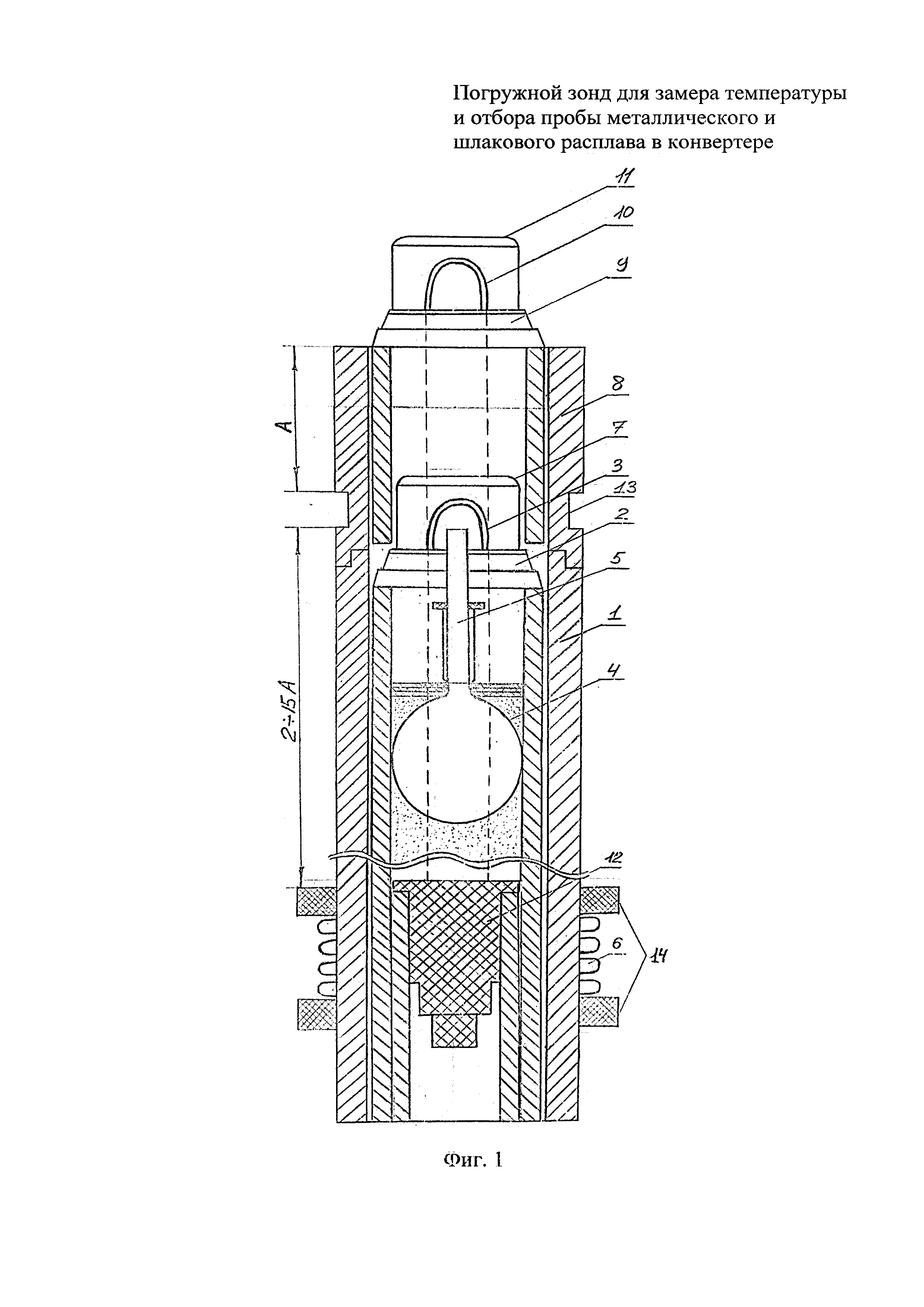
Общий вид нового устройства (продольный разрез) представлен на фиг. 1. Оно содержит полый кожух 1 с керамическим корпусом 2, содержащим термопреобразователь 3, пробоотборную камеру с пробницей 4 и кварцевой трубкой 5, дополнительный элемент для отбора пробы шлака в виде пружины 6, зафиксированной с обеих сторон защитными полукольцами 14, защитный колпак 7, устройство также содержит дополнительный полый кожух 8 с внешней кольцевой проточкой 13, керамическим корпусом 9, оборудованным термопреобразователем 10 и защитным колпаком 11, в хвостовой части зонда установлена керамическая втулка электродов с контактодержателем 12. На чертеже расстояние от кольцевой проточки 13 до начальной части зонда обозначено как «А» с целью наглядности изображения места фиксации на наружной поверхности кожуха 1 пружины 6 с защитными полукольцами 14 (расстояние до проточки показано как «2-15А»).
Работа устройства осуществляется следующим образом. Зонд закрепляется на жезл или автоматический манипулятор и подключается к измерительному прибору через контактодержатель 12. По сигналу светофора проверяется исправность подключения, после чего зонд погружается в расплав на несколько секунд. Защитный колпак 11 сгорает и производится замер температуры жидкой стали посредством термопреобразователя 10. Повторное погружение производится после окончательной «доводки» плавки, зонд вновь погружается в расплав, при этом происходит излом кожуха 8 по кольцевой проточке 13, в результате чего оголяется металлический колпак 3 и жидкий металл затекает по кварцевой трубке 5 в пробницу 4, одновременно производится замер температуры готового металла посредством термопреобразователя 3, а также производится отбор пробы шлака, который налипает на металлическую пружину 6. После извлечения зонда пробы металла и шлака отбираются и передаются в экспресс-лабораторию для определения химического состава.
Промежуточный ковш для разливки стали с камерами для плазменного подогрева жидкого металла
Промежуточный ковш мнлз для плазменного подогрева металла
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью
Способ непрерывного литья заготовок
Способ непрерывной разливки стали
Способ непрерывной разливки стали
Способ непрерывного литья заготовок
Шлакообразующая смесь для непрерывной разливки стали
Промежуточный ковш для разливки стали с камерами для плазменного подогрева жидкого металла
Промежуточный ковш мнлз для плазменного подогрева металла
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью
Способ непрерывного литья заготовок
Способ непрерывной разливки стали
Способ непрерывной разливки стали
Способ непрерывного литья заготовок
Шлакообразующая смесь для непрерывной разливки стали
Способ производства электротехнической стали
Конструкция двухручьевого ковша с камерами для плазменного подогрева жидкого металла

